
Нюансы инверторной сварки алюминия
Алюминий бывает техническим и очищенным, его температура плавления составляет 658-660°C, что для сварки несущественно. При интенсивном нагреве и без него возникают условия для взаимодействия с кислородом, и в результате образуется пленка из Al2O3 (оксида алюминия). А вот у этой самой пленки температура плавления уже достигает 2000-2200°C, что не позволяет формироваться полноценному шву. Еще одним неприятным моментом при сварке алюминия можно назвать высокую текучесть этого металла.
Конечно, все эти проблемы вполне разрешимы на техническом уровне. Чтобы не возникал Al2O3, место сварки (кончик электрода и сварочную ванну) ограждают подачей He или Ar (гелия или аргона). Но подача и использование такого защитного облака не относится к недорогим установкам, хотя, на промышленном уровне или просто при больших объемах работ покупка такого оборудования вполне себя оправдывает.
Конечно, в домашних условиях, когда потребность в сварке алюминия возникает один раз в два-три месяца, такое оборудование никто покупать не станет – слишком накладно. Для этого применяются электроды со специальным покрытием, состоящим из Li (лития), K (калия), Mg (магния), NaF (фтористого натрия) и т.п.
Виды сплавов алюминия
В сталелитейной промышленности на сегодняшний день производят пять алюминиевых сплавов широкого потребления:
- Силумин. На маркировке металла есть две или три буквы, где первая «А» указывает на алюминий, вторая, к примеру «К» на кремний и третья «Ц» — цинк. Дальше следуют цифры, указывающие на процентное содержание добавок. Например, АКЦ9, что соответствует K-7% и Zn-9%.
- АМц (Al+Mn) – ограничения по сварке отсутствуют;
- АЬг (Al+Mg) – ограничения по сварке отсутствуют;
- Дюралюминий – сваривается сложно;
- Термоуплотняемые сплавы — сваривается сложно.
Как получить качественный шов
Для получения прочного и красивого шва на алюминиевых изделиях нужно учитывать следующие факторы:
- Все изделия из любых алюминиевых сплавов покрыты Al2O3 – пленкой из оксида, о котором уже упоминалось выше. Так как для неё нужна температура плавления 2000-2200°C, то её проще очистить щеткой по металлу и работать при температуре 558-600°C. Помимо механической зачистки также применяют метод протравливания поверхности.
- Учитывая тот фактор, что воздействие O2 на Al достаточно интенсивно, обработку кромок для соединения на заготовках следует производить непосредственно перед сварочными работами.
- Вам не удастся следить за температурой сварочной ванны визуально, как на стали, так как алюминий не меняет цвет при нагреве и плавлении.
- Нагрев алюминия может оказаться катализатором для такого побочного явления, как кристаллизация, поэтому не стоит этим злоупотреблять, чтобы не утратить прочность конструкции.
Инвертор для сварки алюминия
Если вы только собираетесь покупать инверторную сварку, то основное внимание следует обращать на объем предполагаемых работ, то есть, как часто вы намерены пользоваться данным агрегатом. Если его активность ограничится применением не более двух-трех раз в месяц, что, собственно и подразумевается в этой статье, то можно просто смотреть на цену и выбирать самый дешевый, с силой тока 200 A
Но в том случае, когда вы хотите получать шов высокого качества, нужно приобретать аппарат с функциями ММА и TIG – такие модели рассчитаны не только на электроды с покрытием, но и на аргонодуговую сварку.
Специфика сварки
Если говорить начистоту, то качество выполняемых работ очень мало зависит от стоимости инвертора – дорогой агрегат, это повышенная производительность и удобство. А вот соблюдение технологии вкупе с зачисткой поверхности и тщательным подбором качественных заготовок имеет решающее слово в красоте и прочности шва.
Для домашних нужд как нельзя лучше подойдут электроды из серии ОЗАНА-1 и ОЗАНА-2. Для успешного применения при сварке заготовок толще 10 мм электроды в обязательном порядке нужно прогреть в течение получаса при температуре 200°C. Они имеют солевую обмазку и используются двух положениях – нижнем горизонтальном и вертикальном. ОЗАНА рассчитаны на переменный ток обратной полярности.
Для постоянного тока с обратной полярностью используют электроды ОЗА, которыми можно работать в двух положениях – нижнем горизонтальном и вертикальном. Они также прогреваются в течение получаса для сварочных работ с заготовками более 10 мм, только здесь температура прокаливания должна быть 250°C.
Электроды УАНА имеют почти одинаковые возможности и требования с ОЗАНА – здесь тоже нужен прогрев и есть возможность работать с чистым алюминием и его сплавами. Только сварочные положения меняются, хотя их тоже два – верхнее горизонтальное (потолочное) и нижнее (без вертикального).
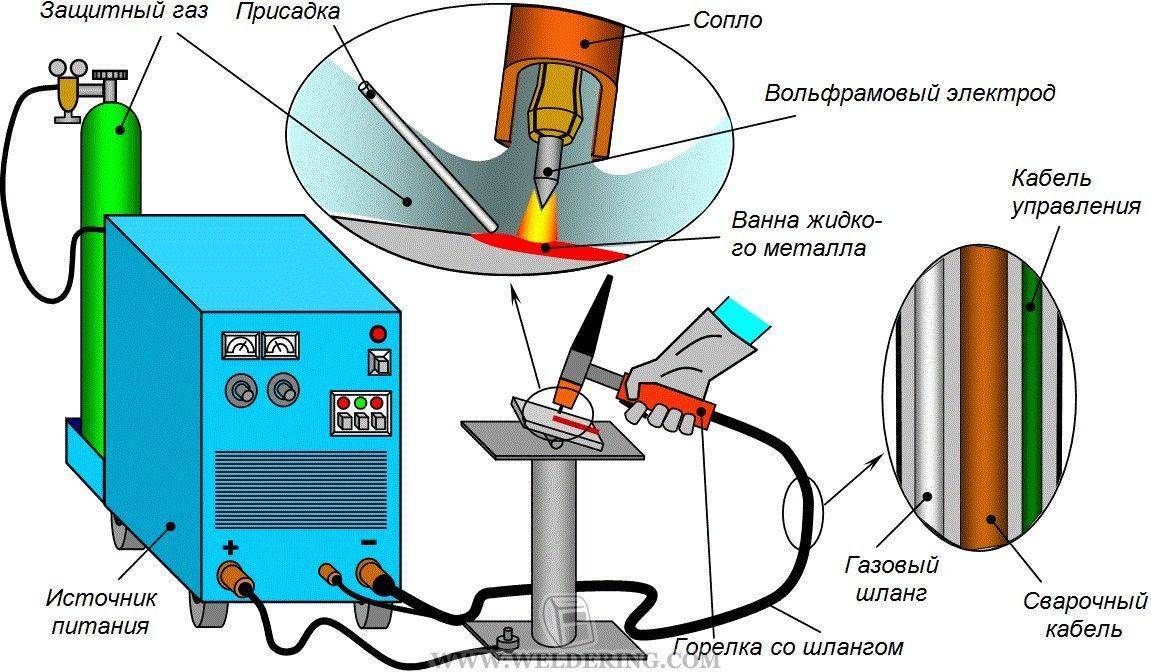
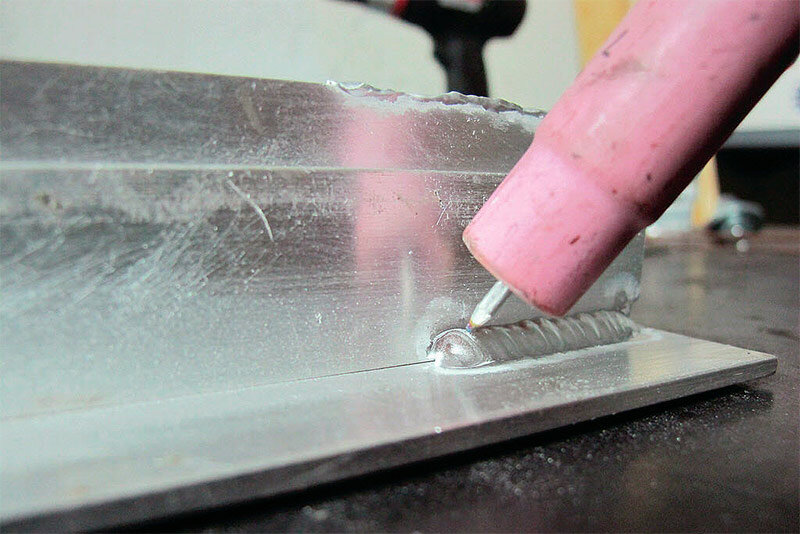
Метод электросварки вольфрамовым электродом в среде инертных газов
Положение электрода при сварке.
Режим AC TIG пользуется большой популярностью. Такой способ обеспечивает высокие показатели по прочности, и шов имеет очень эстетичный вид.
Для осуществления такой металлообработки берутся тунгстеновые электроды (сечение – от 1,6 мм до 5 мм) и специальные присадочные прутки (сечение – от 1,6 до 4 мм).
Для достижения качественного эффекта используется аргон или гелий. Главное, чтобы оба газа были максимальной чистоты. Оксидную пленку разрушает дуга, питающаяся переменным током. Во многом на качество проводимых работ влияют правильно подобранное оборудование и его комплектация.
Для правильной плавки металла необходимо соблюдать угол наклона в 70-80° между поверхностью и электродами, а 90° наклона нужны электроду и присадочной проволоки. Необходимо контролировать, чтобы длина дуги была не больше 1,5-2,5 мм.
При правильной сварке горелка идет за присадочным прутком, а не впереди. Таким образом, гарантируется защита шва. Присадочный пруток работает возвратно-поступательными движениями. Ни в коем случае нельзя использовать поперечные движения.
Чтобы был отвод тепла, применяют стальную или медную подкладку, которые выполняют роль радиатора. Сварочная ванна используется маленьких размеров. Во время сварки сварочный ток и инертный газ должны иметь прямо пропорциональный расход.
Аргон подается на 5 секунд раньше, чем поджигается дуга, и выключается на 7 секунд позже, после того как она потухла.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
- Алюминий текучий металл. В расплавленном состоянии его тяжело контролировать. Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
- Самая большая проблема – высокая окисляемость алюминия. На открытом воздухе, молекулы металла образуют вместе с кислородом плотную оксидную пленку на поверхности. Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
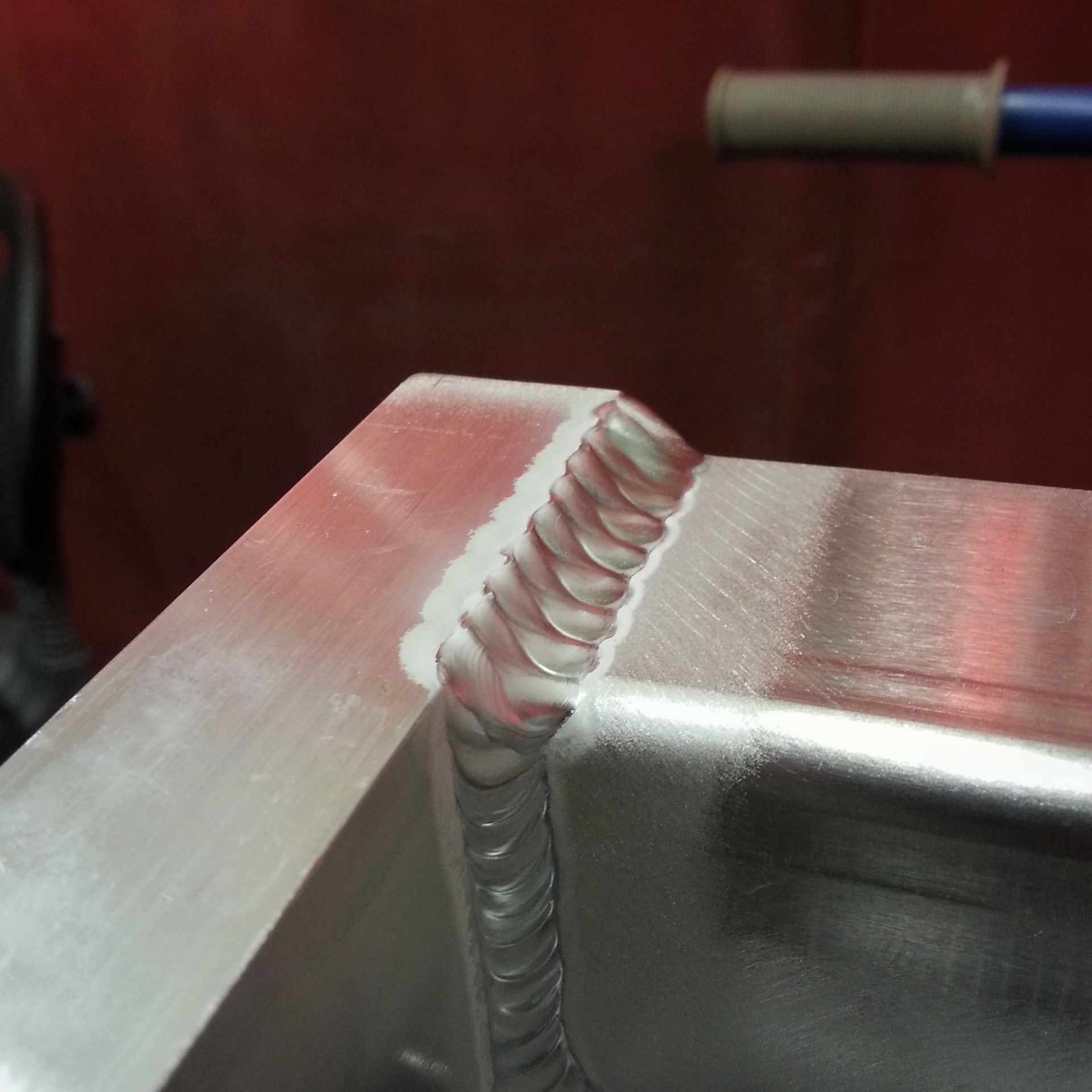
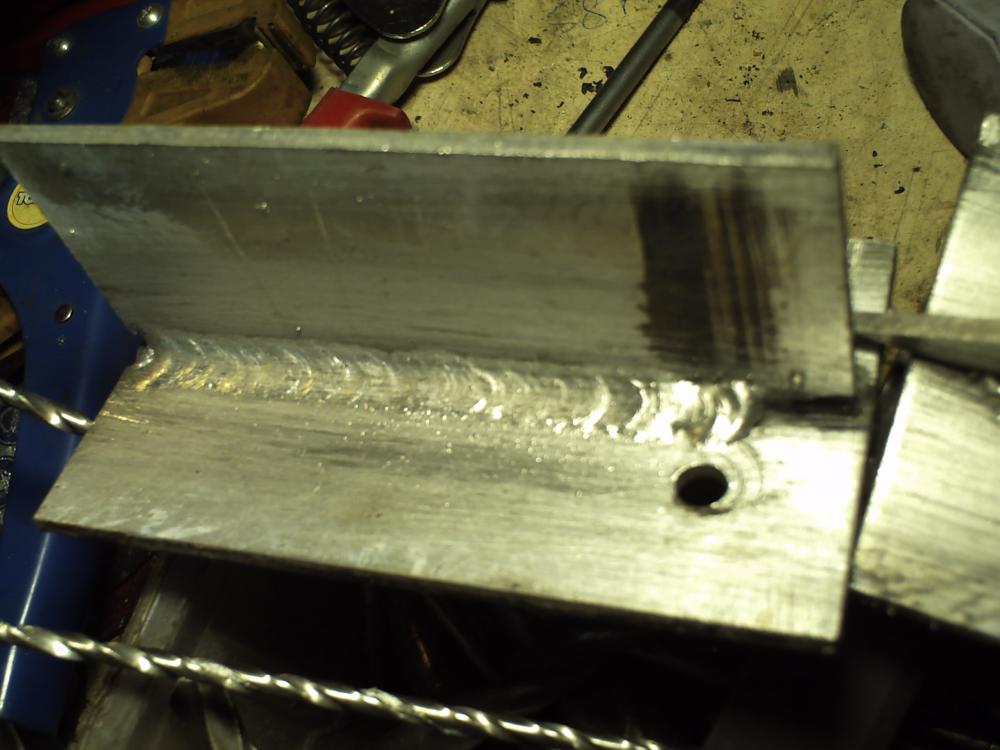
- У алюминия очень высокий коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный.Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С;
- В алюминиевых сплавах содержится водород. При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
- Теплопроводность алюминия почти такая же, как у меди. Термическая энергия от дуги поглощается материалом, и рассеивается в массе. Поэтому сварочный аппарат должен иметь запас по току;
- При застывании расплавленного шва, в его теле образуются так называемые горячие трещины. Это особенность структуры металла – он как бы кристаллизуется, переходя в твердую фазу. Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
- Алюминиевые сплавы отличаются друг от друга свойствами материала. Это необходимо учитывать при подборе сварочного оборудования.
ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо
Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.

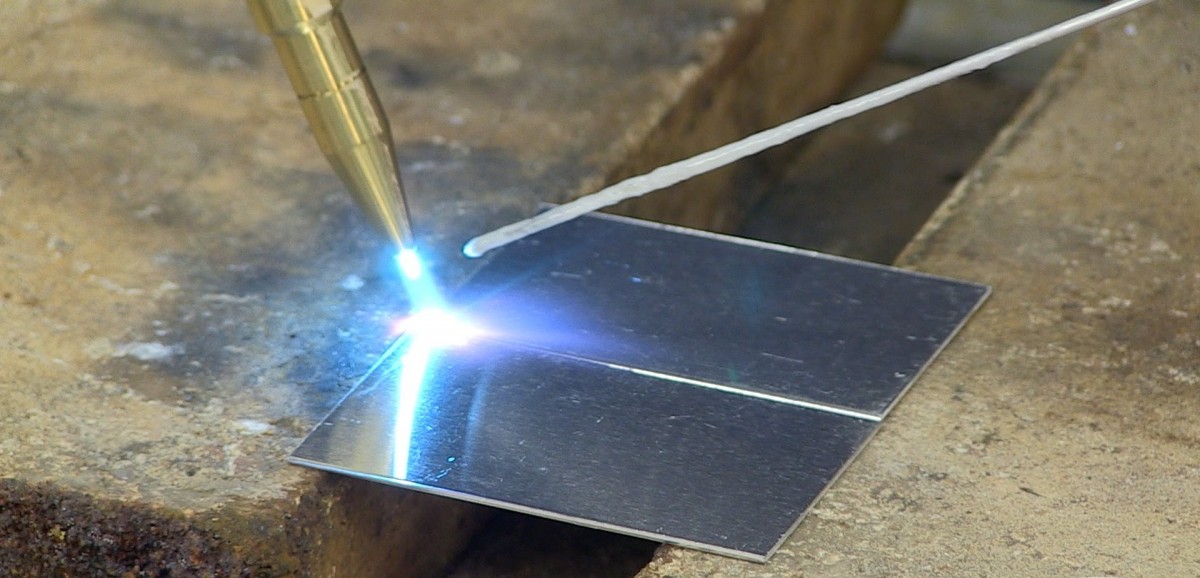
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
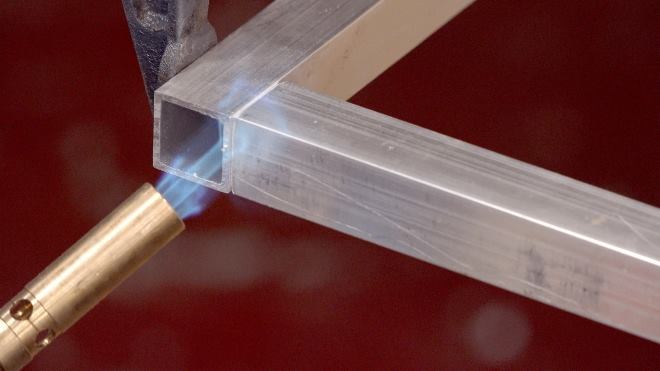
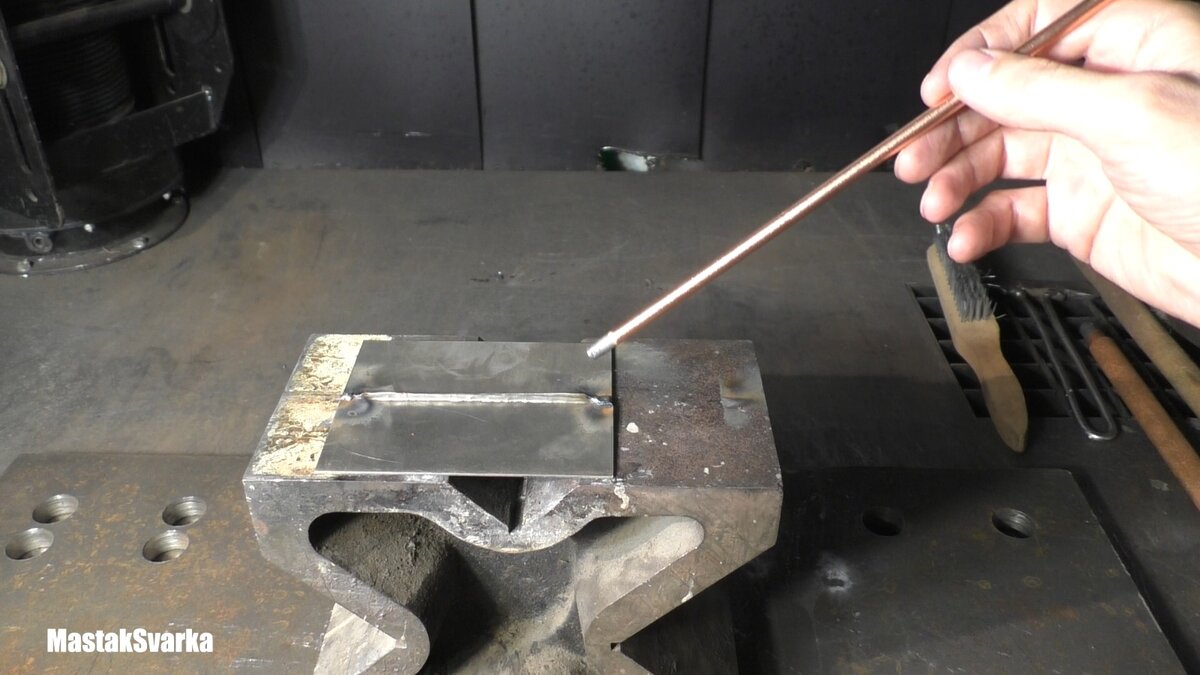
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Технические характеристики
Механические свойства сварочных электродов по алюминию являются одним из главных параметров, по которому подбирают материалы для той или иной процедуры. Крепость полученного шва, пластичность наплавленного металла и прочие важные параметры становятся определяющими. Во многом они зависят от состава, но в целом, в марках преобладает алюминий, так что основные свойства они получают из этого металла. На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
|
Температура испытаний |
Угол загиба |
|
|
+ 20 °С |
63 |
160° |
|
Производительность наплавки (для д. 4 мм), г/мин |
Расход электродов на 1 кг наплавленного металла, кг |
|
11,70 |
2,00 |
Марки электродов для сварки алюминия
ОЗА-1 – применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.








Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.
Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.
Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.
Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков
Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл
Расхождение между толщиной должно составлять максимум 1 мм.
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом
Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
|
Толщина основного металла, мм |
Величина сварочного тока, А |
Скорость проведения сварки, м/час |
|
0,6 |
70 |
73 |
|
1,3 |
125 |
153 |
|
1,6 |
130 |
73 |
|
2,3 |
235 |
73 |
|
3 |
315 |
73 |
Производители
Данный тип наплавочных материалов производят многие компании, но все они придерживаются заданных стандартов, в особенности, когда речь идет об одной марке:
- Kobatek;
- UTP;
- ESAB;
- Castolin;
- Lincoln Electric.
Как варить алюминий инвертором без аргона. Соединение алюминиевых проводов
В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Как варить алюминий инвертором без аргона
Сначала приобретаются специальные электроды по алюминию для электродуговой сварки. В этой статье, вы можете познакомится с плавящимися стержнями для соединения алюминиевых сплавов.
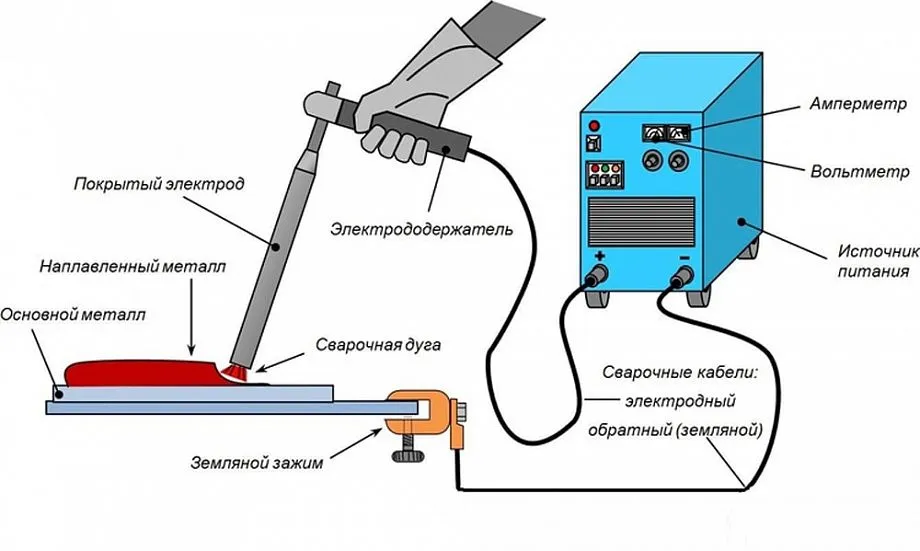
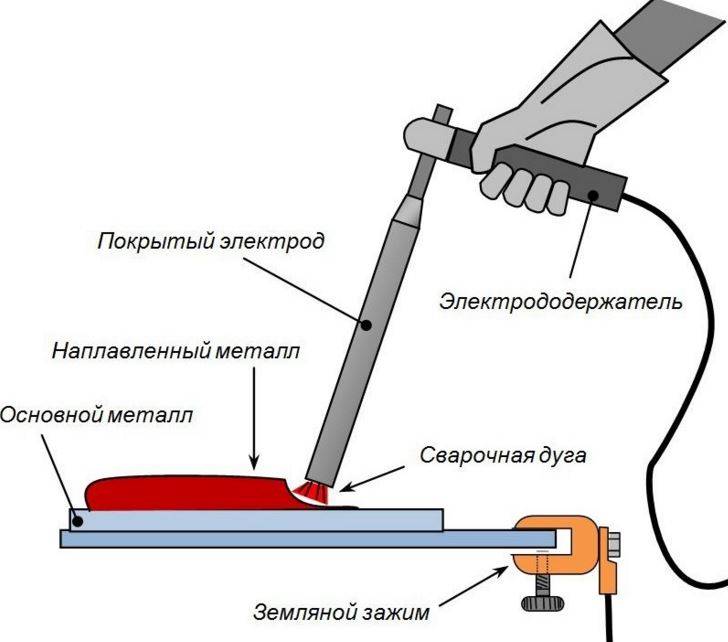
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.
Учтите: электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
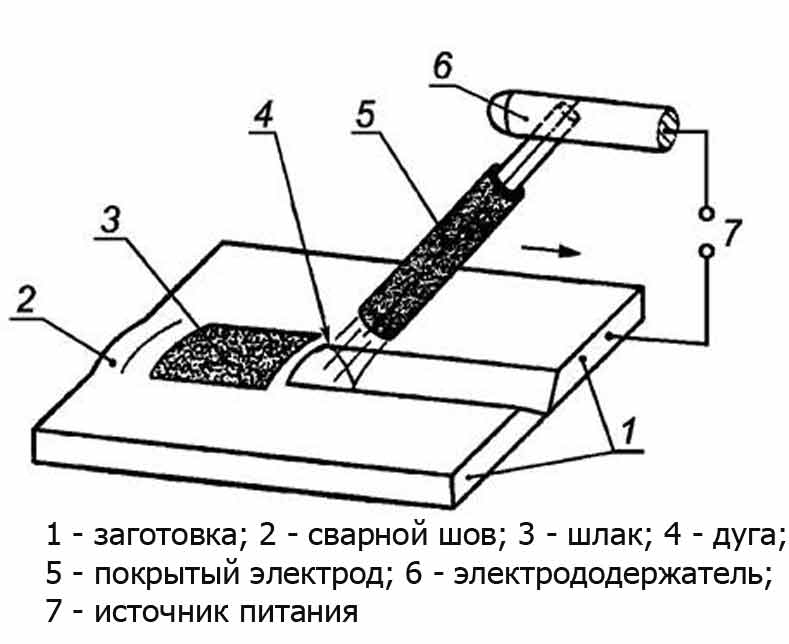
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.





Видео:
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.
Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
В этой статье рассказывается, как научиться сварке алюминия с помощью аргона.
Видео:
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:
P.S. Технология не сложная, на практике вы освоите процесс быстро.
Выбор электрода по диаметру сердечника
Важнейшей характеристикой электрода является диаметр — его следует подобрать в зависимости от толщины свариваемых листов. Он напрямую связан с требуемой величиной расходуемого инвертором тока. Чем толще глубина провара, тем более массивный нужен сердечник и выше устанавливается сила тока. В таблице ниже приведена взаимосвязь между диаметром электрода, толщиной металла и рекомендуемой силой тока для сваривания.

Самые ходовые размеры – это 3 и 4 мм. При прокладке толстостенных трубопроводов и монтаже крупных металлических сооружений применяют расходный материал 5 и более миллиметров. Для сварки тонкого металла лучше выбрать миниатюрную проволоку.
Сварка алюминия при помощи электродов
Купить электроды для сварки алюминия необходимо каждому мастеру, который выполняет всевозможные сварочные работы. Они позволяют разрушить прочную оксидную пленку, которая покрывает изделия, поэтому соединение деталей происходит достаточно легко и быстро. Несмотря на то, что процесс не требует особых усилий и финансовых затрат, чаще всего применяют сварку алюминия электродами (особенно в домашних условиях).
Какие электроды для алюминия используют и от чего зависит тип?
Производители предлагают графитовые, угольные, вольфрамовые стержни. Выбор марки электрода для алюминия, его вида зависит от оснащения и назначения. Выделяют следующие варианты использования:
- Электродуговая автоматическая. Чаще применяется при соединении конструкций толщиной от 4 мм плавящимися прутьями с флюсом.
- Электродуговая ручная. Это – метод отбортовки тонких элементов. Применяются прутья из металла, угля, а также с флюсовым покрытием.
- Дуговая сварка в защитных газах (гелии, аргоне). Подходит для очень тонких изделий. Специалисты выбирают стержни из карбида вольфрама.
- Для плазменной обработки подходят вольфрамовые провода с сечением от 0,8 до 1,5 мм.
После определения подходящего вида стержня следует этап подготовки материала.
Подготовка сварочных работ по алюминию
Чтобы процедура сплава была успешной, а шов крепким, нужно правильно подойти к обработке элемента. В первую очередь, необходимо очистить и обезжирить поверхность от механических загрязнений. Далее следует профилирование всех краев, которые будут свариваться. Протереть деталь можно растворителем или замочить в щелочи. Ванну из щелочи нагревают до 65 градусов и выдерживают там деталь до 5 минут.
Далее следует удалить оксидную пленку. Для этого применяют щетки с металлическими щетинами толщиной не более 0,1 мм. На завершающем этапе поверхность снова протирается растворителем.
Как правильно варить электродами по алюминию?
После того как были проведены все подготовительные этапы, можно приступать к самой пайке. Технологически этот вид металла тяжелее всего поддается сплаву из-за его химических свойств. Именно их учитывают, чтобы получить максимальный эффект от процесса, для которого чаще всего выбирают инвертор.
Чтобы получить стабильную дугу, а также качественный шов, стержень следует прогреть при температуре 200 градусов в течение 120 минут. При варке используют источник постоянного тока с обратной связью. Величина тока на 1 мм детали составляет 25-30 А.
Во время электросварки алюминия электродом заготовку нагревают до 250-400 градусов Цельсия. Выбираемый показатель температуры зависит от параметров обрабатываемого компонента. Подогрев и постепенное охлаждение исключают появление кристаллизационных трещин.
Особенности процесса
Сварка, даже в домашних условиях, должна происходить при соблюдении техники безопасности.
Очень важно, например, провести изоляцию проводов перед началом работ, чтобы избежать риска удара током. Защититься от тока вам также помогут сапоги из резины – можно надеть их перед началом процесса
Защититься от тока вам также помогут сапоги из резины – можно надеть их перед началом процесса.
Чтобы защитить себя от ожогов, вам понадобятся специальные перчатки и маска, предназначенные для сварки. Цена на защитное оборудование не так уж высока, и проводить без него работу запрещается.
Во время работы рядом нужно держать огнетушитель или хотя бы емкость с водой, чтобы быстро нейтрализовать непредвиденную ситуацию.
Лучше всего заниматься работой с алюминием на открытом воздухе, но, если это невозможно, то перед ее началом, помещение, где будет происходить работа с инвертором, обязательно нужно проветрить.
Это нужно, поскольку в процессе работы в воздухе будут образовываться газовые соединения, опасные для человека.
Уникальные свойства сплавов алюминия обуславливают особенности процесса работы с ним.
Например, алюминий можно расплавить при низкой температуре, плюс он имеет высокую теплопроводность (в среднем в три раза выше, чем другие металлы).
Видео:
Алюминий используется практически во всех сферах жизни, поскольку является очень удобным для обработки металлом, однако в процессе его сварки своими руками у вас могут возникнуть некоторые сложности, связанные с повышенной окисляемостью материала.
На поверхности алюминия в процессе работы образуется пленка, расплавить которую можно только при очень высокой температуре, намного превышающей допустимую при работе с этим видом материала.
При этом обработка сплавов алюминия флюсующими материалами невозможна, поскольку этот материал не имеет нужных химических свойств.
Поэтому самостоятельная варка алюминия производится с помощью газовой горелки, либо методом дуговой сварки. Перед началом работы нужно тщательно очистить поверхность.
Использовать для этого можно шабровку, соду или бензин. После обработки сплавов, металлическую поверхность нужно промыть чистой водой. Очистка поможет защитить алюминий от коррозии.
Флюс предназначен для растворения окиси, которая образуется на поверхности алюминия в процессе работы. Купить его можно в строительном магазине, цена на него невысока.
При этом окись растворяется при той температуре, которая оптимальна для обработки этого вида металла.
Лучше всего приобретать растворители, в состав которых входит хлористый или фтористый литий – этот щелочной металл наиболее эффективно справляется с растворением окиси.
Важно также правильно выбрать присадочный материал, и узнать, какова его цена, прежде чем начинать работу. Его используют для того, чтобы алюминий правильно затвердел и после усадки на его поверхности появились прочные швы
При этом поверхность материала останется гладкой
Его используют для того, чтобы алюминий правильно затвердел и после усадки на его поверхности появились прочные швы. При этом поверхность материала останется гладкой.
![Сварка алюминия электродом дома [как выбрать, инструкция]](https://takorest.ru/wp-content/uploads/5/3/3/533272b303a26cb1b9eb6e5a6d05b8da.jpeg)






При способе дуговой сварки, выбор горелки очень важен.
Видео:
Лучше всего проконсультироваться перед покупкой со знающим человеком, но ориентироваться можно на значение, на 1 показатель ниже необходимого для работы со сталью, с низким содержанием углерода такого же размера, а цена в этом случае не так важна.
Дуговая сварка требует подачи специального защитного газа в рабочую область.
Из-за смешения кислорода с азотом, металл может деформироваться: стать хрупким или приобрести пористую структуру.
Так происходит и в случаях контакта с графитовым электродом, дугой или самим алюминием.
Газ является необходимым не только в работе с алюминием, но и другими металлическими соединениями и металлами.
Часто в качестве дополнительного используется инертный газ: он не только защищает поверхность, но и удаляет шлаки, остатки металла и другие элементы, появляющиеся в процессе работ.
При выборе газа следует ориентироваться, прежде всего, на тип металла, с которым вы будете работать, в данном случае алюминий.
Лучше всего остановиться на аргоне и гелии – это наиболее используемые в сварке цветных металлов инертные газы, и такое сочетание прекрасно подходит для сварки алюминия.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.

Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Выполнение сварки

Для качественного соединения деталей необходимо выполнить предварительную зачистку их поверхности от всевозможных загрязнений и оксидов, подготовить стыки. Дома этому будут способствовать различные растворители, на производстве — щелочные ванны.
Щелочную ванну можно приготовить самостоятельно, для этого понадобится:
- вода — 1 л;
- кальцинированная сода — 50 г;
- технический трехзамещенный фосфорнокислый натрий — 50 г;
- силикатный клей — 30 г.
Для улучшения очистки, щелочную жидкость необходимо подогреть до температуры 65°. После извлечения алюминиевой заготовки из ванны, нужно очистить предназначенные для соединения торцы специально предназначенной для этого металлической щеткой, с тонкой щетиной либо напильником.
Ручной труд вполне заменит шлифовальная машина. После очистки, элементы следует еще раз очистить растворителем.
Операция сварки предполагает использование постоянного тока обратной полярности, с величиной до 30 A на каждый миллиметр диаметра сварочного стержня. Повысит качество соединения, предварительный разогрев деталей до 300-400°.
Величина нагрева прямо пропорциональна толщине соединяемых конструкций. Однако если обработке подлежат крупногабаритные детали, нагреваются только предполагаемые для сварки торцы.
Обеспечить получение качественного валика помогут следующие операции:
- шов освобождается от сформировавшейся корки шлака;
- валик поливается горячей водой;
- очищается металлической щеткой.
Предупредить проявление коробления и кристаллизационных дефектов при сварке поможет медленное остывание сварного валика.