
Особенности выбора модели
Задумав приобрести себе подходящий и функциональный сварочный аппарат, необходимо правильно сделать выбор. Прежде всего, отдав предпочтение бренду Ресанта, следует знать, что реальные владельцы считают устройства этой фирмы достаточно удачными, которые имеют множество плюсов и не лишены своих минусов.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Традиционно считается, что аппараты Ресанта в большей степени подходят не для промышленного, а для домашнего применения.
Профессионалы отмечают, что аппараты данной фирмы очень удобны, однако при длительной работе они часто грешат непредвиденными поломками. Конечно, работы могут быть разными, и здесь слепо обвинять производителя не стоит. Вот поэтому и сложился стереотип об инверторах, как о любительских моделях.
Рабочий цикл всех устройств составляет 70%. Этот показатель указывает на время непосредственной сварки из общего количества времени включения аппарата. Надо отметить, что показатель не самый низкий, учитывая небольшую стоимость.
Рекомендовано для бытового применения обратить внимание на модели серии САИ или САИ ПН. Модель Ресанта САИ питается от бытовой сети и выдерживает небольшие колебания напряжения
Согласно паспортным данным, устройство устойчиво работает в диапазоне напряжений от 154 вольт до 242 вольт. Если реально смотреть на вещи, то при напряжении ниже 190 В возникают некоторые проблемы, происходит залипание электрода. Выходом из сложившейся ситуации является только переход на электроды меньшего диаметра.
Для тех, кто проживает в сельской местности, падение напряжения является одной из основных проблем электроснабжения. Случается и такое, что напряжение падает ниже 190 В. В этом случае следует выбрать одну из моделей серии САИ ПН, которая позволит вести работы даже при 140 В.
Если необходимо иметь стандартные параметры работы при уменьшенных габаритах, то подойдет модель категории «Компакт». Напомним, что в названии модели появится литера «К». Масса такого сварочного аппарата снижена в 1,5 раза, по сравнению с аналогичными моделями. Остальные категории позиционируются, как профессиональные, они имеют такие дополнительные функции, которые могут не пригодиться в быту. Да и высокие показатели мощности лил сварного тока ни к чему начинающим любителям.
Определившись с категорией, необходимо выбрать модификацию сварочного аппарата. Определяющим фактором здесь будет выступать максимальное значение сварочного тока. Его удобно определить только лишь по одному наименованию. Значение максимального тока в амперах прописывается в виде индекса после аббревиатуры САИ. Например, САИ-160 рассчитан на максимальный ток в 160 ампер.
Мощность аппарата следует выбирать в зависимости от предполагаемых типов работ. Имеет значение толщина металла или же диаметр подходящих электродов. Инверторы на 160 А пригодны для сварки электродами диаметром 3 мм. Можно выбрать модель с неким запасом мощности, в противном случае устройство будет работать по краевым параметрам, однако такой шаг может стоить определенных средств, ведь, по сути, от мощности зависит стоимость.
Модели Ресанта САИ-220 или САИ-250, как видно из наименования, считаются более мощными. Действительно, максимальная сила тока в них достигает 220 и 250 ампер соответственно. С такими аппаратами можно вести сварку пяти или шестимиллиметровыми электродами. К каждому устройству в комплекте поступает технический паспорт. В него внесены все характеристики
Перед выбором необходимо обратить внимание на тип сети, вид сварки, дополнительные функции, максимальный ток и мощность
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.

Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.
Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.

Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.
Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Особенности сварки нержавеющей стали
Существует масса нюансов работы инвертором с нержавейкой. Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Что из себя представляет инверторный аппарат
Каждый агрегат имеет свои конструктивные особенности, и перед началом любой работы требуется ознакомится с его инструкцией. Однако принцип действия и итоговый результат, при грамотном подходе, у всех схож.

Основным предназначением инвертора является преобразование переменного тока с напряжением 220В в постоянный, и увеличение его частоты одновременно со снижением высокого напряжения.
Когда сила тока будет переведена в необходимую и установленную на аппарате, можно производить сваривание заготовок.
Особенностью домашнего инвертора также является правило: им нельзя пользоваться очень долго. От перегрева кабеля и самих внутренних частей может случится авария. Именно поэтому этот прибор больше популярен для бытовых целей.
Настройка инвертора
Чтобы результат был такой, как нужно, необходимо правильно настроить значение агрегата до начала работы. Для сварки нержавейки подойдет абсолютно любой инвертор (даже самый менее мощный или самодельный).









Параметры будут зависеть непосредственно от толщины нержавеющей стали:
- с толщиной металла 1.5мм требуется выбрать диаметр электрода 2мм, выставить минимальное напряжение 13V, выбрать силу тока 40А;
- при 3мм потребуется электрод 3мм, напряжение 15V, а сила тока 75-85А;
- если толщина металла 6мм, то электрод следует выбирать не менее 4мм, выставлять напряжение в 18V, а силу тока увеличить до 140-150А.
Важные нюансы сваривания нержавейки
Несмотря на относительную несложность работы с нержавейкой, следует ознакомиться с необходимыми для успешной работы правилами и некоторыми нюансами:
- лучше при покупке электродов выбирать не простые, а со специальной обмазкой, которая будет изолировать зону сварки и защищать сварочный материал от всевозможных внешних газов. Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа;
- нержавейка склонна подвергаться быстрому расплавлению если на нее будет долго воздействовать высокие температуры. Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;
- одним из важнейших правил является грамотно выбранный электрод. Именно от его материала будет зависеть успешное завершение дела. Если присадочный материал выбран неверно это грозит образованию на стали микротрещин и нарушению герметичности.
Как выбрать электрод
Важно помнить, что для нержавеющей стали не подходят обычные электроды. Для такого металла они должен соответствовать определенным требованиям:
- снижать затраченную на сварку мощность;
- экономно расходоваться;
- изготавливать шов ровно, без больших отложений шлака;
- уменьшать длину и глубину зоны, подвергшейся термической обработке.

Для этих целей отлично подойдут электроды таких маркировок:
- ОЗЛ-8, ЦП-11 – если требования к полученному шву минимальны;
- ОК-45, МР-3 – более комфортен в процессе сварки. Шлак после них легко отчищается с поверхности;
- ОК-61-30, ОК-67-45 – электроды, которые нужно использовать, когда необходимо сваривать между собой нержавейку с черным металлом;
- неплавящиеся электроды – для сваривания нержавейки и алюминия;
- самое высокое качество: ЭА-981-15, ОЗЛ-9-1. Они хорошо подойдут для сваривания жаропрочных сталей.
Чтобы технология была соблюдена полностью нужно помнить и об угле наклона. Он должен соответствовать приблизительно 75° к образовавшейся дуге.
Подготовка металла
Важно правильно подготовить материал, обработав его до процесса сварки. При работе с инвертором, нержавейку необходимо полностью зачистить, кромки разделать (если на то имеется необходимость)
Обратите внимание! Заготовки лучше всего зачищать специально предназначенной для этого щеткой.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Выбор электродов
Наплавочный материал для присоединения нержавейки к черному металлу выбирают под марку сталей. Только в этом случае не будет трещин в области шва. В присадке должны быть основные легирующие элементы, ведь в диффузном сварочном слое содержится до 40% присадочного сплава. Электроды выбирают в зависимости от вида нержавеющей стали:
- для аустенитной (кислотоустойчивой) нержавейки подойдут электроды НИАТ-5, ЭФ400/10У с основным покрытием, стержнем, легированным хромом, никелем, молибденом (четвертый вид свариваемости);
- для хромоникелевых нержавеющих сталей – ЦТ-28, ЦЛ-11 с основным видом обмазки, легирующие добавки: молибден, хром, вольфрам, марганец; ОЗЛ-22, ОЗЛ-14А, ОЗЛ-7, ОЗЛ-36 со специальным флюсовым покрытием, стержнями с высоким содержанием хрома, никеля, марганца;
- для стали с никелем – ESAB OK 67.70, OK 67.75 с рутиловой обмазкой, содержащей оксид титана (ограниченная свариваемость);
- для теплоустойчивой нержавейки – Э50А (УОНИ 13/55) с основным видом покрытия из карбонатов и фторидов, с повышенным содержанием марганца;
- для жаропрочных нержавеющих сталей – ОЗЛ-25Б, ЗИО-8 с основной обмазкой, стержнем с высоким содержанием хрома, марганца, молибдена.
Перед работой электроды прокаливают в течение часа, нагревают их до + 180–200°С. Берут только нужно количество с запасом 2–3 штуки. После прокалки присадочные стержни долго не хранятся, обмазка начнет осыпаться. Для ответственных швов выбирают электроды по справочной таблице.
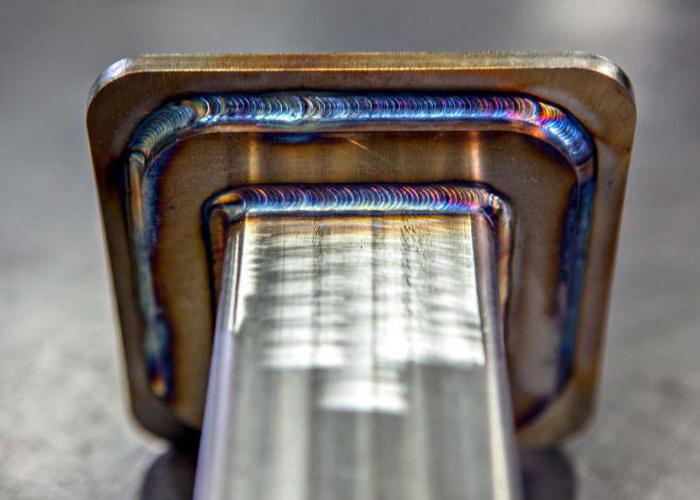
Стандарты качественных швов
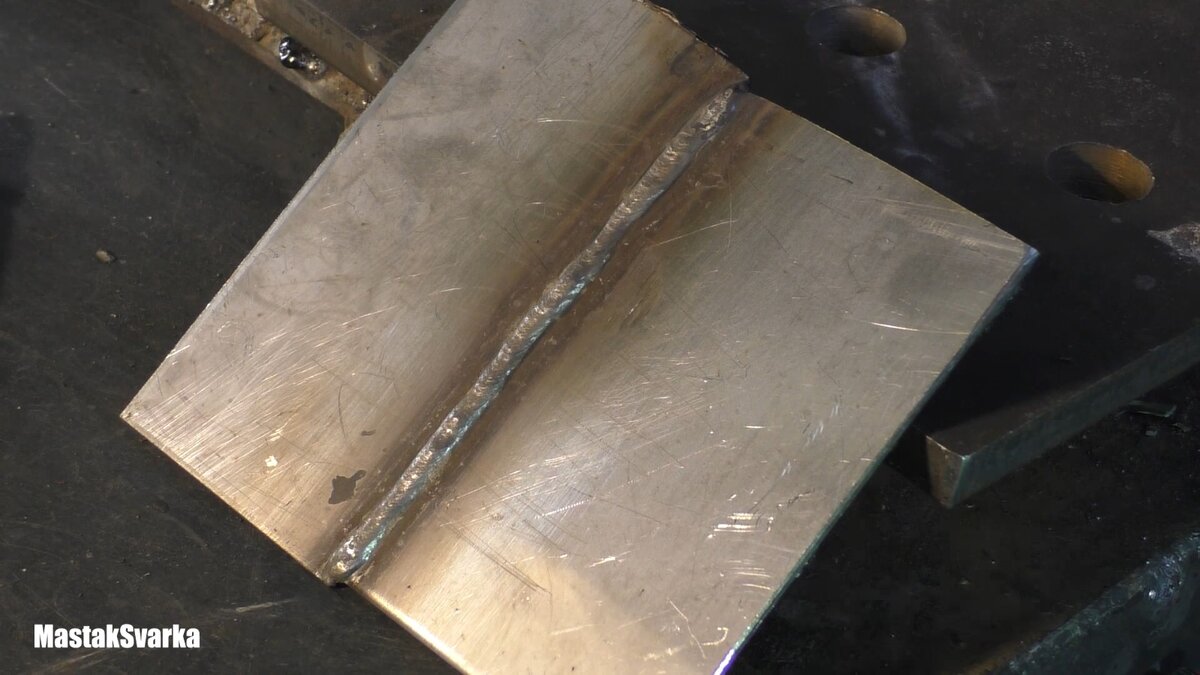
 Качественный сварочный шов ровный, не имеет пор и пустот
Качественный сварочный шов ровный, не имеет пор и пустот
При сварке нержавейки требуется осуществлять особый контроль за качеством шва. Это необходимо, потому что в большинстве случаев изделия из этого металла используются для каких-то важных задач: пищевая отрасль, фармацевтика, или др. Таким образом, к ним выдвигаются повышенные санитарные требования.
Обязательно нужно обращать внимание на герметичность шва и сохранение антикоррозионных свойств. На шве не должно быть пор или раковин
Удаление шлака лучше всего проводить с использованием абразивов на базе оксида алюминия или оксида циркония.
Какой аппарат купить
Во время выбора инвертора надо обратить внимание на:
-
рабочий охват температур.
Этот показатель имеет большое значение, потому что некоторые модели не способны выполнять свои расчетные функции при низких показателях (таблица температуры для сварки полипропиленовых труб);

силу тока и мощность агрегата.
Если вы планируете пользоваться инвертором только для бытовых нужд, вам будет вполне достаточно оборудования, которое обеспечивает на выходе ток – 180 А;
несоответствие с номинальным напряжением в сети должно быть не более 20%.
Большие показатели негативно скажутся на качестве сварки;
приветствуется присутствие дополнительных функциональных возможностей аппарата.
Для того, чтобы справиться с работой по свариванию изделий из нержавеющей стали, необходимо иметь некоторый опыт и навыки.
Если их нет, то не стоит надеяться на хороший результат. Но потренировавшись какое-то время, вы сумеете добиться соединения высокого качества.
Сварной шов нержавейки должен обладать хорошей герметичностью – это его главная характеристика.
Так как изделия из данного металла имеют широкую сферу применения (в том числе их используют в пищевой и фармацевтической промышленности), особое внимание уделяют финишной обработке сварного рубца. Для того, чтобы придать ему привлекательный внешний вид, выполняют зачистку и полировку абразивными средствами
 Для того, чтобы придать ему привлекательный внешний вид, выполняют зачистку и полировку абразивными средствами.
Для того, чтобы придать ему привлекательный внешний вид, выполняют зачистку и полировку абразивными средствами.
Во избежание появления дефектов при выполнении сварочных работ, нужно принимать во внимание особенности материала, с которым приходится иметь дело. Предотвратить образование разломов от перегрева, поможет проволока, используемая в качестве присадки
Предотвратить образование разломов от перегрева, поможет проволока, используемая в качестве присадки.
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.








Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
Советы для начинающих
Что такое инверторная сварка – мы рассмотрели, но для начала качественной работы, рекомендуется следовать советам опытных сварщиков:
- не стоит игнорировать правила безопасности и пренебрегать защитными масками, так как один взгляд на искры может вызвать ультрафиолетовый ожог роговицы;
- прежде чем перейти к полноценной варке изделий, нужно «набить» руку на черновых заготовках и перепробовать все виды швов;
- сразу после кристаллизации шва нужно оббить шлак, иначе он станет причиной коррозии металла;
- перед использованием аппарата требуется изучить инструкцию и выставлять режимы, которые соответствуют текущему виду детали;
- если прилипает электрод, нужно уменьшить силу тока;
- нельзя использовать отсыревшие электроды (их лучше предварительно просушить в духовке).
Видео, подробно объясняющее, что такое инверторная сварка:
https://youtube.com/watch?v=JYrmpMqKKzA
Методы сварки чермета и нержавеющей стали
Для соединения деталей из разных металлов применяют ручные и полуавтоматические аппараты. Процесс ведется как с подачей защитного газа, так и без таковой.
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.

При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
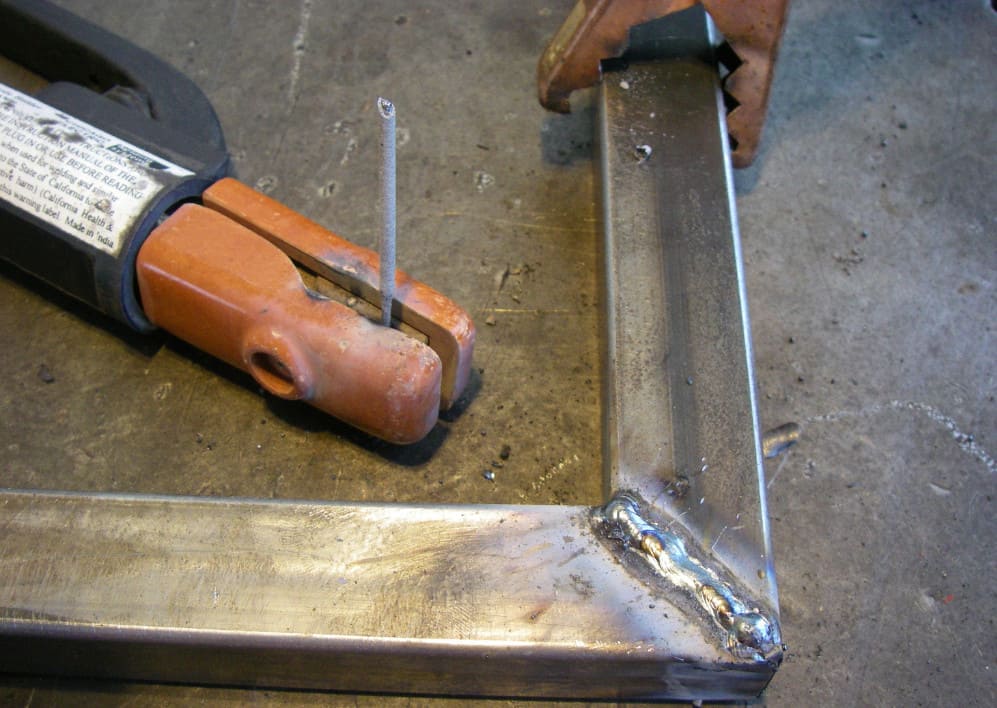
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом

В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Наиболее распространенные способы
Квалифицированный специалист знает, как сварить нержавейку несколькими способами. За время существования сплава были разработаны методы, предусматривающие использование различных режимов.
Ручная дуговая сварка

Ввиду того, электроды являются наиболее распространенным расходным материалом, сварке нержавейки инвертором и совершенствовании данной технологии, уделяется большое внимание. Несмотря на все усилия ученых, использование ручной дуговой сварки не позволяет получить соединение высокого качества
Это связано с недостатками присадочного материала, которые неспособен конкурировать с расходниками, используемыми при прочих режимах. Тем не менее, инверторные аппараты применяют при проведении бытовых работ с рассматриваемым сплавом.
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо позаботится о подборе специальных электродов, флюсовое покрытие которых изготавливают на основе оксида титана или карбоната магния.
Для точного подбора расходного материала рекомендуем воспользоваться межгосударственным стандартом ГОСТ 10052-75, в котором собраны все электроды для соединения высоколегированной стали.
Аргонодуговая и полуавтоматическая сварка постоянным и переменным током

Использование неплавящегося вольфрамового электрода, с защитой зоны расплава аргоном, позволяет получить надежный и прочный шов. Благодаря этим качествам, аргонодуговая сварка применяется при монтаже труб, работающих под давлением, на различных предприятиях.
Особенности данного способа:
- Работы выполняются как постоянным, так и переменным током.
- Образование дуги происходит на специальной плите, а не рабочей поверхности, во избежание загрязнения шва вольфрамом.
- Все рабочие параметры подбираются исходя из толщины свариваемой детали.
- Уровень легирования электродной проволоки должен превышать аналогичных показатель рабочей поверхности.
- Цикл соединения требует точности движения электрода – малейшее отклонение от траектории чревато окислением расплавленного шва.
По окончанию работ запрещено сразу отключать подачу защитного газа, во избежание окисления раскаленного электрода и сварочной области.
Полуавтоматическим аппаратам особенно удобно выполнять сварку тонкой нержавейки, ввиду слабого температурного воздействия на поверхность, по сравнению с прочими видами электросварки.
Лазерная сварка

Передовая технология соединения металла, отлично зарекомендовала себя в машиностроительной и автомобильной промышленности. Процесс сопровождается яркими визуальными эффектами, а полученный шов обладает рядом положительных качеств:
- прочность,
- мелкая зернистость,
- точность.
Дополнительным преимуществом является направленное воздействие луча, что позволяет сохранить околошовную зону в целостности.
Оборудование для выполнения работ очень дорогое, поэтому способ не получил широкого распространения.
Прочие способы
 Прочие технологии сварки нержавещей стали имеют отличительную особенность: для их использования необходимо создать определенные условия, в которых нераспространенные методы будут эффективны. К ним относят:
Прочие технологии сварки нержавещей стали имеют отличительную особенность: для их использования необходимо создать определенные условия, в которых нераспространенные методы будут эффективны. К ним относят:
- Холодный способ. Стыковка элементов выполняется под большим давлением. Особенностью является отсутствие необходимости в каких-либо присадочных материалах. Наблюдая за процессом, создается впечатление, что заготовки вдавливаются друг в друга.
- Точечный метод. Применяемое оборудование универсально – оно способно одинаково эффективно работать с различными тонкостенными изделиями, независимо от материала изготовления.
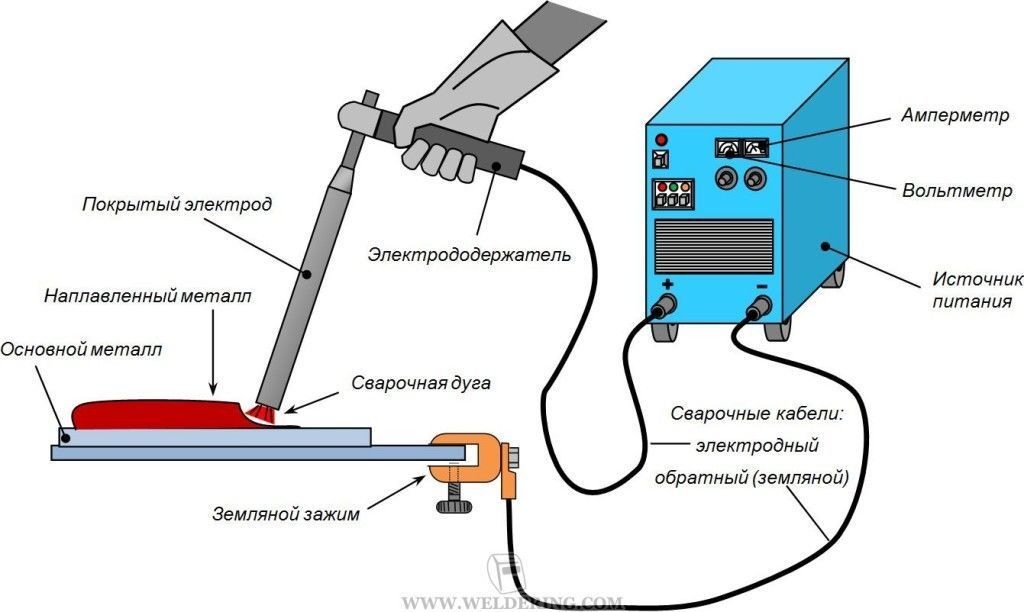
Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
Какая из технологий сварки труб из нержавейки лучше
Проведем сравнительный анализ наиболее распространенных технологий TIG и HF.
1. Способ TIG (Tungset Inert Gas).

Данная технология позволяет обеспечивать высочайшее качество сварки труб из нержавейки. Для нагревания краев свариваемых деталей в этом случае используется дуга, образующаяся между трубой и вольфрамовым электродом. Для защиты зоны плавки используется защитный газ, который направляют на сварочную горелку. Он окутывает зону сварки с наружной стороны трубы и одновременно подается во внутреннюю полость трубы, где удерживается заглушкой.






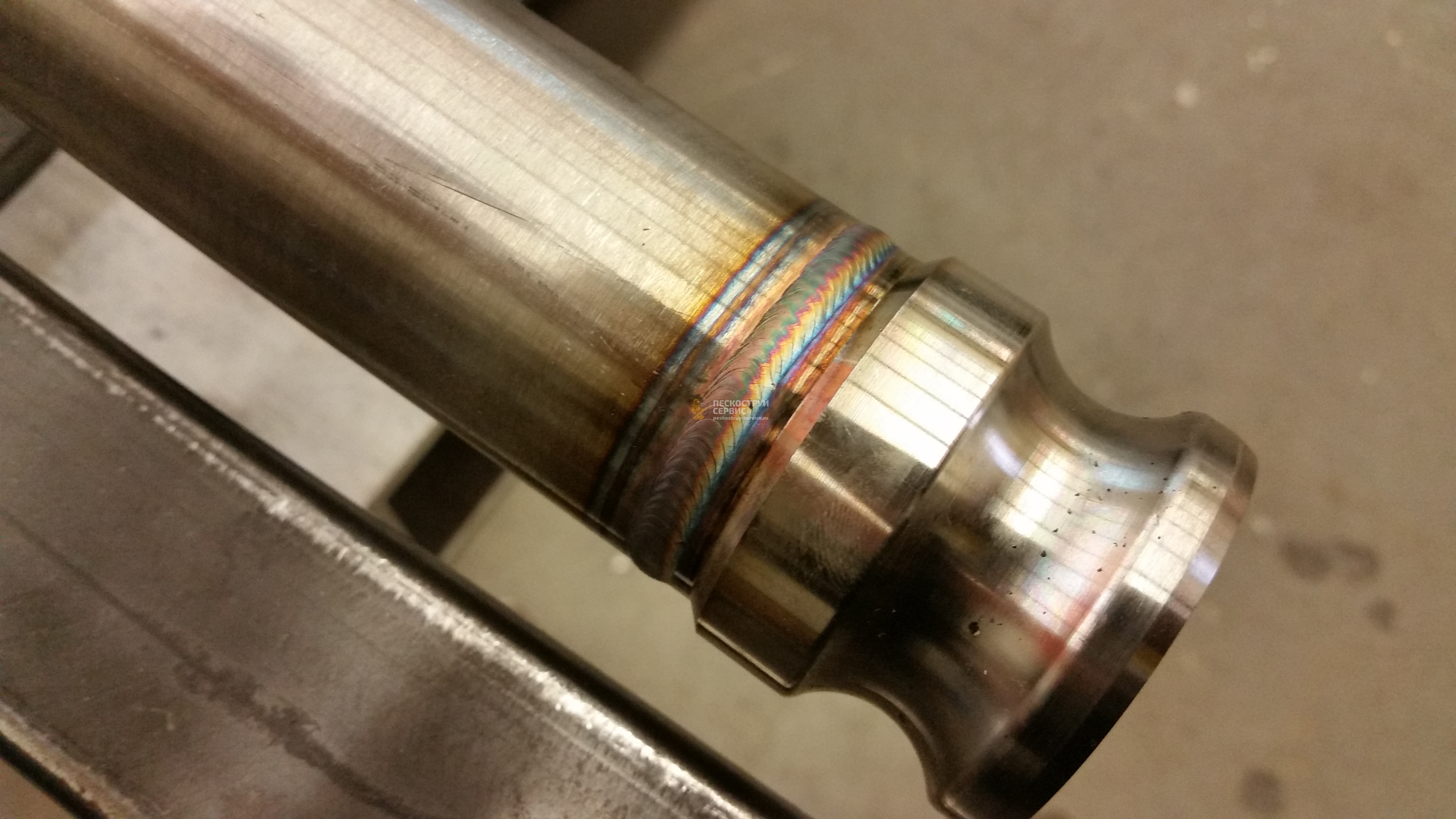


Технология TIG предполагает высокотемпературное воздействие только на внешнюю поверхность труб, поэтому в месте сварки образуется обширный участок термического раздражения, а сам шов получается более широким. Он приобретает высокую прочность и его проще удалить.
Если были точно соблюдены технологические условия процесса сваривания, то при сварке труб из нержавейки способом TIG отпадает необходимость в дополнительной термической обработке для устранения негативных изменений в микроструктуре шва. Более высокая стоимость готовой трубы при сваривании данным способом обусловлена низкой скоростью сварки.
Швы при использовании TIG-сварки отличаются плотностью и однородностью. Они не имеют пустот и раковин. При этом прочность сварного соединения будет соответствовать прочностным характеристикам нержавеющей стали, использованной для изготовления трубы.
Согласно требованиям ЕС, действующим в отношении оборудования, которое эксплуатируется под давлением (PED – Pressure Equipment Directive), для систем, работающих при давлении более 0,5 бар, должны использоваться трубы из нержавейки, сваренные по технологии TIG.
2. Высокочастотная сварка (HF).

Эта технология отличается очень интересными характеристиками, особенно, если принимать во внимание микроструктуру. При высокочастотной сварке отсутствует зона термического раздражения и строго ограничена область плавления
Нагревание краев труб из нержавейки происходит более равномерно. При этом скорость достижения температуры плавления нержавейки составляет примерно одно сотую в секунду. Высадка сварного шва в этом случае будет прямой и прочной, как снаружи, так и внутри.
Сегодня высокочастотное сваривание нержавейки получило широкое применение в области производства декоративных элементов, строительных конструкций, а также в машиностроении. Популярность данного способа обусловлена высокой скоростью сварки.
Производительность высокочастотного сваривания труб из нержавейки почти в 20 раз выше, чем в случае с TIG-сваркой.
Может сложиться впечатление, что HF-сваривание нержавейки обеспечивает явные преимущества по качеству и по себестоимости процесса сварки.
В отношении затрат – это действительно очень привлекательная технология. Стоимость труб, в процессе производства которых использовалась НF-сварка, на 10 % меньше, чем у продукции, сваренной способом TIG.
Отдельно стоит отметить качественные характеристики. Наиболее важным особенностью считается сжатая зона плавления, но в реальности это не очень сильное свойство, если говорить о трубах, к которым предъявляются высокие требования по надежности (для нефтехимической отрасли, пищевой промышленности, теплосетей и др.).
Стоит отметить, что требуемые характеристики сварного шва можно получить только, если будут четко выполнены все условия и точно соблюдены параметры сваривания. Достичь этого при высокоскоростной сварке достаточно сложно. Кроме того, в случае недостаточно тщательной обработке кромок и под влиянием контактной технологии сваривания шов может содержать непроваренные участки и раковины.
Шов, который будет получен при HF-сварке не отличается плотностью. Он может содержать пустоты, снижающие прочность в местах соединения труб из нержавейки.
Нужно отметить, что список областей, где используется HF-технология сварки труб из нержавейки, не так широк. В основном, это продукция декоративного, структурного или механического назначения, которая не должна работать при высоких температурах.