
Чем можно объяснить плохую свариваемость алюминия
Сварка алюминия и его сплавов обладает некоторыми сложностями и трудностями, которые могут повлиять на дальнейшее качество и прочность сварных швов. Это объясняется определенными особенностями данного металла:
- главная трудность тепловой обработки заключается в том, что на поверхности металла постоянно образуется окисная пленка. Она плавится при высоких температурах — 2044 градусов. А сам металл расплавляется при сниженной температуре — при 660 градусах;
- во время сварки алюминия в сварной области образуются капли сварного металла, на которых быстро образуется покрытие из окисной тугоплавкой пленки. Именно она предотвращает получение равномерного соединения. Чтобы предотвратить все эти проблемы алюминиевая сварка должна выполняться с применением защиты сварной области от взаимодействия с окружающим воздухом. Для этих целей применяется аргоновый газ;
- при расплавлении у алюминия наблюдается высокая степень текучести, именно это создает трудности при формировании сварной ванны. По этой причине технология сварки алюминиевых сплавов рекомендует применять специальные подкладки с теплоотводящей структурой;
- в состав алюминия входит водород в растворенном виде, который во время застывания металла начинает выходить наружу. Это может привести к появлению в области шва пор и кристаллизованных трещин. Многие сплавы из алюминия имеют в составе повышенный уровень кремния, именно это вызывает появление трещин во время охлаждения деталей;
- алюминий обладает высоким коэффициентом линейного расширения. Из-за этого возникает сильная усадка металла во время его застывания. Все это приводит к деформированию соединений у деталей, которые применяются для сваривания;
- процесс сварки сплавов из алюминия должен проводиться только под воздействием высоких разрядов тока. Это объясняется тем, что этот металл имеет высокую теплопроводность. А вот во время сварки других сталей применяются токи с наименьшей силой — 1,2-15 раза. Это связано с тем, что они в отличие от алюминия имеют более высокую температуру плавления;
- сварка алюминия дома может быть затруднена тем, что часто не получается определить точную марку сплава, из которого выполняются соединяемые детали. Это может достаточно сильно осложнить выбор режимов сварки и применяемых для ее выполнения методов.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
 Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
 Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Основные виды сплавов
Существует несколько видов сплавов, отличающихся своими характеристиками.
1. Алюминий + марганец или магний. Такой сплав называют «магналии». Материал отличает высокая стойкость к коррозии, хорошая сварка и пайка. Между тем – материал плохо поддаётся обработке на металлорежущем оборудовании. Кроме того при работе со сплавом магнолии никогда не используют промежуточную закалку.
Магнолии применяют для бензопроводных систем, радиаторов для автомобилей, ёмкостей различного назначения.
2. Сплав, состоящий из алюминия, магния и кремния, получил название – «авиаль». Сплав обладает такими свойствами как:
- Высокая стойкость к воздействию коррозии;
- Высокая прочность сварных и паянных швов.
Для получения данных технологических свойств авиаль проходит термообработку. Ее проводят при температуре, почти в 520 ºC. Последующее резкое охлаждение необходимо выполнить в воде, температура которой составляет 20 ºC.
После проведения такой обработки авиаль можно использовать для работы в условиях повышенной влажности, его широко применяют в самолетостроении. В последние годы, авиаль используют для замены стальных деталей из носимым устройств связи, например сотовых аппаратов и пр.
3. Еще один сплав – дюралюмин. В него, кроме алюминия входят медь и марганец. Пропорции компонентов изменяют, тем самым модифицируя качественные свойства сплава. Но несмотря ни на что, дюралюмин обладает не высокой стойкостью к коррозии. Поэтому на поверхность наносят слой чистого алюминия. Такая операция называется плакированием и с успехом предотвращает воздействие коррозии.
Дюралюмин применяют в транспортном машиностроении, в частности, детали из этого материала установлены в скоростном поезде «САПСАН».
Капризы алюминия при сварке в домашних условиях
Инвертор для сварки алюминия
Для работ с алюминием требуется достаточно высокая квалификация, которая хоть и приходит с опытом, но должна сопровождаться определенными навыками.
Это касается даже наиболее простых манипуляций со сваркой — во всем нужна хорошая теоретическая база и наличие практического опыта. Оплавление, образование сквозных отверстий, и другие неприятные эффекты — вот основные «подводные камни», которые нужно предотвращать
Для этого требуется не только повышенное внимание, но и понимание процессов температурного расширения, знание свойств и особенностей металла, а также способность грамотно подобрать электроды
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:

- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
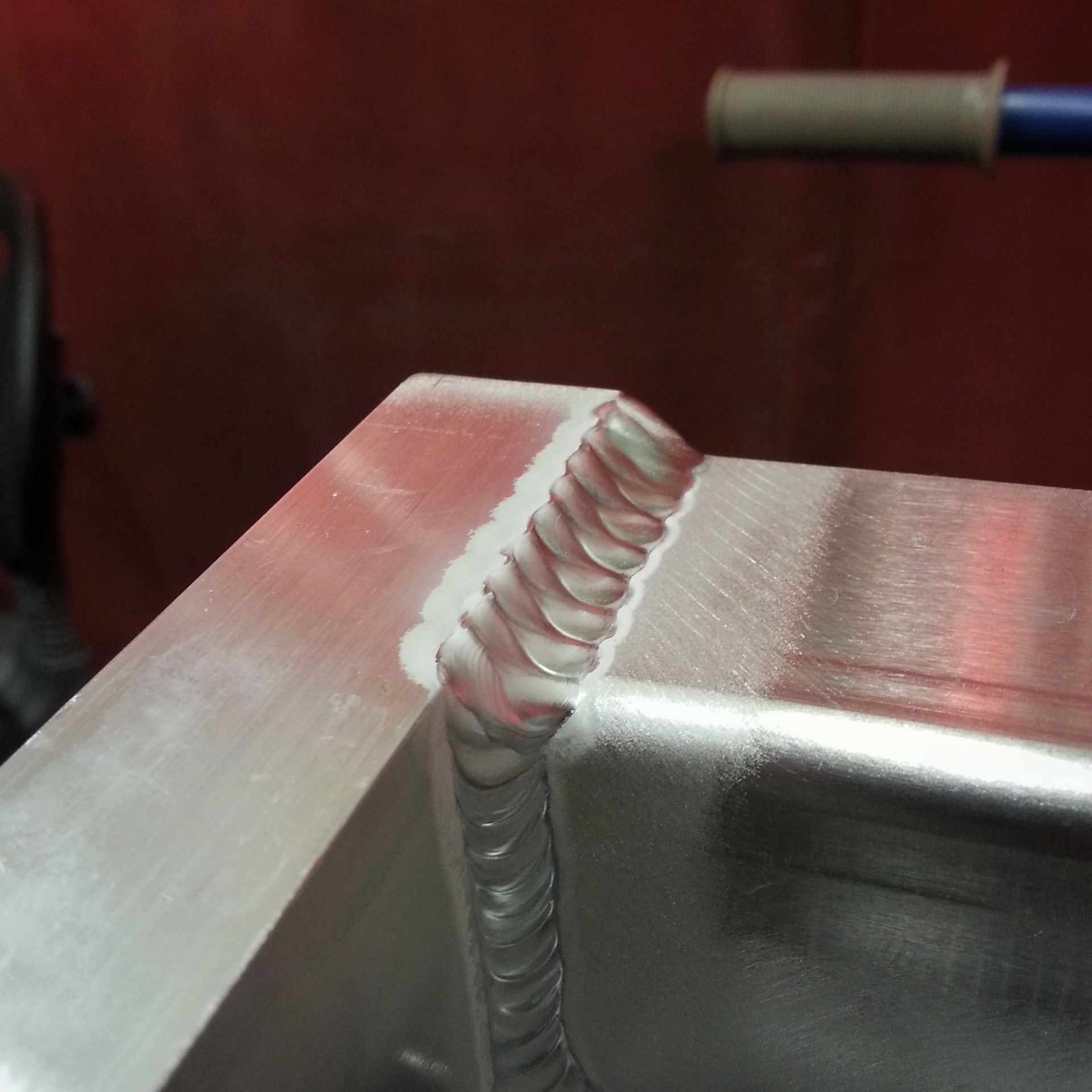
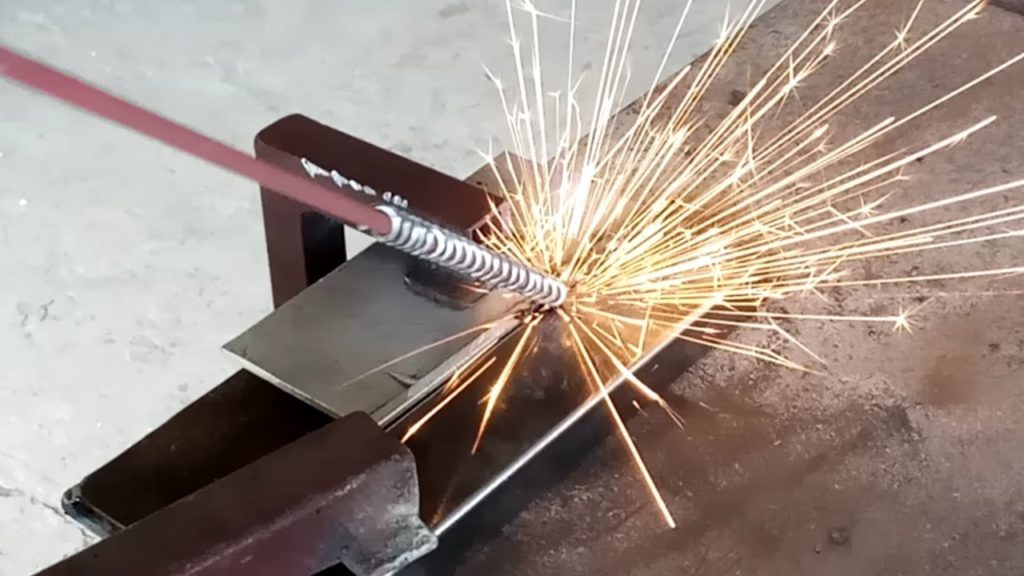
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:








Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Особенности сварки инвертором
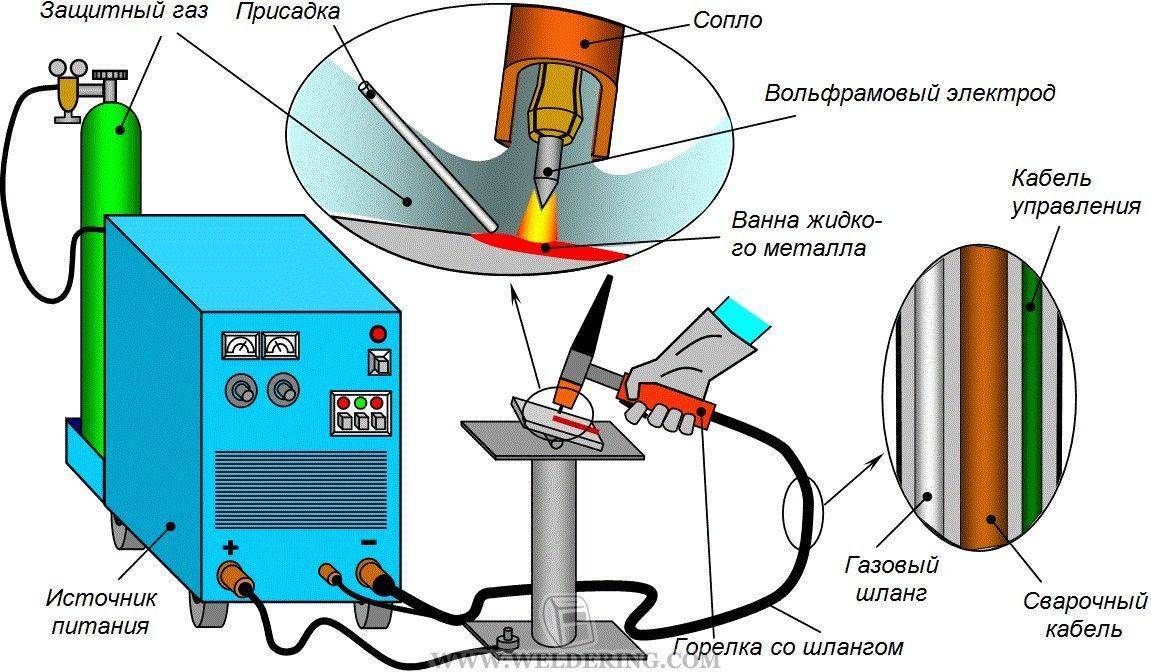
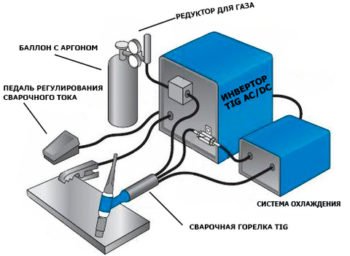
Инверторная сварка является самой подходящей и лучшей для изделий из алюминиевой основы. Процесс сварки металла выполняется в специальной оболочке из защитного газа, которая зачастую состоит из аргона. Обязательно используются вольфрамовые электроды с неплавящейся структурой.
Однако во время проведения сварочных работ поверхность данного электрода всегда требуется чистить. Дело в том, что на них скапливаются наросты, которые состоят из окисей вольфрама. В результате этого сильно ухудшается качество сварного шва.
Для удаления наростов применяется абразивный диск. При помощи него производится заточка электродов. Это позволяет сделать их поверхность чистой и гладкой, на ней не возникают заусенцы и канавки. Для заточки рекомендуется использовать отдельный диск, которые не применяется для других элементов.
Кроме этого можно самостоятельно снизить появления больших наростов на поверхности вольфрамовых электродов. Для этого данные элементы рекомендуется подвергнуть сильному охлаждению при помощи газа.
Инвертор для работы с алюминием
Изучая вопрос, чем сваривают алюминий стоит обратить внимание на функциональные устройства — инверторы. Данные приборы для сварки этого металла могут быть разными — они могут отличаться по конструкции и по модификациям
Чаще всего применяются полуавтоматические модели, но иногда могут использоваться электродуговые установки.
Основное преимущество инверторных устройств состоит в том, что они всегда подают стабильное напряжение. Именно это обеспечивает высокое качество сварного шва. Также как и у полуавтоматических устройств, у инверторного оборудования предусмотрена специальная приставка, которая обеспечивает высокую защиту во время работы в газовой среде.
Обычно данная приставка имеет маркировку TIG. Зачастую на многих аппаратах предусмотрена функция, которая позволяет производить быстрый переход в режим эксплуатации в среде защитных газов.
При проведении сварки алюминиевых труб и других элементов из данного цветного металла при помощи инверторного оборудования важно помнить несколько важных рекомендаций:
на поверхности изделий из алюминия всегда образуется оксидная пленка, которая может затруднить сварочный процесс
Именно по этой причине важно предварительно поверхность обработать при помощи абразивного диска, он поможет полностью устранить пленку;
при нагревании алюминий и его сплавы не изменяют цвет. Именно это намного усложняет процесс контролирования состояния сварочной ванны;
важно помнить, что сварочные работы с использованием инвертора, которые проводятся дома, должны выполняться правильно
В этом деле не стоит спешить, необходимо выждать время, чтобы было нужное прогревание;
если металл прогреть слишком сильно, то это может привести к деформированию детали. При проведении сварки алюминия с медью и другими цветными металлами в домашних условиях требуется дополнительно вместе с инвертором использовать специальную приставку, она позволит обеспечить контроль над проведением работы и предоставить возможность создать качественный, прямой и прочный шов;
способы и особенности сварки алюминия и его сплавов практически ничем не отличаются от сварки черных металлов. Для того чтобы справиться самостоятельно с процессом обработки алюминия достаточно иметь минимальные навыки. Дополнительно можно изучить специальную литературу и видеоматериалы.
Конечно, если соблюдать вышеперечисленные рекомендации при сварке алюминия в домашних условиях, все равно не получится получить шов высокого качества. Стоит учитывать, что процесс сваривания достаточно тяжелый и затратный. Самым лучшим вариантом будет приобретение осциллятора. Данный прибор позволит выдавать необходимые параметры тока.
Если при сварке будет применяться осциллятор, то обязательно дополнительно потребуются вольфрамовые электроды. Могут использоваться плавящиеся и неплавящиеся расходники. Все зависит от вида шва, который требуется получить в результате, а также от материала, применяемого в процессе работы.
Обычно самые прочные сварные алюминиевые конструкции получаются при проведении термического сваривания. Однако данный способ невозможно выполнить в домашних условиях. Для него потребуется подготовить специальную смесь, которая должна состоять из свинцовой стружки, марганцовки, алюминиевой пудры, канифоли.
Для этого обязательно требуется знать точные пропорции всех компонентов. Полученная смесь высыпается в область трещины и поджигается, это все приводит к возникновению небольшого взрыва, который и вызывает сплавление шва.
Какие параметры устанавливаются в зависимости от толщины свариваемого металла
Настраивая аппарат для сварки, необходимо произвести следующие манипуляции:
- отрегулировать баланс переменного тока (плюс или минус). Обычно при сварке алюминия используют обратную полярность, то есть “-“;
- настроить сварочный ток в зависимости от толщины соединяемых элементов. Ток импульса увеличивается при увеличении толщины свариваемых деталей. Так, для алюминия толщиной 1 мм используется ток от 23 до 27 Ампер, а для сварки алюминия толщиной 5 мм – 150-180 Ампер;
- отрегулировать затухание дуги, также зависящее от толщины деталей: чем толще, тем дольше. Например, для соединения алюминия толщиной 2 мм достаточно выставить этот параметр на 3 секунды;
- настроить продувку газом для охлаждения (при наличии такой функции).
Методы защиты от коррозии
Особенно сильно коррозия проявляет себя во влажной среде, а так же при появлении т.н. «блуждающих» токов





Именно поэтому очень важно защищать поверхность алюминия с помощью покраски, анодировки, а стальные изделия, соприкасающиеся с ним необходимо оцинковывать, эмалировать или хотя бы обрабатывать грунтовкой в несколько слоев. Крепеж, применяемый в производстве алюминиевых конструкций должен быть как минимум оцинкованным, но желательно, а для фасадных конструкций просто необходимо, использовать крепеж из нержавеющей стали
Для антикоррозионной защиты алюминиевых конструкций применяют следующие методы:
Порошковая окраска
Порошковое покрытие представляет собой напыленный на поверхность изделия полимерный порошок, который запекается (полимеризуется) в специальной печи при определенной температуре, как правило 180-220°С. Технология порошковой покраски состоит из трех этапов:
- Поверхность алюминиевого профиля обезжиривают и удаляют с нее все загрязнения
- Напыляют слой порошковой краски
- Запекание (полимеризация) порошкового покрытия в печи.
Порошковая покраска алюминиевого профиля и фурнитуры для светопрозрачных конструкций не только защищает металл от коррозии, но так же позволяет покрасить конструкцию в любой цвет по шкале RAL.
Анодирование профиля
Анодированое покрытие – это покрытие, которое создает на поверхности профиля устойчивую и не растворимую в агрессивных средах плёнку из окисла алюминия.
Анодирование позволяет создать такую равномерную толщину плёнки нерастворимой окиси на поверхности, которая уже не позволит контактировать алюминию с внешней средой и происходить дальнейшему окислению.
Технология построена таким образом:
- Сначала профиль обезжиривают в кислоте (например, щавелевой).
- Промывают в чистой воде.
- Далее травление в щелочи для вытравливания поверхностных неравномерно окисленных слоев металла, вместе с которыми снимаются все инородные включения на поверхности.
- Промывка в чистой воде.
- Профиль погружается в ванну с раствором электролита. Здесь в течение 0,5-1,5 часов он подвергается анодированию. На поверхности профиля образуется пленка оксида алюминия.
- Далее для получения цветного анодирования профиль перемещается в ванну с раствором соли какого-либо металла через которые снова пропускается ток. Цветные оттенки профиля зависят от продолжительности обработки. Минимально профиль обрабатывают 45 секунд (светлое шампанское), максимально — 15 минут (черный).
- Изолирование (Ванна упрочнения поверхности) — процесс химического замещения, при котором окисел на поверхности металла превращается в химически более прочную гидратную форму, более устойчивую к воздействию окружающей среды и химических веществ. Покрытие приобретает особую прочность, стойкость к механическим повреждениям.
- В заключение проводится сушка и упаковка.
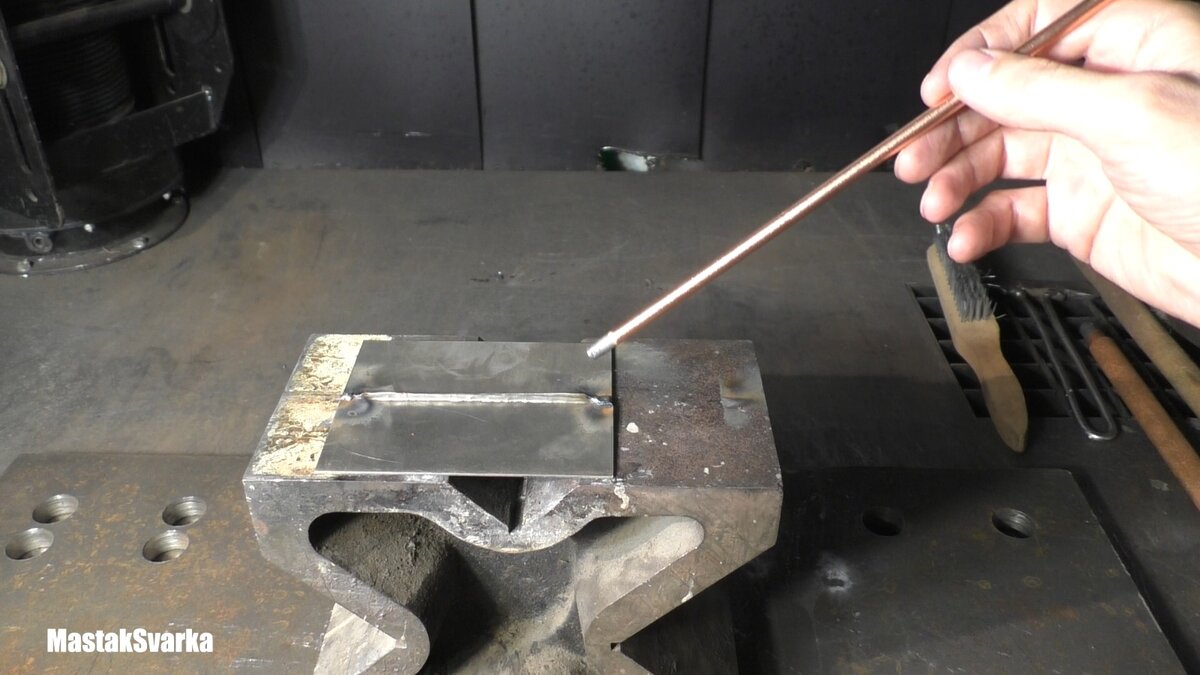
Почему алюминий сложно варить
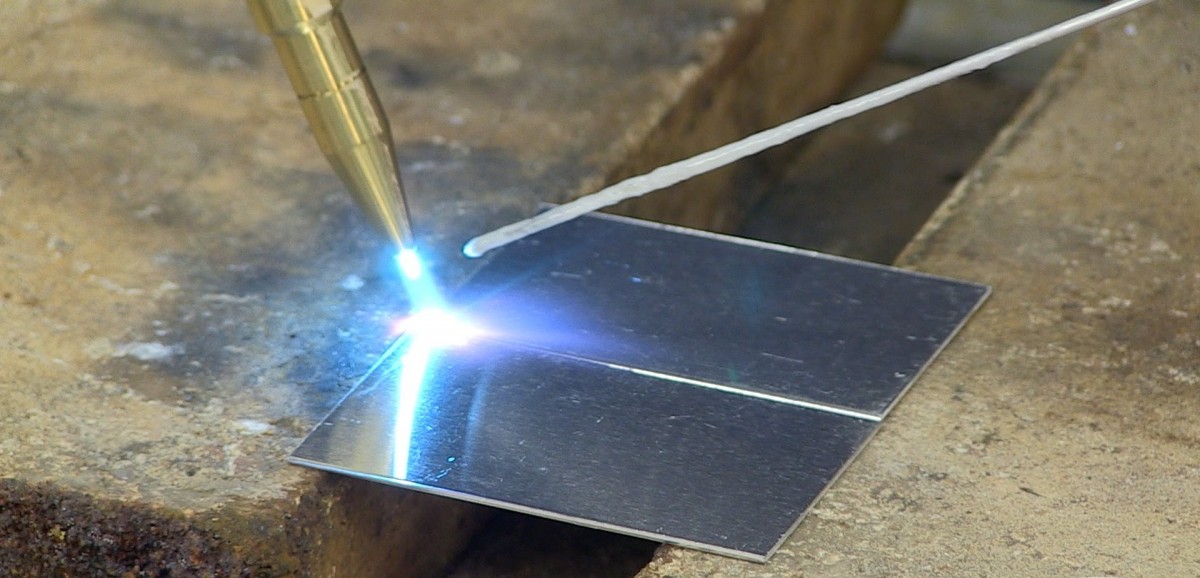
 Сварка алюминия при помощи инвертора TIG.
Сварка алюминия при помощи инвертора TIG.
Все дело в физике и, в частности, температуре плавления. Сам алюминий плавится при весьма невысоких температурах, не превышающих уровня 650°С. В отличие от других металлов он не меняет своего цвета при нагревании, в результате чего очень сложно понять, когда детали готовы к формированию сварочного шва. Все это было бы не так страшно, если бы в процесс не вмешивалась оксидная пленка, которая образуется на поверхности этого металла с молниеносной скоростью.
Пленка ведет себя совсем по-другому. Во-первых, чтобы ее расплавить, температуру нужно нагнать до 1750°С. Во-вторых, оксид значительно тяжелее самого металла, поэтому во время сварки погружается в него и таким образом застывает. Простым и элегантным решением проблем с оксидной пленкой является тщательная зачистка поверхностей алюминиевых заготовок – это одно из обязательных требований в сварочных работах по алюминию.
Алюминий – отличный проводник тепла, его теплопроводность в пять раз выше, чем у других металлов. А низкая температура плавления в комбинации с высокой теплопроводностью приводит к еще одной рабочей неприятности: сварка электродом по алюминию сопряжена с высоким риском прожога металла во время плавления.
Алюминий отлично ладит с другими металлами и образует сплавы самого разного назначения, иногда с диаметрально противоположными свойствами. Эти сплавы тоже не без проблем. В работе с ними существует высокий риск образования трещин. Это происходит из-за недостаточной прочности металла на разрыв, когда он находится в частично жидком и твердом состоянии в пограничном температурном диапазоне. В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.
Основные особенности сварки алюминия электродом
Давно известно, что сваривать алюминиевые детали очень тяжело. Ученые объясняют это присутствием на них плохо сплавляющейся пленки из оксидов. Чтобы сварка была наиболее качественной, необходимо тщательно очистить соединяемую поверхность от грязи и пленки оксидов.
Для эффективной очистки поверхности алюминия, перед выполнением сварочных работ, часто применяют любой органический растворитель или ванну из щелочи. Обработка в ванне из щелочи считается самым эффективным методом очистки изделий из алюминия. Сделать такой раствор своими руками довольно просто.
Для щелочной ванны необходимо:
- не больше литра воды;
- 50 грамм карбоната натрия;
- 30 грамм жидкого стекла;
- 50 грамм тринатрийфосфата.
 Раствор, который был получен смешиванием этих компонентов, необходимо нагреть до 70 градусов. После этого стоит помещать в него изделия из металла.
Раствор, который был получен смешиванием этих компонентов, необходимо нагреть до 70 градусов. После этого стоит помещать в него изделия из металла.
По окончании очистки и обезжиривания изделий, необходимо перейти к следующему этапу. Он заключается в удалении пленки оксидов. При невыполнении этого условия, сваривать подобные детали очень плохо, а их соединение будет ненадежным и низкого качества. Чтобы удалить пленку оксидов своими руками, можно применять напильники, щетки для металла или болгарку. После этого процесса поверхность свариваемых изделий дополнительно покрывают растворителем.
После окончания всех работ по подготовке алюминия необходимо начинать сварку изделий. Для этой цели наиболее подходит инвертор и применение специализированных электродов для сваривания алюминия. Электроды, чтобы была хорошая горящая дуга и отличный сварочный шов, стоит погреть в печи, при температуре не менее 210 градусов. Средняя продолжительность прогревания обязана составлять около 3 часов.
Для сваривания алюминия стоит применять надежный источник постоянного тока с обратной полярностью. Применяя специальные электроды для варки алюминия, необходимо подбирать правильную силу тока. Специалисты рекомендуют, чтобы его сила составляла около 28 ампер на миллиметр диаметра электродов.
Стоит учесть еще один момент, позволяющий добиваться качественных и надежных сварочных швов. Он заключается в том, что перед сваркой изделие прогревают с помощью газовой горелки. Максимальная температура, до которой стоит прогреть алюминиевые изделия, очень сильно зависит от их размера. Насколько больше этот показатель, тем до большей температуры необходимо нагревать алюминиевые изделия.
Качество сварного шва изделий из алюминия зависит и от скорости их охлаждения. Соединение будет лучше, если охлаждать его медленно. Подобные технические методы позволяют отлично сплавить алюминий при варке на малых токах, избежать деформации свариваемых изделий и появления на швах кристаллизационных образований.
Сварка алюминиевых деталей выполняется в таком порядке:
- До начала варки, если нужно сваривать изделия большой толщины, место соединения стоит нагреть газовой горелкой.
- Сделанный шов необходимо хорошо почистить от шлака.
- Почищенный шов обработать водой с температурой не менее 50 градусов.
- После полного остывания сварочный шов зачищается от оставшихся шлаков щеткой по металлу. Когда это не делается, оставшийся шлак на шве может привести к его быстрому разрушению.
Новичкам, и не только, пригодится статья о том, какие бывают саморезы по дереву.
Подготовка материалов перед сваркой
Отличительной особенностью сварки алюминия при помощи инверторного аппарата в дуговом режиме заключается в том, что использовать металл и электроды без предварительной подготовки не получится.
Искра, конечно же, будет, но кроме брызг алюминия в разные стороны ничего не выйдет. Чтобы получить ожидаемый результат, необходимо предварительно подготовить материалы как свариваемые, так и те, которые будут применяться для обработки металла.








Чтобы придать электродам требуемые свойства, их необходимо предварительно разогреть в печи. В домашних условиях можно использовать тигельную, главное не передержать, индукционную или даже газовую, сложенную из нескольких жаростойких кирпичей.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях
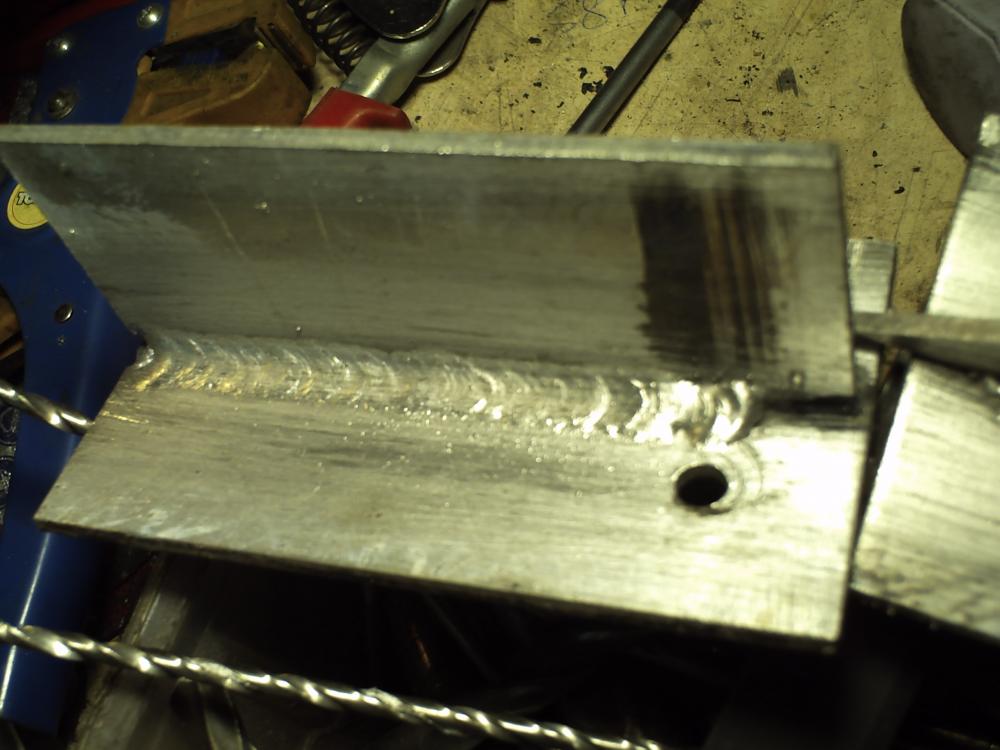
И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Особенности сварки алюминия
1. Поверхность алюминия и его сплавов обволакивает тугоплавкая плёнка, состоящая
из оксида алюминия Al2O3. Температура плавления этой плёнки 2050°C и она существенно
затрудняет сплавление основного и присадочного материала. Поэтому, сварочные
кромки необходимо очистить от плёнки механическим способом.
Однако, чаще всего, очистка делается химическим способом, при использовании
флюсов, т.к. при очистке механическим способом плёнка достаточно быстро образуется
вновь из-за высокой активности алюминия, вступающем во взаимодействие с кислородом.
2. Вторая особенность это резкое снижение прочности алюминия при сильном его
нагревании. При температуре 400…500°C алюминиевые детали могут разрушаться даже
под действием собственного веса.
3. Основная трудность при сварке алюминия заключается в случае повышенных требований
к его коррозионной стойкости в агрессивных, химически активных средах. Коррозия
проявляется, в основном, при высокой температуре, либо при постоянных перепадах
температуры, а также при большой концентрации кислотных паров. В первую очередь
коррозия разрушает металл сварного шва и металл в
зоне термического влияния.
Причинами появления коррозии могут быть дефекты
сварного шва (газовые поры, непровары, шлаковые включения в виде пор, флокены).
Кроме этого, причиной коррозии может быть загрязнение сварного шва различными
примесями в процессе сварки. Особенно опасными являются примеси кремния и железа.
Поэтому, при сварке алюминия необходимо исключить попадание этих элементов в
металл сварного шва. Подробнее о сварных дефектах при сваривании алюмиевых конструкций
мы рассказывали здесь.