
Сварка под давлением, ее способы
Что собой представляет данный вид, мы описали выше, теперь рассмотрим способы сварки металлов под давлением:
Контактная сварка. Здесь детали нагреваются теплом, которое образуется в свариваемых деталях, когда через них пропускают ток. После того как детали нагрелись или немного расплавились, их сдавливают. Так происходит сама сварка. Способы сварки: стыковой, точечный, шовный.
При стыковой сварке детали зажимают токоподводящими зажимами, соединяют торцы и пускают сварочный ток. В местах зажимов детали нагреваются, затем их сжимают. Так получается сварное соединение. Такой способ в основном применяют при соединении труб и деталей с компактным сечением. Способы сварки труб могут быть и другими, но основным считается этот.
При точечной сварке детали соединяют с помощью отдельных точек. Таким методом скрепляются листовые детали. Листы, которые нужно сварить, складывают друг на друга и сжимают их с помощью медных цилиндрических электродов сварочного аппарата. После этого пускают ток. Так получается точечное сварное соединение. Такое соединение выполняется быстро и качественно.
Шовную сварку применяют также для того, чтобы соединить листовые детали. Данный вид сварки похож на предыдущий, только в данном случае электроды — это медные диски, которые перекатываются по свариваемым кромкам. Ток при таком соединении нужно пускать прерывисто. Само шовное соединение получается очень прочным и плотным.
Ультразвуковая сварка — еще один вид. В ее основе лежит совместное воздействие на свариваемые металлические детали ультразвуковых колебаний и сжимающего усилия. Специальные ультразвуковые генераторы преобразовывают электрическую энергию в механическую. Когда свариваемым деталям сообщают механические колебания, начинается вибрация с частотой ультразвука. Данная вибрация вызывает трение, с помощью которого поверхности разогреваются, после этого происходит сжатие — и соединение готово. Этот способ используют при скреплении тонких металлических деталей или при сваривании неметаллических изделий (из пластмассы).
Сварка с помощью трения. Данный метод предполагает трение свариваемых частей до их разогрева. После этого детали в пластичном состоянии сжимают, и образуется соединение. Такую сварку используют, когда изготавливают составной инструмент (сверла, резцы, развертки и др.), а также, когда необходимо соединить разнородные материалы.
Диффузионная сварка. Детали при такой сварке немного нагреваются и незначительно сжимаются, после чего их помещают в вакуумированную камеру и выдерживают там определенное время. Такие условия подталкивают атомы в поверхностях деталей к взаимной диффузии. Для нагрева обычно используется индукционный способ. Большой плюс этого метода — детали при этом не расплавляются и не деформируются. С его помощью можно соединять практически любые металлы и их сочетания, а также металлические детали с неметаллическими — из керамики, стекла, графита.
Высокочастотная сварка. Здесь кромки разогреваются с помощью токов высокой частоты и потом сдавливаются. Этим способом сваривают продольные швы труб из стали, латуни и др. материалов.

Холодная сварка. При этом способе сварка осуществляется сильным сдавливанием деталей. В этом случае происходит сильная деформация металла и выполняется соединение. Никакого нагрева при этом нет. Таким способом соединяют пластичные детали, например медь или алюминий. Используется в электротехнической промышленности.
Сварка с помощью взрыва. Здесь из-за взрыва быстродвижущиеся свариваемые детали соударяются, и образуется соединение. С помощью данного метода получают биметаллические заготовки, соединяют разнородные материалы. Рассмотрим, какая еще может быть сварка.
Нормативы и понятие катета
Сварной шов начинает формироваться в рабочей зоне при расплавленном состоянии металлов, и окончательно образуется после застывания.
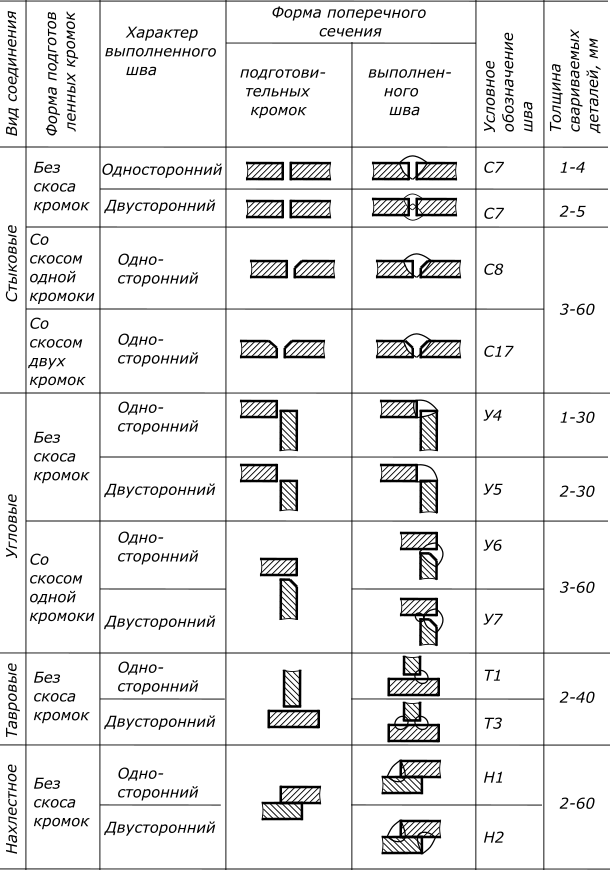
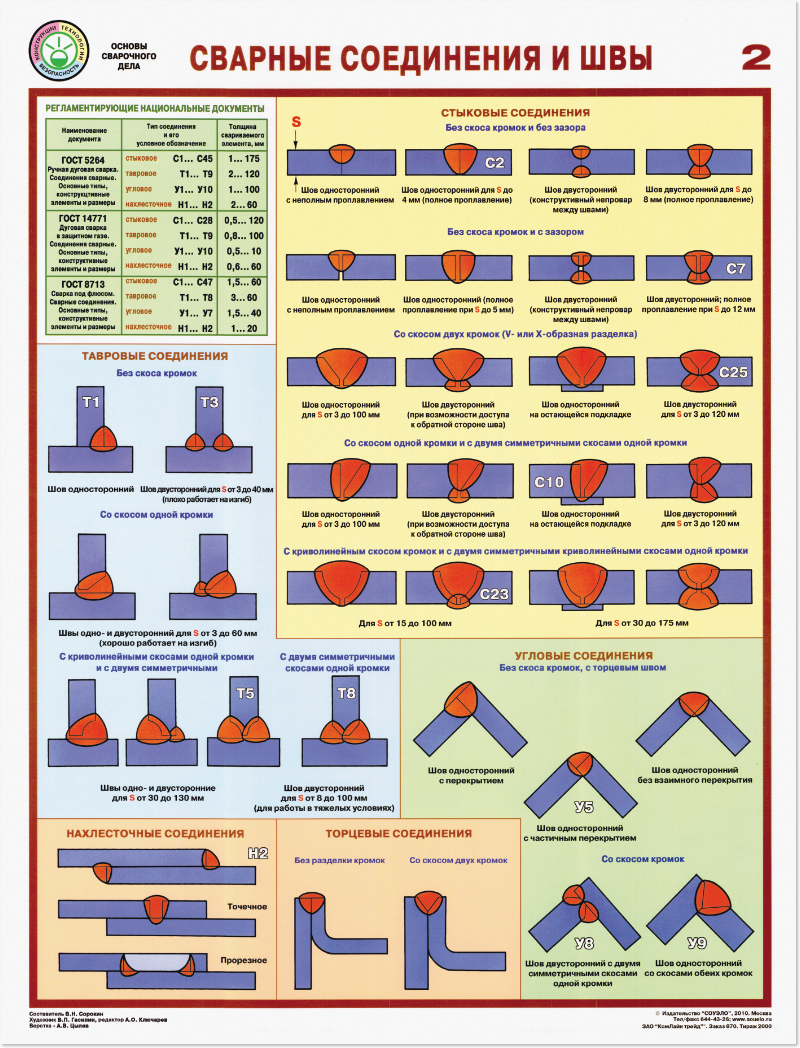
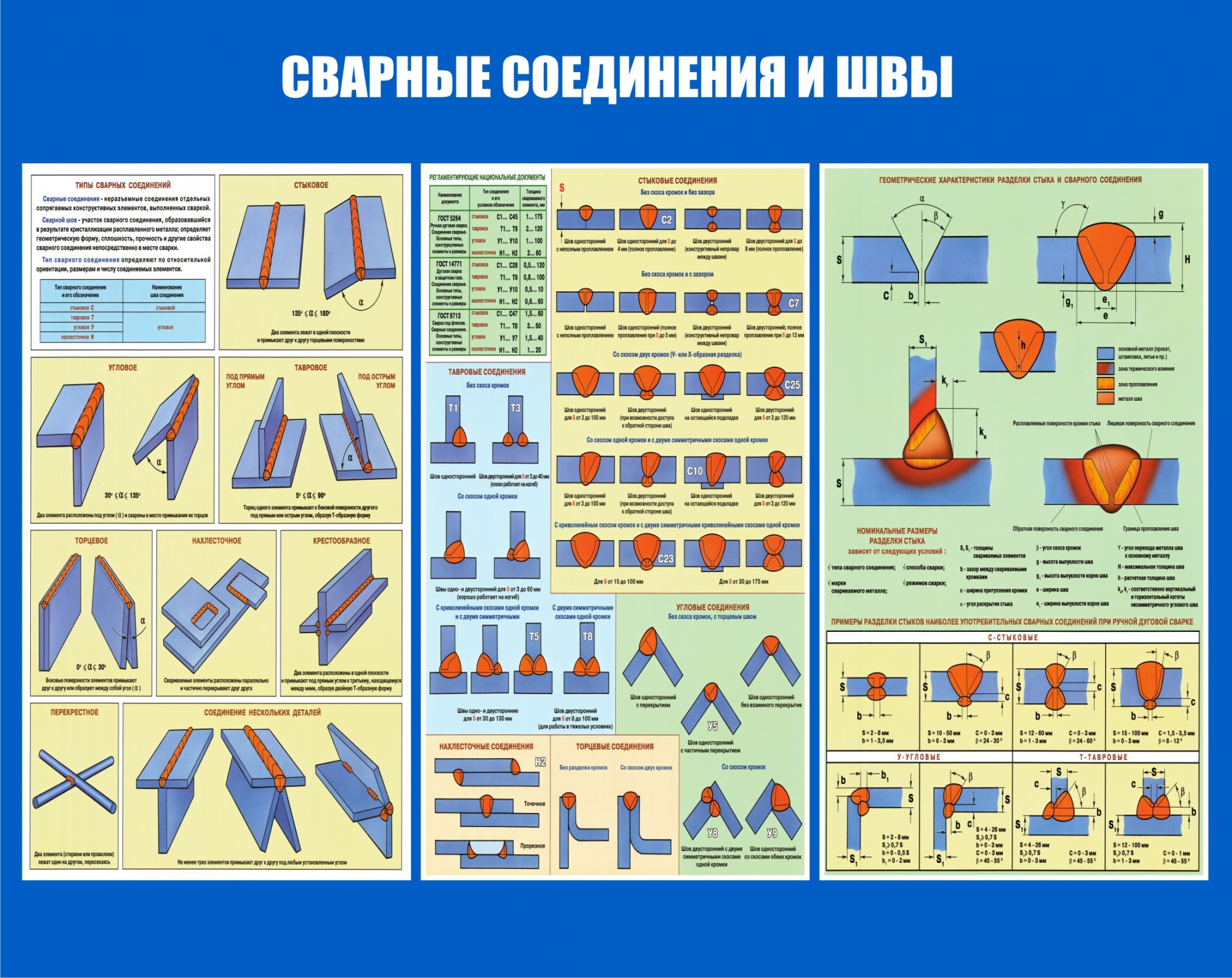
Существующая классификация группирует швы по различным признакам: типу соединения деталей, образующейся форме шва, его протяженности, количеству слоев, ориентации в пространстве.
В ГОСТах имеется обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности значения катета сварочного шва.
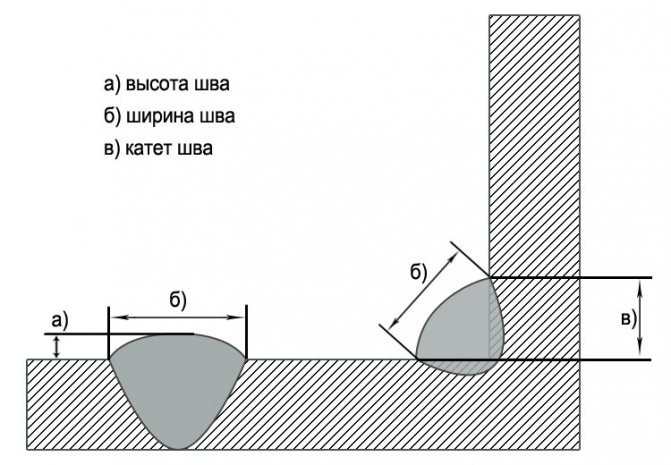
Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
У деталей неравномерной толщины за основу берут площадь сечения детали в самой тонкой ее части. Не следует пытаться неоправданно увеличивать катет. Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.
Проверка размеров катета проводится с помощью универсальных справочных шаблонов, представленных в специальной литературе.
Оформление
Документ оформляется организацией, ведущей монтажные работы. Он составляется на производственно- техническим отделом на основании проектной и рабочей документации, передаваемой монтажникам от заказчика или непосредственно от проектанта, если это предусмотрено договором.
На основании 3D модели объекта, представленной проектантом, техотдел начинает формирование схемы сварных швов.
Одновременно с составлением схемы готовятся и другие сопутствующие документы:
- сводная таблица стыков;
- акты выполнения сварщиками пробных швов и присвоения им личного клейма;
- акты выполнения сварных работ.
Без полного комплекта документов объект не может быть принят в эксплуатацию
Обработка сварного соединения

При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
Если сварка выполняется несколькими проходками, то зачистка швов выполняется после каждого этапа сварки. При этом используют любые способы. Сначала сваренные детали оббивают молотком и чистят жесткой щеткой.
Затем проводят грубую зачистку. Мелкие детали чистят специальными ножами или шлифовальными кругами. Крупные болванки чистят на станках. На завершающей стадии место сварного соединения полируют.
Часто для этого применяют фибровый круг шлифовальной машины. Существуют другие способы полировки сварных соединений.
Сварочное дело постоянно развивается. Появляются новые материалы, совершенствуется технология. Необходимо следить за новостями в сварочном деле, чтобы узнавать много нового и интересного.
Способы сварки плавлением
Таких видов соединения не так уж и много.
Газовая сварка. Здесь основной присадочный материал расплавляется от теплоты газового огня, который возникает во время сжигания горючих газов и кислорода. Обычно для этой цели применяют ацетилен, который, соединяясь с кислородом, дает очень высокую температуру пламени. Данная сварка применяется для изделий из стали, цветных металлов, а также при разных видах ремонтных работ.


Электронно-лучевая сварка. Для данного вида нужна специальная камера, где высокое разрешение среды. Основной металл плавится за счет облучения его быстролетящими электронами. Вакуум в камере нужен для того, чтобы защитить свариваемый металл и предотвратить ионизацию среды электронами. При этом способе в месте нагрева образуется высокая концентрация теплоты. С помощью электронно-лучевой сварки соединяют тугоплавкие, химически высокоактивные металлы, а также их сплавы.
Лазерная. Здесь расплавление соединяемых деталей производят при использовании энергии светового луча, который выдает оптический квантовый генератор. При лазерной сварке в месте нагрева скапливается высокая концентрация энергии. С его помощью соединяют различные металлы, их сплавы и сочетания. Плюсы лазерной сварки: процесс быстрый, небольшая околошовная зона и небольшой размер сварного шва.
Это все основные виды и способы сварки плавлением.
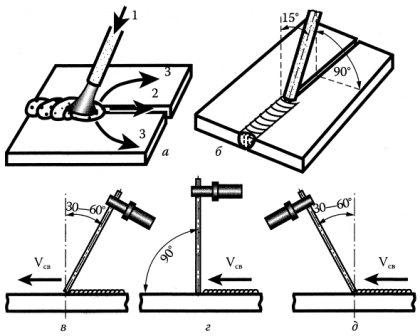
Наклон электрода
Сварочные швы классифицируют по нескольким признакам. Виды и типы сварочных соединений нужно рассматривать последовательно, вникая в тонкости процесса. НА шов влияет расположение, направление и траектория движения электрода.
После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
У каждого мастера есть свой предпочтительный угол наклона электрода. Многие считает оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси при этом образуется угол, равный 20 °. Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях, при сварке в труднодоступных местах, нужно ориентировать электрод строго перпендикулярно относительно поверхности свариваемого материала.
Перемещать электрод можно тоже по-разному, в противоположных направлениях: от себя или к себе.
Если материал требует глубокого прогрева, то электродом ведут к себе. В след за ним в направлении сварщика тянется рабочая зона. Образующийся шлак накрывает место сплава.
Если работа не предполагает сильного прогревания, то электрод перемещают от себя. За ним «ползет» сварочная зона. Глубина разогрева при таком исполнении шва минимальна. С направлением вопрос ясен.
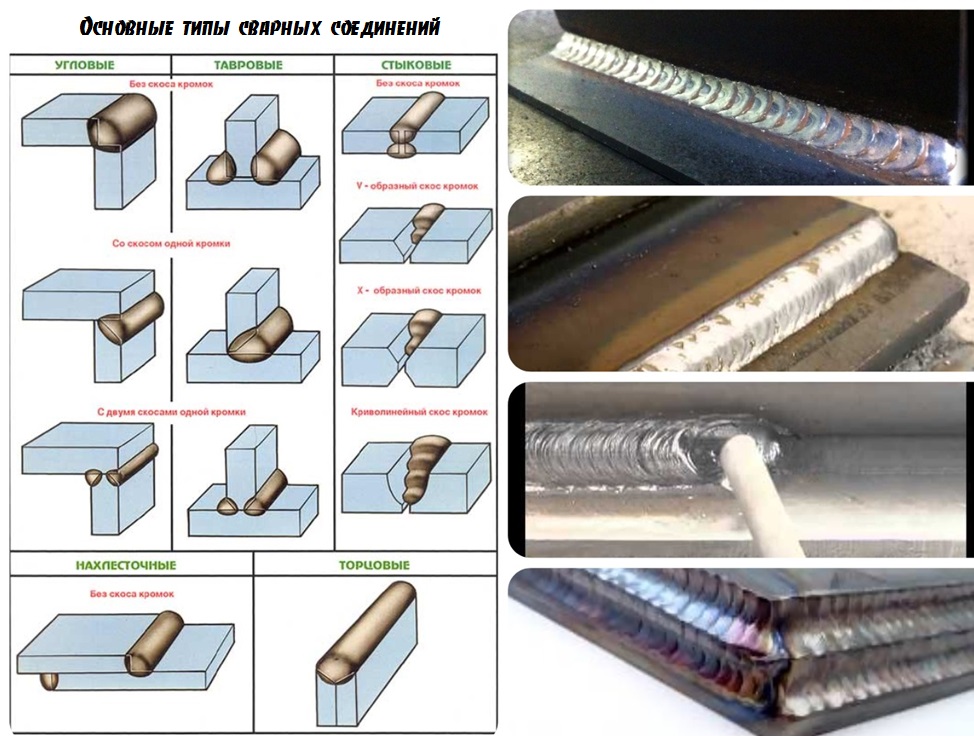
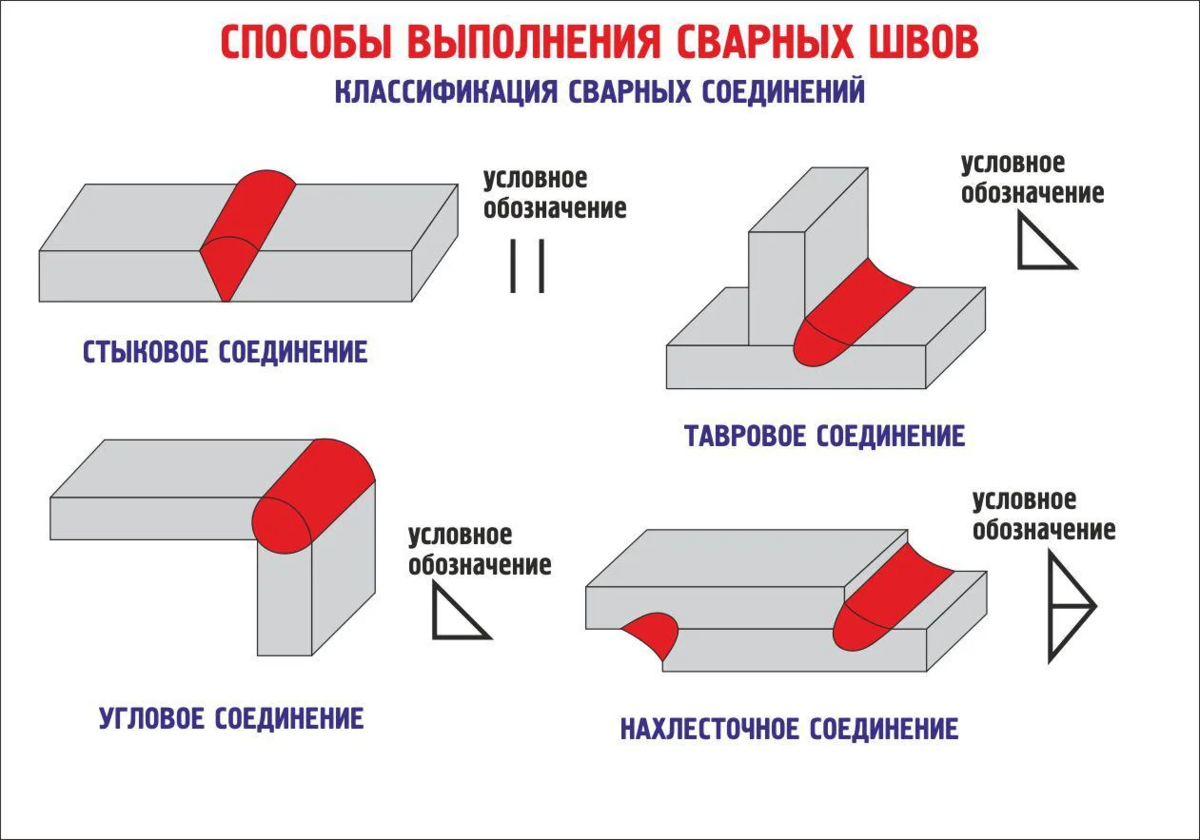
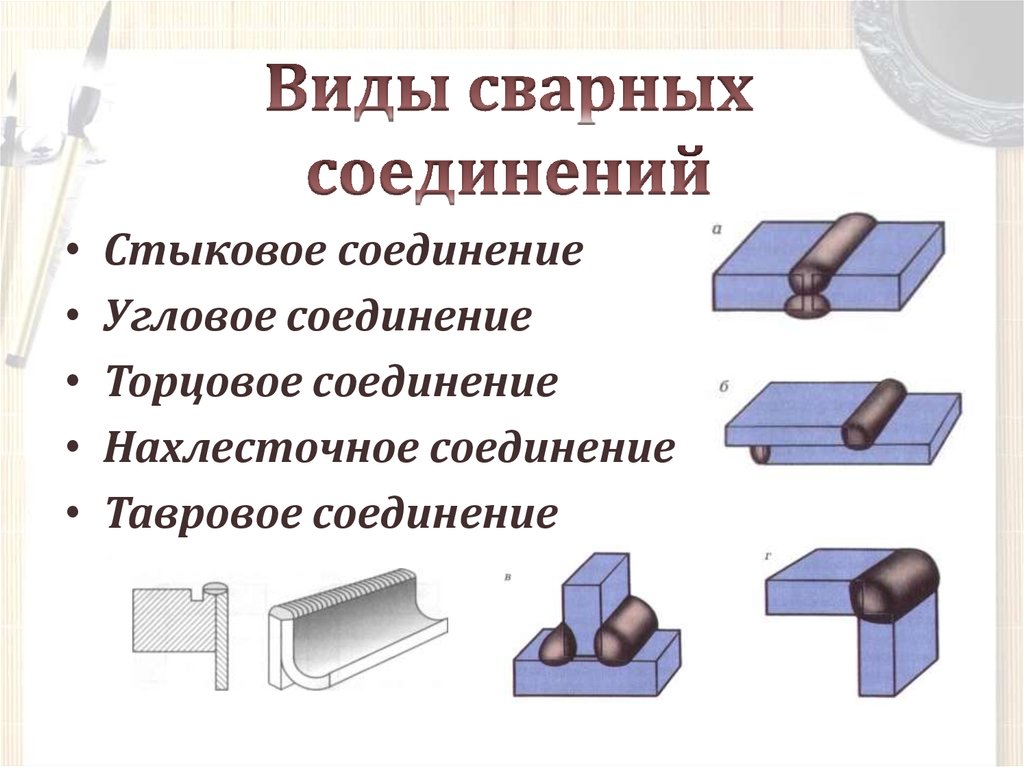
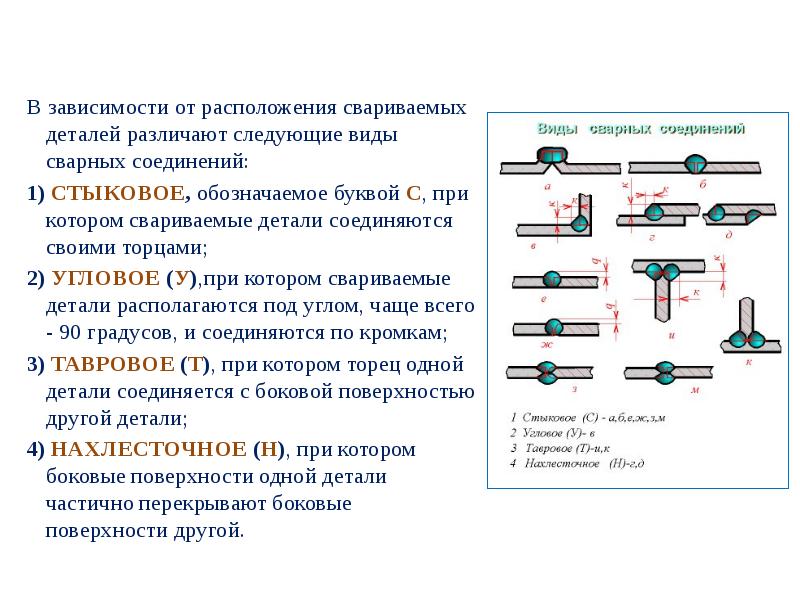
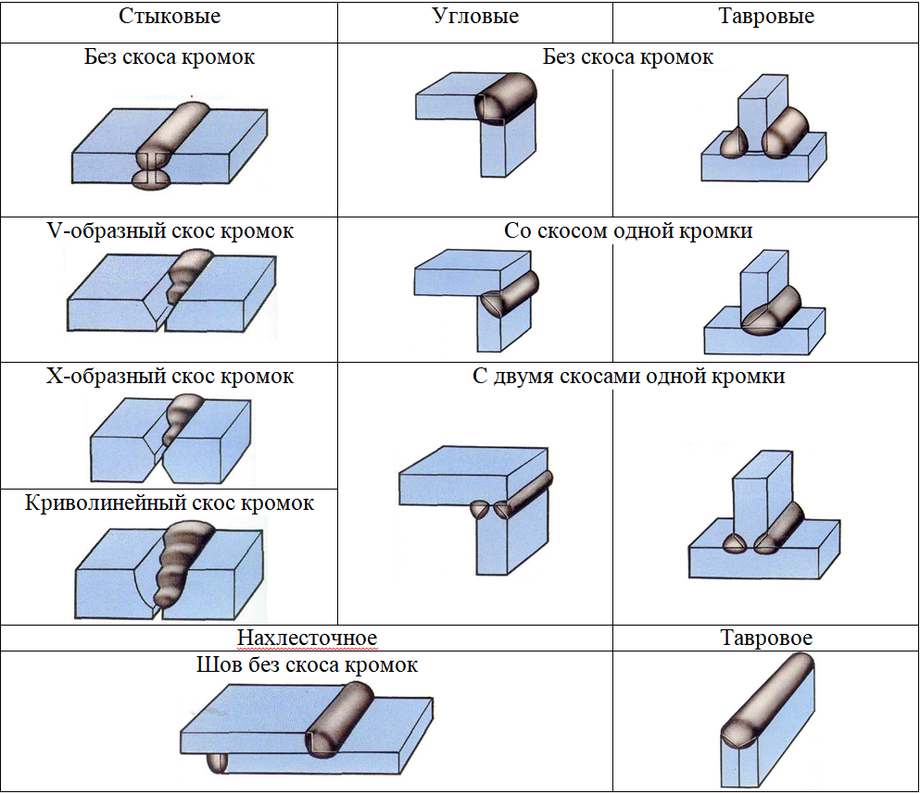
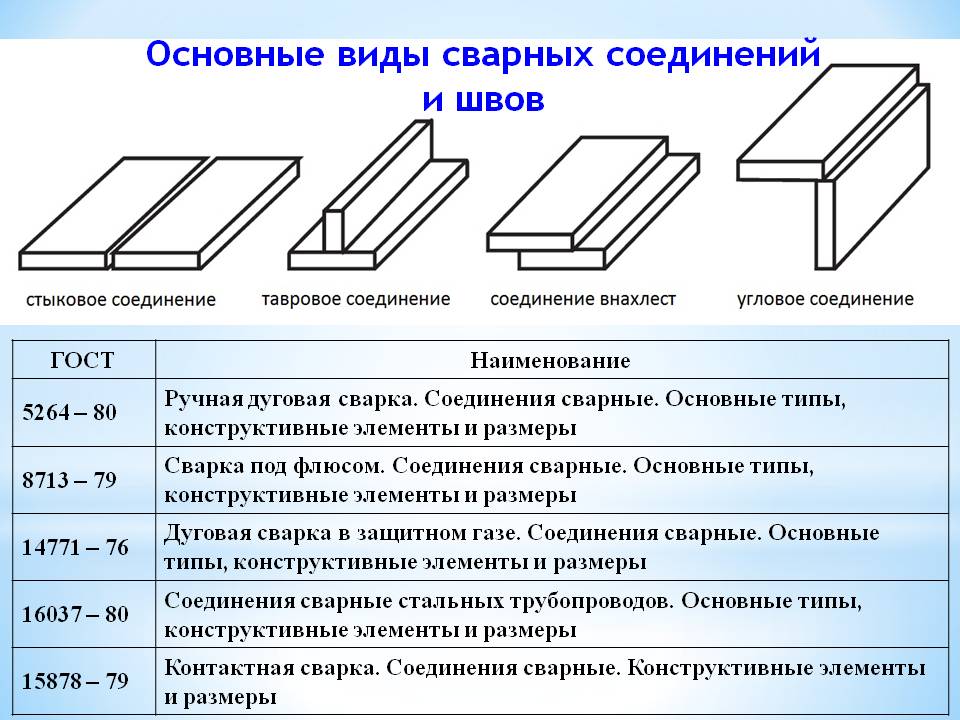
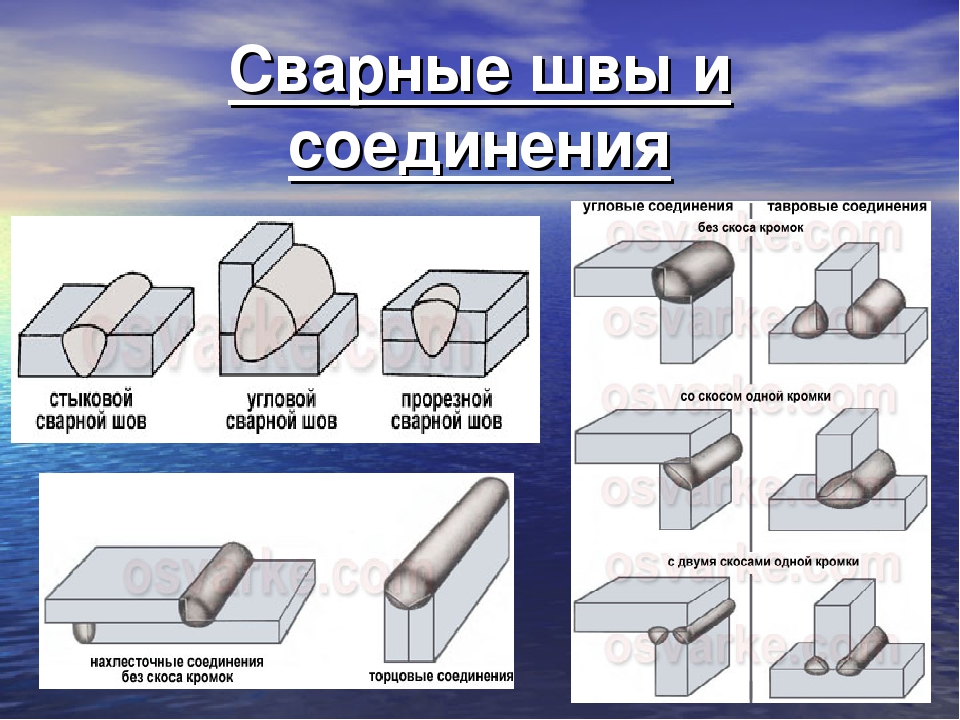
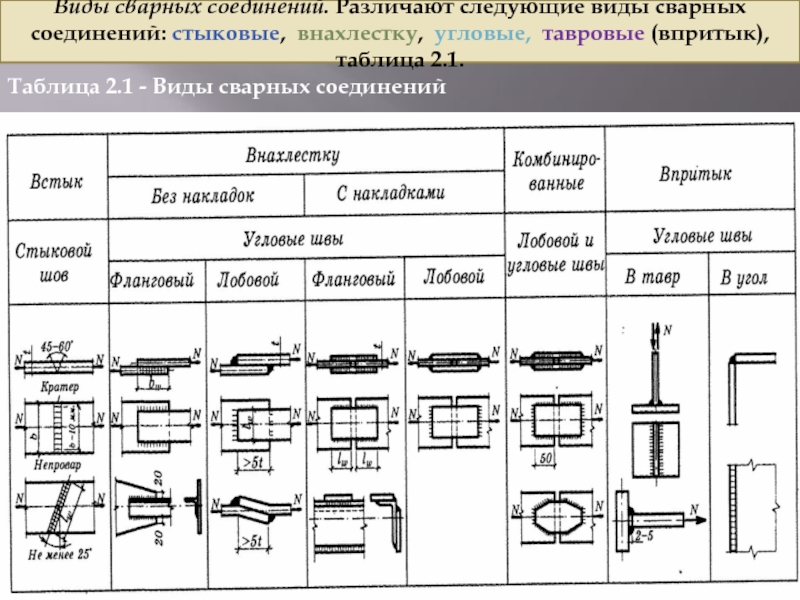
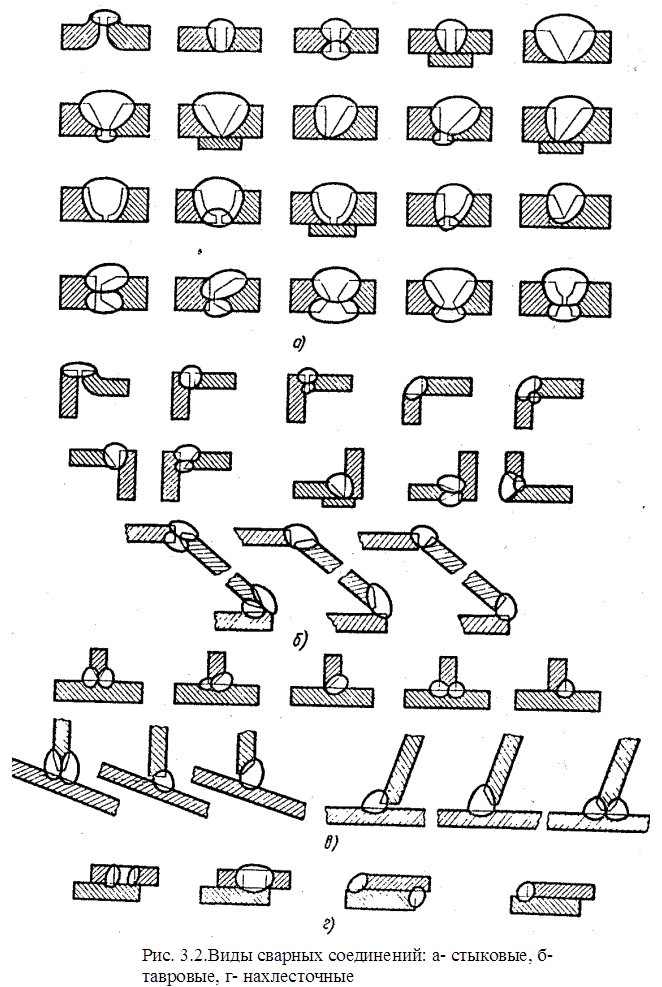
Виды соединений
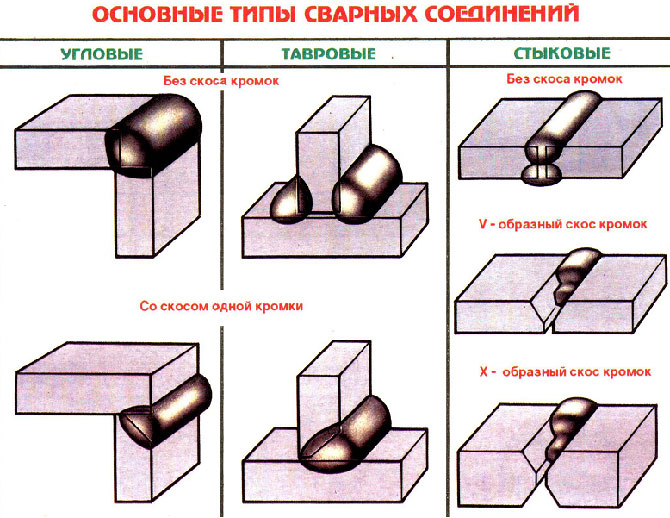
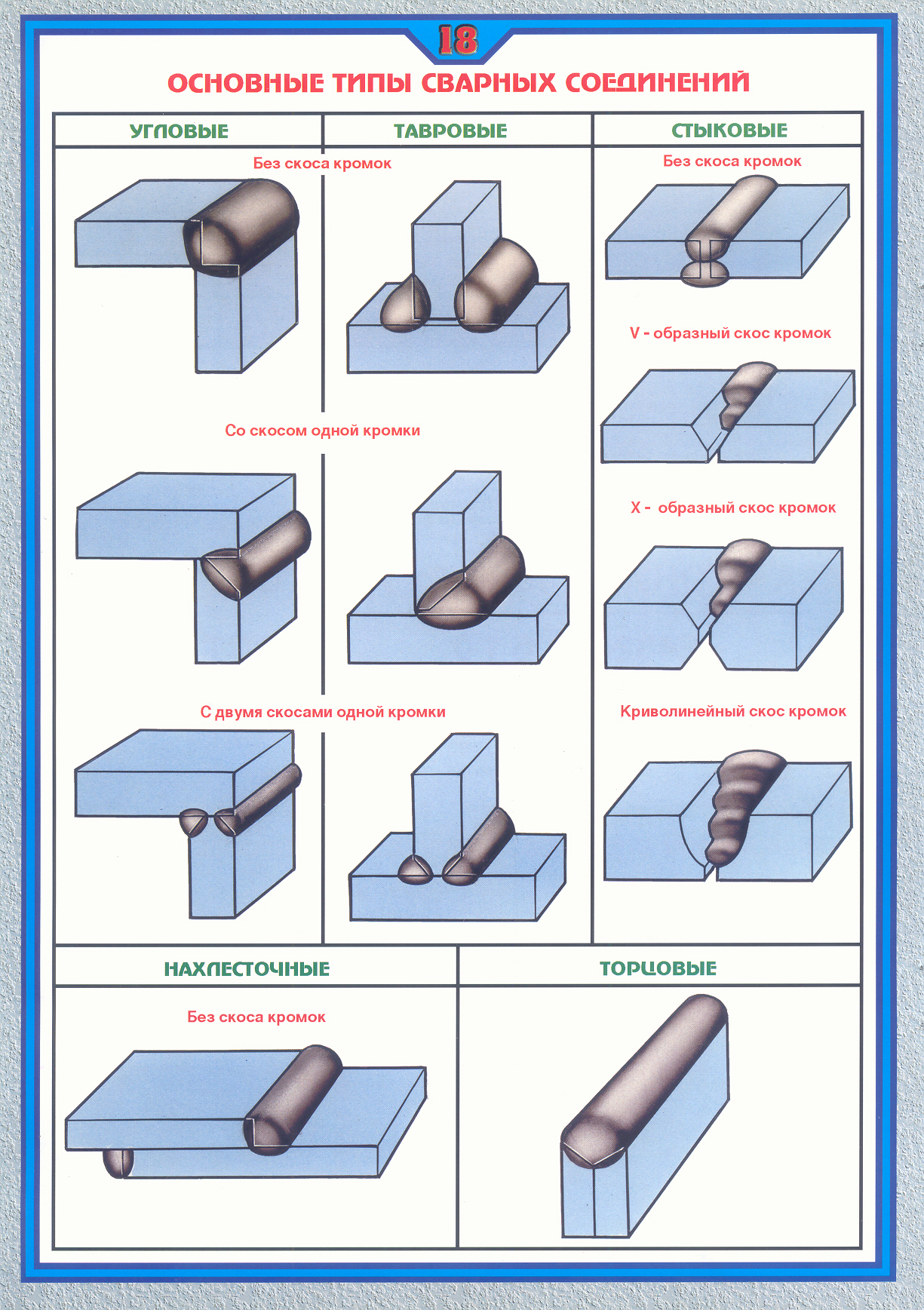
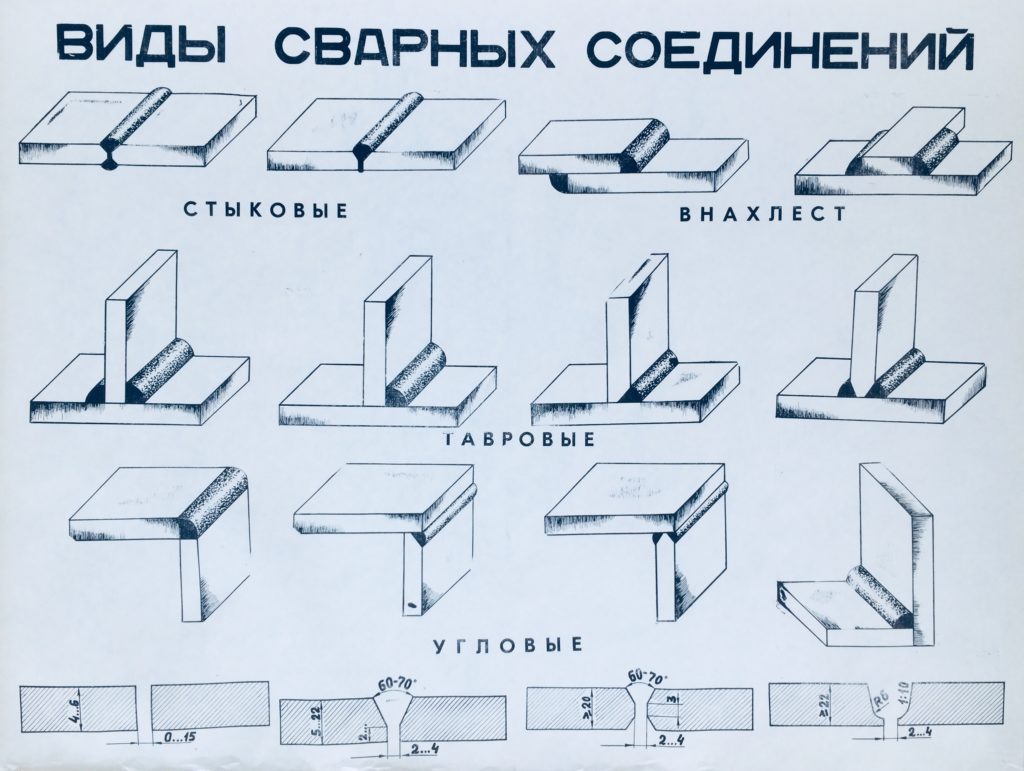
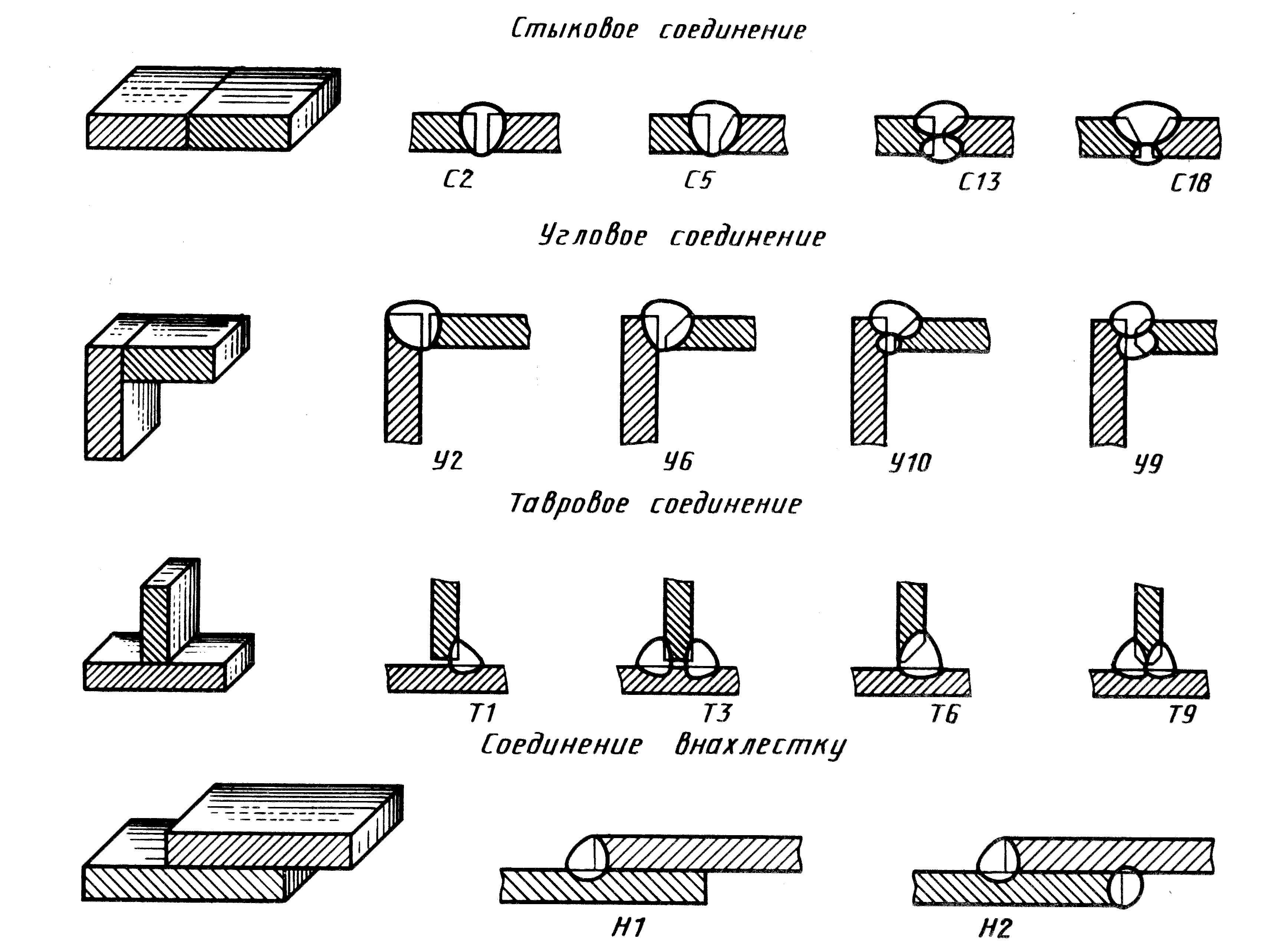
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
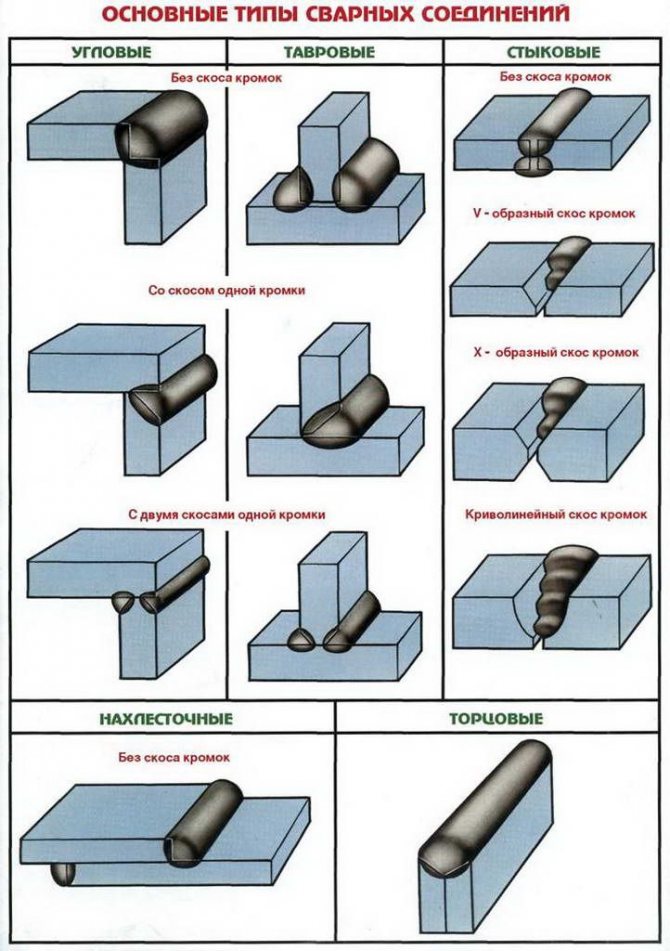
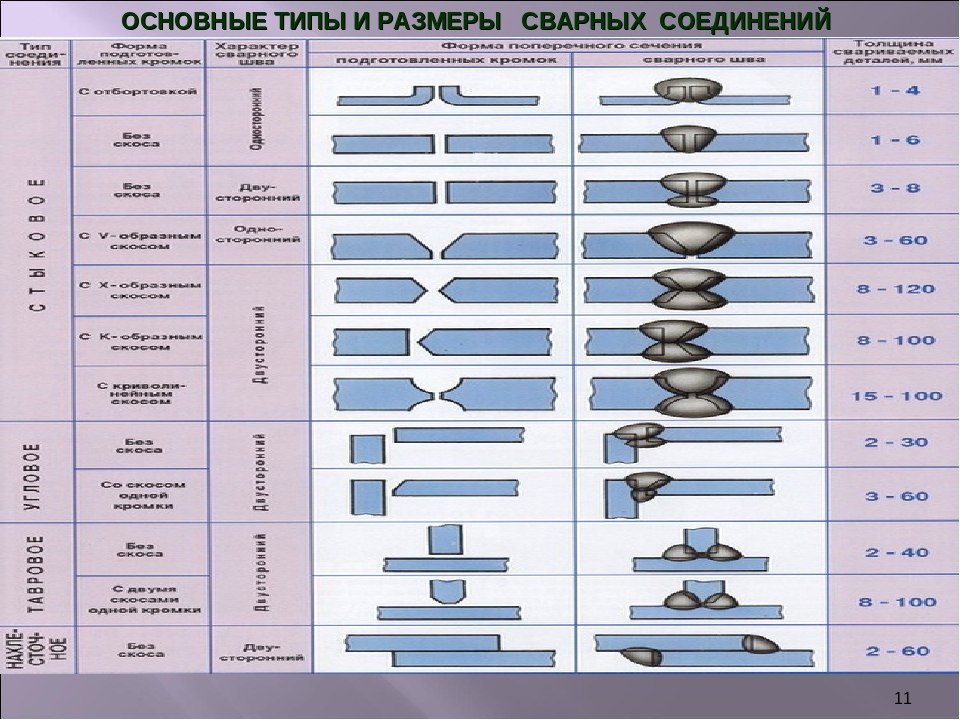
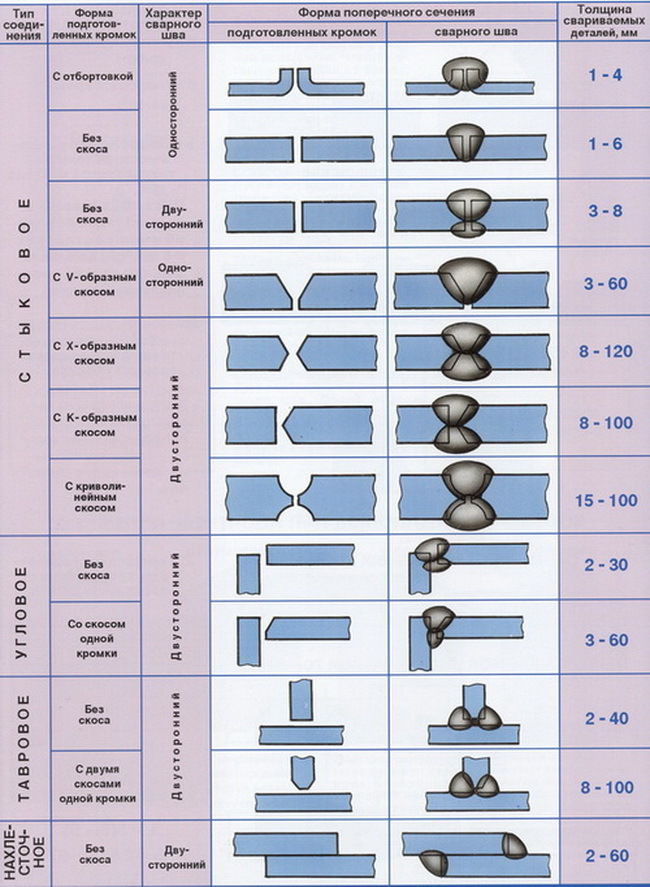
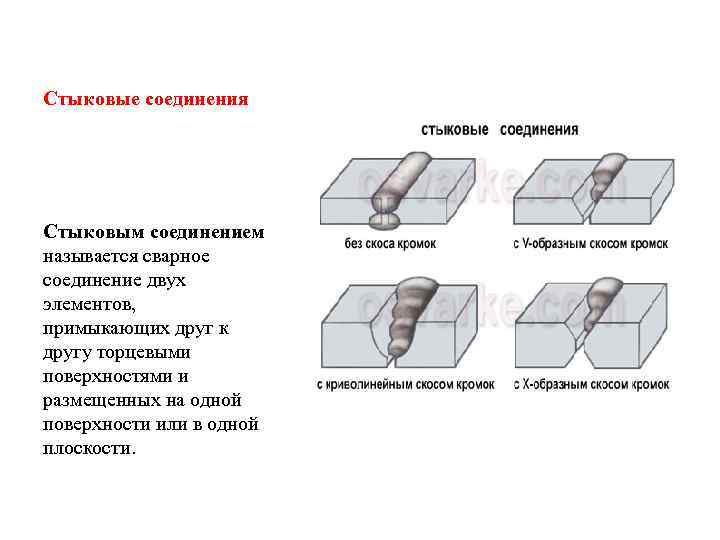
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
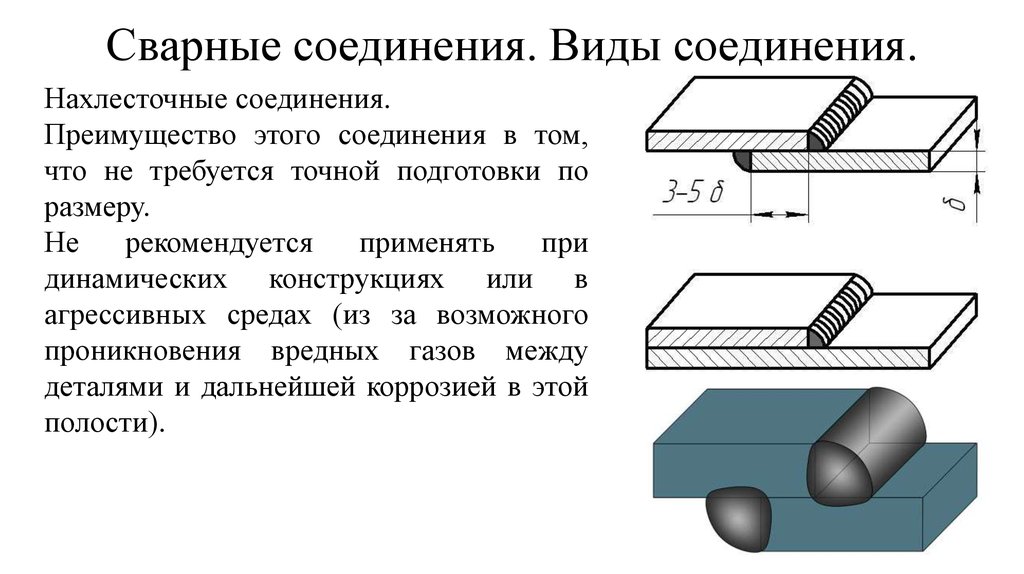
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
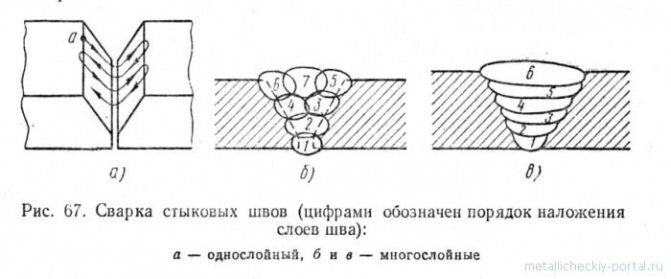
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
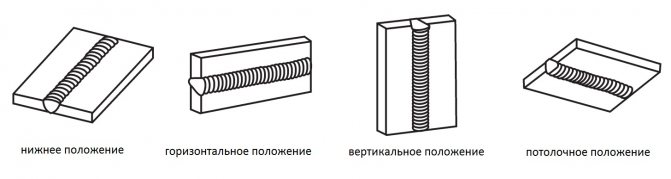
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
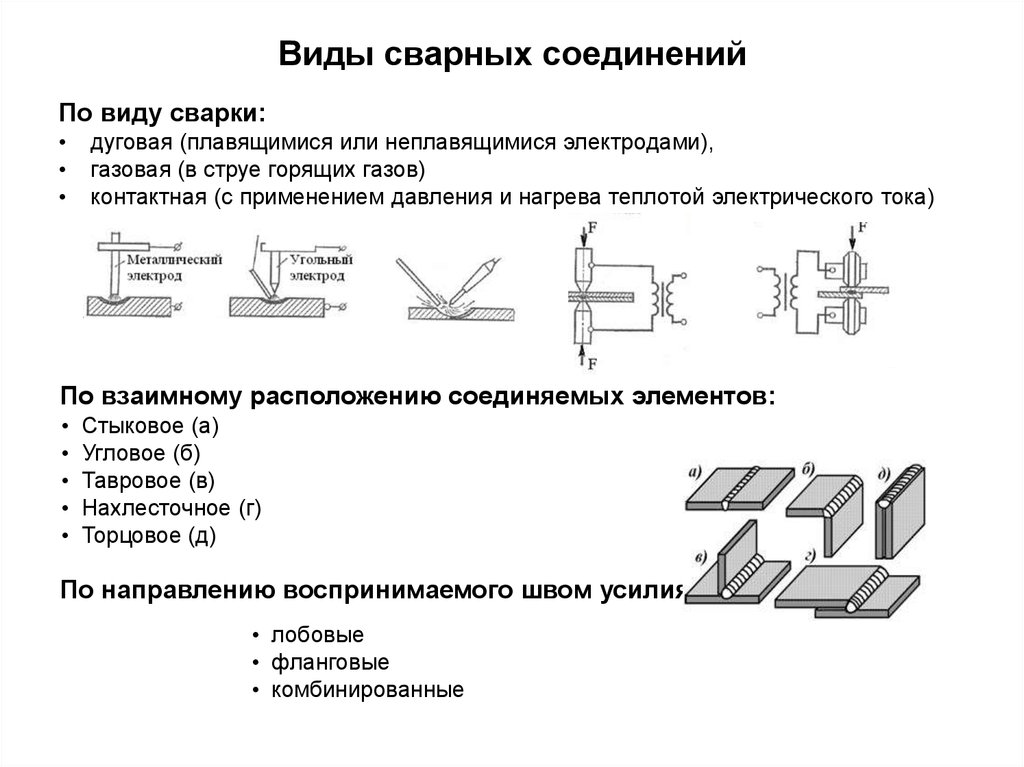
Классификация
На сегодняшний день существуют различные способы сварки. ГОСТ классифицирует сварочные процессы более чем на 150 разновидностей. В основе классификации лежат следующие признаки: физические, технические и технологические. Классификация способов сварки по физическим признакам разделяет все виды на три класса: термический, термомеханический и механический. В основе этого разделения лежит форма энергии, которая используется при сварном соединении.
В термический класс входят те виды, где присутствует тепловая энергия:
- газовая;
- дуговая;
- электрошлаковая;
- электронно-лучевая;
- лазерная и т. п.
В термомеханический класс входят те виды сварки, где присутствуют тепловая энергия и давление:
- контактная;
- диффузионная;
- газопрессовая;
- дугопрессовая;
- кузнечная и др.
К механическому классу относится сварка давлением, т. е. где используется механическая энергия:




- холодная сварка;
- сварка трением;
- ультразвуковая и т. д.
Технические признаки классификации следующие:
- способ защиты металла в месте сварки;
- непрерывность процесса;
- механизация процесса сварки.
Технологические признаки у каждого способа свои, и устанавливаются индивидуально. Например, в основе классификации дуговой сварки может лежать: вид электрода, характер защиты, уровень автоматизации и т. п.
Что такое сварка
Сварка является прогрессивным технологическим процессом, который позволяет получить неразъемные соединения деталей, а также создать конструкции высокого эксплуатационного качества. Плюсы сварных соединений дают возможность постоянно применять их для создания разного рода конструкций.

Научно-технический прогресс не стоит на месте, в нем участвует и сварка. Способы сварки все расширяются, применяются все новые виды. Например, в микроэлектронике сегодня имеется возможность сваривать детали толщиной в несколько микрометров, а в тяжелом машиностроении — детали с толщиной несколько метров. Учитывая то, что в производстве применяются углеродистые и низколегированные стали, все чаще стали применяться специальные способы сварки специализированных сплавов, легких сплавов, а также таких, в основе которых лежит титан, молибден, цирконий и другие металлы. Прогрессивность способов сварки и ее тип влияют на качество готовых изделий, а также на эффективность всего производства
При этом не забывают и про оборудование для сварки металла — его созданию и переоснащению уделяется огромное внимание
Непрерывное усложнение конструкций и рост объемов сварки требует производить постоянную технологическую переподготовку производства, т. е. улучшать его трудоемкость, экономические показатели, механизацию и автоматизацию.
Что такое сварные соединения
Обычно, чтобы получить сложную конструкцию, нужно объединить между собой отдельные элементы: детали, агрегаты, узлы. В таких объединениях участвуют разъемные или неразъемные соединения.
Неразъемными соединениями, в получении которых использовалась ручная сварка, называют сварные соединения. Как правило, таким образом скрепляют металлические изделия. Но сварные соединения применяются и для неметаллических деталей — пластмассовых, керамических или из сочетания того и другого.

Чтобы получить сварное соединение, не нужны дополнительные соединительные элементы (заклепки, накладки). Соединение здесь образуют внутренние силы системы, т. е. атомы металла двух деталей образуют между собой связи. Ионы и электроны взаимодействуют между собой, образуя металлическую связь.
Для того чтобы получить сварное соединение, недостаточно просто скрепить детали — им нужна некоторая дополнительная энергия, с помощью которой атомы преодолеют энергетический барьер. Эту энергию они получают при сварке путем термической или механической активации. Таким образом, чтобы получить сварные соединения, нужно сблизить части и приложить энергию активации.
Соединение чугуна
Как известно, чугун сваривается плохо, поэтому такие конструкции из него не изготавливают. Сваривают чугун в двух случаях: исправляя пороки различных отливок и ремонтируя отдельные чугунные детали заводского оборудования.
Значительно осложняют процесс специфические свойства материала:
- чугун не переносит высокие скорости охлаждения, присущие сварке;
- отличается своими низкими пластическими свойствами и чувствительностью к перенапряжению;
- при охлаждении объем чугуна увеличивается, что создает напряженное состояние в зоне сварки;
- во время процесса выгорает углерод, который входит в состав чугуна, что делает металл пористым.
Несмотря на это, этот материал соединяют довольно часто. Существуют следующие способы сварки чугуна:
Горячая. Здесь чугун нагревается равномерно и затем медленно охлаждается. Это обеспечивает графитизацию материала и предотвращает выделение углерода.
Полугорячая. Здесь также достигают графитизации чугуна, но другим способом — вводя в зону сварки графитизирующие вещества. При этом изделие подогревают с помощью готового пламени.
Холодная. При таком типе сварке изделие не подогревают, а сам процесс происходит с помощью стальных электродов, электродов и специальных сплавов, с помощью чугунных электродов.
Что влияет на качество сваривания
На этот вопрос можно ответить легко и сложно одновременно. Простым ответом может быть слово «всё». Возьмите любой из множества параметров технологического процесса сваривания, нарушьте его и вы не получите приемлемого качества.
Единственно верным подходом для получения надежной сварки можно считать следующий: технологи готовят полноценное технологическое описание процесса, менеджеры обеспечивают условия, материалы, специалистов, в соответствии с описанием; а сварщики выполняют работу без отклонения от техпроцесса. Только так можно получить изделие, которому можно доверять.
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Сварка стыковых швов. Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Газовая сварка
При газовой сварке металлические изделия соединяются при плавлении кромок деталей. Этот метод довольно простой, не требует сложного оборудования, а также при таких работах не нужна электроэнергия. Но этот способ имеет и свои недостатки: небольшая скорость и большая зона нагрева свариваемого изделия.
И все же газовую сварку активно применяют в различных отраслях. Она используется для ремонта, для изготовления тонких стальных листов, тонкостенных труб, а также совершенно различных деталей.

При осуществлении такой сварки используется газовая горелка, которая работает на горючем газе с кислородом. При горении вырабатывается тепловая мощность, ее можно регулировать с помощью наконечников.
Существуют следующие способы газовой сварки: правый и левый. При левом способе процесс проходит справа налево. Здесь мастер не направляет пламя прямо на изделие, а присадочную проволоку перемещает перед пламенем горелки.
Этот способ наиболее популярен, с помощью него сваривают довольно тонкие изделия и легкоплавкие металлы. Он подогревает кромки изделия, что позволяет хорошо перемещаться сварочной ванне. При этом мастер хорошо контролирует образование сварочного соединения, что обеспечивает хорошее качество и лучший внешний вид.


При правом способе направление другое — слева направо. Пламя здесь направляется прямо на сваренный шов, а присадочная проволока перемещается за пламенем. Данный способ лучше защищает сварочную ванну от воздуха, металл охлаждается медленно и тепло по изделию распространяется медленнее.
Правый способ считается более экономичным и высокопроизводительным. При этом левым способом лучше сваривать тонкие металлы, здесь производительность будет более оптимальной.
Технология контактной сварки и оборудование для нее
Контактная сварка является одним из самых распространенных видов. Возникла она в XVIII столетии, а в XIX веке появилось специальное оборудование для контактной сварки. Вплоть до 2000-х годов она развивалась и массово внедрялась на производстве, и к сегодняшнему дню это самая производительная сварка.

Способы сварки данным способом мы уже рассмотрели выше. Это точечная, шовная и стыковая.
Способ контактной сварки определяется по конструкторско-технологическим признакам процесса. К ним относятся:
- род сварочного тока;
- форма импульса;
- место подвода тока;
- число импульсов;
- число точек, которые нужно сварить одновременно;
- характер нагрева металла;
- характер сжатия сварочного места;
- степень деформации сварочного места;
- подготовка поверхности свариваемых частей;
- тип соединения деталей;
- дополнительные источники нагрева;
- интенсивность режима сварки.
Сочетая различные конструкторско-технологические признаки, можно получить около 200 способов контактной сварки.
Основными достоинствами являются:
- мгновенное создание высококонцентрированного направленного потока тепловой энергии;
- простой технологический процесс;
- минимальный расход электроэнергии, воздуха и воды;
- для образования соединения не нужна присадочная проволока, защитные среды и другие вспомогательные материалы;
- минимальная вынужденная деформация при сварном соединении;
- отсутствие коробления и зоны термовлияния;
- легкая механизация и автоматизация при загрузке и выгрузке деталей, из-за чего обеспечивается высокая производительность.
Контактная сварка применяется во многих областях: и космические аппараты, и микросхемы в электронике, и магистральные трубопроводы, и предметы бытового потребления.
Этим методом пользуются при соединении конструкционных, легированных, жаропрочных и коррозийно-стойких сталей, титановых, алюминиевых, магниевых сплавов, латуни, бронзы, тугоплавких сплавов и композиционных металлов.
С помощью контактной сварки массово производят автомобили, пассажирские вагоны, приборы электроники, прокладывают магистральные трубопроводы и рельсовые пути.
Дуговая
Дуговая сварка является наиболее распространенным методом. Сам процесс представляет собой сварку плавлением, при котором кромки нагреваются от тепла электрической дуги. Существуют следующие способы дуговой сварки:
Электрошлаковая. Заключается в плавлении обрабатываемых изделий и электрода с помощью теплоты, которую выделяет ток, проходя через расплавленный шлак.
Сварка в защитном газе. Она происходит с помощью неплавящегося или плавящегося электрода. В первом случае кромки формируют сварное соединение. Во втором случае шов образует расплавленная электродная проволока. Чтобы шов во время обработки не окислился, его защищают специальным газом.
Дуговая ручная сварка. Производится двумя способами: плавящимся и неплавящимся электродом.
Ручная дуговая сварка неплавящимся электродом заключается в соприкосновении обрабатываемых кромок изделия. Такой тип соединений плавящимся электродом происходит с помощью штучного с покрытием-обмазкой.