
Назначение
Угловая струбцина получила весьма широкое распространение. При этом основное предназначение лишь одно – фиксация заготовок относительно друг друга. Среди особенностей отметим следующее:
- При механической обработке нужно проводить надежную фиксацию. В противном случае есть вероятность существенного снижения качества получаемой поверхности.
- Угловой вариант исполнения обеспечивает сильный прижим и надежную фиксацию двух элементов при их склеивании.
Конструкция струбцины может несколько отличаться, все зависит от конкретного случая. При фиксации хрупких материалов предусматривается применение упругой прокладки, которая исключает вероятность повреждения поверхностного слоя.
Приспособления, помогающие сварить детали под углом
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
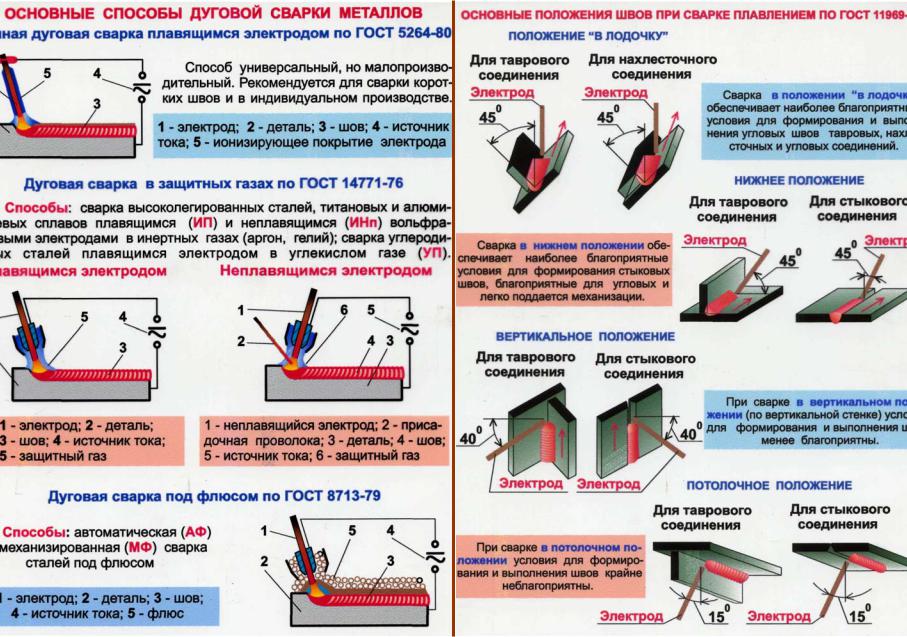
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Процесс изготовления своими руками
Провести создание требуемой конструкции можно при использовании подручных инструментов. Среди особенностей проводимой работы отметим следующие моменты:
- Из приобретенных листов вырезаются прямоугольники шириной 4 см различной длины. После этого подготавливается две прямоугольные пластины. Первые элементы используются для создания основной части корпуса, другие для фиксации подвижной части. Металл предварительно очищается от ржавчины и других загрязняющих веществ.
- К основной струбцине приваривается специальный вспомогательный элемент, изготавливаемые из металлических пластин и уголков.
- Еще один лист из стали приваривается к меньшей стороне. Шайбы подобранного диаметра сваривают в одну болванку.
- Гайки нужно укладывать на ребро. За счет этого подвижный стержень располагается параллельно струбцине.

Изготовление самодельной струбцины
Сварочный шов должен идти снаружи. Подобная конструкция позволяет зафиксировать соединяемые элементы и обеспечить их неподвижность при проведении сварки.
Самодельные приспособления для сварки практически ни в чем не уступает покупным вариантам исполнения. Перед тем как приступить к выполнению работы по сборке прижимного или фиксирующего механизма нужно учесть то, каким образом оно будет использоваться и какими свойствами должно обладать.
Соединения
Сварные соединения разделяются на различные виды.
Виды сварных соединений:
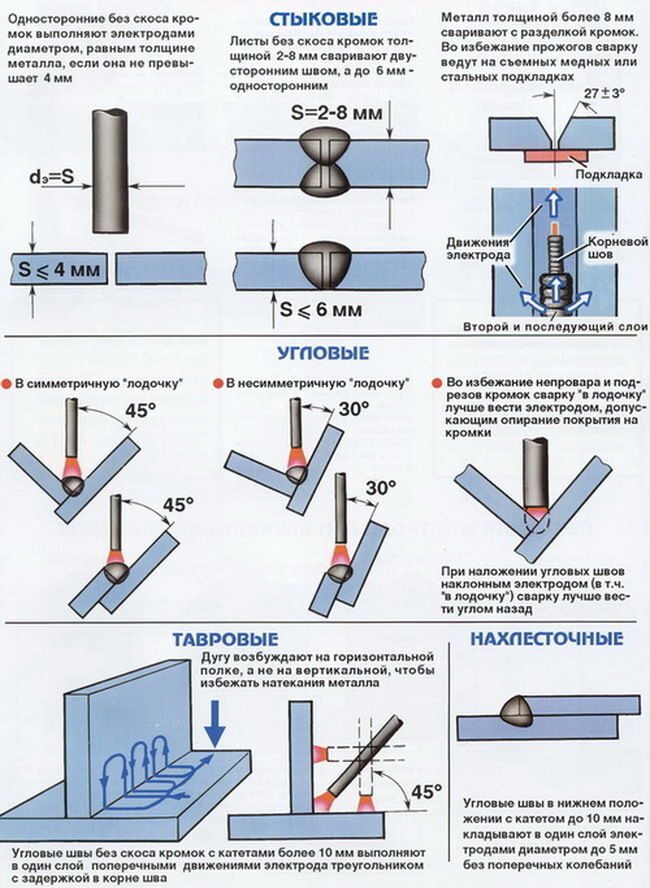
- Стыковые. Детали располагаются в одной и той же плоскости.
- Угловые. Детали, подлежащие соединению, располагают под необходимым углом. Наиболее распространенным является прямой угол.
- Тавровые. Торец одной детали располагают перпендикулярно или под небольшим углом по отношению к основной поверхности второй детали.
- Нахлесточные. Положение деталей в пространстве — параллельное. При этом одна деталь частично налегает на другую.
- Торцевые. Воедино сваривают два торца элементов.
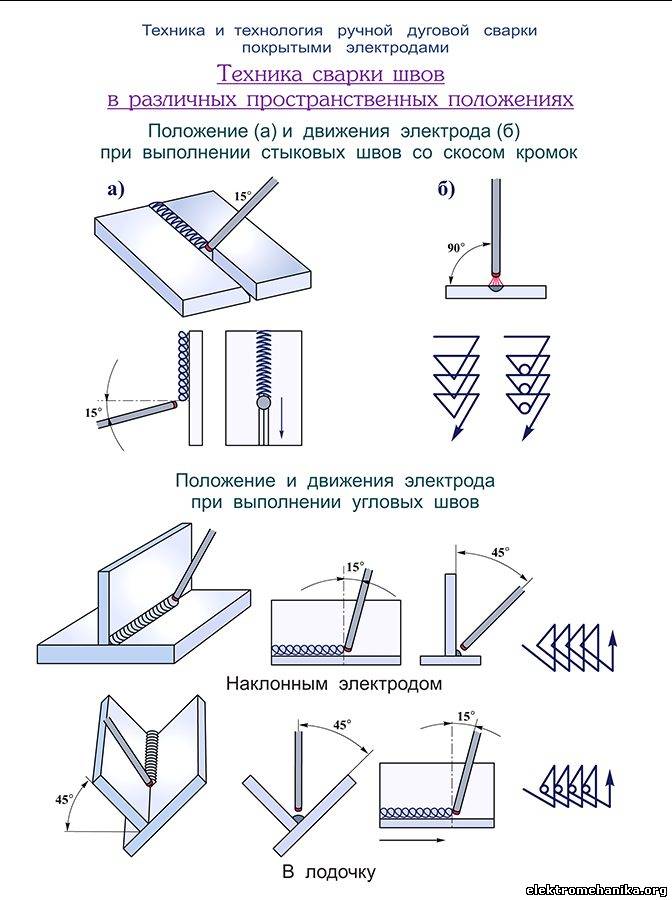
Сварной стыковой шов применяется для сварки трубопроводов, различных труб и металлических листов. Сварке подлежат торцовые поверхности. Сварка встык требует проведение подготовительных работ, которые заключаются в тщательной подгонке торцевых поверхностей друг к другу. Для обеспечения точности может применяться предварительный подварочный шов. Сварку встык можно осуществлять как на весу, так и на подкладке — стальной или медной. При стыковых соединениях возможны различные виды скосов кромок или сварка без них.
К преимуществам такого способа относится уменьшенный расход вспомогательного материала, в частности, электродов. Одинаковая толщина элементов не является обязательным требованием. Но при этом электрод следует направлять к более толстой детали. Это обеспечит ее более сильный нагрев, а тонкую деталь убережет от прожогов.
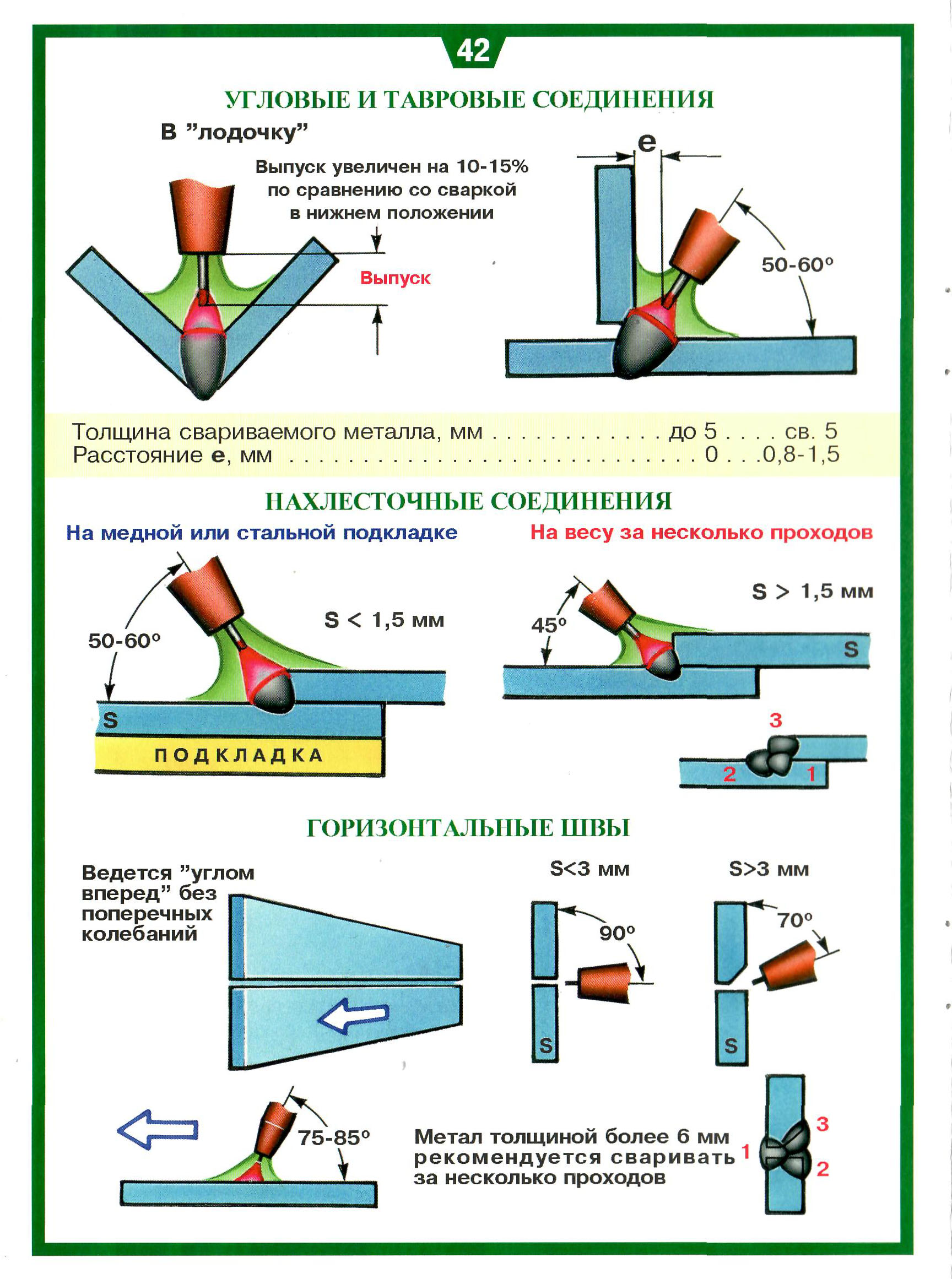
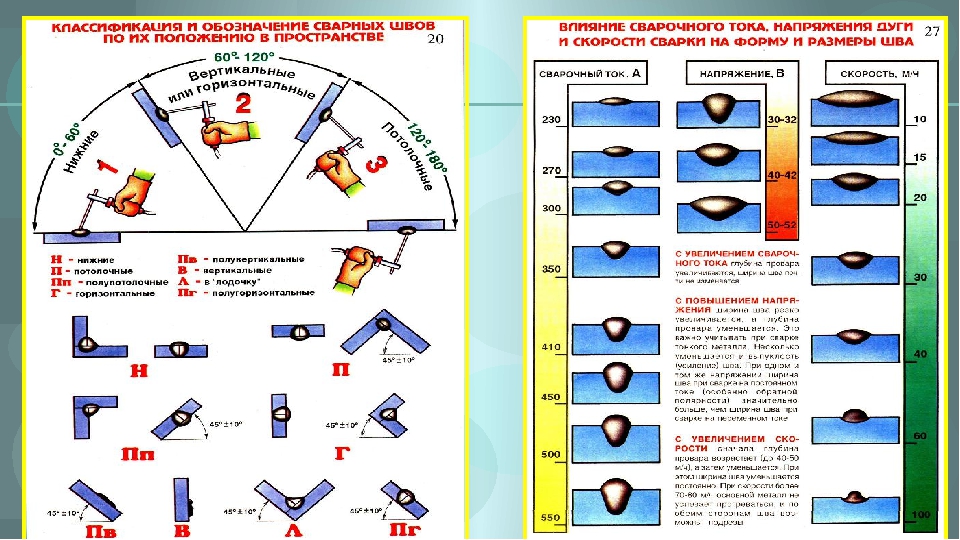
Угловые швы находят применение для соединения частей различных емкостей и резервуаров. Для получения качественного углового соединения рекомендуется установка деталей «лодочкой».
Сварной шов тавровый применяют при сварке несущих конструкций. Поверхности деталей требуют тщательной подготовки. Такой вид сварки относится к наиболее прочным. Достоинством таврового соединения является то, что его можно применять в труднодоступных местах. Такой вид сварного шва помогает выдерживать повышенные нагрузки.
Соединение нахлесточным способом находит применение при необходимости сварки металлических листов толщиной не более 12 мм. Необходимостью является отсутствие зазоров между поверхностями деталей. Плотность прилегания необходима для качественного соединения. Выполнение нахлесточного соединения не является сложным и может осуществляться сварщиками, имеющими невысокий разряд.
При нахлесточном способе два шва находятся на расстоянии друг от друга. Это придает соединению дополнительную прочность. Если при эксплуатации возможны нагрузки на излом, то применять его не стоит.
Торцевые виды сварочных соединений предусматривают сварку торцов деталей. Таким способом возможно соединение деталей любой толщины. К достоинству относится минимальная деформация свариваемых элементов.
Универсальные приспособления для сборки под сварку
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей. Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы. Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.
| клиновая скоба | зажимная скоба | пружинная скоба |
Прихваты используют в основном при монтаже крупных конструкций. Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров. Наибольшее распространение нашли винтовые стяжки.
Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.
Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.
Рычажно-винтовая стяжка.
Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина др. При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах — винтовые распоры или домкраты. Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.



Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей. Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные). Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок. Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб (см. рисунок ниже).
| Клещи для труб диаметром до 40 мм | Приспособление с винтовым зажимом для труб диаметром до 60 мм |
Центраторы для сборки труб большого диаметра могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром. Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
Наружный гидравлический центратор ЦНГ-1220
1 — цепь; 2 — упорный ролик; 3 — скобы; 4 — концевое звено; 5 — домкрат; 6 — винт.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов.
Шаг 4: Начинаем сварку с обратной стороны
Как только вы соберете вашу струбцину, переверните ее и начинайте прихватывать сваркой с обратной стороны. Сначала я сварил одну сторону и дал ей остыть. Сторону нужно делать сразу полностью, чтобы не сместились детали относительно друг друга.
После того, как сварка одной стороны завершена, переворачиваем струбцину и еще раз проверяем угол. Затем прихватываем другую сторону. После этого снова проверяем угол
Очень важно давать металлу остыть между свариванием двух сторон. Тогда вы сможете скомпенсировать погрешность угла, если металл поведет при сварке
С-образные струбцины не снимайте, пока изготовление угловой струбцины не будет закончено.
Хотя я уже изготавливал такие приспособления раньше, при изготовлении конкретно этой я обнаружил погрешность угла, при проверке угольником после сваривания одной стороны. Я просто разрезал прихваты, и заново скрепил стальные детали С-образными струбцинами. После этого угол получился прямой, как и должен быть.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Газовые линзы
Применение газовых линз позволяет улучшить качество швов. Особенно это касается работы с металлами, чувствительными к окислению.
 Качество швов во много определяется потоком защитного газа. При высокой скорости движения аргона в области сопла создается разреженная зона, способствующая захвату воздуха и его подаче к ванне. При маленьких скоростях также происходит попадание кислорода во время разрывов в потоке инертного газа.
Качество швов во много определяется потоком защитного газа. При высокой скорости движения аргона в области сопла создается разреженная зона, способствующая захвату воздуха и его подаче к ванне. При маленьких скоростях также происходит попадание кислорода во время разрывов в потоке инертного газа.
Газовые линзы используются тогда, когда необходимо обеспечить надежную защиту соединяемых металлов. Особенно это касается материалов с высокой химической активностью, к которым, например, относится титан.
Газовые горелки также используются при соединении конструкций простой формы. С применением данного устройства поток газа становится более упорядоченным и менее чувствительным к движению поперечных масс.
В то же время использовать их для частей изделий сложных форм трудно, а иногда и невозможно. Кроме того, они повышают расход защитного газа.
Все сварочные работы лучше осуществлять на кондукторе. Это существенно облегчит процесс соединения различных металлических элементов. Для проводов сварочного кабеля необходимо правильно подбирать наконечники в зависимости от поставленной задачи.
Установочно-закрепляющие устройства
Для того, чтобы мастер мог качественно выполнить свою работу, зачастую соединяемые детали необходимо закреплять определенным образом. В простых мастерских широко используются универсальные устройства, позволяющие решать данную проблему.
Самыми популярными механизмами являются те, которые позволяют одновременно устанавливать и закреплять части конструкции.
Схема струбцины для сварочных работ.
Для этого используются следующие сварочные приспособления:
- угловые зажимы;
- тиски для сварки;
- зажимы с фиксатором и т.д.
Если предстоит работать с крупными деталями, то для этого мастерят специальную раму. На нее устанавливают изделия под углом 90 градусов. При такой укладке удается получить гарантированно верное расположение деталей на плоскости.
Угловая струбцина для сварки помогает выдержать прямой угол между частями изделия. Затем, используя клещи для контактной сварки, необходимо прихватить детали в нескольких местах. После выполнения этих операций на конструкцию можно накидывать клеммы массы для заземления и приступать к работе.
Если предстоит соединять мелкогабаритные детали, можно воспользоваться зажимом или ручными клещами для контактной сварки.



Классификация швов
Соединения классифицируют и по способу сопоставления кромки. Они бывают тавровыми, внахлест, встык или точечными.
Соединение внахлест
Этот метод применяется при работе с тонким листовым металлом. Шов проваривают с обеих сторон, чтобы в него не проникала влага, не появлялась ржавчина.
При отклонении в большую или меньшую сторону основная масса расплава смещается. Прочность соединения снижается или сварочный шов вовсе не образуется.
Сварка внахлест.
С примыканием краев к одной точке
Такой метод применяется при работе с листовым металлом или торцами труб. Заготовки устанавливают на расстоянии 1-2 мм друг от друга, закрепляют струбцинами.
При сварке зазор заполняется плавящейся проволокой. Тонкие листы сваривают без дополнительной подготовки (очищение от ржавчины считается обязательным всегда).
При работе с толстыми деталями делают двойной или одинарный шов, кромки разделывают такими способами:
- Края заготовок толщиной 4-12 мм обрабатывают любым методом. Удобной считается односторонняя разделка. Толстые детали срезают в виде буквы V. U-образная разделка — более сложный способ, применяемый реже. При повышенных требованиях к качеству шва и толщине более 8 мм кромки зачищают с обеих сторон.
- При сварке деталей более 12 мм требуется двойное соединение. Такой слой металла не получится равномерно прогреть с одной стороны. Края обрезают с 2 сторон, формируя подобие буквы X. Применять V- или U-образные методы нецелесообразно: для заполнения зазоров потребуется больший объем расплава. Расход электрода увеличивается, скорость работы падает.
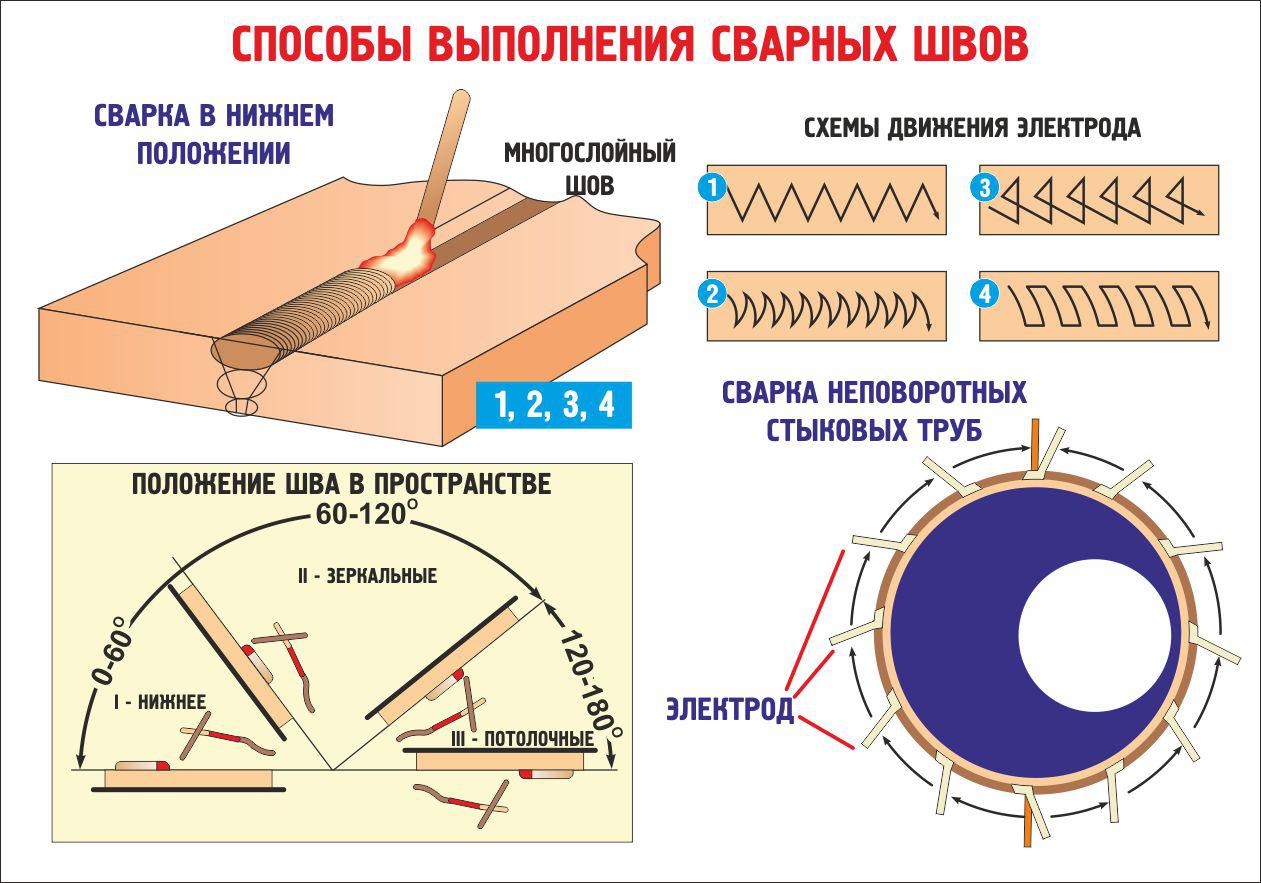
Если толстые детали будут соединяться с односторонней разделкой, расплав наносят в несколько подходов. Такие швы называются многослойными.
Тавровое соединение
Такой способ подразумевает установку в форме буквы Т. Соединение формируется как с одной, так и с обеих сторон.
Разделка кромки выполняется в зависимости от толщины деталей:
- при показателе до 4 мм обработка не требуется;
- если толщина составляет 4-8 мм, делают двойной шов без разделки;
- слой металла в 4-12 мм требует формирования одинарного шва с односторонней разделкой;
- при работе с деталями толщиной более 12 мм требуются двусторонняя обработка.
Угловой шов считается разновидностью таврового. При его формировании следуют тем же рекомендациям: тонкие листы варят без обработки кромок. При большей толщине снимают часть одной или обеих сторон.
Тавровое соединение сварочных швов.
С разделкой кромки или без нее
Для правильной сварки угловых соединений требуется тщательная подготовка краев элементов. Стыки тонких деталей не нуждаются в дополнительных мерах.
Сварные швы с разделкой кромки.
Подложка необходима для удержания присадки, повышения прочности шва. При двусторонней разделке конус кромки делают усеченным. Это защищает края от наплывов и прожогов.
Разновидности угловых стыков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
Стыковка мегистрали под острым углом
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Угловые струбцины
Это серия узкоспециализированных струбцин. С их помощью можно точно стыковать фасонный прокат под прямым углом. Такие струбцины являются незаменимыми при изготовлении рам и каркасов. Угловая струбцина позволяет приваривать торцы труб, уголков, швеллеров и пр.
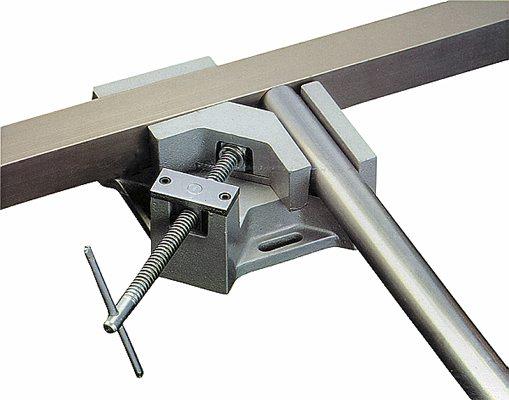
Различают мобильные и стационарные струбцины. Зажимы мобильного типа можно использовать по месту, то есть непосредственно на самой металлоконструкции. Стационарные же струбцины жестко крепятся к столешнице слесарного верстака или сборочного/сварочного стола. Стационарные зажимы позволяют стыковать прокат на одном месте, что позитивно отражается на точности изготавливаемых конструкций. Приспособления стационарного типа хорошо себя зарекомендовали при серийном и массовом производстве металлоконструкций.
Классические струбцины углового типа фиксируют заготовки при помощи зажимных губок. В более современных моделях фиксация проката реализована за счет магнитных сил. Достаточно просто разместить заготовки на направляющих, прокат сам «прилипнет» к струбцине. Магнитные зажимы отличаются простотой и надежностью конструкции.
Слабым местом магнитных угловых струбцин является возможность работать только с металлическими заготовками, которые проявляют магнитные свойства. Струбцины же с зажимными губками могут стыковать алюминий, легированную сталь, медь и всевозможные сплавы, которые не реагируют на магнит.
Применение автоматической сварки при строительстве трубопроводов
В последнее время при строительстве трубопроводов все чаще применяется автоматическая сварка труб под флюсом.
Осуществление этого процесса сопровождается рядом сложностей:
- В процессе происходит затекание металла образующегося шва вовнутрь трубы, поэтому необходимо либо применять технологические подкладки, либо проводить сваривание корневого шва ручной сваркой;
- Возможно растекание расплавленного металла по поверхности детали, особенно если производится заваривание стыков у труб небольшого диаметра.
Невозможность контроля процесса формирования шва в процессе осуществления сварки.
Для того чтобы избежать названных негативных моментов, разработаны особые технологии сваривания поворотных стыков с использованием сварочных автоматов.
Для обеспечения высокого качества сварного соединения используют:
- Сварку с использованием подкладного кольца;
- Сварку, допускающую свободное формирование корневого шва с внутренней стороны трубопровода и принудительное формирования наружного шва.
- Двустороннюю сварку под флюсом;
- Сварку, проводимую в среде углекислого газа.
На практике, чаще всего, используется метод автоматической сварки с применением подкладного кольца. Перед проведением сварки разрезное кольцо шириной 25-40 мм вставляют одну трубу, добиваясь плотного соединения и производя прихватку ручной сваркой.

Затем на выступ свободной части кольца надевают вторую трубу и прихватывают ее конец, следя, чтобы зазор между деталями не превышал 1 мм.
Так может быть собрано несколько подобных секций, которые потом подаются на установку автоматической сварки. Сварка каждого из стыков осуществляется в два слоя.
После того, как будет заварен первый слой, сварочный автомат передвигается к следующему стыку, а первый тем временем проходит подготовку под сварку вторым слоем, которая заключается в очищении шва от шлаков.
Все большее распространение приобретает и технология сваривания поворотных стыков в среде углекислого газа.
Разновидности угловых стыков
Основной нормативный документ, которым регламентируется сварка труб под углом – ГОСТ 16037-80 – утверждает, что помимо пяти способов сварки тройников (крестовин) существует еще и восемь способов стыковки секторов в отводе (элементов в колеи).
Причем угловое сопряжение, предполагающее стыковку магистралей, как под прямым, так и под острым или тупым углом, реализуется с помощью следующих разновидностей стыков:
Стыковка мегистрали под острым углом
- Углового соединения труб одного диаметра, без скоса кромок, односторонним сварочным швом. Обозначение по ГОСТ – У16. При этом кромки труб стачиваются и подгоняются друг под друга практически без зазора, а проекция линии сопряжения напоминает треугольник.
- Углового соединения трубы и штуцера (отростка или приварка), без раздела, односторонним сварочным швом, Обозначение по ГОСТ – У17, У18. Проекция сварочного стыка похожа на полуокружность. Кромки подгоняются друг под друга с минимальным зазором.
- Углового соединения со скосом кромок, односторонним швом, обозначаемого шифром У19. Линия сопряжения похожа на сектор окружности. Кромки нижней трубы практически не обрабатываются. Раздел (фаску) снимают только с верхней трубы.
- Углового соединения со скосом кромки на цилиндрическом усе, выполняемого односторонним швом (шифр У20). Проекция линии сопряжения похожа на сектор дуги, а кромки нижней трубы практически не обрабатываются.
- Углового соединения с разделом, на односторонней прокладке, с размещением кольцеобразного вкладыша внутри трубы. Шов заделывается с внешней стороны и маркируется на сборочных чертежах как У21.