
Обращение в бытовых условиях
Сегодня газовая сварка уже не считается сложным вариантом соединения металлов и практикуется в частном хозяйстве многими пользователями. Нужно помнить, что при организации подобного вида работ в домашних условиях надо неукоснительно выполнять особые требования безопасности.
Прежде всего, проверяется герметичность каналов подвода рабочих газов, затем визуально осматривается горелка — особое внимание обращают на состояние наконечника. Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием
Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Газовые баллоны нельзя переносить вручную, а следует перевозить на специальной тележке с мягким ходом (на надувных колесах), хранить емкости надо в железном ящике, снабженным надежным запором, чтобы исключить доступ посторонних, особенно любопытных детей младшего возраста. Нельзя проводить работы с аналогичным оборудованием рядом с легко воспламеняющимися и горючими веществами.
Техническое обслуживание
Все горелки для сварочного полуавтомата требуют регулярного визуального осмотра и профилактических работ по выявлению недостатков, например, сопло подвергается воздействию брызг расплавленного металла, которые нужно удалять постоянно после окончания сварки. Делают это механическим способом, в результате чего остаются микротрещины, срок службы у детали не более 6 месяцев. Все контактные элементы работают в режиме КРЗ, поэтому иногда частично выгорают, а это приводит к понижению основных характеристик, поэтому требуется периодическая зачистка, а при выгорании — полная замена. Назначенный срок эксплуатации составляет не более 200 часов непрерывной эксплуатации, поэтому запасные контакты идут в комплекте с новым изделием.
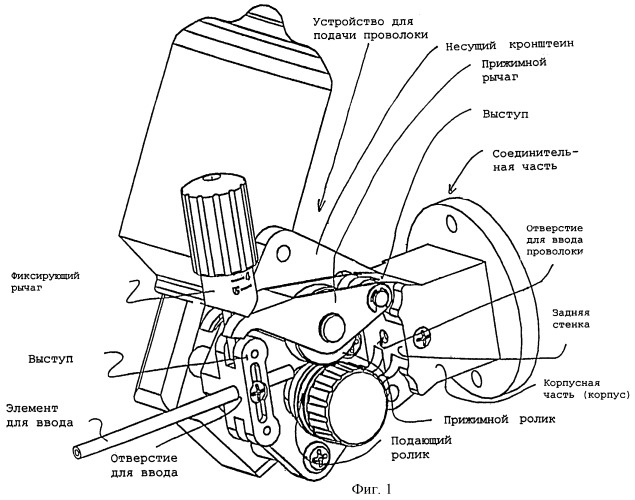
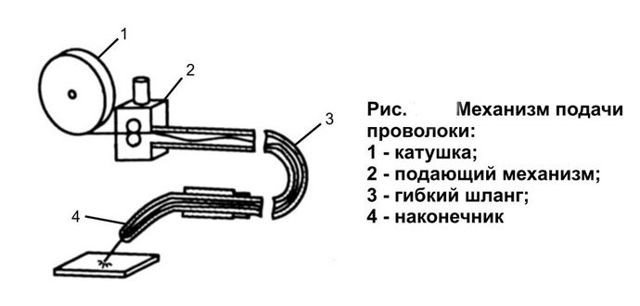
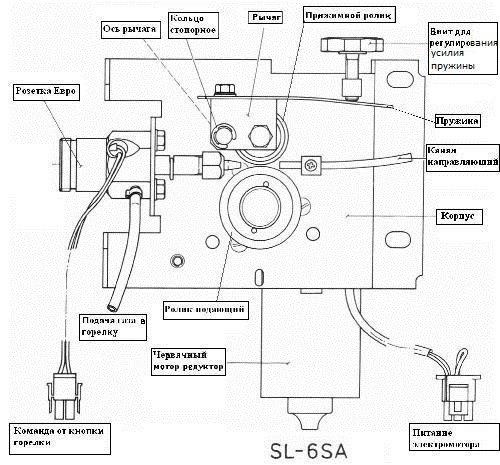
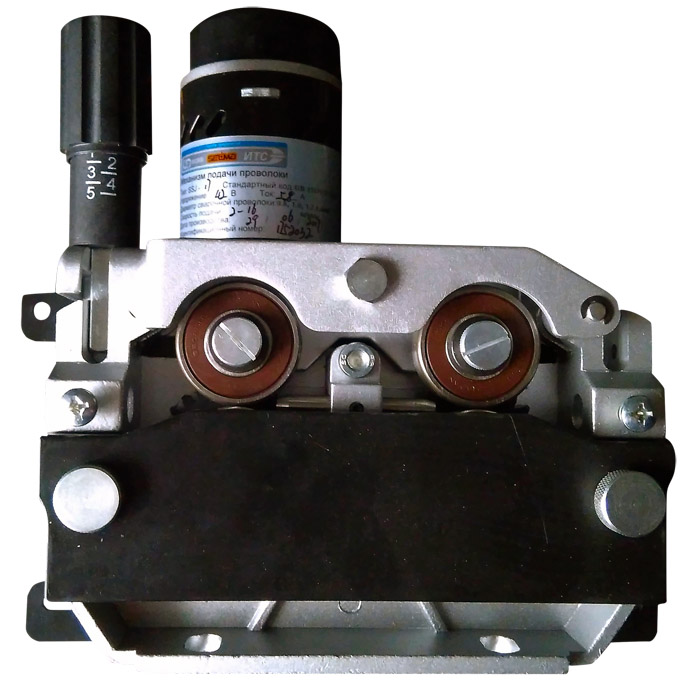
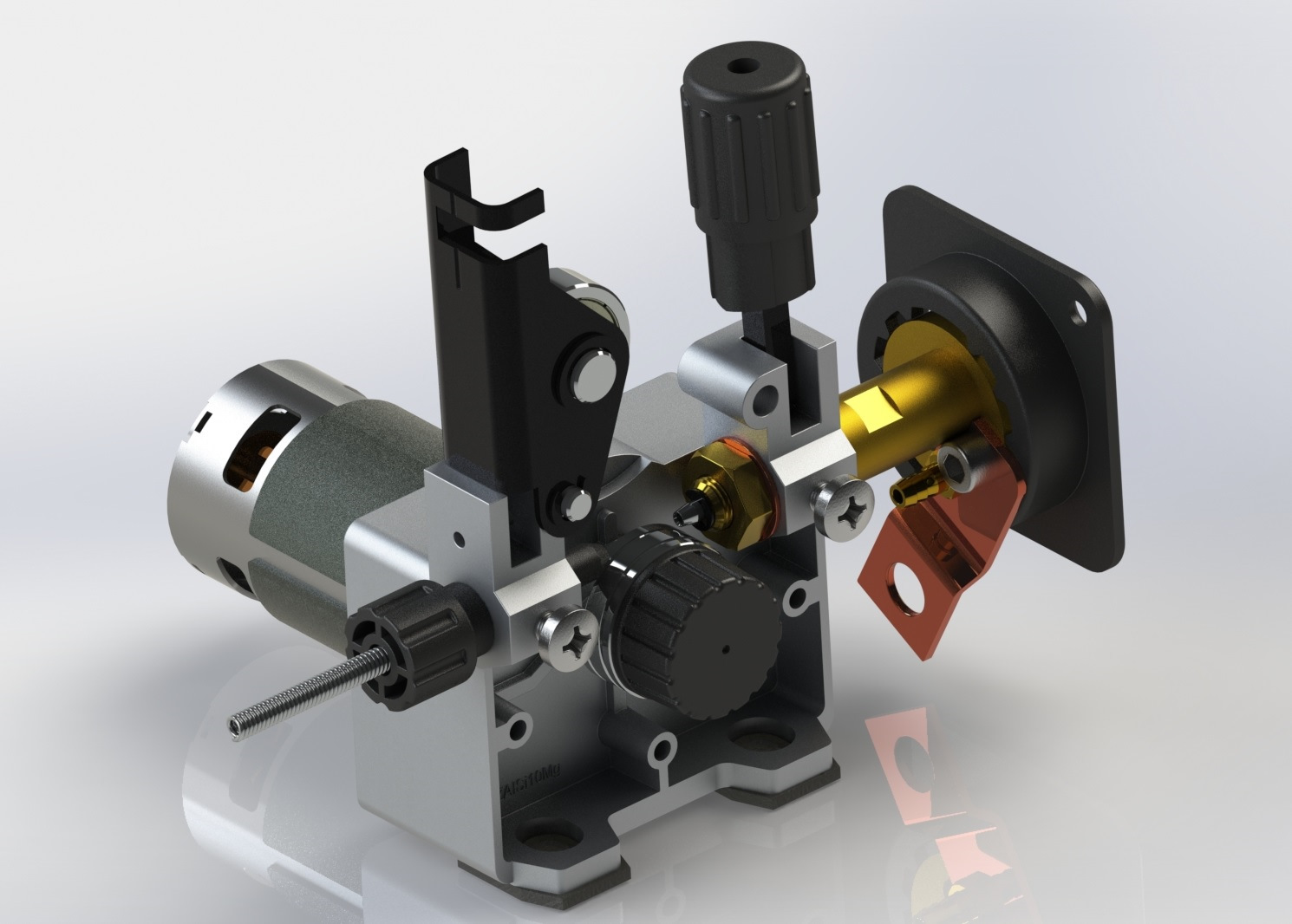
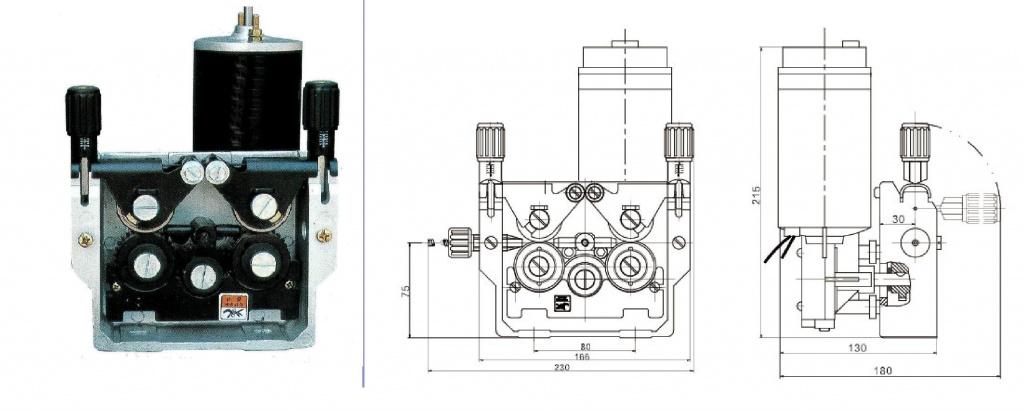
Устройство механизма подачи проволоки
Все подающие устройства можно разделить на три группы по способу протяжки проволоки:
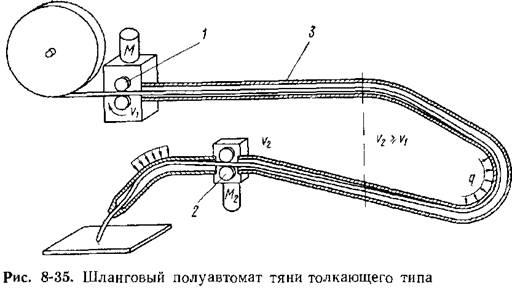
- Самый распространенный — толкающий механизм подачи сварочной проволоки. Его преимущество заключается в том, что он располагается на корпусе сварочной установки или отдельно. Благодаря этому не происходит утяжеление горелки и снижается нагрузка на сварщика.
- Тянущий механизм размещен непосредственно в рабочей горелке и осуществляет вытяжку проволоки на себя. Отличается меньшей производительностью.
- Комбинированная схема встречается еще реже, она оснащается и тянущим, и толкающим приводом.
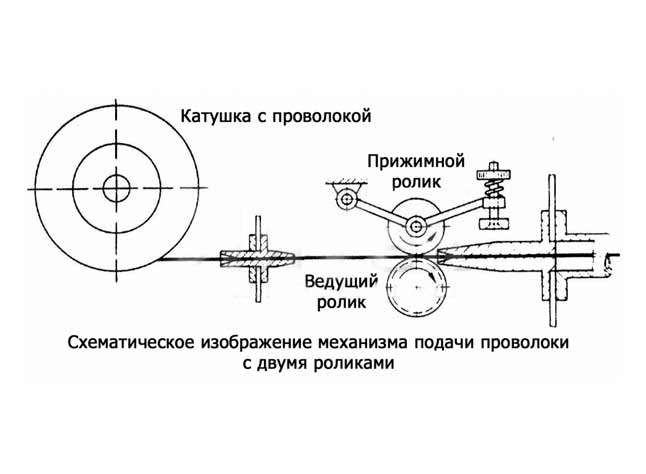
В зависимости от диаметра проволоки применяют 2-х и 4-х роликовые схемы. Первая состоит из ведущего и прижимного ролика и используется для проволоки небольшого диаметра (1-1,2 мм). Для работы с более толстым расходным материалом, в том числе и с порошковыми проволоками, используют схему с четырьмя роликами (2 ведущих и 2 прижимных). Такое оборудование позволяет осуществлять более стабильную подачу проволоки в зону сварки даже при значительном удалении механизма от горелки.
Благодаря прижатию проволоки между роликами и осуществляется ее продвижение.
Диаметр проволоки должен быть меньшим диаметра канала, в противном случае получить стабильную скорость подачи проволоки невозможно.
На практике применяют передвижные и стационарные установки подачи проволоки. Для бытовой эксплуатации (частные мастерские) целесообразно приобретать именно передвижные (переносные) устройства, которые отличаются небольшим весом, минимальными габаритами.
Современные установки для подачи проволоки
То время, когда механизм подачи проволоки для полуавтомата позволял только отрегулировать скорость (и то, приблизительно) за счет механизма редуктора, ушло безвозвратно. На сегодняшний день механизм такого назначения — сложное электронное устройство, позволяющее существенно упростить процесс сварки.
Управление механизмом осуществляется с пульта, совмещенного с горелкой. Большинство современных устройств могут работать в 2-х или 4-хтактном режиме. В первом случае подача проволоки начинается в момент нажатия на кнопку и заканчивается при ее отпускании. Во втором включение осуществляется кратковременном нажатии на кнопку, при необходимости отключения нужно нажать на клавишу повторно.
Практически все устройства могут работать в режиме продолжительной подачи и в режиме сварки короткими стежками.
Электронные системы управления обеспечивают и другие необходимые функции, которые и отличают за современный механизм для подачи проволоки, как импортного, так и отечественного производства:
- Стабилизация скорости подачи проволоки.
- Возможность плавной регулировки скорости.
- Многие модели имеют функцию памяти, которая позволяет запомнить до 10 программ применяемых сварочных режимов.
- Доставку проволоки в горелку существенно упрощает функция холодной протяжки (работает в период прохождения проволоки через рукав).
- Долговечность оборудования обеспечивает функция продувки газом до начала выполнения сварочных работ и после их завершения.
- В некоторых моделях существует возможность регулировки времени отжига сварочной проволоки.
Современные устройства комплектуются информативными дисплеями и индикаторами, благодаря которым достаточно удобно контролировать и текущие параметры работы установки, заданные настройки и программы. Агрегаты достаточно просты в управлении, разобраться в устройстве можно даже на интуитивном уровне.
Конечно, многие умельцы, пытаясь сэкономить, монтируют механизмы для протяжки проволоки самостоятельно. Но такие агрегаты не могут сравниваться с современными установками заводского, особенно импортного производства
Поэтому, если вам требуется действительно профессиональное оборудование, обратите внимание именно на такие модели
https://youtube.com/watch?v=HgXgeg7tYZQ
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Сварочный полуавтомат — принцип работы
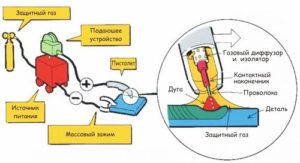
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.

Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.


Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
Инвертор
При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
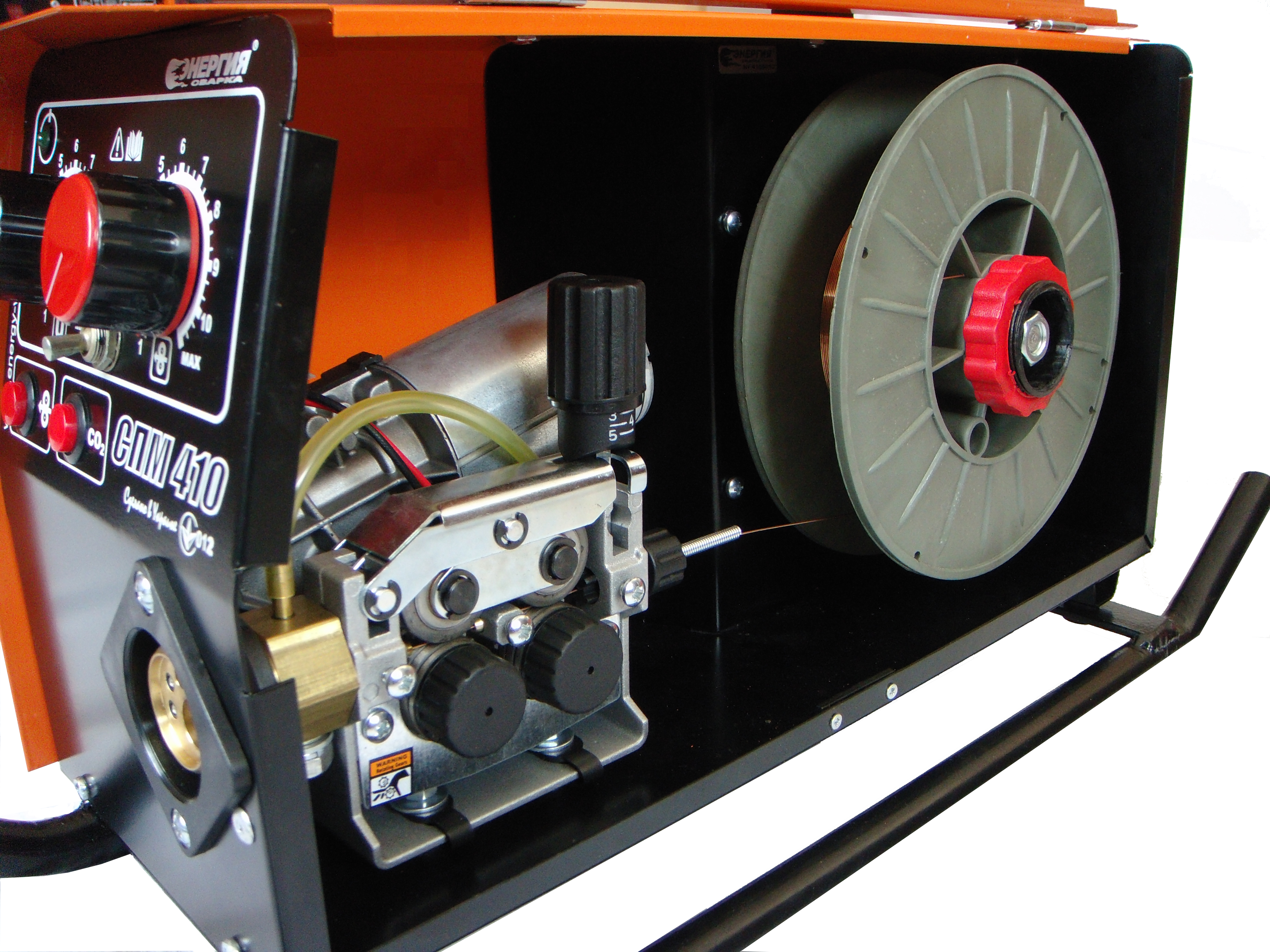
Механизм подачи проволоки для полуавтомата
Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
Горелка
Это комплектующее отвечает за плавление присадочной проволоки.
Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений
Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться
Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Популярные модели
Компания Lincoln Electric выпускает целую линейку двух- и четырех- роликовых механизмов, подающих сварочную проволоку. Не стоит забывать и про другие торговые марки.
LF-37, 38
 Модели LF-37, LF-38 разработаны для использования в условиях высокой влажности и запыленности. Они работают на катушках 300 мм (15кг), а также могут использовать катушки 200 мм (5кг).
Модели LF-37, LF-38 разработаны для использования в условиях высокой влажности и запыленности. Они работают на катушках 300 мм (15кг), а также могут использовать катушки 200 мм (5кг).
В качестве проволоки может применяться сплошная или порошковая. Имеется датчик потока газа, который полезен при работе с длинными кабелями. Все настройки интуитивно понятные, после нажатия кнопки «выбор» видны режимы 2/4 такта, можно регулировать предварительную протяжку до начала работ, предусмотрен горячий и мягкий старт (Hot/Soft) и заварка кратера.
Можно выбрать язык отображения информации на экране. Механизм LF38 имеет набор программ и блок памяти, обеспечивающий запись 10 режимов заданных параметров.
Аппарат имеет малые габариты, большие индикаторы, отображающие параметры в процессе сварки. Имеются соединительные кабели для жидкостного охлаждения. Может работать с проволокой диаметром от 0,6 мм до 1,6 мм. Производитель дает 3 года гарантии.
MSF 57
 Одним из лучших устройств подачи проволоки для сварочных работ является MSF 57 фирмы Kemppi.
Одним из лучших устройств подачи проволоки для сварочных работ является MSF 57 фирмы Kemppi.
Устройство MSF 57 имеет четыре ролика. Применяется проволочная кассета диаметром 300 мм. Качество этого механизма подачи находится на высоком уровне. Это, пожалуй, самый надежный и удобный механизм на рынке по откликам пользователей.
Модель MSF 57 мощность 100 Вт питается от 50 В. Сварочная проволока может подаваться в ней со скоростью от 0 до 25 м в минуту.
Механизм может работать с нержавеющей проволокой диаметром от 0,6 мм до 1,6 мм, с порошковой от 0,8 мм до 2,0 мм, с алюминиевой от 1,0 мм до 2,4 мм.
Форсаж МПЦ02
Хорошо себя зарекомендовал механизм подачи проволоки «Форсаж МПЦ02» от российского производителя. Он имеет цифровое управление параметрами, регулирует скорость подачи проволоки в диапазоне 2-20 м/мин.
Устройство имеет сменные ролики, что позволяет быстро перенастраиваться на различные диаметры, работает с катушками до 300 мм. В механизме предусмотрена регулировка времени продувки газа перед сваркой от 0 до 0,5 с, после сварки от 0 до 10 с. Мощность редуктора составляет 120 Вт.
Некоторые умельцы из сварочного инвертора делают полуавтоматы, добавляя отдельный блок подачи проволоки. Но по большей части они представляют собой нерегулируемые подающие механизмы по своим характеристикам значительно уступающие промышленным образцам.
При изготовлении полного аналога какой-нибудь модели стоимость комплектующих будет значительно выше готового аппарата.
Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
Принцип работы
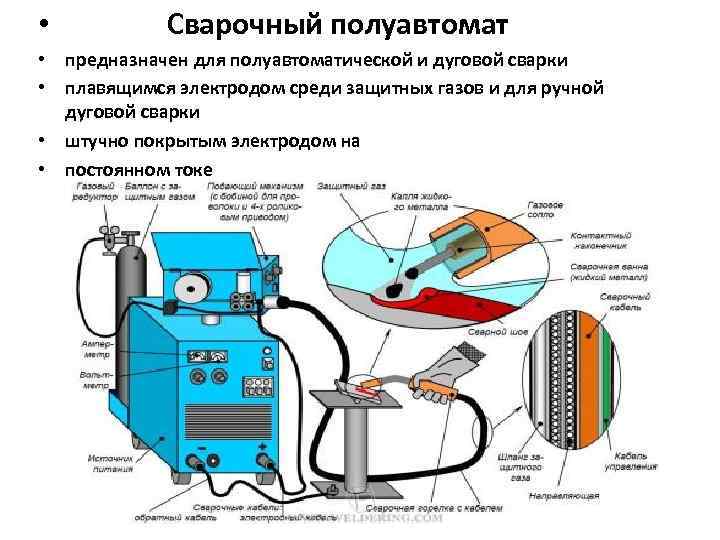
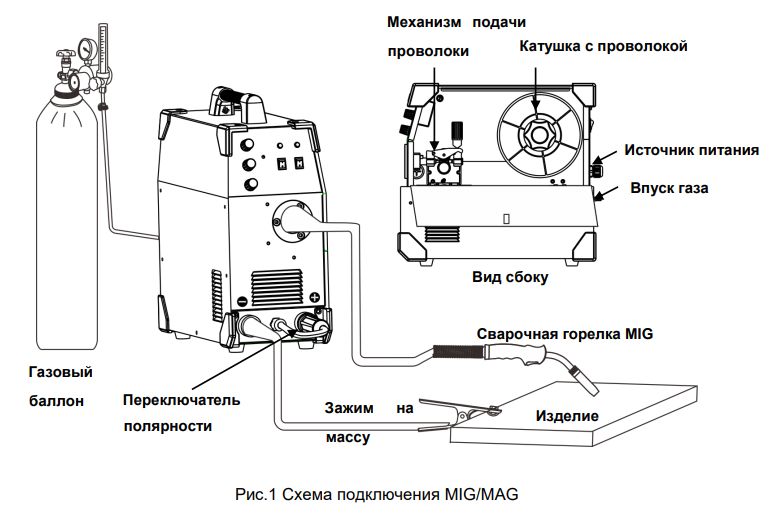
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.


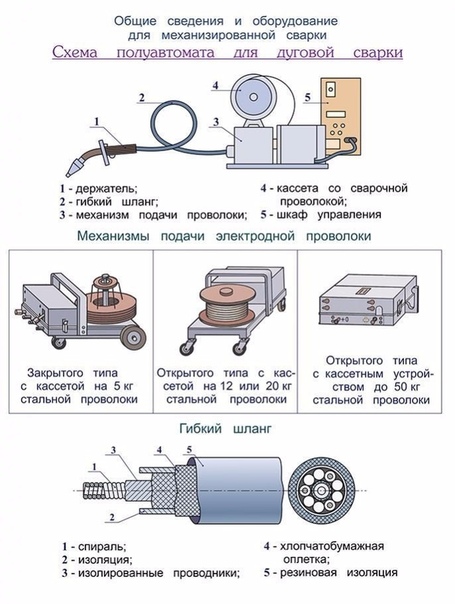
Основными узлами являются:
-
Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.
Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.
- Газ защищает зону плавления.
- Происходит сваривание металлических частей.
Полуавтомат своими руками
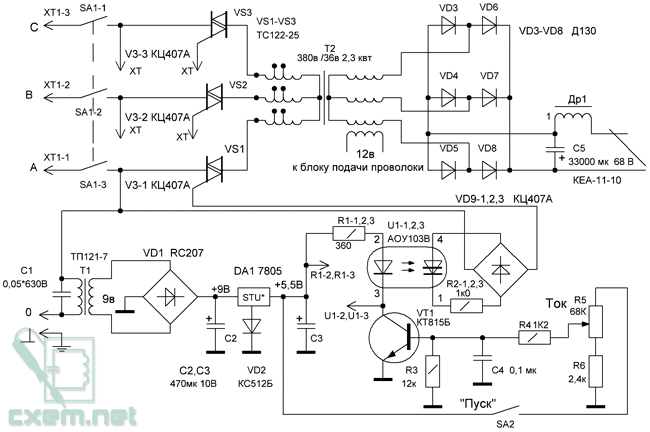
Ниже есть видео о том, как сделать сварочный полуавтомат своими руками. Автор приводит довольно подробное описание своего самодельного полуавтомата на базе инвертора для ММА-сварки. Основа такого самодельного полуавтомата — это сварочный инвертор для ручной дуговой сварки. Подающий механизм автор собрал буквально из подручным материалов. При этом многие компоненты можно купить недорого в интернете и не заморачиваться с самостоятельным изготовлением. Тот же сварочный рукав для полуавтомата своими руками делать нецелесообразно, гораздо проще заказать его по невысокой цене.
Ниже схема полуавтоматической сварки и схема управления сварочным полуавтоматом.
Регулировка индуктивности на сварочном полуавтомате
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы.
Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата.
Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Перед настройкой
Регулировка силы тока, вольтажа, скорости подачи проволоки и других параметров производится непосредственно перед сваркой, в процессе работ сварщик производит дополнительные корректировки работы. Однако есть ряд требований и настроек, которые нужно выполнить до начала работ, это
- подготовка сварочного аппарата;
- а также условия выполняемых работ.
Так, устройство должно быть подключено к системе подачи защитного газа (углекислота, аргон или смеси газов). В обязательном порядке нужно убедиться в наличии достаточного количества сварочной проволоки в барабане, а при необходимости заправить новую и протянуть ее до рабочей рукояти.
Чтобы правильно выставить первичные параметры сварки нужно знать:
Зная эти параметры и отталкиваясь от рекомендуемых значений можно выставить рекомендуемые параметры сварки, а затем, основываясь на собственных ощущениях и качестве работ, производить корректировки.
Настройки аппарата
Когда все готово, можно приступать к непосредственным настройкам. Несмотря на то, что опытные сварщики могут устанавливать режимы на собственное усмотрение, мы будем отталкиваться от рекомендованных параметров.
Значения, представленные в таблице ниже, усредненные и в каждом отдельном случае, для лучшего качества работ, стоит произвести небольшую подстройку. Как это сделать, для чего нужен тот или иной параметр рассмотрим далее.
Таблица ориентировочных режимов сварки для углеродистых сталей
Скорость подачи газа
Данный параметр хоть и не относится к настройке сварочного полуавтомата, играет важную роль в процессе сваривания. Газобаллонное оборудование современного образца комплектуется удобными редукторами, где указан расход в литрах. Просто установите значение на 6 – 16 литров, в зависимости от толщины металла и на этом все.
Вольтаж
Данный параметр условно показывает, сколько тепла мы отдадим на работу в данный момент. Как видно из таблицы, чем толще металл, тем больше Вольтаж, а значит, нагрев и расплавление происходит быстрее и проще.
Сложность с подбором вольтажа возникает тогда, когда мы имеем дело с нестандартным металлом или особой конструкцией сварки.
Если мы говорим о работе с цветными или высоколегированными металлами, то оптимальные значения Вольтажа можно найти в интернете.
Таким образом, данный параметр стоит устанавливать согласно таблице «настройка сварочного полуавтомата» или рекомендации производителя.
Скорость подачи проволоки/Сила тока
Второй параметр настройки любого полуавтомата это — скорость, совмещенная с силой тока. Это связанно с тем, что оба параметра взаимосвязаны и увеличивая скорость подачи, возрастает сила тока. Некоторые продвинутые машины имеют отдельные регулировки тока на полуавтомате, но они относятся к профессиональному уровню.
В более продвинутых моделях скорость подачи проволоки имеет тонкую настройку
Как и ранее для начала устанавливаем рекомендованные значения, однако в процессе работ эту настройку можно и нужно подстраивать под свои нужды.
Заметить несоответствие просто. Если шов ведет, образуются сильные наплавления или сдвиги, то скорость слишком большая. Если же валик «проседает», появляются волнистые углубления или разрывы, то скорость слишком маленькая.
Большинство простейших аппаратов имеют именно две настройки — вольтаж и скорость подачи, совмещенная с силой тока. Умело управляя ими можно в полной мере оценить качество сваривания деталей полуавтоматом.
Преимущества
К основным преимущества методики можно отнести:
- Очень высокое качество соединение, существенно превышающее другие способы соединения металлов;
- Минимальная зависимость от внешних условий и подготовки металла;
- Возможность работы со сложными сплавами и разнородными деталями;
- Проварка может осуществляться на большую глубину, что практически недостижимо для газопламенной сварки;
- Широкое разнообразие моделей инверторов, которые с каждым годом все больше развиваются;
- Удобный инструмент подачи проволоки, помогающий осуществлять беспрерывные швы большой длины.
Недостатки
Здесь имеется ряд недостатков, среди которых:
- Дороговизна оборудования и расходных материалов, которые затрудняют использование для частных целей;
- Работа с газом всегда остается опасной для сварщика и окружающих;
- Процесс подготовки более сложный, чем в ручной дуговой сварке, а также вся конструкция оказывается более громоздкой и менее мобильной;
- Много параметров для выставления правильного режима;
- Многие газы оказываются вредными для здоровья человека.
Режимы сварки
Режим напрямую зависит от того, какой именно металл будет свариваться, и какая его толщина. У каждого из них есть свои особенности, но в среднем можно вывести общие положения, на которые стоит ориентироваться, чтобы получить надежный и качественный шов. Основные режимы сваривания приведены в таблице.




| Толщина, мм | Диаметр проволоки, мм | Величина тока, А | Напряжение, В | Скорость подачи проволоки, м/ч | Расход газа |
| 1,5 | 0,8 | 120 | 19 | 150 | 6 |
| 1,7 | 1 | 150 | 20 | 200 | 7 |
| 2 | 1,2 | 170 | 21 | 250 | 10 |
| 3 | 1,4 | 200 | 22 | 490 | 12 |
| 4-5 | 1,6 | 250 | 25 | 680 | 14 |
| 6 и более | 1,6 | 300 | 30 | 700 | 16 |
Принцип работы и отличительные особенности
Сварка при помощи полуавтоматического инвертора схода по принципу действия с электродуговой, так как она относится к одной из ее разновидностей. Основным температурным источником здесь выступает дуга. Только она образуется между основным металлом заготовки и неплавким вольфрамовым электродом.
Швы после полуавтоматической сварки с среде защитных газов
Для заполнения места соединения металлом используется сварочная проволока. Она подбирается под тот тип металла, с которым ведется работа. Проволока выполняет роль присадочного материала, как в электродуговой делает электрод, но при этом не проводит электричество. С учетом того, что она значительно тоньше обыкновенных электродов, то подается она намного быстрее.
За подачу отвечает специальное механизированное устройство, которое передает проволоку из мотка в сварочную ванну. В зависимости от модели аппарата, оно может иметь несколько скоростей. Данное устройство, которое объединяет в себе также горелку и держак электрода, является главной особенностью такой технологии. Оно не встречается в других аппаратах, но существенно облегчает процесс длительной работы. Правильная настройка режимов подачи дает возможность не отвлекаться на поставку расходного материала.
Используемые защитные газы
Полуавтоматическая сварка без углекислого газа может проводиться, так как существует целый набор различных вариантов. Среди самых популярных:
- Аргон – обеспечивает очень высокий уровень защиты, так как он нейтрален ко многим металлам и средам. Несмотря на высокие показатели качества при сварке им, он оказывается наиболее вредным для организма человека. При этом он не образует взрывчатую смесь с воздухом;
- Гелий – данный газ не столь часто используется. Но также востребован. Они часто участвует в виде одного из компонентов газовых смесей. Бывает чистый и технический газ, каждый из которых применяется для своих целей.
- Водород – является горючим газом. Чаще все используется в специальной водородной сварке. Его содержат в баллонах зеленого цвета под большим давлением.
- Азот – чаще всего применяется при сварке меди. Газ без цвета и запаха, не горючий. Выделяют четыре сорта, которые классифицируются по чистоте содержания.
- Углекислота – не ядовитый газ, который тяжелее воздуха и благодаря этому отлично вытесняет все лишние компоненты атмосферы из сварочной ванны. Это относительно недорогой газ, который применяется для многих стандартных работ при сварке.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
Особенности устройства полуавтоматического сварочника.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
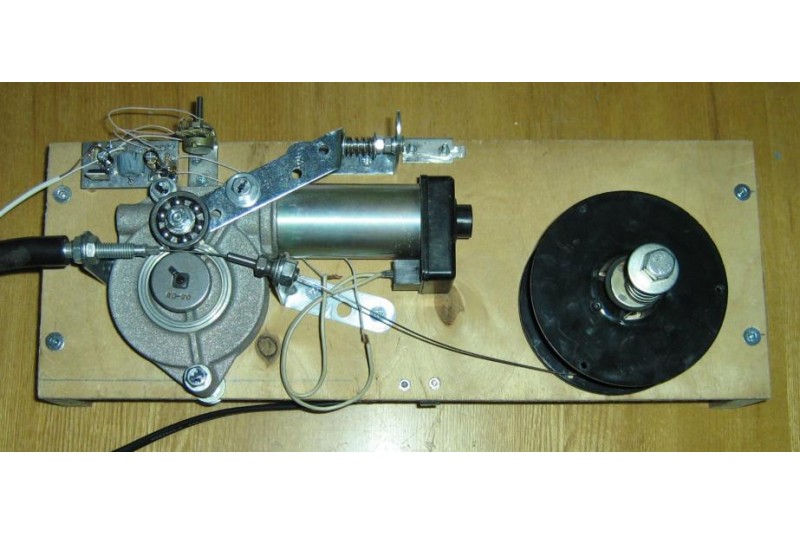
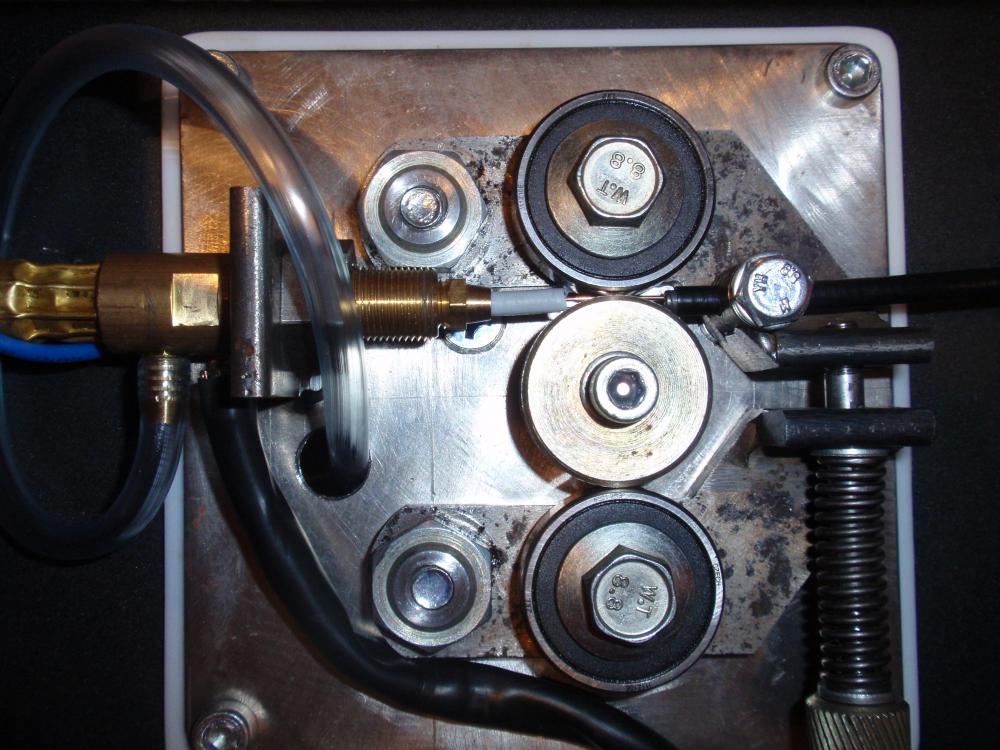
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго.