
Виды пламени
Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
«Нормальным» считается восстановительное пламя, при котором металл окисляется с той же скоростью, что восстанавливается. Оно применяется в большинстве случаев. Для соединения деталей из бронзы и других сплавов с содержанием олова применяется только восстановительный огонь.
Окислительное пламя образуется при увеличении количества кислорода в газовой смеси. В некоторых случаях оно предпочтительно и даже необходимо, например, при соединении латуни и пайке твердым припоем.
Особое свойство окислительного пламени состоит в возможности увеличить скорость газовой сварки. Но при этом необходимо применять специальную присадку, содержащую раскислители — марганец и кремний.
Если использовать с окислительным пламенем в качестве присадочной проволоки тот же материал, что и в свариваемых деталях (за исключением латуни) — шов выйдет хрупким, с большим количеством пор и каверн.
Пламя с увеличенным содержанием горючего газа применяется для наплавки на какую-либо деталь другой детали из более твердого сплава, а также при варке деталей из чугуна и алюминия.
Виды газов, подходящих для сварки
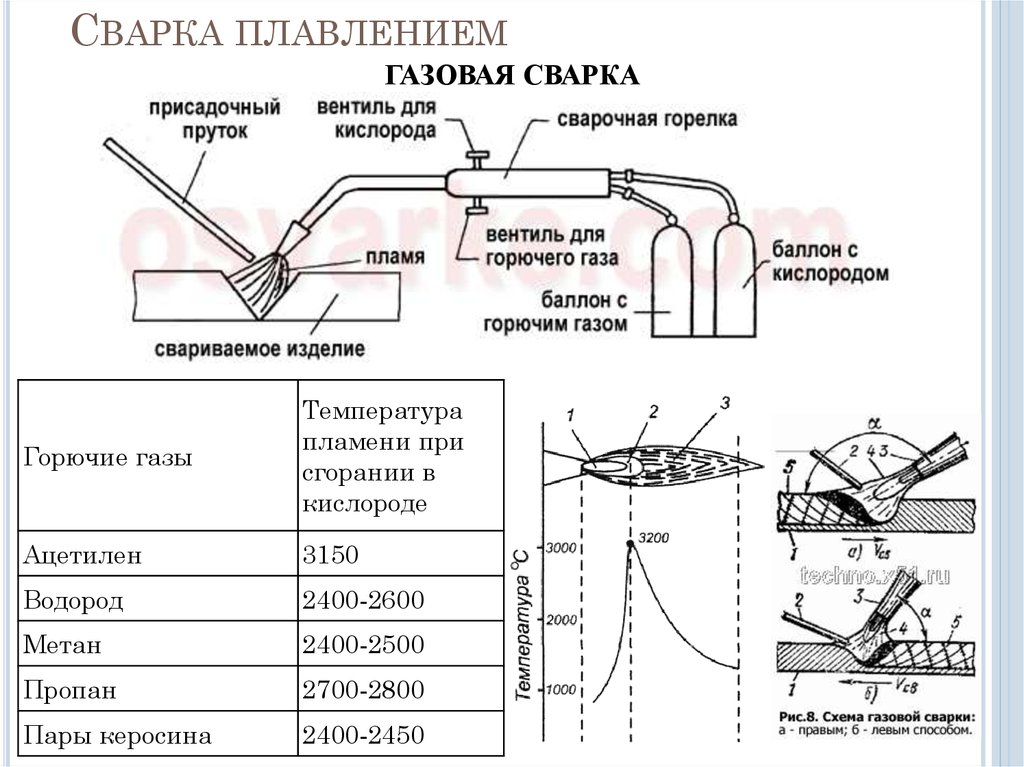
Проведение работ осуществляется с использованием газов, которые легко воспламеняются в присутствии кислорода. На первом месте стоит ацетилен, дающий температуру от 3200 до 3400° C. Второй по востребованности является пропан с температурой горения 2800° C. К альтернативным вариантам относятся:
- метан;
- водород;
- пары керосина;
- сжиженный светильный газ.
С их помощью сварка практикуется реже, чем с ацетиленом и пропаном. Причиной тому служит низкая температура пламени, подходящая только для цветных металлов: меди, латуни, бронзы и других.
При использовании кислородных баллонов необходимо соблюдать предельную осторожность из-за высокого давления внутри них. Чистый кислород – очень сильный окислитель, который при взаимодействии с углеводородами вызывает возгорание с большим выделением тепла, что провоцирует взрыв
Достоинства и недостатки
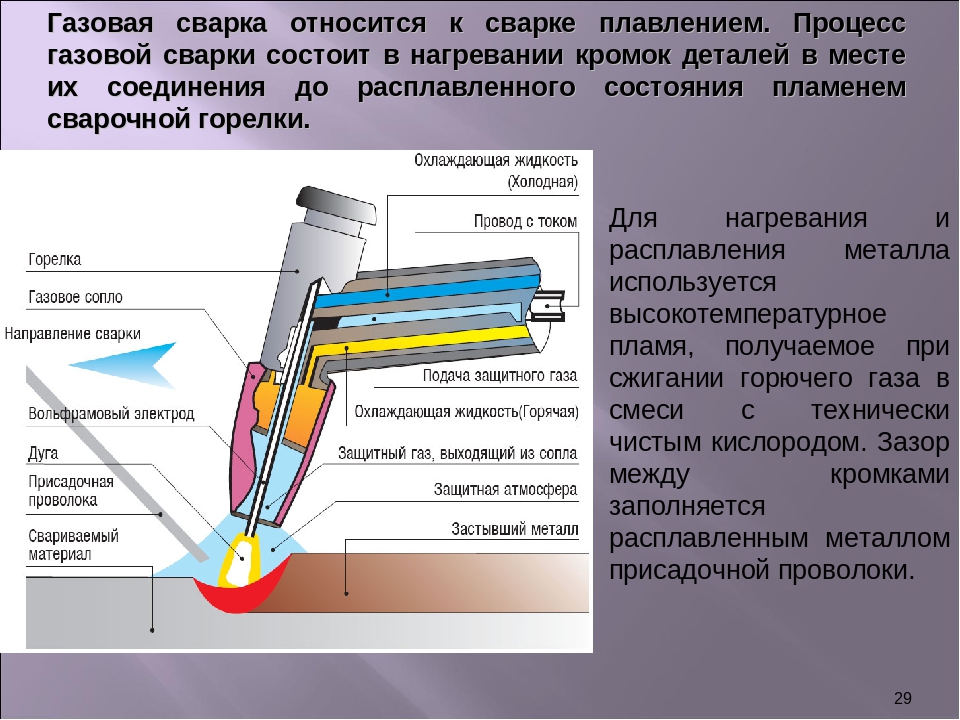
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
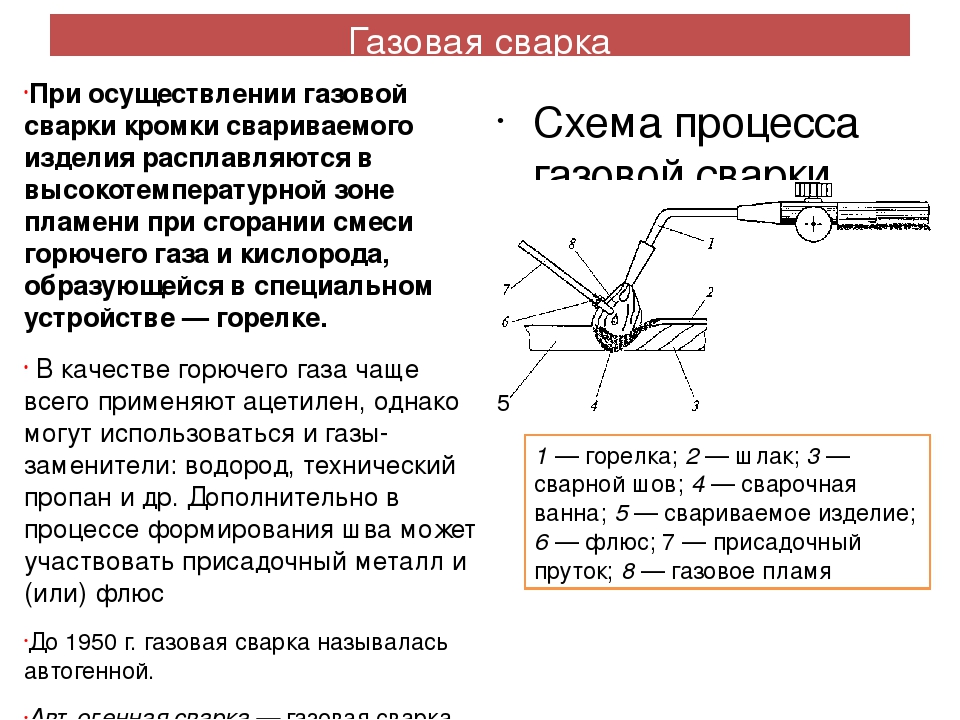
Особенности технологии
При выполнении газовой сварки важно получить качественное соединение, поэтому большое внимание уделяется тщательной подготовке свариваемых кромок, выбору способа соединения металла, установке горелки в нужное положение и определению необходимых параметров мощности горелки. Технология газовой сварки предполагает, что кромки должны тщательно очищаться от различных загрязнений. Скос выполняется с применением ручного или пневматического зубила, а иногда привлекаются специальные станки
Окалина и шлаки могут удаляться металлической щеткой. Прихватка кромок позволяет предотвратить изменение их положения во время сварки
Скос выполняется с применением ручного или пневматического зубила, а иногда привлекаются специальные станки. Окалина и шлаки могут удаляться металлической щеткой. Прихватка кромок позволяет предотвратить изменение их положения во время сварки.
Характеристика технологий
Различают разные техники наложения сварочных швов:
- многослойную;
- валиком;
- ванночками;
- окислительным пламенем.
Многослойная
Применение — выполнение ответственных соединений. Сварочные работы проводятся проходкой коротких участков. Условие — несовпадение стыков швов в отдельных слоях.
Преимущества способа по сравнению с однослойной сваркой:
- меньшая зона нагрева;
- обеспечение отжига нижерасположенных слоев;
- проковка каждого слоя.
Недостаток: большой расход газов.
Валиком
Соединяемые элементы устанавливают вертикально с зазором в полтолщины листа. Пламенем расплавляют кромки с одновременным образованием круглого отверстия. Его нижний участок на всю толщину металла заплавляют присадочным материалом. Пламя переносят выше, оплавляют кромку отверстия вверху, а на его нижнюю часть накладывают следующий слой материала. Этапы повторяют до окончания формирования сварочного шва.
Шов имеет форму сквозного валика, который соединяет детали. Металл шва – плотный, не имеет дефектов.
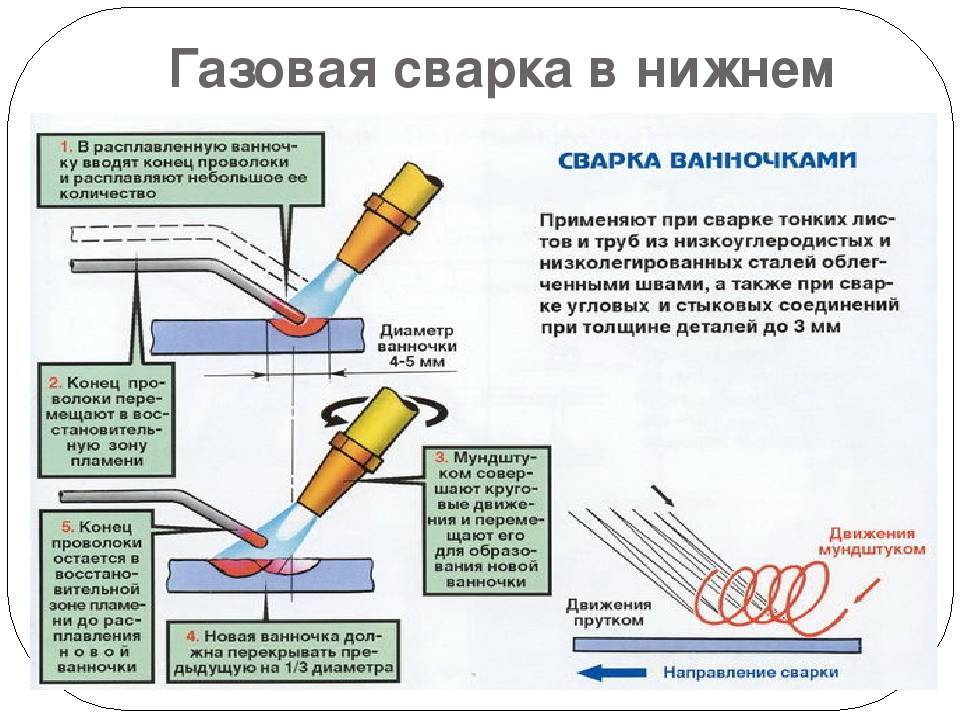
Ванночками
Метод применяется при сварке низколегированной и низкоуглеродистой стали до 3 мм толщиной, когда требуется получение угловых соединений и встык. Используется присадочная проволока.
В момент образования на шве ванночки диаметром 4-5 мм в нее направляют конец проволоки, расплавляют ее небольшой участок, после чего перемещают в восстановительную зону пламени. Одновременно мундштуком совершают круговое движение для перехода в рядом расположенную на шве зону новой ванночки. Она должна перекрывать на 1/3 диаметра предыдущую ванночку.
Окислительным пламенем
Метод используется для сварки низкоуглеродистой стали. Цель – повышение производительности сварочного процесса на 10-15%.
Состав пламени β = 1.4. Избыток кислорода при сварке сталей способствует окислению металла шва, поэтому он получается хрупким и имеет поры. Поэтому при работе с целью раскисления окислов железа в сварочной ванне используют присадочные проволоки с повышенным составом кремния и марганца. Например: Св 08Г, Св 08Г2С, Св-12ГС.
Характеристика и особенности газов
Для нагрева металла необходима смесь горючих газов. Газовая сварка предполагает использование ацетилена или его заменителей в смеси с техническим чистым кислородом.
Ацетилен
Нагрев и расплавление металла при газовой сварке требует высокой температуры пламени, превышающей в 2 раза этот показатель металла, который сваривается.
Ацетилен — соединение углерода с водородом. Бесцветный, с резким специфическим запахом горючий газ, взрывоопасный
Работа с газом требует осторожности и соблюдения мер техники безопасности
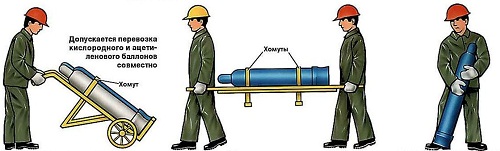 Транспортировка баллонов
Транспортировка баллонов
Заменители ацетилена
Сварка металлов, имеющих температуру плавления ниже стали, может осуществляться с использованием газов–заменителей. Например: пропан, метан, водород.
Пропан – технический газ без цвета, имеет резкий запах, тяжелее воздуха. Для сварки используют пропан-бутановую смесь, содержащую 5-30% бутана. Температура пропан-кислородного пламени достигает 2400 °С.
Метан-кислородная смесь почти без запаха. Пламя имеет температуру 2100-2200 °С, поэтому такой горючий газ применяют ограниченно.
Водород – легкий горючий газ без запаха, бесцветный. В определенных пропорциях с кислородом и воздухом может образовать взрывоопасную смесь. Поэтому обязательно соблюдение правил безопасности при работе с газом. Водород для сварки находится в стальных баллонах зеленого цвета. Имеет газообразное состояние. Пламя водородно-кислородное имеет синий оттенок. Нечеткие очертания его зон затрудняют регулировку.
Типы сварных соединений и швов при газовой сварке
При газовой сварке применяют стыковые, нахлесточные, тавровые, угловые и торцовые соединения.
Стыковые соединения (рис. 1, а — г) являются самыми распространенными вследствие наименьших остаточных напряжений и деформаций при сварке, наибольшей прочности при статических и динамических нагрузках, а также доступности для проведения контроля. На формирование стыкового соединения расходуется меньшее количество основного и присадочного металлов. Соединение этого вида может быть выполнено с отбортовкой, без скоса кромок, со скосом одной или двух кромок (V-образный) или с двумя скосами двух кромок (Х-образный).




Кромки притупляют для предотвращения протекания металла при сварке с обратной стороны шва. Зазор между кромками облегчает провар корня шва. Для получения соединений высокого качества необходимо обеспечить одинаковую ширину зазора по всей длине шва, т. е. параллельность кромок.
Рис. 1. Типы сварных соединений: а — стыковые без разделки кромок и без зазора; б — стыковые без разделки кромок и с зазором; в, г — стыковые с одно- и двусторонним скосом кромок соответственно; д — нахлесточное; е, ж — тавровые без зазора и с зазором соответственно; з — торцовые; и — угловые
Детали небольшой толщины могут быть сварены встык без разделки кромок, средней толщины — встык с односторонним скосом кромок, большой толщины — встык с двусторонним скосом кромок. Двусторонний скос имеет преимущества перед односторонним, так как при одной и той же толщине свариваемого металла объем наплавленного металла при двустороннем скосе почти в 2 раза меньше, чем при одностороннем. При этом сварка с двусторонним скосом характеризуется меньшими короблениями и остаточными напряжениями.
Нахлесточные соединения (рис. 1, д) применяют при газовой сварке металлов малой толщины, косынок, накладок, трубопроводных муфт и т. п. При сварке металлов большой толщины соединение этого вида не рекомендуется применять, так как оно вызывает коробление изделий и может привести к образованию в них трещин.
Нахлесточные соединения не требуют специальной обработки кромок (кроме обрезки). В таких соединениях по возможности рекомендуется сваривать листы с обеих сторон. Сборка изделия и подготовка листов при сварке внахлестку упрощаются, однако расход основного и присадочного металлов больше, чем при сварке встык. Нахлесточные соединения менее прочны при переменных и ударных нагрузках, чем стыковые.
Тавровые соединения (рис. 1, е, ж) находят ограниченное применение, так как при их выполнении необходим интенсивный нагрев металла. Кроме того, такое соединение вызывает коробление изделий. Тавровые соединения применяют при сварке изделий небольшой толщины, их выполняют без скоса кромок и сваривают угловыми швами.
Торцовые соединения (рис. 1, з) используют при сварке деталей малой толщины, при изготовлении и соединении трубопроводов.
Рис. 2. Типы сварных швов в зависимости от положения в пространстве: а — нижние; б — вертикальные; в — горизонтальные; г — потолочные; стрелками показано направление сварки
Рис. 3. Типы сварных швов в зависимости от действующего усилия F : а — фланговые; б — лобовые; в — комбинированные; г — косые
Угловые соединения (рис. 1, и) применяют при сварке емкостей, фланцев трубопроводов неответственного назначения. При сварке металлов небольшой толщины можно выполнять угловые соединения с отбортовкой и не использовать присадочный металл.
В зависимости от типов сварных соединений различают стыковые и угловые сварные швы.
По положению в пространстве в процессе сварки швы подразделяют на нижние, вертикальные, горизонтальные, потолочные (рис. 2). Наилучшие условия для формирования сварного шва и образования соединения создаются при сварке в нижнем положении, поэтому сварку в других положениях в пространстве следует применять лишь в исключительных случаях.
По расположению относительно действующего усилия различают фланговые (параллельные направлению действия усилия), лобовые (перпендикулярные к направлению действия усилия), комбинированные и косые швы (рис. 3).
В зависимости от профиля поперечного сечения и степени выпуклости швы подразделяют на нормальные, выпуклые и вогнутые (рис. 4).
В обычных условиях применяют выпуклые и нормальные швы, вогнутые швы — преимущественно при выполнении прихватки.
Рис. 4. Форма сварных швов: а — нормальные; б — выпуклые; в — вогнутые
Рис. 5. Однослойный (а) и многослойный (б ) сварные швы: 1 — 7 — последовательность наложения слоев
Рис. 6. Непрерывный (а) и прерывистый (б ) сварные швы
По количеству наплавленных слоев швы подразделяют на однослойные и многослойные (рис. 5), по протяженности — на непрерывные и прерывистые (рис. 6).
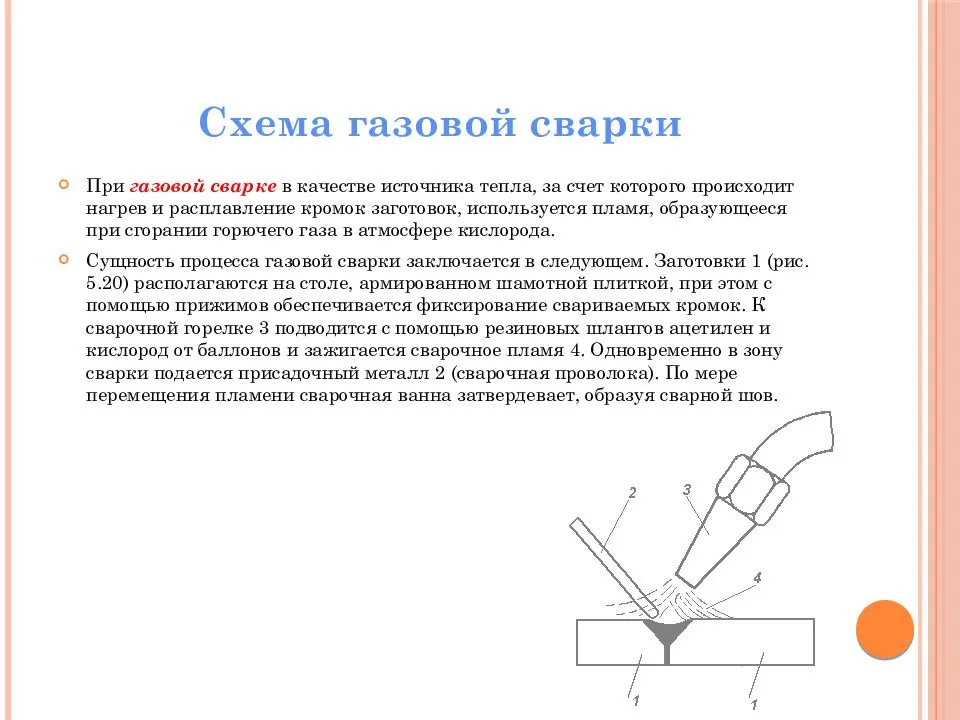
Технические стороны процесса газовой сварки
Особенности газовой сварки – демократичность ее швов, которые можно делать во всех положениях в пространстве – от нижнего до потолочного.
Труднее всего приходится с потолочными швами, так как в этом случае расплавленный металл нужно поддерживать и быстро распределять по всей длине шва с помощью повышенного давления газовой смеси от пламени.
Самые популярные швы при этом способе – стыковые. Не дружит газовая сварка со швами внахлестку и тавровыми. Дело в том, что для обоих видов швов нужен чрезвычайно сильный нагрев металла. Кроме того, в этом методе высок риск выраженного коробления.
Если края заготовок тонкие и отбортованные, их варят без использования присадочной проволоки с формированием непрерывных или прерывистых швов, которые также могут быть одно- и многослойными.
Понятно, что перед сваркой необходимо очистить края и поверхности металлических заготовок самым тщательным способом.
Сварочная ванна
Присадочная проволока погружается в сварочную ванну. Интенсивность нагрева рабочей зоны можно менять. Делается это с помощью изменения угла наклона медного мундштука горелки к поверхности заготовки. Зависимость здесь прямая и понятная: чем больше угол наклона, тем выше нагрев металла от пламени.
Мундштук горелки следует двигать вдоль шва. Одновременно необходимо следить за состояние сварочной ванны: металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Делать это необходимо для защиты металла от оксидной пленки.
Описание технологии сварки
Технология сварки газом имеет некоторые особенности. Существует несколько вариантов проведения работ.
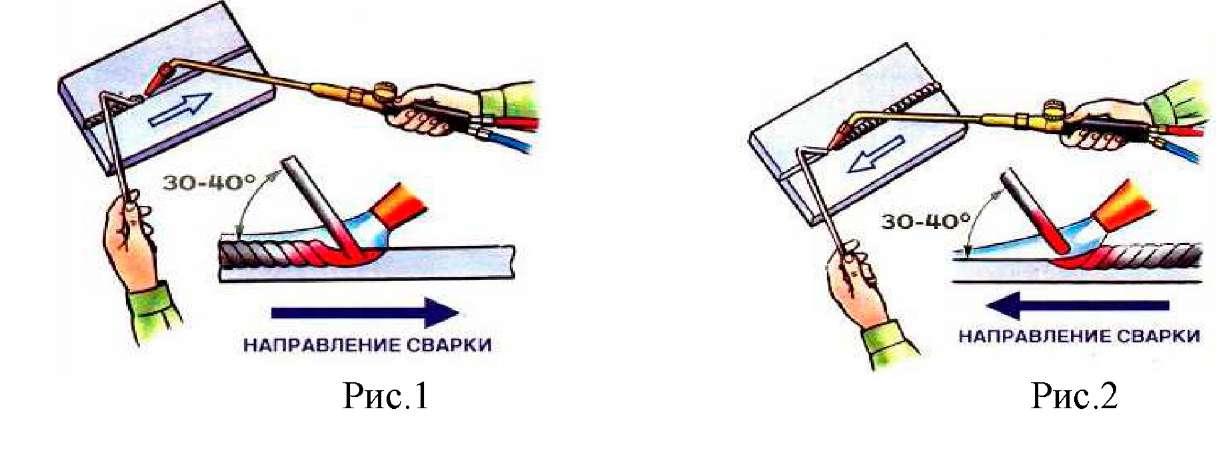
Правая и левая
Различают правую и левую схемы сварки. Первый вариант применяется наиболее часто. Он предполагает продвижение горелки от правого края к левому. В этом случае струю пламени направляют непосредственно на проволоку, которую продвигают перед горелкой. Этим методом часто сваривают мелкие детали, тонкие слиты и материалы, которые плавятся даже при низкой температуре.
Второй вариант предполагает движение горелки от левого края к правому. В этом случае проволоку продвигают после пламени. Левая сварка обеспечивает более глубокое воздействие и лучшее схватывание.
Многослойный метод
Этот способ применяется тогда, когда необходимо сформировать высокопрочный шов. Он предполагает отжиг нижнего слоя и дальнейшую наплавку верхнего. Таким образом, прокаливаются все слои. Это положительно влияет на качество шва.
Сквозной валик
Такой метод требует постепенного оплавления верхнего края имеющегося отверстия на заготовке с последующим наложением расплавленного металла на нижний край отверстия. Для проведения работ необходимо вертикально зафиксировать металлические листы. Таким образом, шов приобретает форму валика.
Сварочные ванночки
Этот способ предполагает формирование ванночек по ходу шва. В каждое такое образование вводится присадочная проволока, которая оплавляется и заполняет пустоты. Сопло двигается на новый участок, а следующая ванночка перекрывает ранее созданную.
Окислительное пламя
Метод применяется для соединения элементов, изготовленных из малоуглеродистых сплавов из стали. Пламя в этом случае окисляет материал, что ведет к формированию окиси железа. Для раскисления используют присадочную проволоку, включающую кремний и марганец.
Структура сварочного пламени
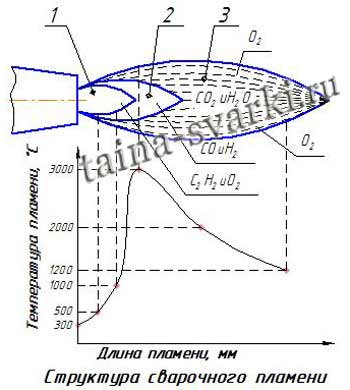
На рисунке показана структура сварочного пламени, которое состоит из трёх зон: ядра пламени (поз.1), восстановительной зоны (поз.2) и окислительной зоны (поз.3).
Ядро пламени состоит из раскалённого кислорода и продуктов распада ацетилена. Ядро имеет достаточно чёткий контур и очень яркое свечение. Длина ядра может быть различной, в зависимости от давления и скорости подачи горючей смеси. Чем больше давление и скорость подачи газа, тем больше длина ядра. Горение газов начинается на внешней стороне ядра и продолжается в восстановительной зоне.
Во второй, восстановительной зоне ацетилен проходит первую стадию сгорания в кислороде, поступающего из кислородного газосварочного баллона. Сгорание происходит по реакции:
2С + Н2 + О2 = 2СО + Н2
При этом сгорание углерода происходит не полностью, а водород в этой зоне не сгорает. Восстановительная зона имеет самую высокую температуру (3000-3200°C) на расстоянии 3-5мм от конца ядра и обладает восстановительными свойствами. Этой частью пламени производят газовую сварку, нагревая и расплавляя металл. При сварке частицы угарного газа и водорода восстанавливают металлы из их окислов. Поэтому вторая зона и получила название восстановительной зоной, а также сварочной или рабочей.





В третьей зоне, факеле, происходит окончательное сгорание ацетилена (точнее, продуктов его распада — угарного газа и водорода) в кислороде из окружающего воздуха по реакции:
4СО + 2Н2 + 3О2 = 4СО2+ 2Н2О
Углекислый газ и вода при высоких температурах взаимодействуют со свариваемым металлом, окисляя его. Из-за этого зона факела получила название окислительной зоны.
Для полного сгорания одного объёма ацетилена необходимо два с половиной объёма кислорода. Один объём кислорода поступает из кислородного баллона в горелку, где смешивается с ацетиленом. Ещё полтора объёма кислорода поступает из окружающего воздуха.
Ацетиленовые баллоны
Питание постов газовой сварки и резки ацетиленом от ацетиленовых генераторов связано с рядом неудобств, поэтому в настоящее время большое распространение получило питание постов непосредственно от ацетиленовых баллонов. Они имеют те же размеры, что и кислородный. Ацетиленовый баллон заполняют пористой массой из активированного древесного угля (290- 320 г на 1 дм3 вместимости баллона) или смесь угля, пемзы и инфузорной земли. Массу в баллоне пропитывают ацетоном (225-300 г на 1 дм3 вместимости баллона), в котором хорошо растворяется ацетилен. Ацетилен, растворяясь в ацетоне и находясь в порах пористой массы, становится взрывобезопасным и его можно хранить в баллоне под давлением 2,5-3 МПа. Пористая масса должна иметь максимальную пористость, вести себя инертно по отношению к металлу баллона, ацетилену и ацетону, не давать осадка в процессе эксплуатации. В настоящее время в качестве пористой массы применяют активированный древесный дробленый уголь (ГОСТ 6217-74) с размером зерен от 1 до 3,5 мм. Ацетон (химическая формула СН3СОСН3) является одним из лучших растворителей ацетилена, он пропитывает пористую массу и при наполнении баллонов ацетиленом растворяет его. Ацетилен, доставляемый потребителям в баллонах, называется растворенным ацетиленом.
Рисунок 2 — Ацетиленовый баллон
Максимальное давление ацетилена в баллоне составляет 3 МПа. Давление ацетилена в полностью наполненном баллоне изменяется при изменении температуры:
| Температура, °С | -5 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | |
| Давление, МПа | 1,34 | 1,4 | 1,5 | 1,65 | 1,8 | 1,9 | 2,15 | 2,35 | 2,6 | 3,0 |
Давление наполненных баллонов не должно превышать при 20°С 1,9 МПа.
При открывании вентиля баллона ацетилен выделяется из ацетона и в виде газа поступает через редуктор и шланг в горелку или резак. Ацетон остается в порах пористой массы и растворяет новые порции ацетилена при последующих наполнениях баллона газом. Для уменьшения потерь ацетона во время работы необходимо ацетиленовые баллоны держать в вертикальном положении. При нормальном атмосферном давлении и 20°С в 1 кг (л) ацетона растворяется 28 кг (л) ацетилена. Растворимость ацетилена в ацетоне увеличивается примерно прямо пропорционально с увеличением давления и уменьшается с понижением температуры.
Для полного использования емкости баллона порожние ацетиленовые баллоны рекомендуется хранить в горизонтальном положении, так как это способствует равномерному распределению ацетона по всему объему, и с плотно закрытыми вентилями. При отборе ацетилена из баллона он уносит часть ацетона в виде паров. Это уменьшает количество ацетилена в баллоне при следующих наполнениях. Для уменьшения потерь ацетона из баллона ацетилен необходимо отбирать со скоростью не более 1700 дм3/ч.
Для определения количества ацетилена баллон взвешивают до и после наполнения газом и по разнице определяют количество находящегося в баллоне ацетилена в кг.
Масса пустого ацетиленового баллона складывается из массы самого баллона, пористой массы и ацетона. При отборе ацетилена из баллона вместе с газом расходуется 30- 40 г ацетона на 1 м3 ацетилена. При отборе ацетилена из баллона необходимо следить за тем, чтобы в баллоне остаточное давление было не менее 0,05-0,1 МПа.
Использование ацетиленовых баллонов вместо ацетиленовых генераторов дает ряд преимуществ: компактность и простота обслуживания сварочной установки, безопасность и улучшение условий работы, повышение производительности труда газосварщиков. Кроме того, растворенный ацетилен содержит меньшее количество посторонних примесей, чем ацетилен, получаемый из ацетиленовых генераторов.
Причинами взрыва ацетиленовых баллонов могут быть резкие толчки и удары, сильный нагрев (свыше 40°С).
Это интересно: Горелка для пайки медных труб — как выбрать и использовать?
Экономическая составляющая газовой сварки
Нередки случаи, когда инженер технолог делает выбор в пользу газовой сварки, искренне полагая, что, таким образом, он достигнет экономии денежных средств. Но не все так просто. Да, электродуговая сварка потребляет большое количество энергии, но выполнив простые арифметические расчеты можно убедиться, что расходы на электросварку, при том же объеме работ ниже, чем на газовую. Поэтому перед тем как варить газосваркой, имеет подсчитать во сколько обойдется один метр шва.
Слабая концентрация тепла в процессе газовой сварки оказывает отрицательное влияние на ее результативность. Так, при работе с листовой сталью толщиной в 1 мм, средняя скорость сварки составляет 10 метров в час, в то время как при толщине листа 10 мм, скорость упадет до 2 метров в час. Именно поэтому газовую сварку применяют при работе со сталью толщиной до 5 мм. В остальных случаях применяют электросварку.
Ацетилено-кислородная сварка практически не механизируется. Автоматическая сварка используется при работе с трубами, обладающими тонкой стенкой. Для этого применяют горелки, на которых установлено несколько мундштуков.
Горелка и резак
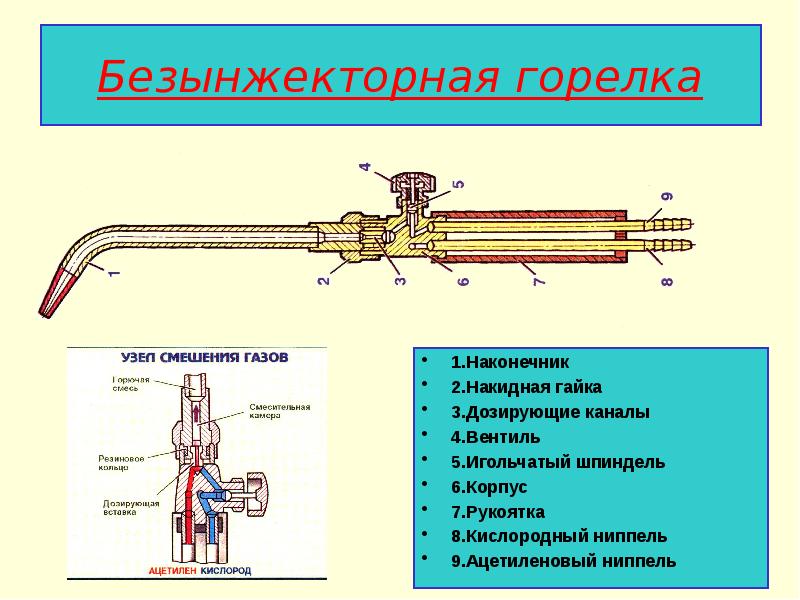
Горелка – это основная часть аппарата. По конструкции газовые горелки для сварки и резки мало отличаются друг от друга. К средней части подсоединяются наконечник, есть вентили, которые регулируют подачу окислителя и горючего. Газовая горелка часто имеет пьезоподжиг. Кислород и ацетилен попадает в нее по шлангам, закрепленным в рукоятке.
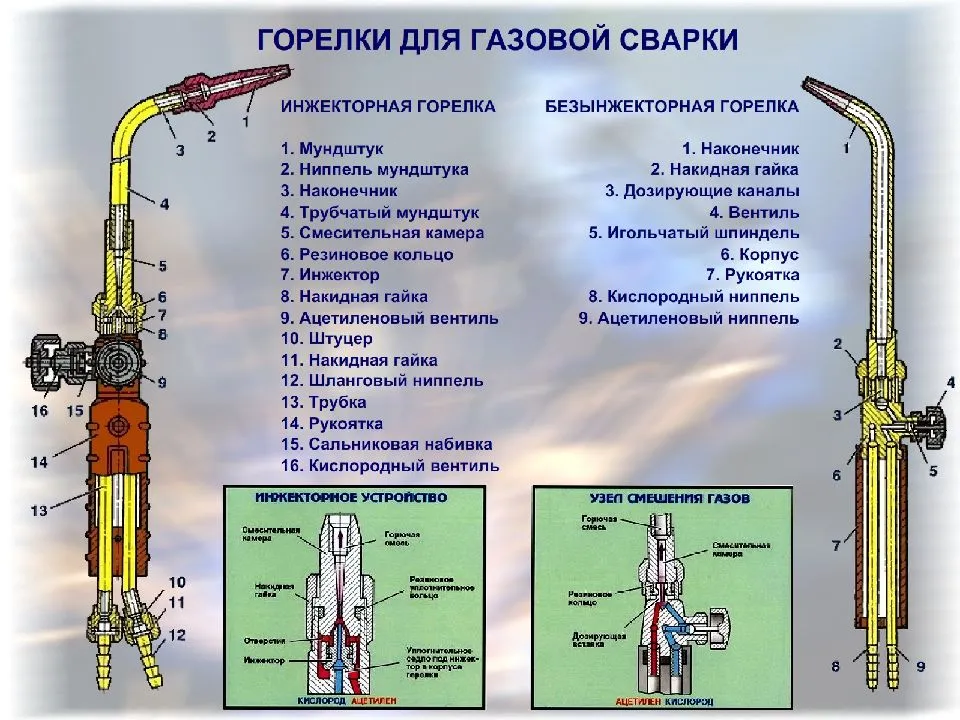
По способу подачи горючей газовой смеси горелки делятся на инжекторные и безинжектроные. Горелки для сварки и резки бывают газовыми и жидкостными (распыляется бензин или керосин), однопламенными и многопламенными. Согласно ГОСТ горелки бывают микромощные, малой, средней и большой мощности.
Самые распространенные – газовые горелки малой и средней мощности. Первые могут варить металл толщиной 0,2-7 мм, вторые варят металл толщиной от 0,5 мм до 30 мм. Все зависит от выбора насадки, которых в малых газовых горелках 4, а в средних 7.
При работе с ацетиленовым генератором в смесительной камере аппарата за счет разрежения, возникающего при выходе кислорода в камеру, засасывается ацетилен.
Резак в отличие от обычной газовой горелки имеет два канала. По одному идет горючая смесь кислорода и ацетилена, по другому, чистый кислород, который образует режущую струю.
Кто пользовался газовым резаком, тот не задают себе вопрос, как резать металл и чем разрезать. Резак вне конкуренции. Им работать проще и дешевле, по сравнению со сварочным инвертором.
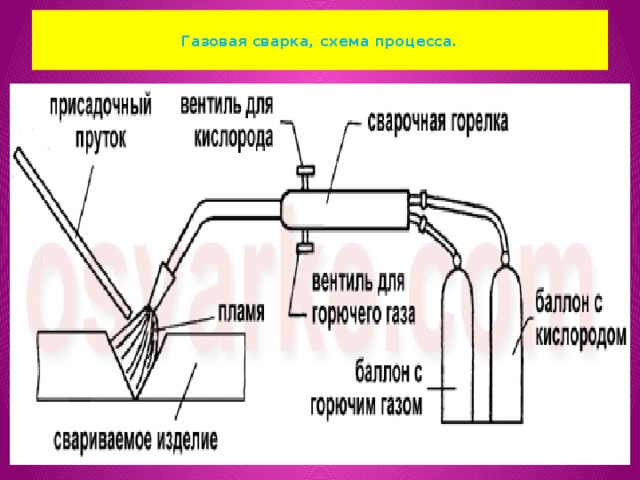
Немного о газовой сварке
Газосваркой называют процесс, при котором свариваемые части нагреваются благодаря температуре сгорания горючего газа в кислороде.
Технология газовой резки металлов.
Газокислородной резкой называется процесс, при котором металл делится благодаря своему нагреву до температуры возгорания с помощью пламени из газа. При этом удаляются окислы, которые образовались за счет энергии потока рассекающего кислорода.
На сегодня газовая сварка является одной из самых распространенных видов работ. Действительно, технология такого вида сварки применяется в таких сферах: строительство, сельское хозяйство, машиностроение и другие. Это говорит о том, что пока газовую сварку заменить нечем, то есть ее использовать будут еще долго. Поэтому газосварочное оборудование остается востребованным. Используют его все большие предприятия, хоть и цена такого оснащения не низкая.
Технический кислород
Согласно ГОСТ 5583-65 в производственных масштабах производятся две основные разновидности аналогичного газа, которые затем применяются в разной промышленности — это первого и второго сорта, состав указан в таблице.
| Характеристики | Сортность кислорода | |
| первый | второй | |
| Процентное содержание О2, % | 99,7 | 99,5 |
| Водяные пары, % | 0,007 | 0,009 |
| Водород в составе, % | 0,3 | 0,5 |
Более загрязненные примесями субстанции могут применяться частными фирмами, но для серьезных производственных задач они непригодны.
Процесс получения

Промышленное производство кислорода основано на разделении воздуха при низких температурах
В результате нескольких аналогичных циклов получают жидкий воздух, из состава которого во время перегонки улетучивается азот, а в остатке накапливается кислород.
Второй промышленный способ — это электролиз воды, при котором молекулярная составляющая раскладывается и в результате получается чистый кислород.
Области применения
Кислород используют во многих сферах деятельности человека:
- Металлургическая — сварка и резка металлов.
- Медицинские учреждения.
- В виде топлива для ракет.
- В сельском хозяйстве.
- Очистка и обеззараживание воды.
- Синтез химических соединений, например, при производстве взрывчатых веществ.
Баллоны с кислородом используют для сварки и при газосварочной обработке поверхностей из различного металла до и после аналогичных процессов. Для резки металла его применение не имеет альтернативы, потому что только кислород дает максимально высокую температуру огненной струи, способной прожигать любой состав металлических деталей и конструкций.
Минимальная чистота кислорода для промышленного применения — 99,2%, а для использования в быту используют бюджетный вариант с 92%.
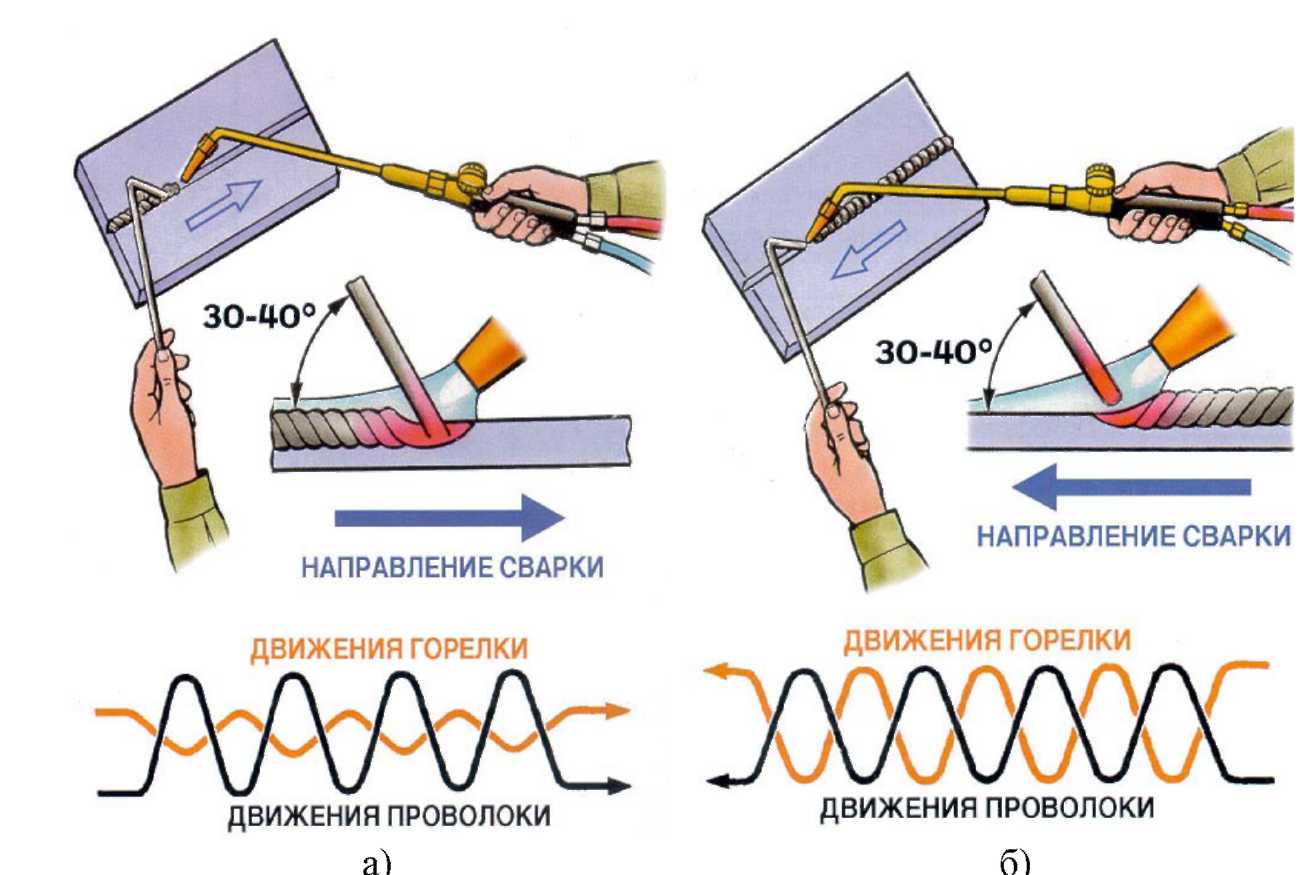
Характеристика методов газовой сварки
Существует 2 способа:
- правый;
- левый.
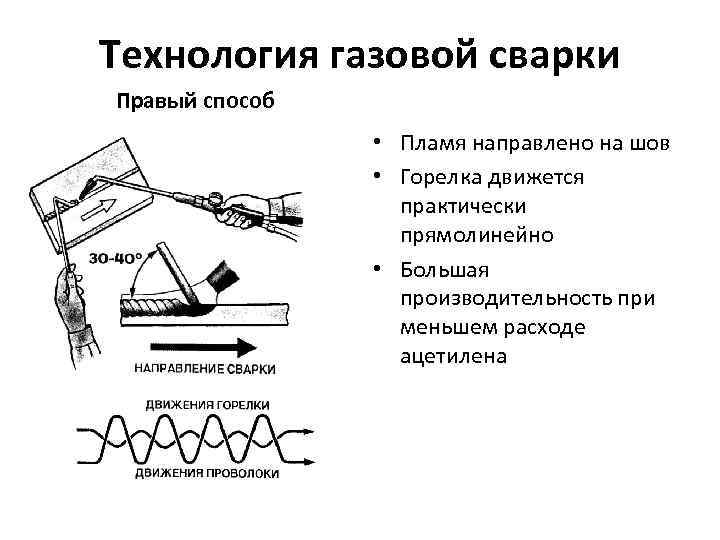
Правый
Это метод, при котором сварка выполняется слева направо. Направление:
- сварочного пламени – сваренный участок шва;
- присадочной проволоки – вслед за горелкой.
Мундштуком горелки совершаются небольшие поперечные колебания.
По сравнению с левым способом:
- производительность сварки на 20-25% выше;
- качество сварного шва лучше;
- расход газов меньше на 15-20%.
Способ целесообразен при соединении элементов, имеющих большую теплопроводность и деталей, толщина которых превышает 5 мм.
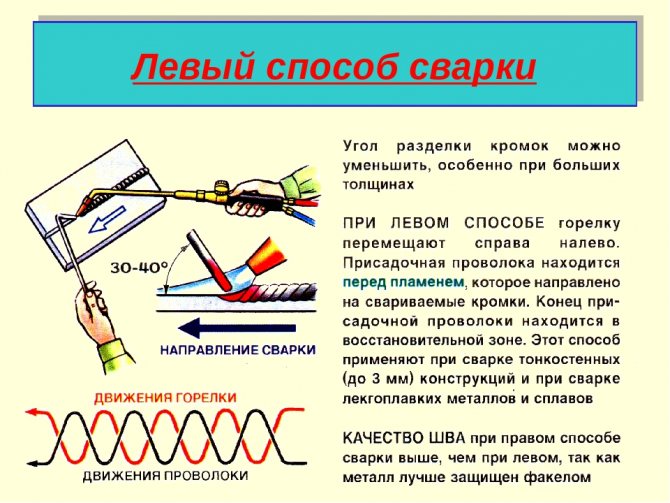
Левый
Способ заключается в передвижении:
- горелки справа налево;
- присадочной проволоки – перед пламенем, которое направлено на несваренную зону шва.
Левый способ применяют для соединения элементов из легкоплавких и тонких (до 3 мм) металлов.
Схема способов сварки
Газовая сварка труб — преимущества и недостатки технологии
Среди базовых преимуществ газовой сварки стоит отметить его простоту в сравнении с другими технологиями, которые позволяют добиться аналогичного результата. Кроме того, в данном случае нет необходимости в использовании сложного дорогостоящего оборудования или источника энергии. Путём регулирования мощности пламени можно достаточно легко переходить к сварке разных по толщине и тугоплавкости элементов трубопровода.


Среди недостатков существенно то, что в процессе выполнения работ образуется достаточно большая зона теплового нагрева. Кроме того, неблагоприятным фактором является невысокая скорость нагрева в сравнении с электродуговой сваркой.
Особенности сварки труб

Сварка газовых труб производится в несколько этапов. Сначала подготавливается металл, то есть проводится разметка, режутся и собираются трубы. Из-за круглого сечения труб резка выполняется термическим резаком. Большая часть работ по сварке – это сборка деталей под нее, когда требуется учесть множество деталей – от серии изделий до их диаметра и других факторов. Сборка выполняется сварочными прихватками, которые предотвращают возможное смещение отрезков труб, сказывающееся на появлении трещин при охлаждении.
Зажигается дуга. Это делается разными способами. Затем начинается плавление металлов – основного и электродного
Для качественного шва важно уделять внимание углу наклона электрода
Оборудование
Горелки для сварки. Основным назначением горелки является смешение горючего газа с кислородом и образование сварочного пламени требуемой тепловой мощности, размеров и формы.
Газовые сварочные горелки можно классифицировать по ряду общих признаков, например:
1) По числу пламень — на однопламенные и многопламенные.
2) По роду применяемого горючего — на ацетиленовые, водородные, бензиновые и другие.
3) По способу применения — на ручные и машинные.
И т.п.
Ацетиленовые генераторы. Это аппараты, предназначенные для получения газообразного ацетилена в ходе реакции взаимодействия карбида кальция с водой.
Особенности газовой сварки
Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Чтобы они сгорели, понадобится кислородная струя. Сварка чаще всего проводится на основе ацетилена, который вырабатывается при реакции карбида кальция и воды. Горение происходит при температуре от 3200 до 3400 градусов Цельсия.
К ценным качествам газосварки относят следующие:
- доступность;
- ненужность наличия электричества;
- простоту сварочного оборудования.
Однако, процесс такой работы нельзя назвать высокопроизводительным, так как всё выполняется вручную. А эксплуатационные и механические свойства готового изделия не всегда соответствуют высокому качеству.
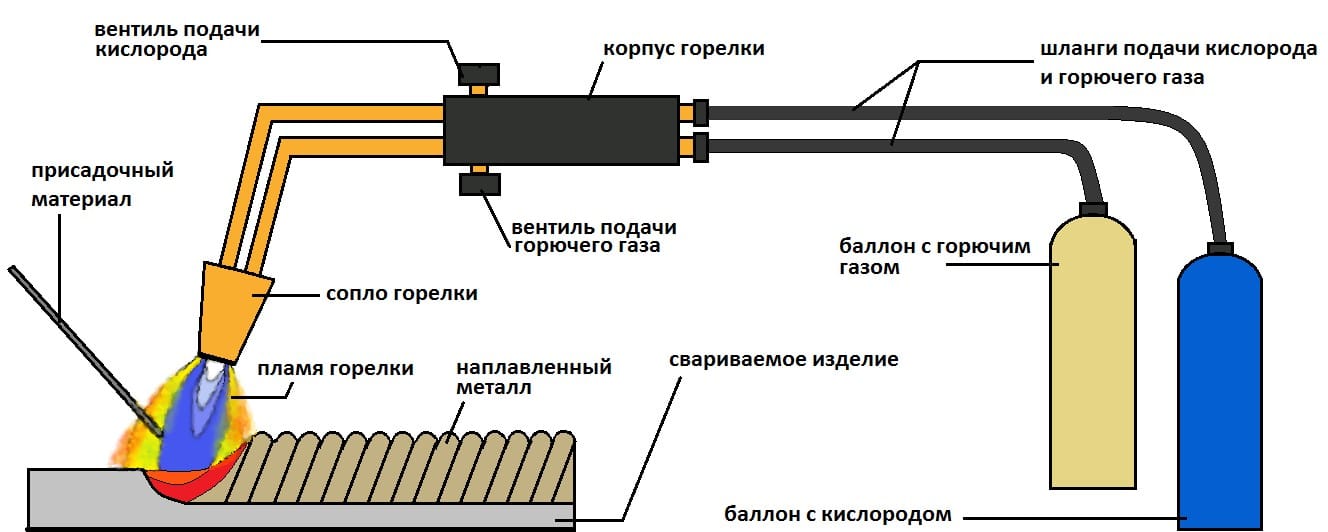
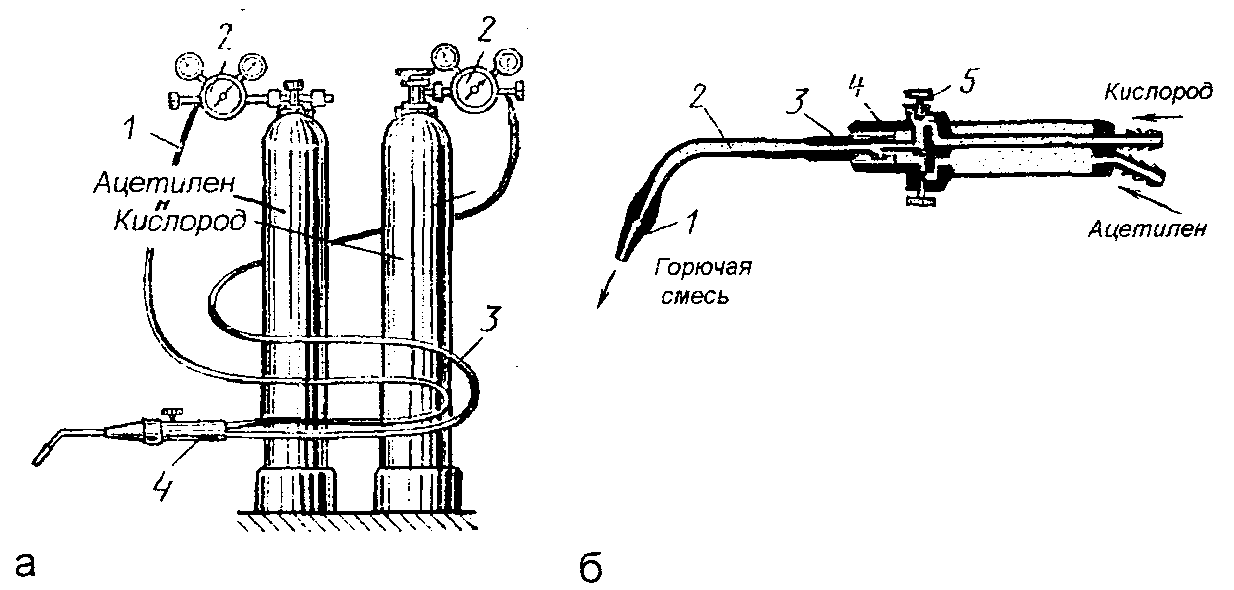
При работе сварочного аппарата, кислород подаётся из специального кислородного баллона, который по ГОСТу окрашивается в голубой или синий цвет. Чтобы обеспечить беспрерывный процесс, кислород должен подаваться на горелку при слабом давлении, равномерно.
Для таких целей баллоны комплектуются редукторами, которые контролируют и регулируют подачу кислорода. К горелке подводятся шланги — кислородный и ацетиленовый. Кислород подают по центральному каналу: струя разряжается, засасывает ацетилен, который поступает под небольшим давлением в горелку. В камере газы перемешиваются и выходят из наконечника наружу.