
Особенности разметки заготовок
 Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Выделяют несколько способов разметки: ручная, оптическая, мерная резка. При ручной разметке используются простые инструменты для измерений – например, линейка или штангенциркуль. Если размечается небольшая партия однотипных заготовок, применяются изготовленные из алюминия или профилируемых листов шаблоны. Ручной способ отличается трудоемкостью и низкой скоростью выполнения работы.
При оптическом способе нанесения разметки применяются разметно-маркировочные машины. Их преимущество заключается в высокой скорости – до 10 метров в минуту. Чтобы разметить заготовку, необходимо запрограммировать аппарат под установленные параметры. Для нанесения разметки в данных устройствах используется пневматический крен.
Технология мерной резки не предполагает нанесение разметки на профили – в этом случае в специальные машины закладывается программа с указанием конфигурации и размеров заготовок. В результате аппарат сразу режет изделие под заданную форму.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
| Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
| 0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
| 1,3 | 118 | 26 | |||
| 1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 |
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном

На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
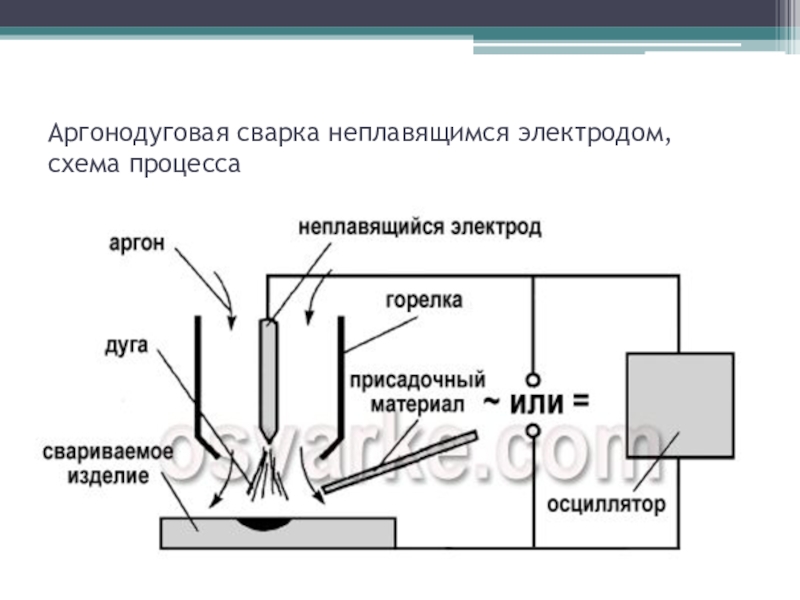
Аргонодуговая технология
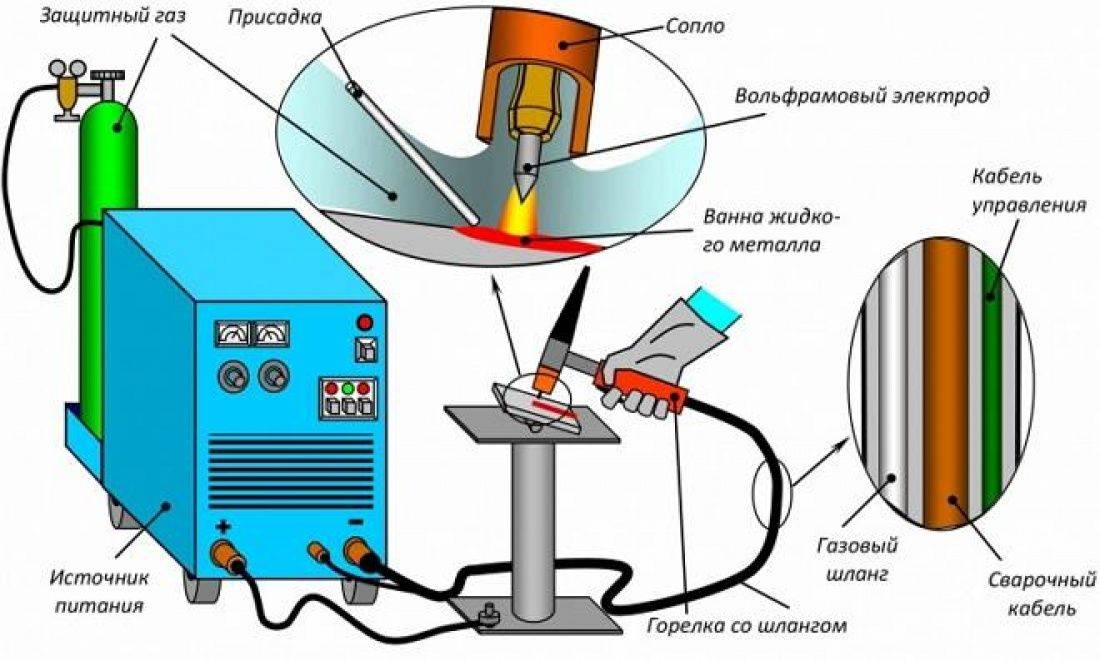
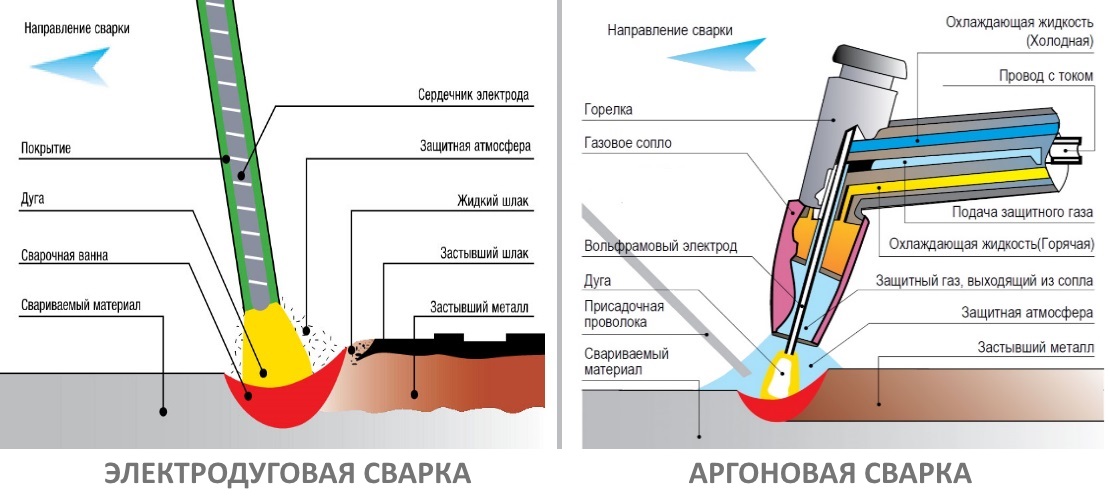
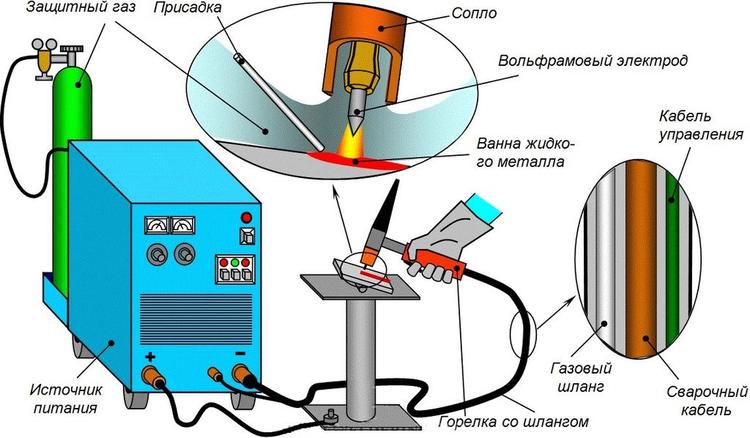
Технология сварки аргоном основана на принципе электродугового воздействия на металл с применением защитного газа. Как уже отмечалось, аргон является инертным газом. К тому же он почти на 40% тяжелее воздуха, поэтому вытесняет его из сварочной зоны, не давая металлу вступать в окислительную реакцию с кислородом
Это особенно важно для цветных металлов, которые сильно подвержены процессу окисления, вследствие чего шов не будет отличаться хорошей надежностью
Вот такой получается качественный шов
Особенностью аргонодугового процесса является подача аргона. Для разных металлов она должна начинаться в разное время, например:
- для сварки алюминия за 1 секунду до начала термического воздействия;
- для сварки титана за 1 секунду до начала термического воздействия. Также титан должен остывать в среде аргона.
Обычно в роли неплавящегося электрода выступает вольфрам, который имеет температуру плавления, превышающую 3000°С. При сварке алюминия вольфрамовый электрод должен непременно остывать в аргоне, иначе он окисляется, и дальнейшие действия с ним невозможны.
Иногда аргон применяют и для работы с черными металлами. В этом случае сварочный цикл отличается от работы с углекислотой. «Аргоновый» шов получается более ровным и эстетичным, данный газ нет смысла применять для потоковой сварки. Если же вас заинтересовала информация про работу с углекислотой, то более подробно о данном процессе можно прочитать в статье: как правильно вести сварку полуавтоматом с углекислотой.
Выбор аппаратов
При выборе оборудования для аргонной сварки прежде всего нужно исходить из тех операций, которые собираются выполнять, перечня и толщины свариваемых материалов. Опытные
сварщики рекомендуют учитывать следующие нюансы:
- сварка алюминия и его сплавов потребует работы с постоянным и переменным током;
- нержавейку следует варить аппаратом, имеющим импульсный режим;
- заготовки толщиной до 5-7 мм хорошо провариваются рабочим током до 200А, для более толстых лучше взять мощный агрегат с током до 300А;
- для систематической продолжительной работы (по несколько часов в день или даже полную смену) следует выбрать оборудование с возможностью водяного охлаждения горелки
Производители оснащают свои аргонно дуговые сварочные аппараты большим числом дополнительных функций. Они существенно увеличивают стоимость оборудования. Прежде чем приобретать модель с таким оснащением, следует убедиться в том, сто оно вам действительно нужно и будет часто использоваться.
Особенности сварки алюминия и алюминиевых сплавов
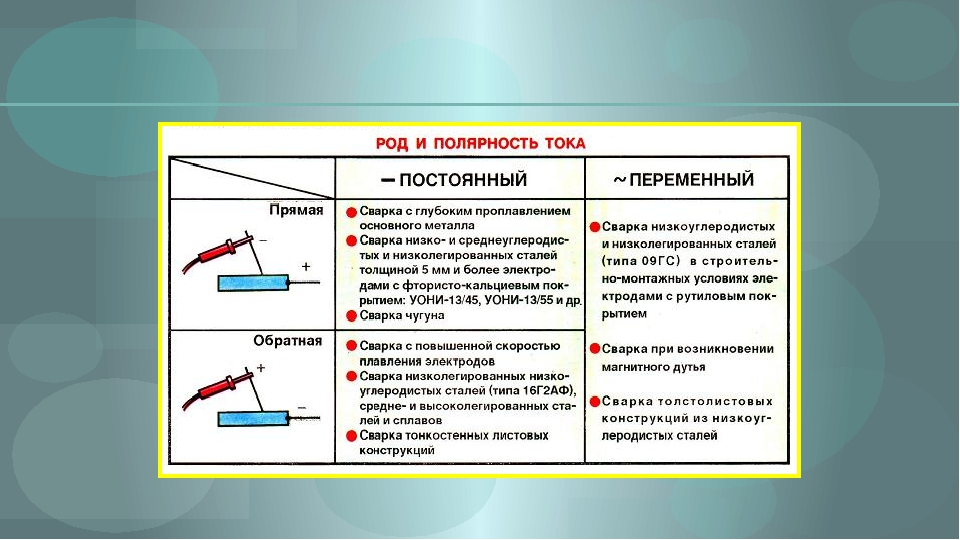
При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить:
— механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно);
— химической обработкой (довольно сложно и трудоемко);
— сваркой на обратной полярности;
— сваркой на переменном токе.
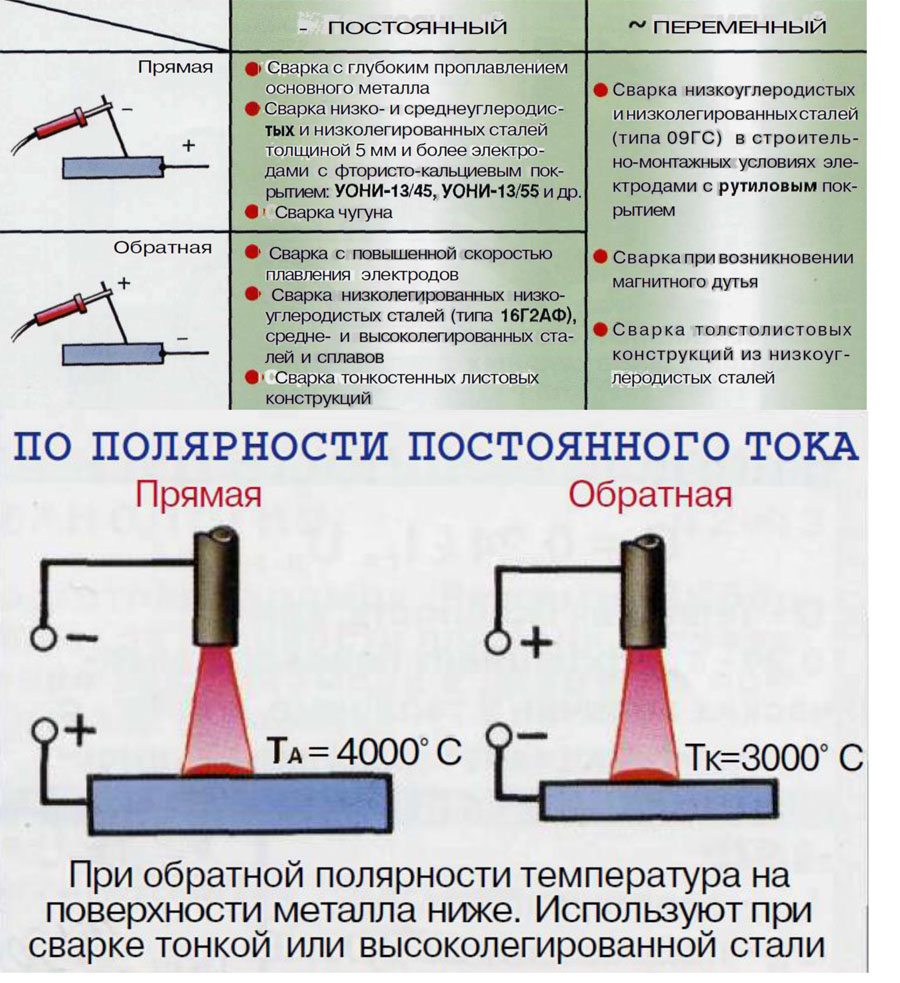
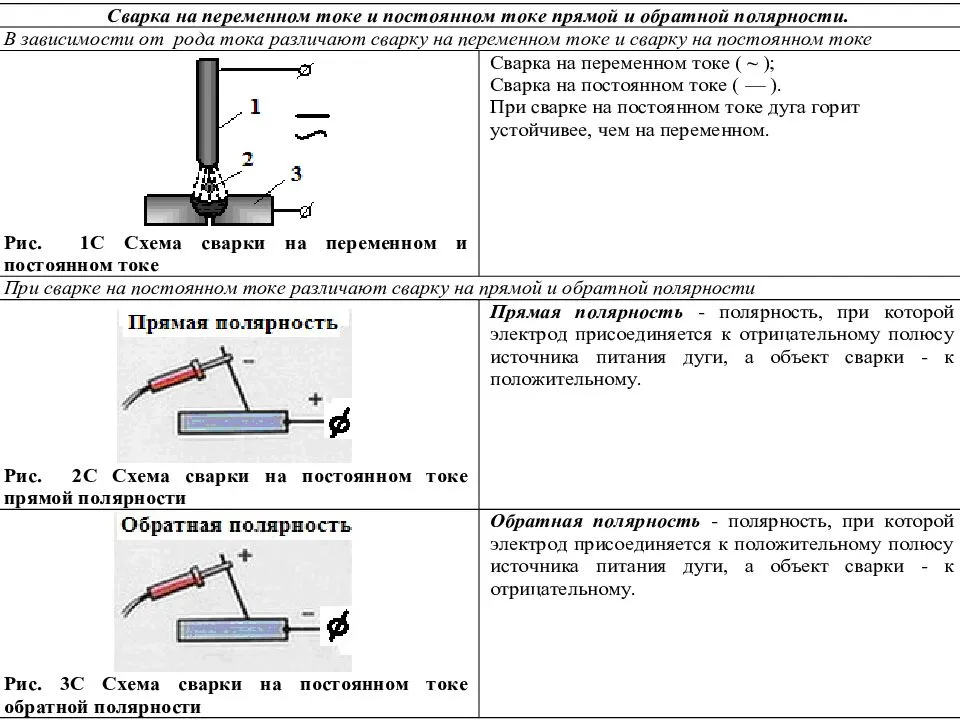
При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка).
Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности.
Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски.
Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон)
Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов.




Самодельный агрегат для AC и DC сварки – возможно или нет?
В сети можно найти немало описаний, схем и даже видео о том, как народный умелец самостоятельно собрал TIG-аппарат и заварил на нем пару швов. Многие нюансы в таких историях остаются за кадром.
Собирать самодельное устройство имеет смысл при выполнении следующих условий
- в распоряжении домашнего мастера есть разрозненные, но практически исправные блоки и узлы сварочного оборудования,
- он обладает достаточными рабочими навыками и инженерными знаниями в электротехнике и электронике;
- у мастера много свободного времени и хорошо оборудованная мастерская.
При покупке готовых компонентов в магазинах, с учетом затраченного времени, аппарат для аргоновой сварки, собранный своими руками, обойдется едва ли не дороже покупного, но никогда не сможет достигнуть его показателей по производительности, функциональности и энергоэффективности.
В то же время простейшую ТИГ-горелку можно сделать своими руками. Корпус вырезается из эбонита, втулку для крепления электрода лучше сделать из фарфорового корпуса отработавшей автомобильной свечи зажигания. Выше втулки нужно закрепить зажим-цангу подходящего диаметра. Трубку для подачи газа лучше взять от старой горелки
Особое внимание следует уделить уплотнению соединений и изоляции токоведущих частей
Почему углекислота?

Углекислотный тип сварки стал популярным на заводах и разных предприятиях. Возможно, у вас возникает вопрос чем эта популярность вызвана? Сейчас и выясним.
На самом деле, большого секрета в этом нет. При использовании углекислоты очень низкая вероятность деформации деталей, а это экономия ресурсов. Ведь бракованные детали — это лишние траты, а с помощью защитного газа этого можно избежать.
Ещё этот газ не нуждается в тщательной подготовке металла, соединение всегда аккуратное. Всё что остаётся это убрать лишние шлаки.
Также этот тип сварки можно использовать при работе с тонкими металлами. Как показывает практика, она хорошо подходит для такого материала.
Правда есть один нюанс – использовать ручную дуговую или газовую сварки не рекомендуется. С их помощью получается некачественный шов, поэтому лучше использовать другой метод.
Этот процесс происходит автоматически. Она лучше подходит для этого, чем другие виды сварок, так как результат в разы качественнее. Также у проволоки короткий период плавки, а за счёт этого – углекислотная сварка требует меньше времени для исполнения.
Углекислотная сварка может полностью заменить сварку другого типа – газовую ацетиленовую. Потому что материал, который нужен для плавки дешевле, хоть с его помощью результат получается не хуже.
Необходимая техническая информация
Зачастую необходимость в аргонно-дуговой сварке возникает не только на предприятиях, но и дома. Например, вам потребуется ремонт автомобиля или электрического бойлера, где бак сделан из нержавеющей стали, хотя есть много других агрегатов, в изготовлении которых задействованы сплавы и цветмет. Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
Что это такое
Эта технология предусматривает на первый взгляд странное гибридное сочетание газа и электричества. Тем не менее, метод сварки в среде аргона функционирует и позволяет работать практически со всеми металлами. Более всего такой метод востребован для сварки нержавеющей стали, чугуна, меди и алюминия – их чаще всего используют при создании разных узлов и механизмов. В бытовом плане практически каждый человек сталкивается с продуктами, где применялся аргонно-дуговой метод – это маленькие бронзовые крючки для вешалки, различные люстры, бра и торшеры или задняя часть нашего холодильника.
Как видите, аргонно-дуговая сварка или, точнее, продукты, которые невозможно было бы сделать без её применения, окружают нас в быту, следовательно, такой метод очень даже может пригодиться любому домашнему умельцу. Но, как известно, рождение хорошего специалиста-практика всегда должно быть подтверждено теоретическими знаниями, и иначе не бывает. Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
Технология предусматривает гибридное сочетание газа и электричестваИсточник svarkalegko.com
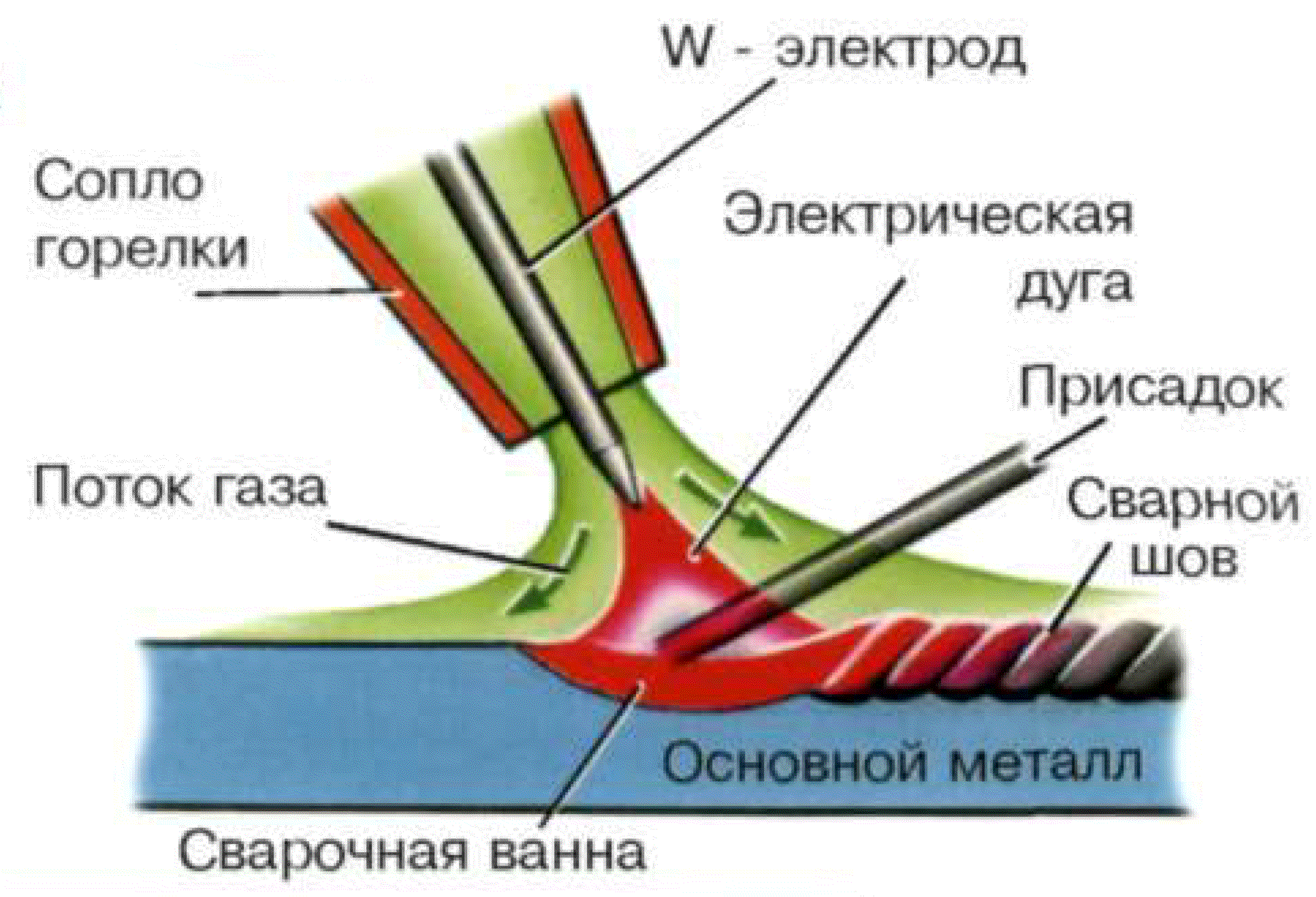
Технология сварки аргоном содержит в себе разрешение дилеммы: для поддержания горения нужен кислород, но O2 способствует окислению металлов, что неблагоприятно сказывается на соединении. При застывании сварочной ванны там образуется множество пузырьков, что никак не содействует прочности шва, а если это алюминий, то он попросту сгорает. Инертный аргон, подаваемый на ванну, окутывает место сварки защитным облаком, что минимализирует процесс окисления. Как видите, инертный газ является изоляцией от других элементов, которые есть в обычном воздухе в естественных условиях, то есть, от воздуха, которым мы дышим. Ar тяжелее всех составных газов из этого состава, поэтому сварочная дуга и часть ванны оказываются в его оболочке.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Обратите внимание, почему предпочтение отдают именно аргону:
- Ar тяжелее всех атмосферных газов, следовательно, он способен вытеснить их из ванны;
- инертный Ar не вступает в реакцию с веществами, которые присутствует во время сварочного режима.
Теперь поговорим о методах, при которых такой процесс осуществляется в настоящее время. Существует всего три способа:
- Ручной. Когда сварщик работает ручной аргонодуговой сваркой, ему необходимо задействовать обе руки – в одной из них придется держать горелку, а другой пруток.
- Полуавтомат. Сварщик удерживает и направляет горелку рукой, а пруток подается автоматически.
- Автомат. Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.
Линия сборки-сварки тавровых балок завода «Красное Сормово»Источник google.com.ua
Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: величину сварочного тока, давление аргона при его подаче, толщину электрода.
Электрод нужно подготовить: его кончик следует заточить и отполировать на наждачном круге. Острота кончика будет зависеть от толщины кромок свариваемых заготовок. Если, к примеру, вы планируете варить тонкий металл, кончик должен быть заточен очень остро. И, соответственно, при работе с толстыми краями угол заточки увеличивается.

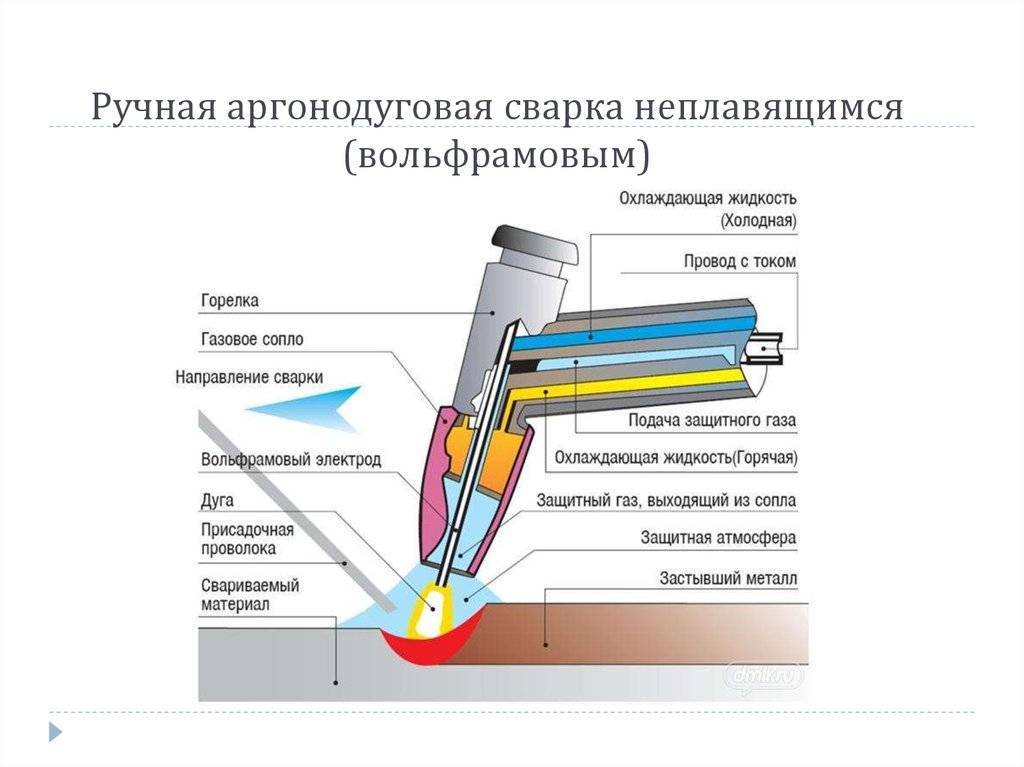
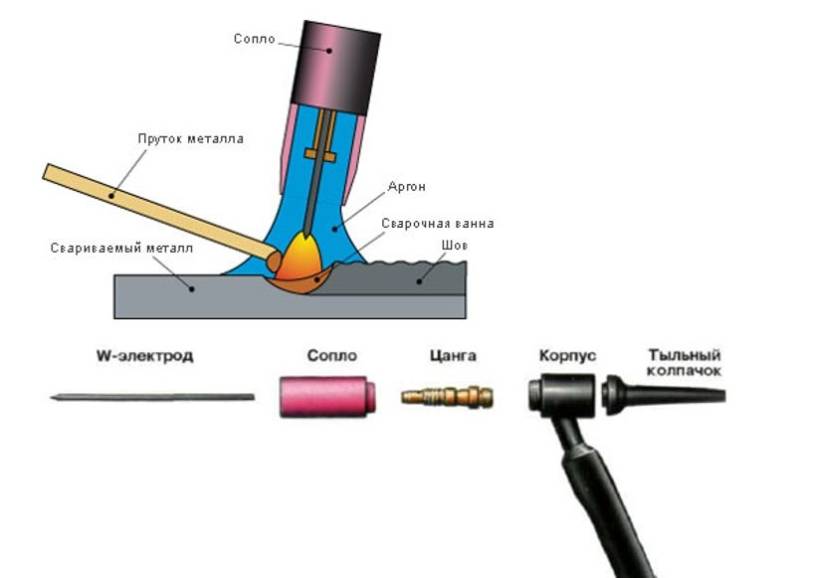
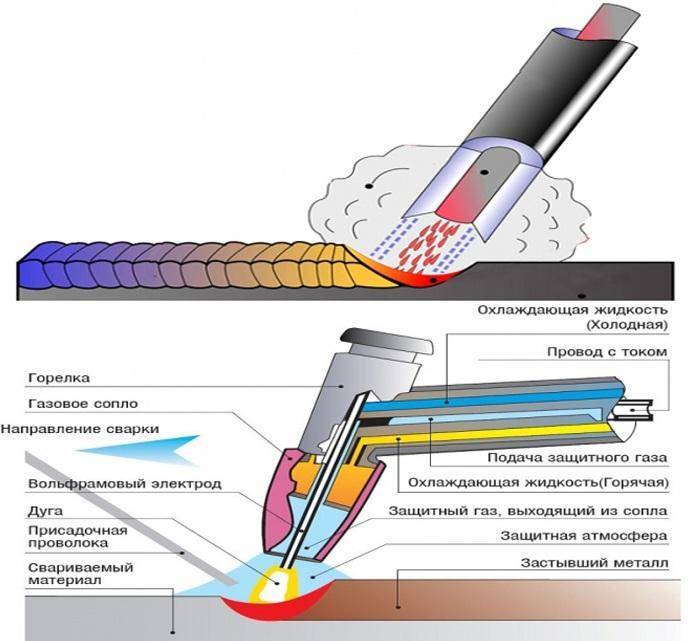
Устройство горелки для аргонодуговой сварки.
Сила сварочного тока влияет на параметры шва и глубину проплавки. Розжиг электрической дуги можно произвести тремя способами:
- Провести иглой по металлу: данный способ не очень популярный, потому что часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг – самый удобный способ, применяется в дорогом оборудовании.
Дуга также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать и контролировать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.



Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны. Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работах с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести разделку кромок с углом в 45°. Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм. Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
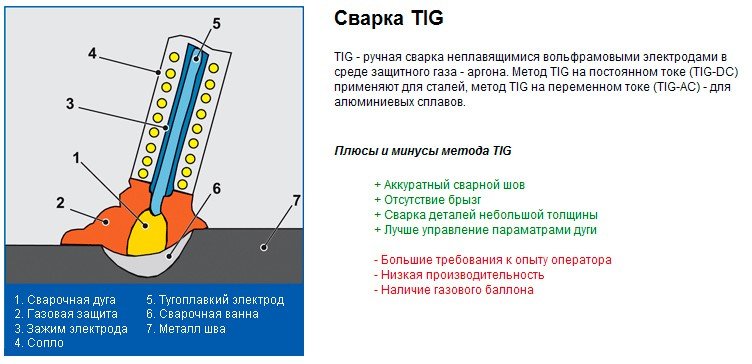
Описание технологии TIG
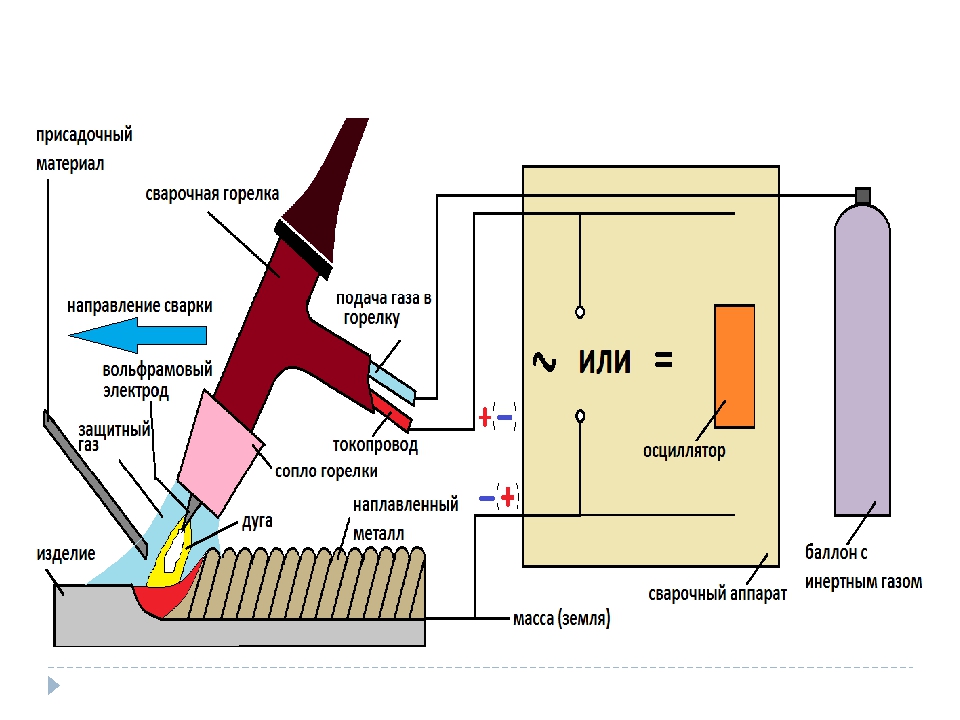
Для сварки в аргоновой атмосфере потребуется сложный комплекс оборудования, включающий в себя:
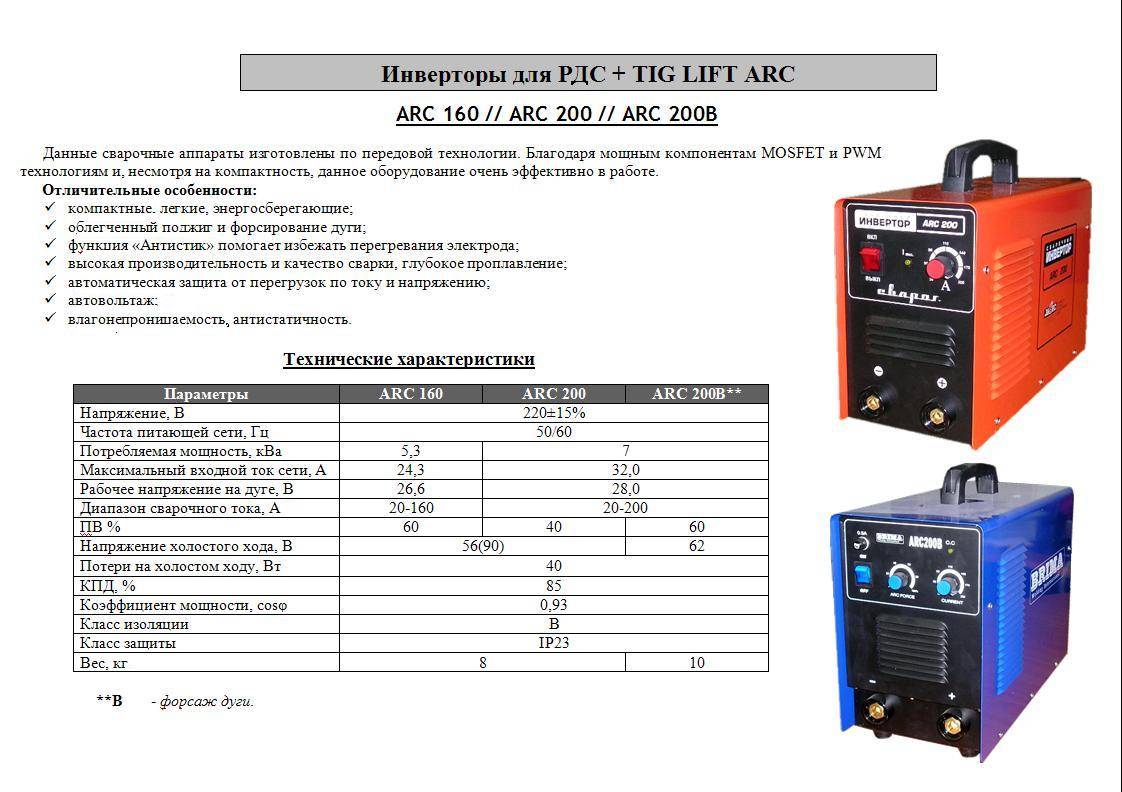
- сварочный аппарат, полуавтоматический или просто инвертор, выдающий напряжение в 60-70 вольт;
- опытные сварщики могут использовать вместо инвертора сварочный трансформатор;
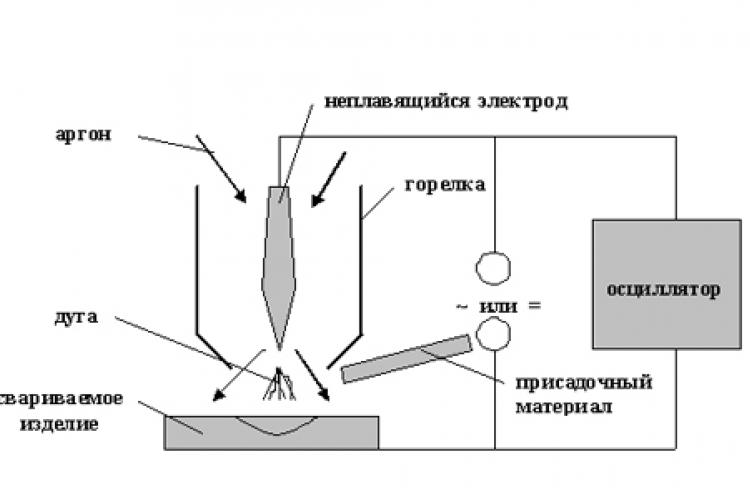
- осциллятор, генерирующий высоковольтные (до 6 киловольт) и высокочастотные (до 500 килогерц) импульсы для разжигания и поддержания дуги переменного тока;
- система подачи газа в зону сварки, состоящая из газового баллона, редуктора и шланга;
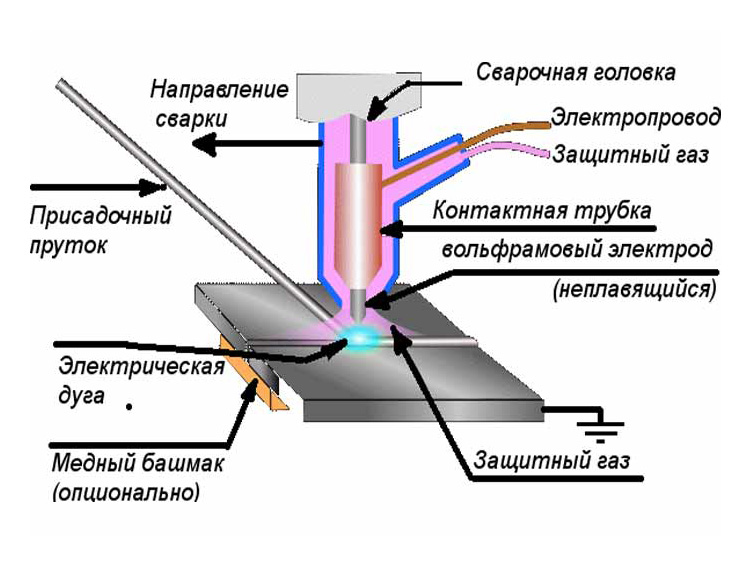
- керамическая горелка аргоннодуговой сварки с форсункой, через которую подается защитный газ;
- вольфрамовый неплавящийся электрод;
- присадочная проволока.
В ходе подготовки к сварке необходимо так же, как и при использовании других методов, провести зачистку и обезжиривание зоны шва.
В правой руке сварщика находится горелка с вольфрамовым электродом, в левой — присадочный пруток. За 10-15 секунд до начала работы в сварочную зону подают газ. Когда он вытеснит воздух и создаст защитное облако, кончик электрода поводят на расстояние 2-2,5 мм к заготовке и разжигают дугу высоковольтным импульсом.
Присадочный пруток аккуратно, не касаясь электрода, вводят в рабочую зону. Он плавится и вместе с расплавленными кромками заготовок образует шовный материал. Горелку и вслед за ней пруток плавно ведут по линии шва, точно сохраняя их взаимное положение.
Сферы применения ручной дуговой сварки

Ручная дуговая сварка с использованием угольного электрода, позднее названная РДС, ММА или РД, изобретена в России в конце XIX века Н. Бернардосом. Технология сразу прошла патентование в большинстве европейских стран и в России. Чуть позже тот же Н. Бернардос придумал сначала контактную, а затем и дуговую сварку в газовой защитной среде.
За прошедшие с момента изобретения годы технология применения РДС много раз видоизменялась и получила различные модификации. Примером может служить методика соединения с плавящимся стержнем, которая, в отличие от РДС с угольным электродом, получила широкое применение в бытовых целях. Одновременно появлялись новые сварочные аппараты с разнообразными функциями, а также металлы, имеющие особые свойства.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
ММА (ручная дуговая сварка) – наименование, принятое в международной документации, – представляет собой операцию создания шва, соединяющего металлические детали при помощи электрической дуги. Последняя протягивается от электрода к поверхности металлических деталей и при стабильной работе создает крепкий, ровный шов. Для изготовления электродов используется металлическая проволока, покрытая особыми составами, защищающими при горении сварную ванну от воздействия окружающей среды, в частности, кислорода. Длина таких электродов должна быть менее 0,45 м.
Процесс розжига дуги происходит двумя способами: постукиванием – специалист легким постукиванием о поверхность металла добивается зажигания, и чирканьем – электродом, как спичкой, проводят по поверхности металла. Происходит одновременный процесс расплавления металла и электрода под воздействием дуги. Электрод плавится, наплавляя металл и формируя шов. Технология предполагает небольшое разбрызгивание металла в процессе производства работ.
ММА-соединение покрытым электродом – считается одним из самых простых, но с множеством тонкостей процесса. Производительность труда при данном методе достаточно низкая, поскольку много времени уходит на формирование шва, что считается нерациональным. Это постепенно привело к вытеснению его из промышленного производства. В настоящее время чаще всего такую технологию применяют в быту.

Однако можно говорить о многофункциональности такого вида соединения, как ручная дуговая сварка, применение которой подходит для наплавки валов, соединения различных типов металлов, а также быстрого мелкого ремонта любых металлических изделий дома. При наличии опыта специалист способен делать различные виды швов – как простых, так и трудоемких (например, потолочные).
РДС покрытым электродом имеет чрезвычайно широкое применение. Причина – простота и универсальность процесса. Сферой применения являются области, где автоматическое соединение невыгодно или затруднено. Это создание швов, имеющих сложную конфигурацию, а также прерывистых или коротких. Одним из бесспорных преимуществ РДС является возможность сделать соединение во всех пространственных положениях. Это имеет большое значение при монтаже различных конструкций.
Применяется дуговая сварка (РДС) при соединении изделий толщиной 0,02–3 см, несмотря на то, что ГОСТ 5264-80 позволяет расширить данный интервал до 0,01–12 см. Метод используется при ремонте и восстановлении мелких партий изделий, а также при сборке конструкций из разных видов металла и его сплавов.
Основными достоинствами применения РДС являются:
- легкость процесса обучения основам процесса;
- соединение во всех пространственных положениях;
- возможность выполнения работ в труднодоступных местах;
- быстрота смены соединяемого материала;
- разнообразие марок электродов для соединения разных видов стали;
- Простота, низкая стоимость оборудования, а также возможность его быстрого перемещения.
Недостатками применения РДС специалисты называют низкую производительность труда, долгий срок обучения и получения необходимых навыков (от 1 года до 1,5 лет для специалистов с высокой квалификацией), зависимость качества работы от персональных характеристик сварщика, трудности соединения материалов с толщиной < 1 мм, иногда < 2 мм.
С помощью РДС соединяют чугун, медь, стали и разные медные сплавы. Для работы с каждым из металлов и их сплавов подбирают необходимые электроды и их покрытия.
Повышение производительности сварки в углекислом газе
Приём увеличения силы сварочного тока
Сварка в CO2 часто производится на форсированных режимах при повышенной величине сварочного тока. Для проволоки диаметром 1,2мм сила тока составляет 350-380А, а для проволоки диаметром 1,4мм — 400-450А. Но простое увеличение силы тока допустимо только при сварке швов в нижнем положении.
При сварке вертикальных и потолочных швов силу тока можно увеличивать лишь в том случае, если повысить скорость кристаллизации сварочной ванны. Скорость кристаллизации можно повысить, если сообщить колебательные движения сварочной проволоке вдоль шва и поперёк него, а также периодическим отключением подачи проволоки. При отключении подачи проволоки дуга угасает, а к моменту следующего зажигания дуги металл успевает частично кристаллизоваться.
Сварка с увеличением вылета сварочной проволоки
Этот способ увеличения производительности особенно эффективен, если используется тонкая проволока. Повышение производительности достигается за счёт того, что проволока подаётся в зону сварки уже нагретой до высокой температуры, поэтому скорость её плавлении возрастает и увеличивается объём расплавленного металла.
Чтобы избежать самопроизвольного движения конца сварочной проволоки при её большом вылете, применяют специальные наконечники из фарфоровых или керамических трубок. При увеличении длины вылета на 40-50мм, производительность сварки и объём наплавленного металла возрастает на 30-40%. Но глубина проплавления основного металла немного снижается.
Электроды
Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80):
ЭВЧ – чистый вольфрам без специальных добавок;
ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%);
ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%);
ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%).
Диаметр вольфрамового электрода выбирают в зависимости от его марки, величины и рода сварочного тока. Электроды ЭВЧ используют для сварки на переменном токе, а прочие для сварки на переменном и постоянном токах прямой и обратной полярности.



| Диаметр электрода, мм | Постоянный ток, полярность | Переменный ток, А | |||||||
| прямая | обратная | ||||||||
| ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | ЭВЛ | ЭВИ | ЭВТ | |
| 2 | 80 | 180 | 120 | 20 | 25 | 25 | — | — | — |
| 3 | 230 | 380 | 300 | 35 | 50 | 30 | — | 150 | 180 |
| 4 | 500 | 620 | 590 | 60 | 70 | 60 | 180 | 170 | 220 |
| 5 | 720 | 920 | 810 | — | — | 70 | — | 210 | 270 |
| 6 | 900 | 1500 | 1000 | 100 | 120 | 110 | 250 | 250 | 340 |
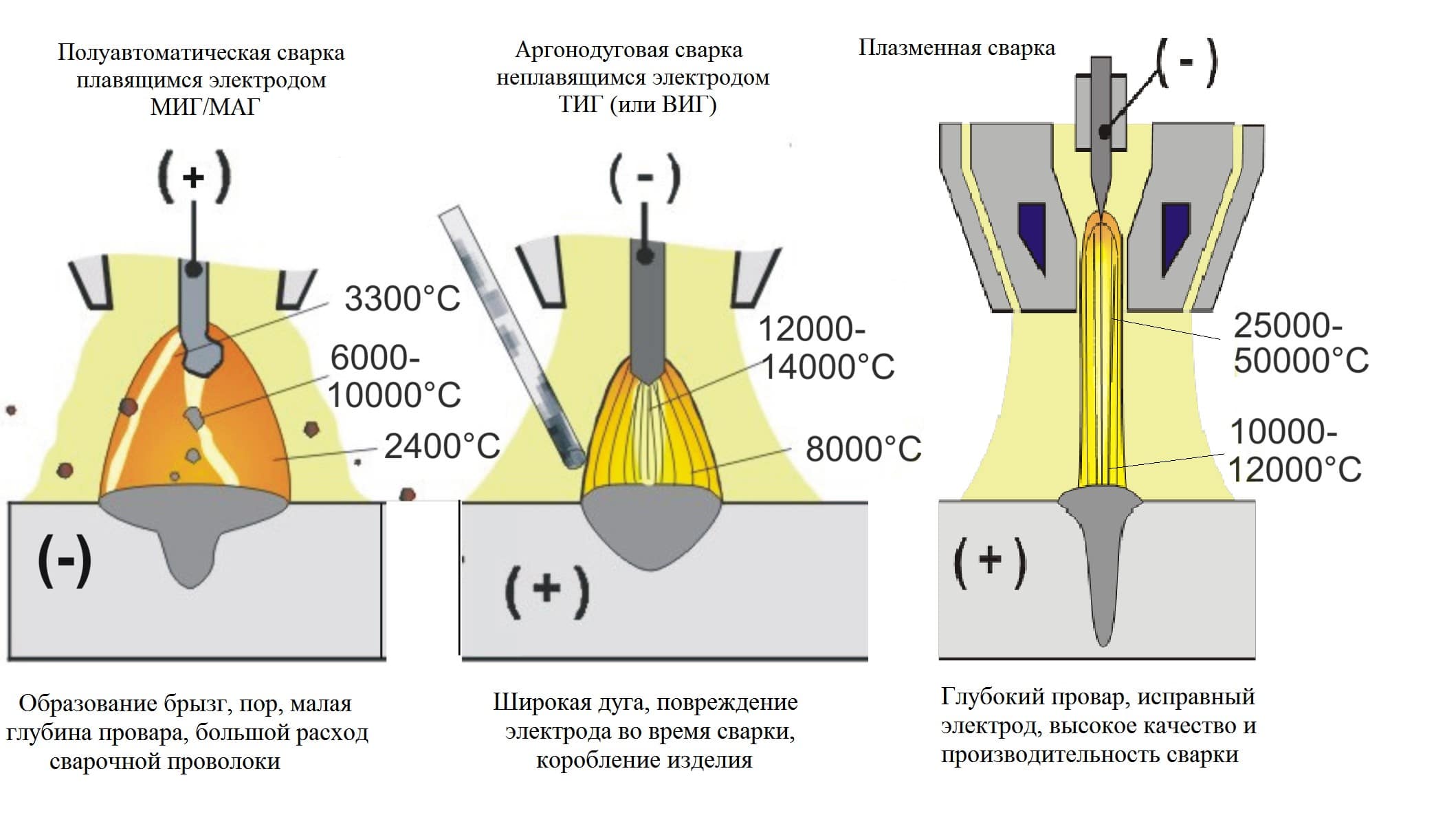
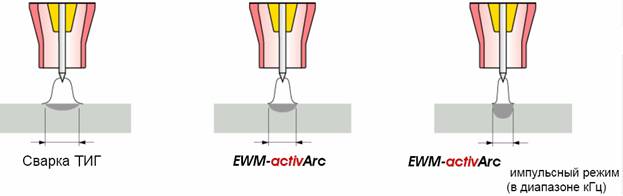
Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке.
А — постоянный ток прямая полярность;
Б — постоянный ток обратная полярность; В — переменный ток;
В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 — 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм.
Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них.
Заточка W-электрода
Расход электродов диаметром 8 — 10 мм при беспрерывной работе в течение 5 часов:
ЭВЧ – 8,4 г/час, ЭВЛ – 1,2 г/час, ЭВИ – 0,18 г/час, ЭВТ – 1,4 г/час. Чтобы уменьшить расход электрода, подачу инертного газа следует начинать до включения сварочного тока, а прекращать после выключения тока и остывания электрода.
Циркониевые и гафниевые электроды используют в горелках для плазменной сварки. Сварка графитовым электродом используется очень редко – главным образом для получения сварных соединений неответственного назначения при изготовлении изделий из низкоуглеродистой стали, заваривании дефектов на чугунном литье и при сварке меди в азоте на постоянном токе прямой полярности.