Химический состав припоя ПОС 40
Основным отличием ПОС 40 от близких по классу припоев является то, что в его составе практически отсутствует сурьма. Если быть более точным, она не превышает 1,6%. Поэтому справедливо считается — основными химическими элементами являются свинец (до 60%) и олово (до 40%). На остальную часть менее 2% приходятся различные незначительные примеси (никель, железо, цинк и так далее). Как уже отмечалось – достоинством этого припоя является отсутствие таких соединений как висмут и мышьяк, которые являются токсичными. Это позволяет применять ПОС 40 в обычных условиях. Такой химический состав придаёт сплаву следующие химические и механические свойства.
Общие сведения о пайке
Что главнее в работе паяльщика: инструмент или материал? Важным является все: и паяльник, и припой, и флюс. Многообразие паяльников связано с объектом пайки. Массивные детали прогревают мощными паяльниками, а микроскопические схемы чипов — маломощными. Профессиональные паяльщики применяют несколько видов этих нагревательных инструментов.
Классификация паяльников по мощности:
- Паяльник с нихромовой вставкой мощностью 25 ватт — это обычный хозяйственный инструмент, которым пользовались умельцы, радиолюбители, электронщики. Популярны они и по сей день, довольно дешёвые, служат до 10 лет. Металлическая вставка в виде медного прута, кончик которого срезан под 60 градусов. Применяется в 90% случаях, которые возникают в хозяйственных ситуациях, даже многие ремонтные мастерские ими пользуются.
- Второй вид — это более мощный с нагревателем в 40 ватт и нихромовой вставкой, в два раза тяжелее и больше своего собрата в 25 ватт. Применяется для более сложных работ. Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С. Используют их профессионалы, для домашнего использования не рекомендуется.
- Третий вид — это газовый паяльник, три в одном. Сам паяльник с медным сердечником, заточенным под иглу. Вторая функция — фен, способный прогреть объект до 600 градусов. Газовая горелка- в этом случае меняется насадка, инструмент выполняет функции горелки на газу, прогревает детали до температуры 1300 градусов.
- Четвёртый тип — это современный керамический паяльник. Чемпион по сравнению со всеми представленными инструментами. Имеет очень тонкое жало, способное паять миллиметровые точки, применяется для выполнения очень точных работ. Мощность — 100 ватт. Комплектуется паяльной станцией с диапазоном температур от 200 до 480 градусов. Среди специалистов используется как универсальный инструмент.
https://youtube.com/watch?v=X5qulK9xec0
Применение припоя (ПОС30, ПОС40 и ПОС61)
Припой ПОС30, ПОС40 и ПОС61 считаются припоем широкого спектра применения. Припой применяется для пайки, в радиоэлектронике. Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением.
При пайке места соединения и припой нагревают. Так как припой имеет температуру плавления значительно ниже, чем соединяемый металл (или металлы), то он плавится, в то время как основной металл остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Пайка обыкновенно требуется там, где нужно соединить вместе электронные компоненты на плате. Даже в эпоху интегральных схем, большинство электротехнической продукции включали в себя детали, которые были припаяны посредством автоматизированного или заводского процесса. Ручная пайки является ключевым навыком для выпускных экзаменов в школе студентов в области дизайна и технологии. Электрики, сантехники и широкий спектр других специалистов прибегают к пайке элементов в ходе своей работы. Сантехники спаивают медные трубы, когда это невозможно заранее при автоматизированной или заводской обработке листового металла. Пайка, сварка и другие методы промышленного склеивания применяются в производстве.
ПОС-40 (прутки круглые диаметром 8 мм) применяется для пайки латуни, железа и медных проводов, для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами. ПОС-61 (прутки круглые диаметром 8 мм) применяется тогда, когда при паянии нельзя перегревать детали, например при соединении очень тонких проводов, так как в этом припое очень высокое содержание олова, что снижает его температуру плавления. Их применяют для пайки радиоэлектронных компонентов, токопроводящих деталей, пайки и лужения соединения проводов с лепестками и для прочих паяльных работ. Припой оловянно-свинцовый ПОС-40 широко используется в вышеперечисленных паяльных работах. Содержание олова в этом припое всего 40%, остальное приходится на свинец и примеси. Температура плавления ПОС-40 составляет 235 градусов.
МеталлХимЭнерго предлагает большой выбор оловянно-свинцовых припоев различной маркировки, в том числе оловянно-свинцовых припоев с сурьмой и бессвинцовых припоев, содержащих в своем составе чистое олово. Припой оловянно-свинцовый ПОС-40, как и большинство припоев, продается в виде прутков длиной по 40 см или в бухтах по 1 кг. В бухтах припои продаются с канифолью и без канифоли, в прутках с флюсом и без флюса. Такая фасовка дает потребителю возможность выбрать наиболее приемлемый для него расходный материал для паяльных работ.
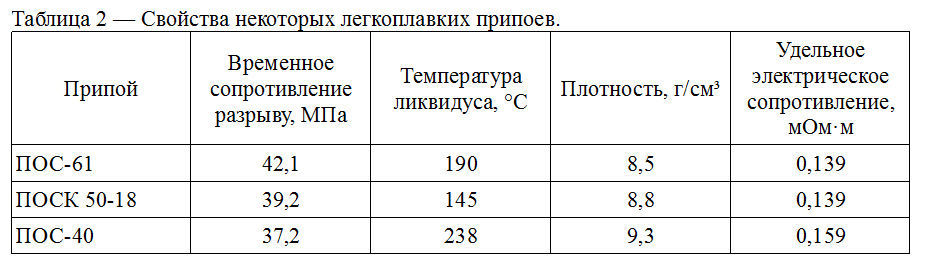
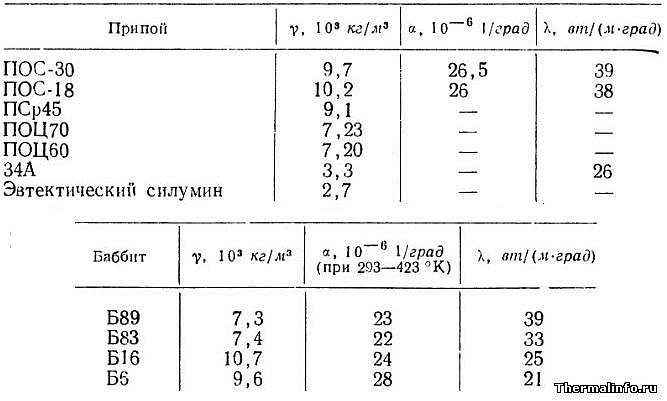
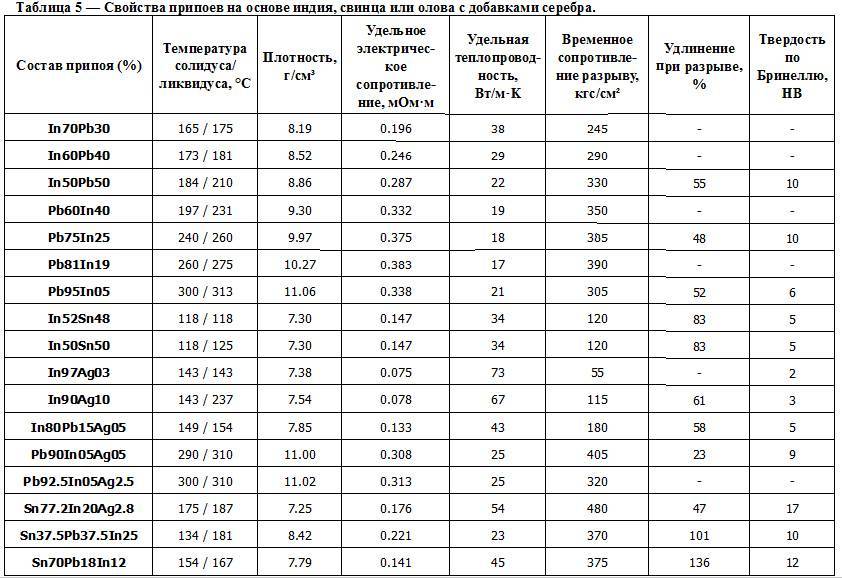
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Читать также: Что представляет собой дефект называемый кратер шва
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
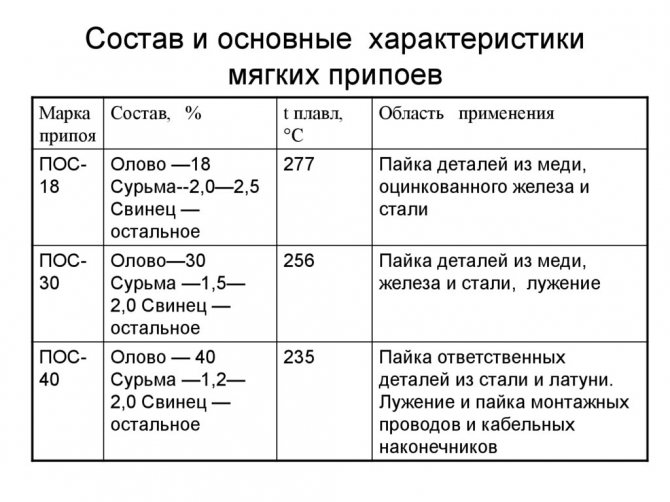
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
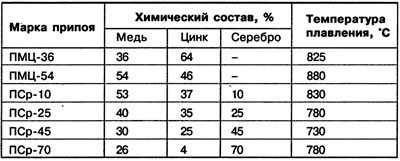
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Характеристики отдельных марок
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.

Больше половины олова
В сплаве, содержащем 90 % олова, остальную часть массы составляет свинец. Припой ПОС-90 имеет температуру плавления 220 ℃.
Применяется для пайки изделий, которые впоследствии будут подвергаться гальванической обработке золотом или серебром.
Оловянно-свинцовый припой с 61 % олова имеет более доступную температуру плавления, равную 191 °С. ПОС-61 используется для изготовления тонких контактов деталей из медных и стальных сплавов в различных измерительных приборах. Места нанесения сплава не должны подвергаться сильному нагреванию.
Припой модно применять для пайки проводов, имеющих толщину до 0,08 мм, в обмотке. Он может подвергаться действию токов высокой частоты.
Припой используют во всех ситуациях, требующих большой прочности и надежности соединения радиоэлементов, компонентов микросхем. Им можно паять провода, защищенные оболочкой из поливинилхлорида.
Оловянно-свинцовый припой, содержащий равные доли двух металлов, обозначается как ПОС-50. Он плавится при температуре 222 ℃. Применим во всех ситуациях, где может использоваться ПОС-61.
Отличие сводится к тому, что данный припой имеет более высокую температуру плавления. Если контакт может нагреваться это качество будет полезным.
Меньше половины олова
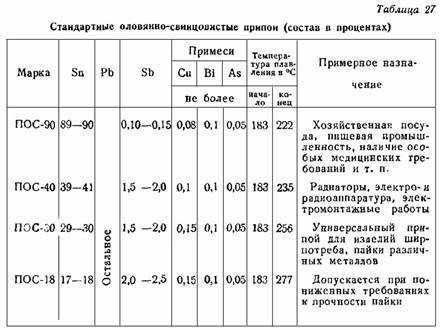
Швы, для которых велика вероятность нагрева до еще более высоких температур, следует паять посредством припоя ПОС-40. Температура плавления оловянно-свинцового сплава, содержащего от 39 % до 41 % олова, составляет 238 °С.
Обращаем внимание на то, что представленные показатели характерны для окончательного плавления сплава. Начинается процесс при несколько более низких температурах
Сплав предназначен для работы с проводами, деталями из разных металлов. Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке.
Еще большую температуру окончательного расплавления имеет сплав ПОС-30. Она равна 256 ℃.
Этот оловянно-свинцовый припой используется для пайки швов, не подлежащих нагрузке, из медных и стальных материалов.
Припой ПОС-18 окончательно расплавляется при 277 ℃. Образующийся шов имеет небольшую механическую устойчивость.
Представленный оловянно-свинцовый сплав можно применять для лужения, пайки ненагружаемых медных деталей, изделий из оцинкованного железа.
Оловянно-свинцовый сплав, содержащий всего 10 % олова, имеет максимальную в этом ряду температуру плавления, равную 299 ℃, и минимальную прочность.
ПОС-10 может использоваться для пайки, лужения контактов на поверхности приборов реле. ГОСТ позволяет применять состав для обработки контрольных точек в топках паровозов. В настоящее время паровозы остались уже только в музеях, иногда их приходится ремонтировать, реставрировать.
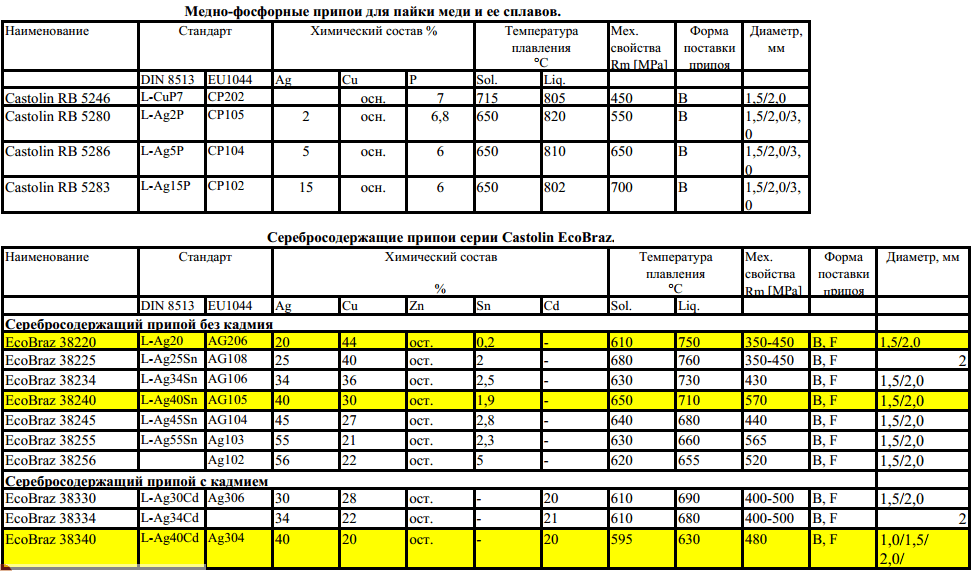
3.2. Свойства припоев
Твердая пайка осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена. При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя. Классификация и химический состав мягких и полутвердых припоев приведены в табл. 3.1.
Таблица 3.1 Классификация и химический состав мягких и полутвердых припоев
|
Припой |
Химический состав, % |
|||||||
|
Вид |
Марка |
Олово |
Сурьма |
Кадмий |
Медь |
Свинец |
Серебро |
Индий |
|
Олово |
О2 |
99,9 |
– |
– |
– |
– |
– |
– |
|
Бессурьмянистые |
ПОС61 |
60–62 |
– |
– |
– |
Остальное |
– |
– |
|
ПОС40 |
39–41 |
– |
– |
– |
– |
– |
||
|
ПОС10 |
9–10 |
– |
– |
– |
– |
– |
||
|
ПОС61М |
60–62 |
– |
– |
1,5–2,0 |
– |
– |
||
|
ПОСК50-18 |
49–51 |
– |
17–19 |
– |
– |
– |
||
|
Малосурьмянистые |
ПОССу61-0,5 |
60–62 |
0,2–0,5 |
– |
– |
Остальное |
– |
– |
|
ПОССу40-0,5 |
39–41 |
– |
– |
– |
– |
|||
|
ПОССу30-0,5 |
29–31 |
– |
– |
– |
– |
|||
|
ПОССу18-0,5 |
17–18 |
– |
– |
– |
– |
|||
|
Сурьмянистые |
ПОССу95-5 |
94–96 |
4–5 |
– |
– |
Остальное |
– |
– |
|
Серебряные |
ПСрО10-90 |
Остальное |
– |
– |
– |
– |
10±0,5 |
– |
|
ПСрОСу8 (ВПр-6) |
– |
– |
– |
– |
– |
8±0,5 |
– |
|
|
ПСрМО5 (ВПр-9) |
– |
– |
– |
2±0,5 |
– |
5±0,5 |
– |
|
|
ПСрОС3,5-95 |
– |
– |
– |
– |
3,5±0,4 |
– |
||
|
ПСрОС3-58 |
57,8±1,0 |
– |
– |
– |
– |
3±0,4 |
– |
|
|
ПСр3 |
– |
3±0,3 |
– |
|||||
|
ПСр3Кд |
– |
– |
95–97 |
– |
– |
3,0–4,0 |
– |
|
|
ПСрО3-97 |
Остальное |
– |
– |
– |
– |
3±0,3 |
– |
|
|
ПСр2,5 |
5,0–6,0 |
– |
– |
– |
91–93 |
2,2–2,7 |
– |
|
|
ПСр2,5С |
– |
– |
– |
– |
– |
2,5±0,2 |
– |
|
|
ПСр2 |
30±1 |
2±0,2 |
– |
|||||
|
ПСрОС2-58 |
58,8±1,0 |
– |
– |
– |
– |
2±0,3 |
– |
|
|
ПСр1,5 |
15±1 |
– |
– |
– |
– |
1,5±0,3 |
– |
|
|
ПСр1 |
35±1 |
– |
– |
– |
– |
1±0,2 |
– |
|
|
Индиевые |
ПОСИ30 |
42 |
– |
– |
– |
28 |
– |
3 |
|
ПСр3И |
– |
– |
– |
– |
– |
3 |
97 |
Физико-механические свойства мягких и полутвердых припоев приведены в табл. 3.2.
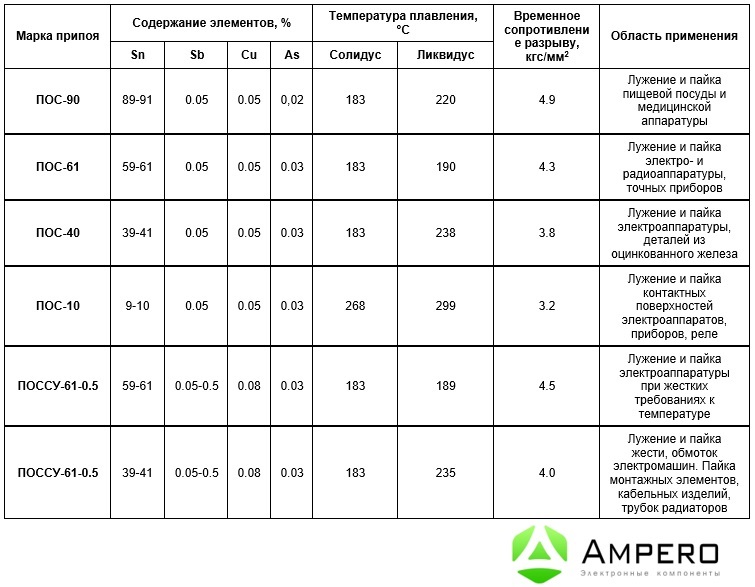
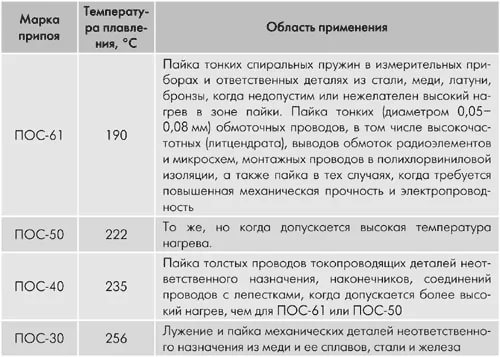
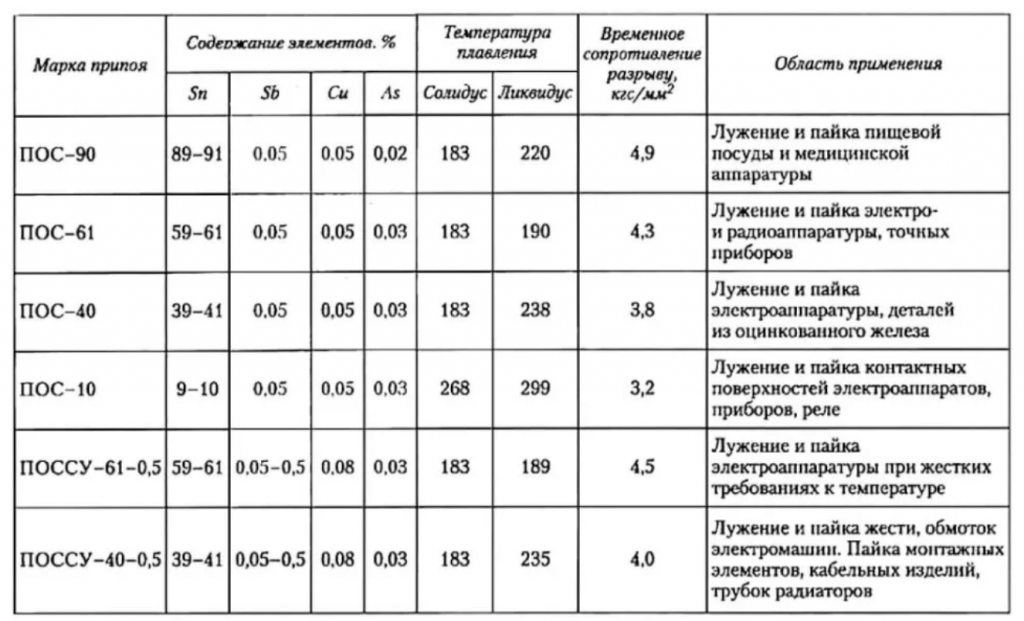
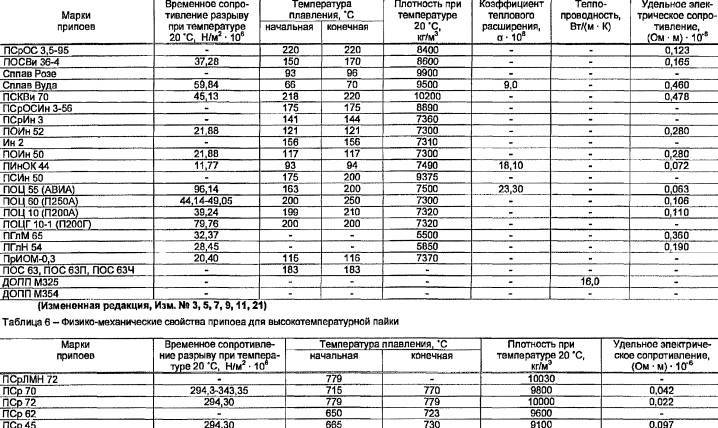
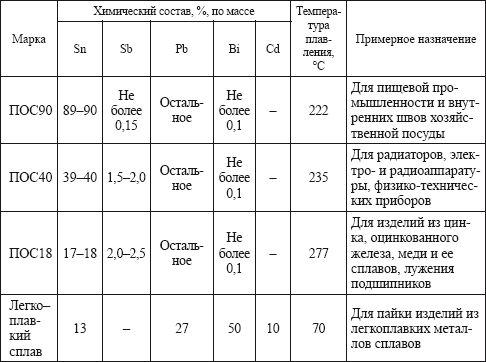
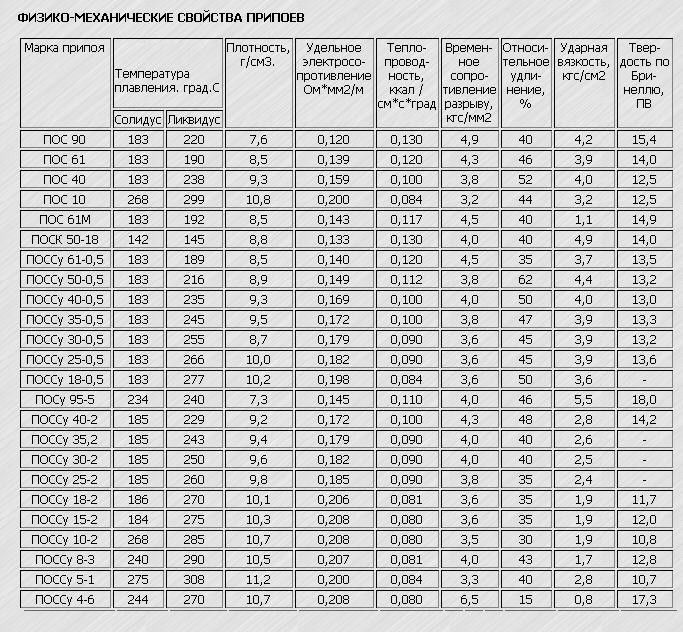
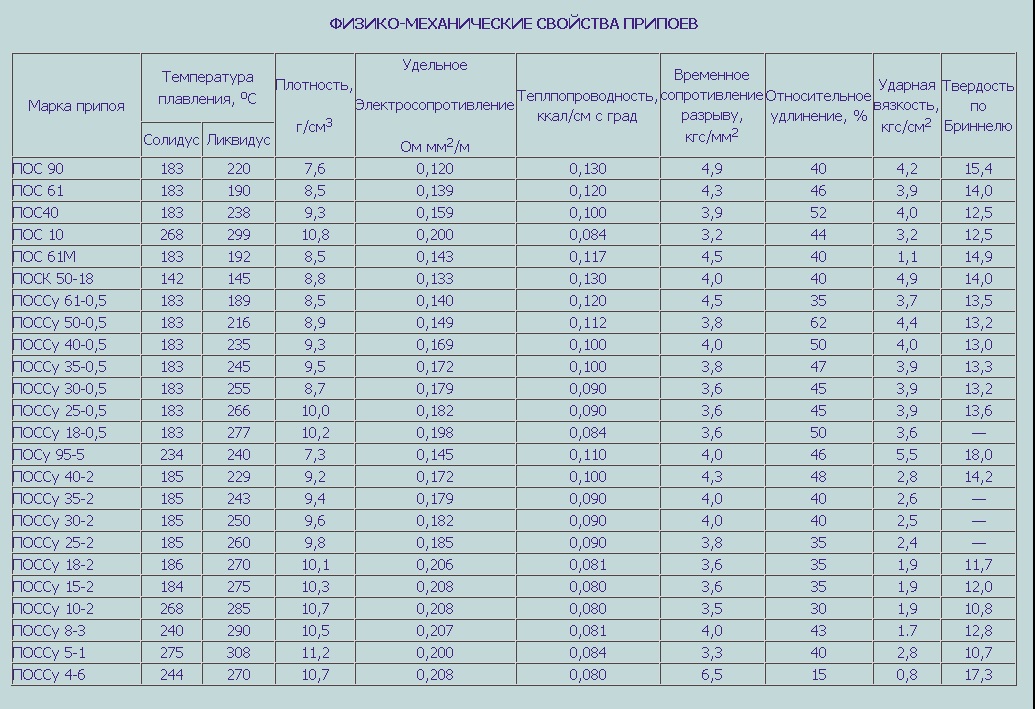
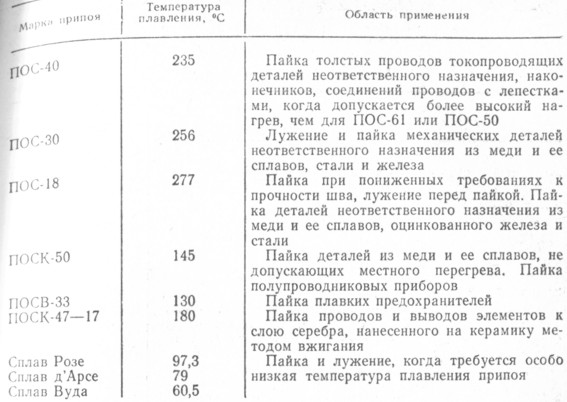

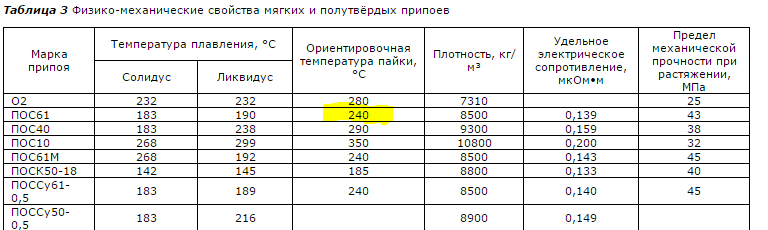
Таблица 3.2 Физико-механические свойства мягких и полутвердых припоев
|
Марка припоя |
температура плавления, °с |
ориентировочная температура пайки, °с |
плотность, кг/м³ |
удельное электрическое сопротивление, мком·м |
предел механической прочности при растяжении, Мпа |
|
|
солидус |
ликвидус |
|||||
|
О2 |
232 |
232 |
280 |
7310 |
– |
25 |
|
ПОС61 |
183 |
190 |
240 |
8500 |
0,139 |
43 |
|
ПОС40 |
183 |
238 |
290 |
9300 |
0,159 |
38 |
|
ПОС10 |
268 |
299 |
350 |
10800 |
0,200 |
32 |
|
ПОС61М |
268 |
192 |
240 |
8500 |
0,143 |
45 |
|
ПОСК50-18 |
142 |
145 |
185 |
8800 |
0,133 |
40 |
|
ПОССу61-0,5 |
183 |
189 |
240 |
8500 |
0,140 |
45 |
|
ПОССу50-0,5 |
183 |
216 |
– |
8900 |
0,149 |
– |
|
ПОССу40-0,5 |
183 |
235 |
285 |
9300 |
0,169 |
40 |
|
ПОССу35-0,5 |
183 |
245 |
– |
9500 |
0,172 |
– |
|
ПОССу30-0,5 |
183 |
265 |
306 |
9700 |
0,179 |
36 |
|
ПОССу25-0,5 |
183 |
266 |
– |
10000 |
0,182 |
– |
|
ПОССу18-0,5 |
183 |
277 |
325 |
10200 |
0,198 |
36 |
|
ПОССу95-5 |
234 |
240 |
290 |
7300 |
0,145 |
40 |
|
ПОССу40-2 |
185 |
229 |
– |
9200 |
0,172 |
– |
|
ПОССу33-2 |
185 |
243 |
– |
9400 |
0,179 |
– |
|
ПОССу30-2 |
185 |
250 |
– |
9600 |
0,182 |
– |
|
ПОССу25-2 |
185 |
260 |
– |
9800 |
0,183 |
– |
|
ПОССу18-2 |
188 |
270 |
– |
10100 |
0,206 |
– |
|
ПОССу15-2 |
184 |
275 |
– |
10300 |
0,208 |
– |
|
ПОССу10-2 |
268 |
285 |
– |
10700 |
0,208 |
– |
|
ПОССу8-3 |
240 |
290 |
– |
10500 |
0,207 |
– |
|
ПОССу5-1 |
275 |
308 |
– |
11200 |
0,200 |
– |
|
ПОССу4-6 |
244 |
270 |
– |
10700 |
0,208 |
– |
|
ПСрО10-90 |
– |
280 |
– |
7600 |
12,9 |
– |
|
ПСрОСу8 (ВПр-6) |
– |
250 |
– |
7400 |
19,7 |
– |
|
ПСрМО5 (ВПр-9) |
– |
240 |
– |
7400 |
16,3 |
– |
|
ПСрОС3,5-95 |
– |
224 |
– |
7400 |
12,3 |
– |
|
ПСрОС3-58 |
– |
190 |
– |
8600 |
14,5 |
– |
|
ПСр3 |
– |
315 |
– |
11400 |
20,4 |
– |
|
ПСр3Кд |
300 |
325 |
360 |
8700 |
8,0 |
54 |
|
ПСр2,5 |
295 |
305 |
355 |
11000 |
21,4 |
– |
|
ПСр2,5С |
– |
306 |
– |
11300 |
20,7 |
– |
|
ПСр2 |
– |
238 |
– |
9500 |
16,7 |
– |
|
ПСрОС2-58 |
– |
183 |
– |
8500 |
14,1 |
– |
|
ПСр1,5 |
– |
280 |
– |
10400 |
19,1 |
– |
|
ПСр1 |
– |
235 |
– |
9400 |
26,0 |
– |
|
ПОСИ30 |
117 |
200 |
250 |
8420 |
– |
– |
|
ПСр3И |
141 |
141 |
190 |
7360 |
– |
– |
Винтажный припой
Что такое винтажный припой хорошо знают любители Hi-End электроники. Чаще всего, это припой для пайки аудиотехники, произведенный в 30 — 50-хх годах прошлого века. Такие припои имеют высокую чистоту компонентов, что положительно сказывается на звуке наивысшего качества. Чтобы услышать эффект от такого припоя, нужны не только высококачественный источник звука, излучатель звука, но и прекрасный слух. Специалисты и составляют свои сплавы для лучшей звукопередачи.



Одним из самых крутых для меломанов является американский припой фирмы Kester бородатых годов. Его продают по 10 баксов за метр. И с каждым годом его становится все меньше. По химическому составу близок к ПОС-90, но не совсем. Припой марки Kester содержит 85,9 % олова, 8,5 % свинца, 3,28 % серебра, 0,34 % меди, 0,79 % натрия, 0,55 % магния и 0,27 % ртути. Вот уж гремучая смесь.

Те, кто не может достать винтажный припой, выкупают старую электронику послевоенного периода и сплавляют припой оттуда. Так получается очень приличный полуфабрикат.
Существуют также сплав, в которых припой для пайки содержит 50 % олова и 50 % свинца. Он так и называется Sn50Pb50.
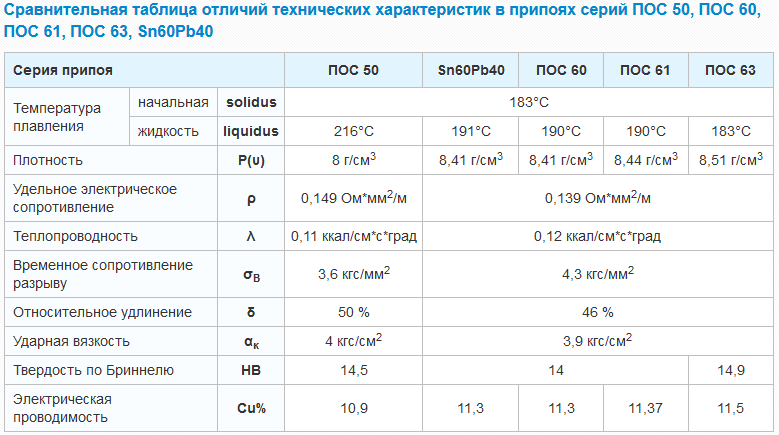
Надеюсь, что теперь ты понимаешь больше в теории припоев. Например, чем отличается и в чем разница между припоями ПОС 60 и ПОС 61. Сможешь расшифровать состав припоя ПОС 18 и прикинуть его достоинства и недостатки. Легко ранжируешь припои марки ПОС по токсичности, зная их химические составы.
Хороший видеоролик с обзором и отечественных припоев, в том числе .
Виды оловянных припоев, свойства и характеристики
По химическому составу сплава выделяют сурьмянистые припои, припои с малым количеством сурьмы (малосурьмянистые), сплавы без сурьмы (бессурьмянистые). Все вышеперечисленные виды припоев производят по ГОСТ 21931-76 (в изделиях), ГОСТ 21930-76 (чушки).
Существует и другой вариант классификации оловянных припоев. По нему сплавы делятся на:
— оловянно-свинцовые (в сокращении ПОС);
— сурьмянистые (сокращенно ПОССу);
— оловянно-свинцово-кадмиевые (сокращенно ПОСК);
— бессвинцовые.
Последние легируют медью, серебром, цинком, алюминием, кадмием.
Оловянные припои ПОС (сплавы оловянно-свинцовые), имеющие процентный состав олова от 10% до 90%, относятся к мягким припоям.
Они начинают плавиться при 183°C (температура расплава пары «олово-свинец»), а завершают плавление при различных температурах. Это определено химическим составом сплава. А именно:
ПОС-15 (олово 15%) — 280 °C.
ПОС-25 (25%) — 260 °C.
ПОС-35 (33%) — 247 °C.
ПОС-61, ПОС 63 (олово 61% и 63%) — 183 °C
ПОС-90 (олово 90%) — 220 °C
В силу того, что состав сплавов ПОС-61 и ПОС-63 практически идентичен составу эвтектики «олово+свинец», они расплавляются при постоянной температуре 183 °C.
Также к мягким оловянным припоям относят:
— ПОССу – используется для пайки изделий из цинка, оцинкованного металла, при высоких требованиях к паяному соединению (припои сурьмянистые);
— ОЦ — для соединения изделий из алюминия (припои оловянно-цинковые);
— ПОСК — для соединения изделий, реагирующих на перегрев, пьезокерамики, выводов конденсаторов (оловянно-свинцово-кадмиевые);
— припои без свинца, которые кроме олова включают в состав серебро, медь, висмут и другие металлы.
Припоем называют сплав, состоящий из легкоплавких металлов. Например, оловянный. Но паять одним оловом — довольно дорого. С чистым оловом работают только тогда, когда нужно получить абсолютно безвредный для человека спай: при пайке посуды для употребления пищи или медицинского оборудования. В остальных случаях, для удешевления припоя, к олову добавляют более дешевый, но вредный свинец.
Для справки: поверхность припоя тем темнее, чем больше в нем свинца. А пруток из чистого олова при сгибе или сжатии издает характерный хруст.
К положительным свойствам оловянных припоев можно отнести:
— прочность в сочетании с пластичностью;
— высокий коэффициент теплопроводности;
— устойчивость к коррозии.
Оловянные припои используют для соединения деталей практически из всех металлов, и чем больше в составе припоя чистого олова — тем качественнее будет полученное соединение. Преимущество ПОС — его универсальность. Мягкие припои эксплуатируют в виде палочек (прутков), реже используют проволоку или пасту (смесь припоя с флюсующим веществом). Чем больше в сплаве олова, тем крепче соединение деталей при пайке.
Данный вид оловянного проката не используют для спайки алюминия. Прочие металлы, в том числе медь, железо, хорошо поддаются пайке ПОС. Спай — самое уязвимое место соединения «металл — припой — металл». Прочность спая зависит от химического состава используемого припоя. Сопротивление на разрыв места спайки равно 6-8 кг/мм2, увеличивается пропорционально увеличению количества олова.
Рассмотрим некоторые особенности использования цинка и сурьмы в качестве добавок к припою при пайке определенных металлов. Добавление цинка при работе с алюминием и сплавами из этого металла увеличивает коррозийную стойкость спайки. Такие ЦО припои, содержащие от 10% до 40% цинка, используют для ультразвукового или абразивного метода пайки, лужения.
При соединении меди добавление к составу сурьмы увеличивает прочность спая. При пайке латуни сурьма — не влияет на прочность спая. А железа — уменьшает прочность спая.
Иногда можно встретить пруток или проволоку для пайки без маркировки. Определить приблизительный химический состав такого изделия можно по следующим параметрам:
— пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61);
— материал, в котором много свинца — темного серого цвета, матовый;
— пруток со значительным содержанием свинца пластичный (до 60%), его легко деформировать (ПОС-40, ПОС-30);
— пруток, где много олова, прочный и жесткий. Его нельзя согнуть руками;
— ПОС различных марок плавятся при температуре от 183 °C до 265 °C.
О составе ПОС
В ПОС-40 — 40 % олова, а в ПОС-61 — около 61 % олова. Все остальное – это свинец и дополнительные примеси. По внешнему виду можно определить, какой перед вами припой. Матовый и темный припой содержит больше свинца. Светлый и блестящий — больше олова. Лучше всего это можно увидеть в сравнении.
Прочность припоя зависит на ряду с легированием сплава от паяемого металла. Для пайки цинка или меди в ПОС добавляют немного цинка или меди соответственно. Что снижает химическую эрозию металла и повышает поверхностную прочность соединения.
Легирование ПОС
Эксплуатационные характеристики припоя можно улучшить с помощью легирования следующими веществами:
- Пластичность, стойкость к термоциклированию становится лучше за счет добавок серебра, индия, лития, марганца, висмута.
- Устойчивость к коррозии припоя улучшает никель и медь.
- Увеличению жаропрочности способствует кобальт, кремний, цирконий, гафний, ванадий, вольфрам, ниобий.
- Припой становиться прочнее если добавить бор, железо, никель, кобальт, цинк, кремний.
- Добавка серебра, меди, цинка, кадмия, сурьмы и алюминия улучшает адгезию припоя.
Технические характеристики
Уникальные свойства и характеристики припоя ПОС 30 обусловливают его широкую популярность и повсеместное использование, как в промышленных масштабах, так и в частной сфере. Наличие в составе данного припоя олова со свинцом делает его по-настоящему универсальным и позволяет задействовать его при выполнении самых разнообразных паяльных процедур. ПОС 30 отлично справляется с пайкой пластин или труб из меди, деталей, изготовленных из жести, элементов на основе латуни. Кроме того, он отлично справляется с деталями из цинка. ПС 30 с успехом может использоваться не только в качестве присадочного материала при формировании шовных соединений, но и играть роль материала, при помощи которого осуществляется лужение разнообразных заготовок. Он практически незаменим при осуществлении ремонтных работ на водопроводных и канализационных коммуникациях, а также иных аналогичных системах бытового и промышленного назначения. Весьма актуальным является использование данного вида припоя при паянии различной радиоаппаратуры и иных электрических приборов. Характерная особенность ПОС 30 – отсутствие среди его составляющих компонентов сурьмы.
Важно отметить тот факт, что припой обеспечивает создание высококачественные соединения с полной герметичностью, что в значительной степени обусловливает его активное применение при работе с системами трубопроводов. Олово, соединенное со свинцом в едином сплаве, позволяет создать поверх спаиваемого металла непроницаемый слой, кроме того, практически отсутствует опасность возникновения какого-либо брака, поэтому вероятность образования трещин, сквозь которые бы просачивалась вода, близка к нулевой
Показатели сопротивления у припоя крайне низки, поэтому он обладает хорошей проводимостью, что делает его первоклассным материалом для паяния небольших контактов, конечно, при условии, что толщина проволоки подобрана правильно
Олово, соединенное со свинцом в едином сплаве, позволяет создать поверх спаиваемого металла непроницаемый слой, кроме того, практически отсутствует опасность возникновения какого-либо брака, поэтому вероятность образования трещин, сквозь которые бы просачивалась вода, близка к нулевой. Показатели сопротивления у припоя крайне низки, поэтому он обладает хорошей проводимостью, что делает его первоклассным материалом для паяния небольших контактов, конечно, при условии, что толщина проволоки подобрана правильно.
Температура плавления данной марки припоя, относящегося к категории легкоплавких, достаточно низкая и не превышает 450 градусов по Цельсию, что намного ниже, чем у большинства металлов. Поэтому проблемы переплавления в данном случае не существует, и с технической точки зрения пайка протекает достаточно легко. После расплавления и выполнения работы происходит достаточно быстрое застывание и жесткое соединение элементов друг с другом. Однако есть в легкоплавкости и один отрицательный момент: детали, скрепленные посредством данной пайки, нельзя эксплуатировать в условиях высоких температур, поскольку в таком случае есть риск расплавления паяного шва, который пострадает в первую очередь.
Плюсы и минусы разных видов припоев
Важное преимущество, которым обладают твердые припои, напрямую связано с прочностью получаемых швов и их устойчивостью к высоким температурам. При помощи высокотемпературной пайки выполняют стыковку труб из меди, имеющих диаметр от 6 до 159 миллиметров
При прокладке водоснабжающих магистралей сечение трубной продукции, соединяемой таким типом пайки, не может быть менее 28 миллиметров.

Перед тем, как приступить к созданию медного трубопровода, следует убедиться в отсутствии на поверхности каких-либо дефектов, которые довольно часто можно обнаружить при нарезке труб. Надежность швов во многом зависит от чистоты изделий, которые используют в рабочем процессе. Для продукции диаметром 6-108 миллиметров ширина места соединения может быть 7-50 миллиметров.
Читать также: Углошлифовальная машина для чего предназначена
Применение медных труб позволяет устроить эффективную и долговечную систему отопления или водоснабжения. Наиболее простым и распространенным способом соединения таких изделий является технология пайки. Она предполагает наличие припоя – термопластичного вещества, обеспечивающего герметизацию стыка путем плавления и затекания под действием высокой температуры. После остывания он твердеет и фиксирует соединение.

Пайка труб из меди осуществляется разными видами припоя
Классификация

В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.
Таблица 1. Температура плавления припоев:
| Марка припоя | Температура плавления, С° |
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.