
Рейтинг универсальных полуавтоматов TIG, MIG/MAG, MMA
Многофункциональные полуавтоматические инверторы, позволяющие дополнительно сваривать металлы неплавящимися электродами в атмосфере защитного газа или газов.
1
Fubag IRMIG 200 SYN 31447 + горелка 38443 (TIG, MIG/MAG, MMA)
Рейтинг:5,0
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MMA), 200 А (MIG/MAG), 200 А (TIG)
Средняя цена: 32 950 руб
Модернизированная версия Fubag IRMIG 180 с тремя видами сварки, увеличенным пиковым током и цифровым дисплеем, Последний поможет подобрать режим сварки, максимально подходящий под текущие условия: регулируется скорость размотки проволоки (в режиме MMA – сварочный ток), напряжение дуги и индуктивность. В синергетическом режиме можно указать диаметр проволоки, тип защитного газа. Байонетные разъёмы из термостойкого пластика позволяют быстро сменить полярность и подготовить устройство к работе. Размотчик проволоки рассчитан на диаметры 0,6 – 1 мм.
Особенности:
- синергетическое управление для новичков;
- три режима сваривания в одном устройстве;
- быстрое и надёжное подключение;
- опция VRD понижает напряжение до безопасного для человека значения при простое.
2
Aurora SPEEDWAY 200 Synergic (TIG, MIG/MAG, MMA)
Рейтинг:4,9
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 160 А (MMA), 200 А (MIG/MAG), 180 А (TIG)
Средняя цена: 32 800 руб
Профессиональный помощник в цеху и на стройплощадке, позволяющий варить порошковой самозащитной проволокой, штучными электродами, проволокой в режиме MIG/MAG и неплавкими электродами в среде аргона. На переднюю панель вынесена всего одна ручка, управление полностью синергетическое: выбираете режим работы и вращаете регулятор, рабочие параметры микропроцессор подбирает автоматически. Для профи предусмотрено внесение корректировок в штатные настройки. Примечателен режим Root: снижает количество брызг вдвое, стабилизирует сваривание в любом положении, практически исключает постобработку шва.
Особенности:
- поддержка технологии ROOT Low Spatters;
- 2-х и 4-тактный режимы функционирования горелки;
- шустрая смена полярности;
- силовой блок на базе IGBT-технологии.
3
Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)
Рейтинг:4,8
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG), 200 А (TIG)
Средняя цена: 69 040 руб
Качественный аппарат для полуавтоматического сваривания в атмосфере защитного газа, порошковой проволокой без газа, покрытыми электродами и аргонодуговой сварки. Понадобится в автомастерской, на стройплощадке, небольшом производстве. Работает с проволокой диаметром 0,6-1 мм. Предусмотрено синергетическое и ручное управление параметрами дуги, функции холостого прогона проволоки и продувки газом. Опция Arc Force снизит вероятность залипания электрода при отделении капли металла или приближении электрода к свариваемой поверхности.
Особенности:
- понижение напряжения холостого хода в режиме простоя;
- время включения – 60%;
- 5-летняя гарантия от производителя;
- SMT-монтаж с покрытием электроники защитным лаком;
- синергетическое управление;
- режимы горелки 2T и 4T.
4
РЕСАНТА САИПА-190МФ (TIG, MIG/MAG, MMA)
Рейтинг:4,7
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 190 А (MMA), 190 А (MIG/MAG), 190 А (TIG)
Средняя цена: 27 690 руб
Многофункциональный прибор с рабочим циклом 70%. На его передней панели собраны разъёмы для кабелей и органы управления: напряжение, скорость подачи проволоки, режим горелки (2T/4T) для MIG/MAG-сварки, ток изменяется автоматически. Для режимов TIG и MMA доступно управление силой тока и регулирование форсажа дуги. Функции горячего старта и антизалипания электрода упростят работу начинающим сварщикам. Конструкция корпуса исключает попадание внутрь вертикально падающих дождевых капель и крупных предметов.
Особенности:
- принудительная протяжка проволоки;
- защита от перегрузок;
- IGBT-транзисторы;
- повышенные параметры электробезопасности;
- продолжительность включения – 70%.
В рейтинге собраны лучшие сварочные полуавтоматы, способные решить любые задачи, кроме самых узкоспециализированных, в области сваривания металлов в быту и на небольших производствах. При выборе ориентируйтесь на сферу применения: объёмы работ, тип и толщина металла, стабильность входящего напряжения.
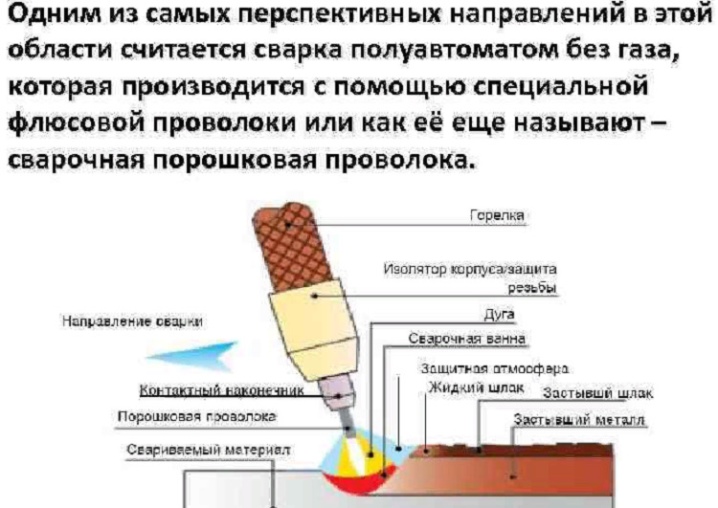
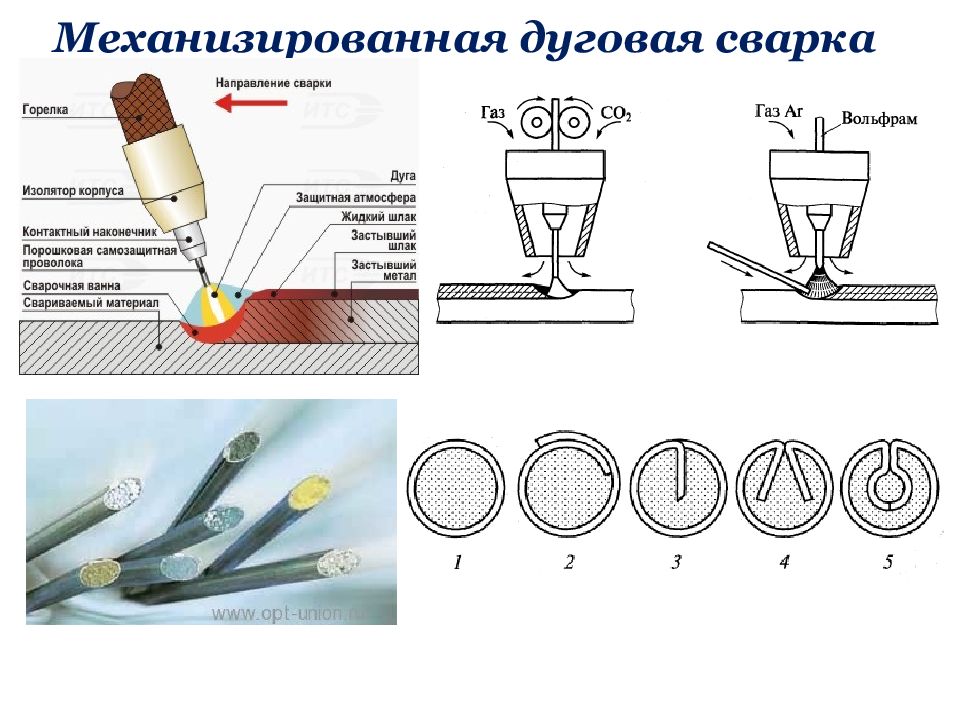
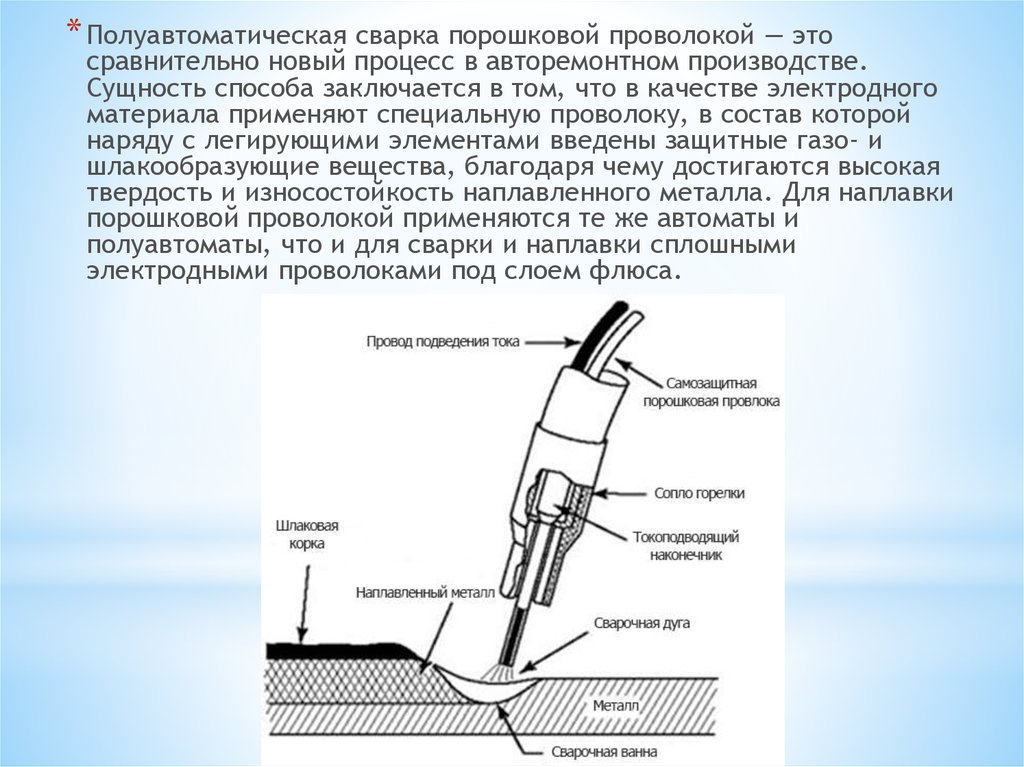
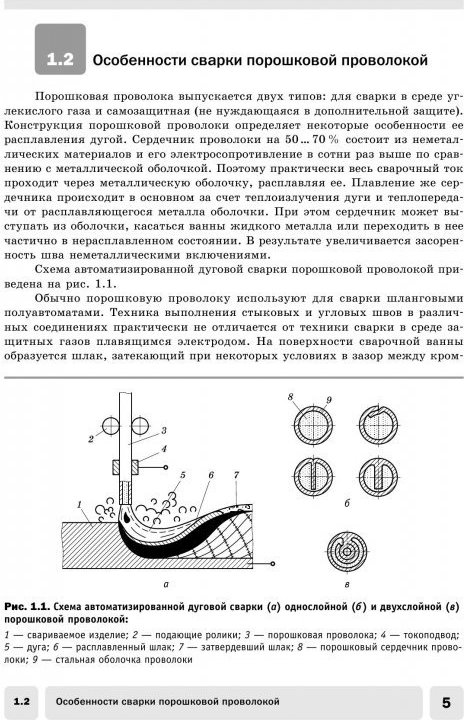
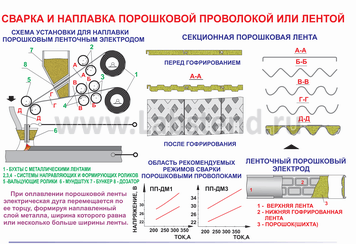
Применение порошковой проволоки.
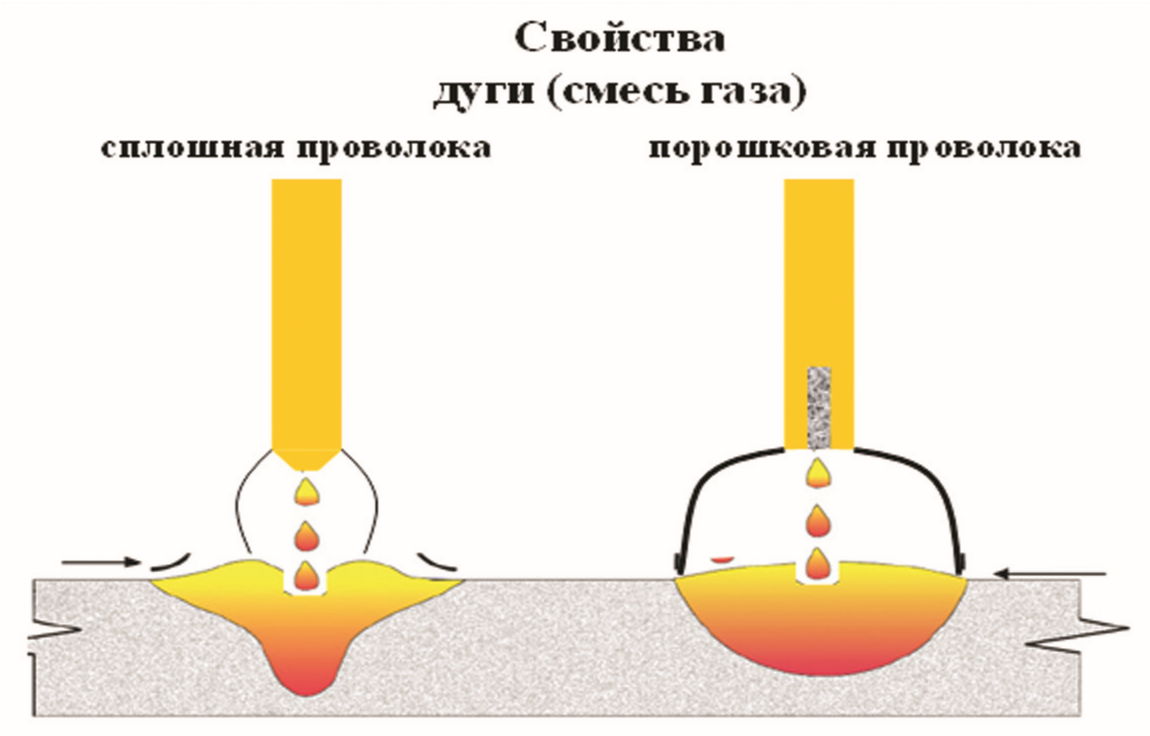
Порошковая проволока производится из холоднокатаной полосы из стали волочильным методом и представляет собой наполненную шихтой свернутую металлическую ленту, которая позволяет значительно улучшить свойства сварочной дуги. Порошковые проволоки подразделяются по параметрам:
- Защита – защищенные с помощью СО2 или без нее.
- Диаметр сечения.
- Применение – сварка/наплавка.
- Состав шихты.
- Марка стали.
- Различные положения при сварке.
Во время работы порошковая проволока позволяет более быстро возбудить дугу, ее применение позволяет выполнять короткие швы или прихватки, что очень важно при монтажных работах. Порошковые проволоки, изготовленные для наплавки, отличаются наличием в шихте легирующих элементов, придающих наплавляемому слою особые свойства
Проволоки предназначены для сварки легированной и углеродистой стали и чугуна, и по составу заполняющего сердечник порошка разделяются на следующие виды:
Порошковые проволоки, изготовленные для наплавки, отличаются наличием в шихте легирующих элементов, придающих наплавляемому слою особые свойства. Проволоки предназначены для сварки легированной и углеродистой стали и чугуна, и по составу заполняющего сердечник порошка разделяются на следующие виды:
- рутиловые;
- карбонатно-флюоритные;
- рутил-карбонатно-флюоритные.
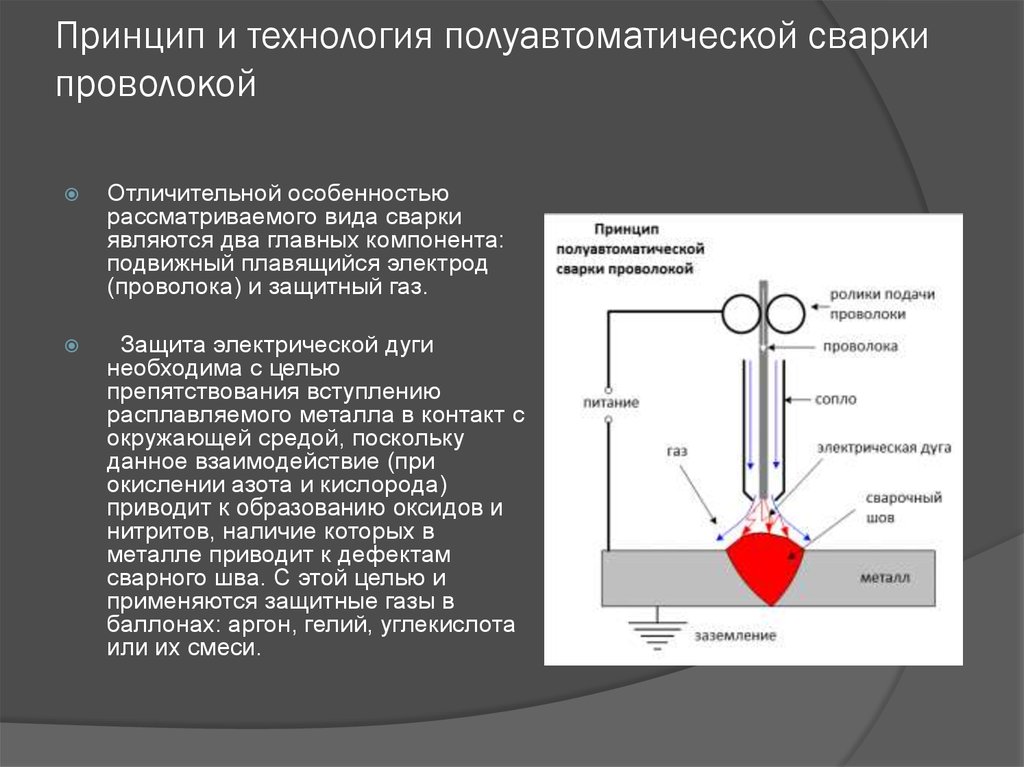
Сварка полуавтоматом – особенности, виды аппаратов
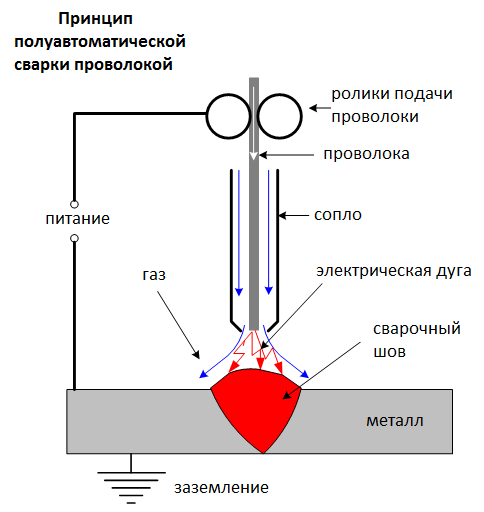
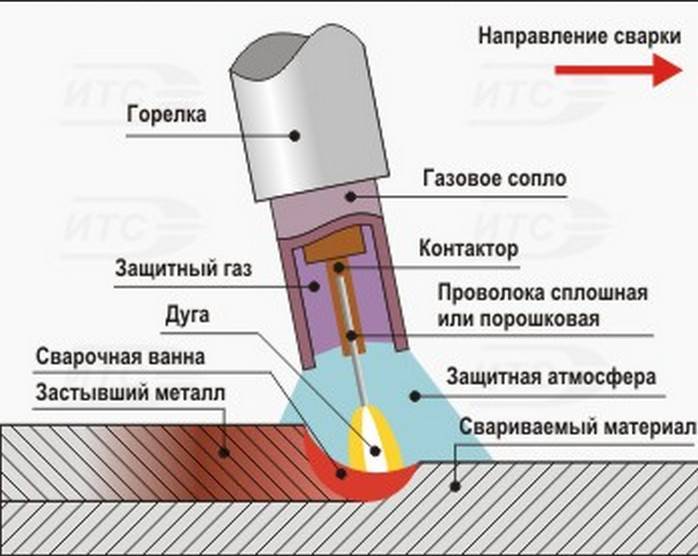
Полуавтоматической сварка называется по той причине, что присадка в виде проволоки подается механизированным способом, а ведение шва вручную. Главная особенность в том, что расходный материал одновременно служит и электродом и веществом для формирования шва. При этом чтобы последний не окислялся, в сварочную ванну должен подаваться инертный газ.
Отмечу при этом важное неудобство метода – необходимость подключения газобаллонного оборудования и связанными с этим трудностями. Например, в моем случае, аппаратуру нужно было постоянно перемещать – причем не только по горизонтали, но и по вертикали
Трудно представить, сколько бы это заняло времени и породило хлопот, если бы не возможности современной технологии.
Я имею ввиду – сварку полуавтоматом без газа, но с применением специальной полой проволоки с порошковой начинкой в виде готового флюса. Лично мне это дало следующий ряд преимуществ:
- Отсутствие необходимости в дополнительном оборудовании – баллонах, шлангах, редукторе.
- Облегчение труда, так как отпадает потребность в переноске тяжелого дополнительного оборудования.
- Экономия на покупке и заправке газовых резервуаров.
- Упрощение технологического процесса.
- Наблюдение за местом формирования шва.
- Возможность выбора флюса-наполнителя по типу металла соединяемых заготовок.
- Уменьшение времени на подготовку оборудования к началу работы.
- Настройка и подбор параметров в зависимости от разновидности металла свариваемых изделий.
Однако, несмотря на большое количество плюсов, я увидел и несколько недостатков:
- Повышенные затраты на расходники, особенно если варить приходится много. Проволока с флюсом стоит недешево.
- Необходимость постоянного контроля движений – любые грубые и неаккуратные действия приведут к обрыву проволоки.
- По завершении процесса потребуется чистка шва от шлака.
- Перед началом нужно правильно выставить параметры аппарата.
- По составу расходный материал должен точно соответствовать соединяемым металлам.
- Возникновение ряда сложностей, когда требуется сварить листы толщиной менее 1,5 мм.
- Правильный выбор полярности подключаемых проводников.
Отмечу также, что сварочный полуавтомат может быть как трансформаторным, так и инверторным. У последнего выделю такой набор плюсов:
- Высокая скорость и производительность.
- Меньшее время и более плавный розжиг дуги.
- Компактность, легкость, мобильность.
- Отсутствия залипания электрода.
Недостаток инверторов – высокая цена. С другой стороны, трансформаторные модели громоздки, и применять их советую для стационарной работы, например, в мастерской – когда аппарат не нужно перетаскивать по рабочей площадке.




Как же правильно сваривать полуавтоматом?
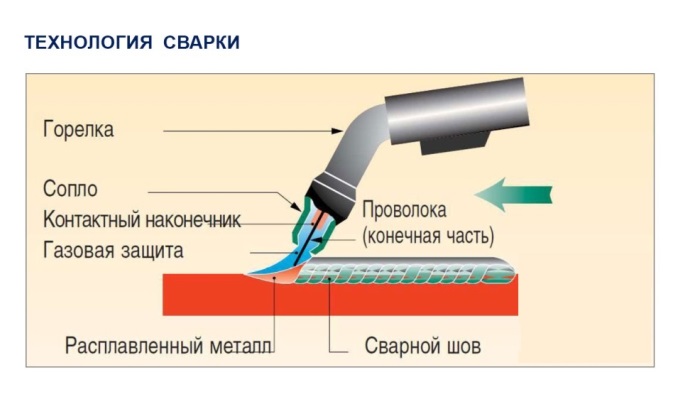
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
-
Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
-
Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
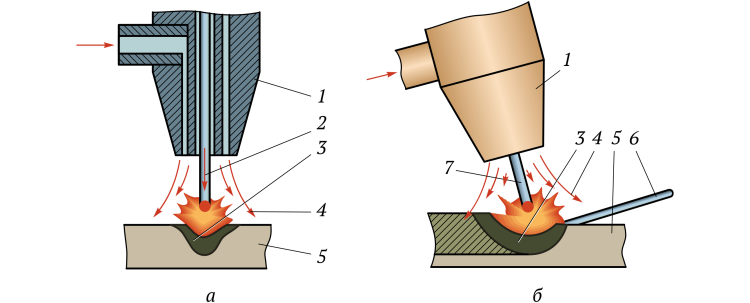
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
-
Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. -
Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
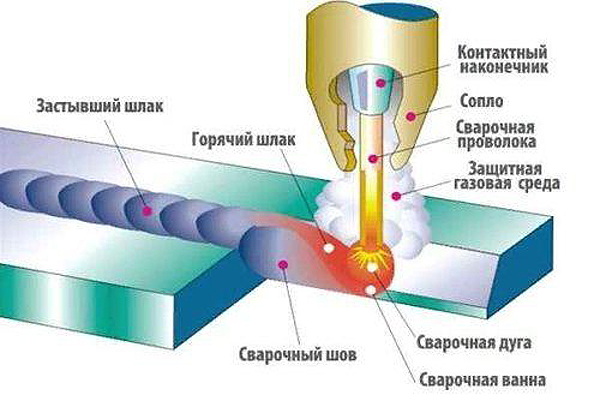
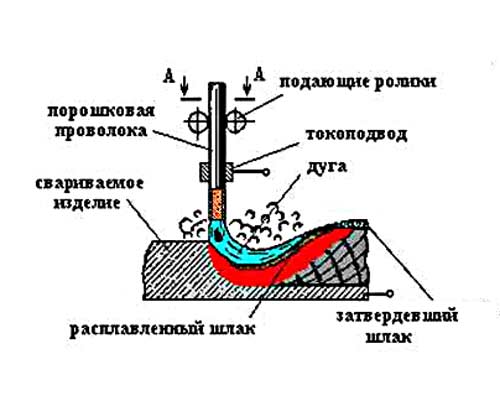
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
-
Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. -
Большой выбор специализированных проволок.
На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
-
Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
Особенности метода
Добавки, которые используют при сварке без газа, позволяют понизить диаметр проволоки до 0,8-2-х мм, и на малых токах получать требуемую степень расплавления металла.
Посредством этого метода удаётся получить качественные и надёжные швы при сплавлении изделий любой толщины, а также существенно повысить эффективность работы полуавтомата.
Полуавтоматическая сварка металлических заготовок без защитного газа обеспечивает целый ряд преимуществ, основными из которых являются:
- избавление от необходимости переносить тяжёлые баллоны;
- существенная экономия на смесях газов, заправка которых стоит немалых денег;
- разнообразие способов формирования присадочных составов (использование флюса, порошка и подобных им наполнителей);
- возможность контроля места сварочной разделки непосредственно через маску.
При сварке металлов полуавтоматом без газовых смесей некоторым профессионалам удаётся вырабатывать от 20-ти до 40 метров соединительных «ниток» в час.
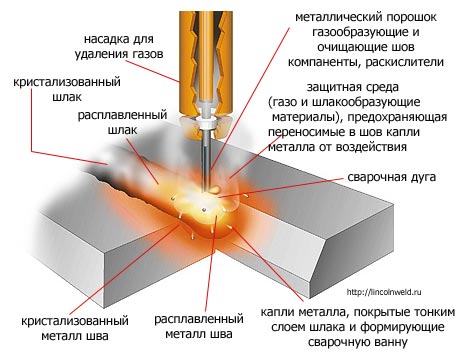
К особенностям сварки полуавтоматом следует отнести применение таких заменяющих газ атрибутов, как проволочные расходные материалы.
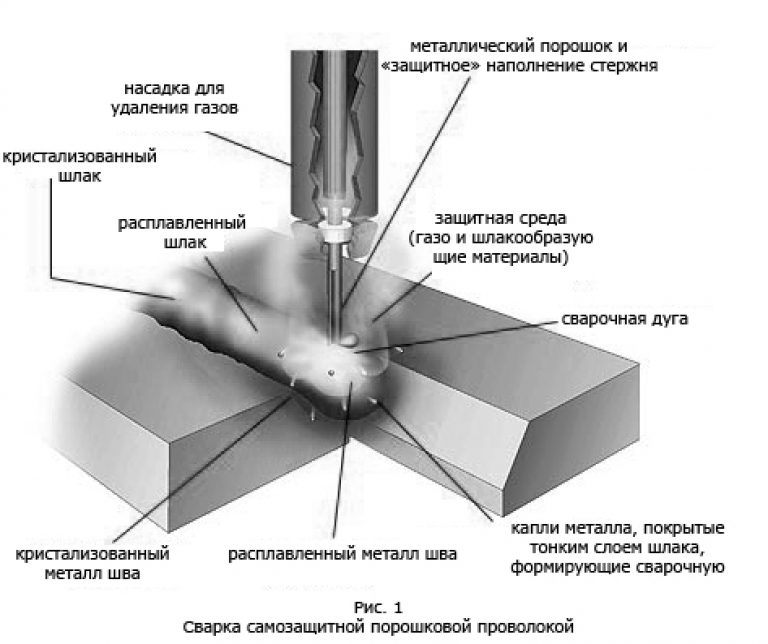
Проволока производится в виде тонкой стальной трубки, диаметр которой выбирается порядка 0,8 мм (аналогично свариванию в й среде газа). Внутренние её полости заполняются специальным порошковым флюсом, по своему составу напоминающим обмазку типовых электродов.
По ходу сварного процесса с помощью полуавтомата при сильном нагревании заполняющий состав полностью сгорает. В результате в образовавшейся ванне появляется облако газа, надёжно защищающее от доступа кислорода.
Технология сварки полуавтоматом без газа
Полуавтоматом без газа можно варить многое, от алюминия до сложных комбинированных металлов. Главное, подобрать режим варки, флюс и методику создания швов. Поэтому перед тем, как варить полуавтоматом без газов, потребуется изучить способы варки металлов, особенности этого процесса и подготовки к нему
Особенно важно это знание для начинающих сварщиков, но и профессионалам нужно иногда напоминать себе последовательность шагов
Подготовка
Подготовка к сварке полуавтоматом без газа начинается с подготовки рабочего пространства
Места должно быть достаточно, чтобы сварщику ничего не мешало (как минимум 10 метров до легковоспламеняющихся предметов), а также важно обеспечить хорошую вентиляцию и проветриваемость пространства. Дополнительно проверяется защитная одежда, маска, так как они не должны быть деформированными
Никто без защитной экипировки не подпускается к месту сварки.
Далее обрабатывают поверхности заготовок, которые будут соединяться между собой. Сначала металл зачищают шлифовальной машинкой, потом обезжиривают спиртом или ацетоном.




После можно настраивать полуавтомат для сварки. Для этого выполняются такие шаги, как:
- Устанавливается сила тока, она определяется по толщине соединяемого металла.
- Подбирается скорость подачи проволоки, чтобы она не повреждалась в процессе и ее было достаточно. Об этом говорится в паспорте проволоки или сертификате. Прижимные ролики аппарата устанавливают согласно толщине проволоки.
- Выставляется правильная полярность. Так как здесь используется порошковый флюс, на рабочей детали должна оказаться клемма с «плюсом», а на электроде — «минус».
Чтобы проверить, все ли настроено правильно, нужно сделать пробную сварку. Для этого проволока немного прокручивается вперед, открывается заслонка для подачи флюса и нажимается пусковая кнопка. Пробную сварку полуавтоматом без газа можно делать сколько угодно раз, пока все не будет налажено — дуга не будет стабильна, проволока не будет свободно подаваться.
Пройдя все подготовительные этапы, можно начинать делать шов.
Подобрать правильную силу тока для сварки полуавтоматом без газа очень важно, так как если она будет недостаточной, то качество шва будет низким, а если слишком высокой — можно прожечь детали. Поэтому при выборе силы тока нужно ориентироваться на такие значения:
| Диаметр электрода, мм | Толщина металла, мм | Сила сварочного тока, А |
|---|---|---|
| 1,6 | 1 — 2 | 25 — 50 |
| 2 | 2 — 3 | 40 — 80 |
| 2,5 | 2 — 3 | 60 — 100 |
| 3 | 3 — 4 | 80 — 160 |
| 4 | 4 — 6 | 120 — 200 |
| 5 | 6 — 8 | 180 — 250 |
| 5 — 6 | 10 — 24 | 220 — 320 |
| 6 — 8 | 30 — 60 | 300 — 400 |
Подобные таблицы обычно помещаются в инструкции к аппарату.
Процесс сварки
Перед тем, как делать сварку полуавтоматом без газа, обязательным шагом будет правильная подготовка рабочего пространства, а также использование защитной одежды и маски. После, когда вытяжная система будет включена или хотя бы проветриваемость помещения будет достаточной, можно переходить к полуавтоматической сварке без газа.
Основной процесс заключается в равномерном движении электродом вдоль формируемого шва после того, как сварочный полуавтомат без газа подготовлен к работе. Движение обычно направлено сверху вниз. Когда флюс сгорает, тепловая энергия поднимается и позволяет удерживать единый уровень нагревания, подходящий для плавки металла. Для того чтобы плавка была постоянной, а сварочная ванна получалась правильно, ручку держателя электрода нужно направлять немного вверх. Горелка должна двигаться плавно, с единой скоростью по всему шву, чтобы не появились разрывы шва или наплывы металла. Для этого проволоку направляют по передней кромке сварной ванны.
Шов получается из-за того, что сварочная ванна полностью заполняется присадочным материалом, а когда вся полость будет заполнена, сначала отключают подачу порошковой проволоки с флюсом, потом отключают сварочный аппарат, а потом его отсоединяют от электросети — именно в этом порядке.
После сварочный шов должен немного остынуть. Иногда, если детали слишком толстые, делается несколько сварных швов. Тогда первый делается на малой силе электротока, а последующие — на обычной.
Сварить качественный шов полуавтоматом без газа, используя только проволоку, возможно. Необходимо только использовать правильный материал, соблюдать технику безопасности и методику работы, тогда даже без газа получится сделать хороший сварной шов. Пусть способ, предложенный здесь, не самый надежный для крупных работ, но для мелкого латания и бытовой сварки он вполне подойдет.
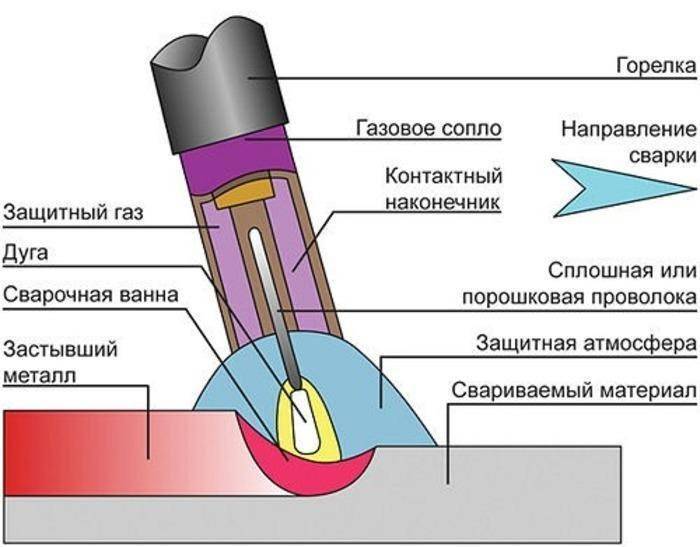
Технология
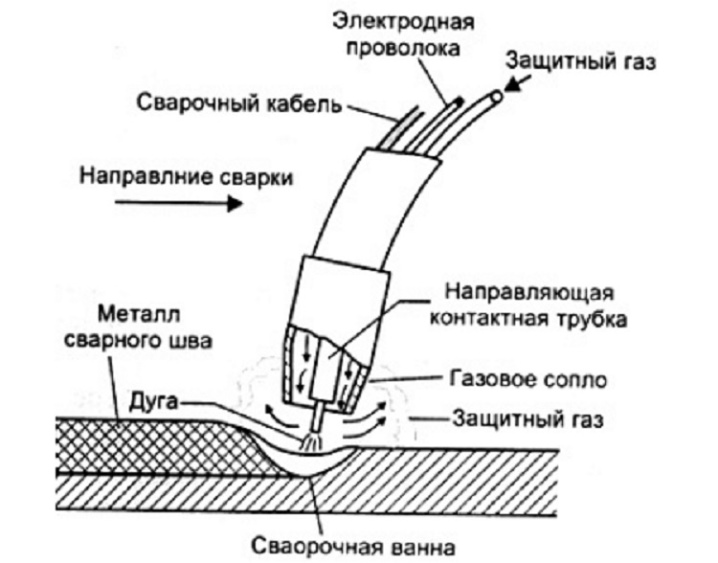
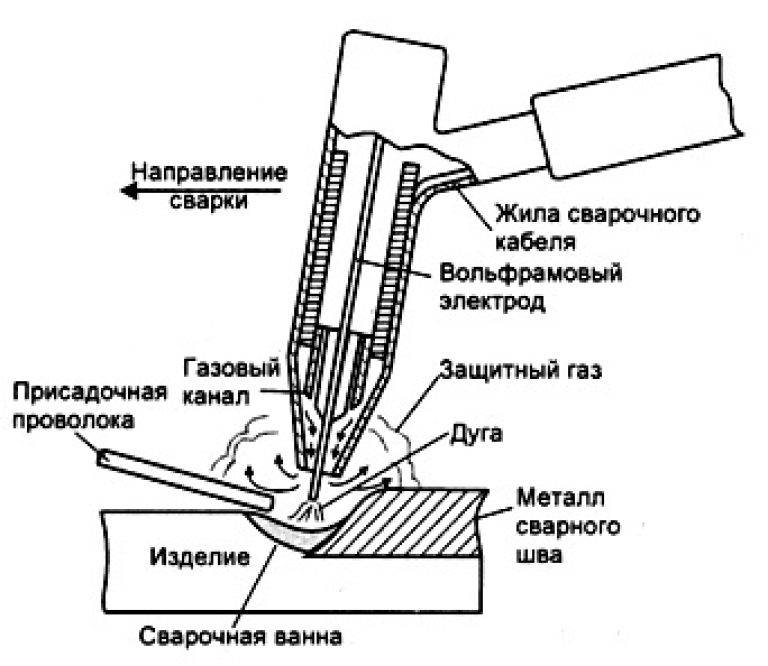
Принцип МИГ-сварки заключается в том, что происходит нагревание кромок соединяющихся металлов и припоя, они частично плавятся, образуя сварной шов. Но в обычных условиях выделившиеся газы привели бы к образованию в месте стыка трещин и пор. Кроме этого, наблюдалось бы разбрызгивание металла. Инертный газ не вступает в реакцию с жидким металлом и при этом он вытесняет водород, а окружающий воздух, в частности, кислород, не могут попасть в зону формирования шва.
Роль припоя играет проволока, он же является плавящимся электродом. Материал проволоки может быть различным. Он должен быть максимально схожим с материалом заготовок по своим химическим и физическим свойствам. Область, где локализуются расплавленные металлы, называется сварной ванной. Именно эта область защищается аргоном. После кристаллизации металла в ванне получается шов. Назначение активного газа при работе в режиме MAG такое же, как и инертного.
После того, как образуется дуга, плавильная проволока начинает поступать по направляющим к торцу горелки. Скорость подачи проволоки регулируется автоматически. В некоторых аппаратах предусмотрены функции, существенно облегчающие сварочный процесс и стабилизирующие дугу. Газ подается в горелку под давлением. Он обдувает зону шва, препятствуя появлению окисла на расплавленном металле.

Роль инертного газа можно понять, если сопоставить данный вид сварки со сваркой дуговой MMA. Только там покрытие электрода при сгорании дает защитную среду. При подключении электродов следует соблюдать полярность, так как она может быть прямой или обратной. Выбор полярности зависит от конкретных условий. В большинстве случаев сварка mig ведется постоянным током, но применяется и синусоидальный ток.
Напряжение холостого хода составляет 30-40 В. Сила тока регулируется в зависимости от диаметра проволоки, но решающее значение имеет толщина листа металла. На некоторых инверторах подача проволоки не регулируется, но это не считается отрицательным качеством, так как на подобных моделях предусмотрена функция автокоррекции дуги. Соответствие силы тока диаметру электрода для разного металла свое, поэтому точные значения рекомендуется брать из специализированных источников.
Обычно механизм подачи проволоки по своей конструкции достаточно сложен. Система подачи может иметь сразу несколько назначений.
- Она подает проволоку сначала с меньшей скоростью, а затем с большей. При небольшой скорости подачи удается зажечь и получить стабильную дугу.
- Чтобы не происходило залипание проволоки при остановке сварки, ток прекращается несколько раньше, чем останавливается проволока.
- В начале поджига дуги подается дополнительный импульс тока, исключающий возможность залипания.
- Система позволяет вести работы в импульсном режиме.
Помимо этого, само устройство может менять режимы работы. Режим Short Arc актуален при силе сварного тока, не превышающего 200 А. Здесь речь идет о сварке тонкого листового металла. В режиме Spray Arc ток превышает указанное значение, а проволока в диаметре составляет 1 мм и более. Для цветных металлов применим режим Pulse Arc.
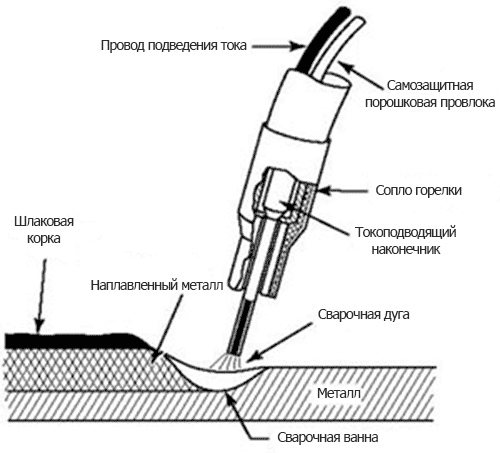
Принципы сварки полуавтоматом без газа

Для соединения частей металла в условиях мастерской рекомендуется применять сварку полуавтоматом без газа. Способ считается безопасным и доступным. При этом исключается применение дополнительного оборудования для обеспечения газовой среды в месте образования шва.
Сварщик варит полуавтоматом без газа
Особенности метода
Соединение металлических частей при помощи полуавтоматической сварки происходит в результате непрерывной подачи плавкого электрода. В качестве электрода выступает полая трубка определенного диаметра. Плавление происходит от электрической дуги.
В промышленности выделяют два способа работы полуавтомата:
- использование газовой среды необходимо при соблюдении требования защиты шва от попадания кислорода;
- сварка без газа освобождает сварщика от трудностей, связанных с перемещением оборудования, а также постоянного пополнения емкости.
Для того чтобы предотвратить трудозатраты рекомендуется применять полуавтоматическую сварку без газовой среды. Применяется гибкая трубка, внутри материал имеет полость, в процессе изготовления пустоту заполняют флюсом, происходит его нагрев, выделяется газ. Шов защищается от действия посторонних веществ. К преимуществам относят:
- питание аппарата от центральной сети при помощи проводов;
- подвижность приспособления;
- непрерывность подачи без остановок на замену электрода.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Достоинства и недостатки порошковой проволоки
Преимущества:
- сварка порошковой проволокой не нуждается в дополнительной газовой среде;
- возможность перемещения оборудования в любое место;
- выполнение работ в труднодоступных местах;
- высокая скорость метода соединения металлических частей.
Недостатки:
- высокая стоимость расходных материалов;
- качество шва хуже относительно метода с газом.
Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.


Необходимое оборудование и виды проволоки
Для соединения без газа может подойти любой аппарат с возможностью переключений обратной полярности на прямую. При использовании проволоки с флюсом подбирается сварочный полуавтомат без газа. При этом необходимо соединять клеммы оборудования, как при работе с электродами. Результатом станет повышенная энергия выхода дуги, а также температура в месте шва.
Первоначально выполняют отладку подающего механизма. Возникающие перекосы могут повредить материал, при этом снизится качество соединения. При выборе оборудования учитывают:
- небольшие размеры для быстрого перемещения;
- плавная настройка электрической дуги;
- применение различных материалов.
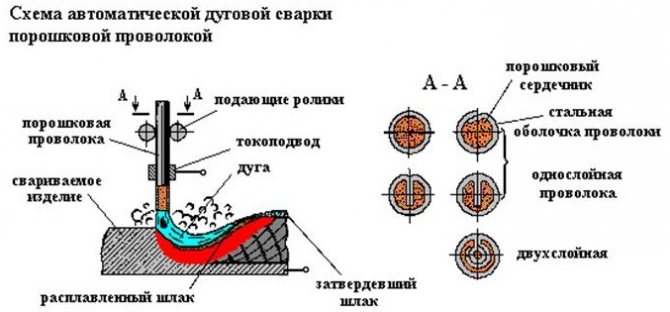
Различают следующие виды проволоки:
- с флюсовым сердечником;
- с металлическим порошковым сердечником.
Проволока для полуавтомата
Настройка оборудования
Подобранные параметры помогут соединить металлические детали качественным швом. Предварительно необходимо:
- определить величину электрического тока для подачи на клеммы оборудования;
- настроить инверторный сварочный аппарат по указанным параметрам;
- на подающем механизме установить набор шестерен;
- на куске металла выполнить пробный шов;
- убедившись в правильной настройке параметров, выполнить соединение металла.
Как проверить качество проволоки
Для полуавтомата без газа порошковая проволока должна отвечать следующим требованиям:
- Возможность сварки в любом пространственном положении без стекания вниз шлака.
- Качественный шов с минимальной пористостью. Отсутствие трещин и непроваров.
- Стабильное горение электрической дуги без разбрызгивания расплавленного металла.
- Легкое отделение шлака после охлаждения сварного шва.
Соответствие этим требованиям устанавливаются в процессе работы. Есть еще дополнительные способы проверки качества, которые можно проверить в лаборатории: просвечивание рентгеном сварного шва, а также испытание его на разрыв.