
Выбор сварочного оборудования по разному типу тока на прокат
Сварка является одним из наиболее распространенных способов соединения металлов, поскольку она помогает на молекулярном и атомном уровне скреплять части конструкций и деталей.
Для этого вида обработки используется самое разнообразное по своим характеристикам оборудование, которое может использоваться как в бытовых условиях, так и на масштабных производствах.
Аппараты могут быть ручными или стационарными, в зависимости от их мощности и производительности, их стоимость варьируется от нескольких тысяч до нескольких десятков тысяч рублей.
Для того чтобы купить такие установки, нужно учитывать многие факторы, начиная от типа материала, с которым придется работать, и заканчивая необходимым напряжением сети.
Поскольку покупка обходится довольно дорого, и к ней нужно серьезно готовиться, в некоторых случаях прокат сварочного оборудования будет самым рациональным решением.
Ознакомиться с продукцией этого типа от лучших компаний можно на специализированных выставках, посвященных металлообработке. Рассмотрим детально, какие типы оборудования для сваривания металлов бывают, и для каких целей они применяются.
Прокат сварочного оборудования в основном выбирают потребители, которые не имеют особых навыков в этом деле, и нуждаются только в одноразовом применении аппаратов. В таком случае, лучше всего применять установки ручного типа, которые отличаются небольшим весом.
Аппараты постоянного тока будут наиболее уместными в этой ситуации, поскольку они позволяют проводить работы наиболее безопасно и не требуют профессиональной подготовки.
Бывают такие технологии сварки:
- Ручная дуговая сварка (MMA) – особенность заключается в использовании штучных электродов, подходит для самых простых бытовых работ;
- Полуавтоматическая сварка (MIG/MAG) – проволока, которая беспрерывно подается при помощи специального механизма, используется в качестве электрода. Этот тип сварки считается более производительным, чем ручная дуговая сварка;
- Аргоннодуговая сварка (TIG) – неплавящиеся электроды в ней выполнены из вольфрама, подходит для работы с металлами, которые не поддаются ручной дуговой сварке;
- Контактная точечная сварка (SPOT) – одновременно производит локализованный нагрев поверхности металла и пневматический удар, что образует сварные точки;
- Аппараты для плазменной резки – эти устройства используются не для соединения, а для раскроя металлических частей. Их относят к сварке, поскольку технология заключается в способности металла плавиться и испаряться под воздействием высокой температуры.
Такая услуга, как прокат сварочного оборудования, может заинтересовать не только частных лиц, но и предпринимателей, которые по каким-либо причинам не могут обзавестись на данный момент собственными агрегатами.
Существуют сварочные станки до 10 кг, которые работают от однофазной сети, они будут наиболее уместны для применения в бытовых условиях и небольших мастерских.
Высокопроизводительные профессиональные агрегаты будут весить до 50 кг и выше, они передвигаются на колесах, работают от трехфазной сети.
Прежде чем определиться, какой именно аппарат вам нужен, стоит учитывать не только потребности вашего производства, но и его энергетические возможности: очень важно, чтоб колебания в сети во время работы оборудования не превышали 10-15%
Как взять в аренду сварочный аппарат
После того, как вы определитесь со всеми критериями, которым должен соответствовать аппарат, стоит найти компанию, в которой можно его арендовать.
Прокат сварочного оборудования осуществляют многие фирмы, потому проблем с их поиском не возникнет.
Очень важно, чтобы перед заключением договора об аренде консультанты предоставили все сертификаты на установки и документы, подтверждающие ее работоспособность. Также внимательно изучайте условия договора: в них указываются случаи, в которых арендатор должен возмещать стоимость испорченного по его вине оборудования
Также внимательно изучайте условия договора: в них указываются случаи, в которых арендатор должен возмещать стоимость испорченного по его вине оборудования.
Все условия должны быть максимально прозрачными, только в таком случае можно начинать сотрудничество с арендодателями.
Определение и понятие свариваемости
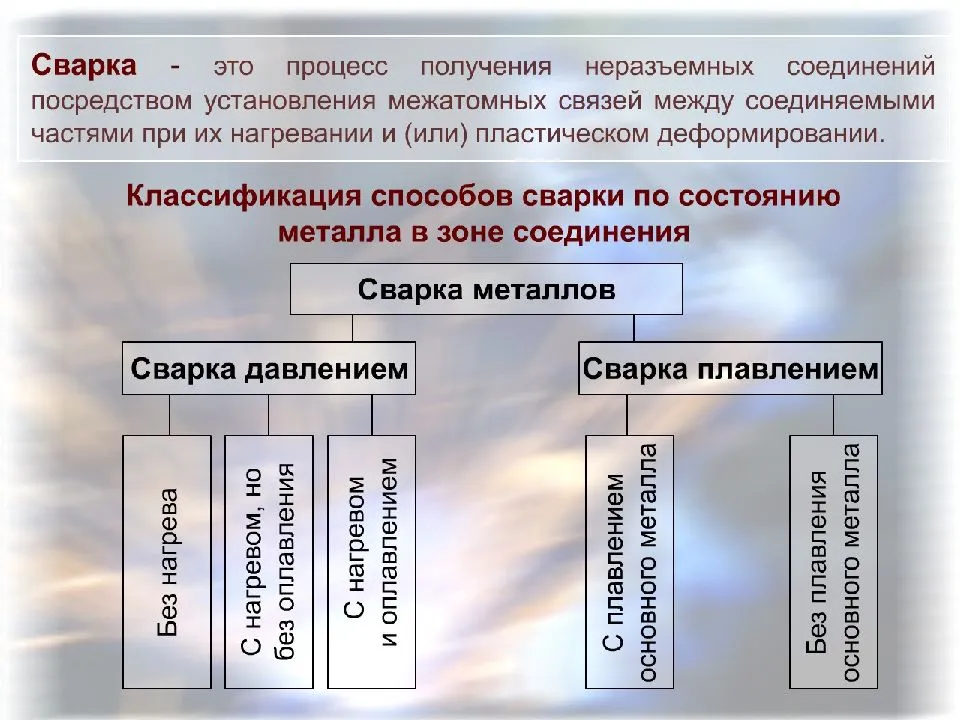
Конструкции и изделия из металлов, да и не только из них, изготавливаются разъемными и неразъемными. Сварка является способом соединения, относящегося как раз к последнему типу, т. к. такую конструкцию невозможно разобрать, не разрушив.

За счет чего получают соединение неразъемного типа и каким образом это можно осуществить? В ГОСТ 2601-84 дается определение этого термина. Происходит межатомная связь между кромками соединяемых частей, но для этого необходимо создать определенные условия. Их три: нагрев до расплавления, давление или комбинация указанных способов. Место соединения называется швом сварного соединения. Представляет собой сплав, который образуется в результате плавления кромок или плавления с добавлением присадочного материала, а также с помощью давления или одновременного действия обоих видов – плавления или пластического состояния и давления.
Получение соединения тесно связано с понятием свариваемости. Это свойство металлов или их комбинаций образовывать соединение, которое будет отвечать конструкционным и эксплуатационным характеристикам готового изделия. По свариваемости согласно ГОСТ 29273-92 металлы делятся на 4 группы:
- хорошо;
- удовлетворительно;
- плохо;
- ограниченно свариваемые.
От того, к какой группе относится металл, зависят выбор способа сварки и технологии ее осуществления. Хорошо свариваемые материалы не требуют особых условий проведения сварки. Их не подогревают ни до, ни в процессе сварки, ни после ее осуществления. Удовлетворительно свариваемые металлы должны перед выполнением сварки подогреваться до установленной техпроцессом температуры, а также после ее окончания подвергаться термической обработке. Такие меры помогут предотвратить возникновение трещин в процессе проведения сварки. Ограниченно свариваемые металлы подвергают термообработке до соединения кромок заготовок и после застывания шва. Марки металлов, относящиеся к плохо свариваемым, склонны к трещинообразованию и требуют особых условий работы. Это термообработка до процесса соединения, подогрев в ходе ведения сварочного процесса и после его осуществления, а также создание особых условий охлаждения.
Различают 2 разновидности свариваемости:
- технологическую;
- физическую.
Первый вид подразумевает воздействие сварочного цикла на получение шва, который должен соответствовать эксплуатационным свойствам изделия. Второй – получение соединения с требуемой химической связью. Получаемый при ведении и окончании сварочного процесса шов должен по химическим характеристикам соответствовать соединяемому металлу, а по прочности и герметичности не уступать металлу, из которого изготовлена конструкция или изделие.
Этап первый — подготовка металла.
Металл, что выбран для конструкций, предварительно очищают и выправляют.
Очистку нужно проводить еще до сварки. Металл в месте сварки тщательно чистят от загрязнений, что могут стать причиной дефекта сварочного шва — влаги, ржавчины, различного рода загрязнений, масла. Особенно внимательно следует отнестись к зазору между кромками металла. Если загрязнения попадают в этот зазор уже непосредственно во время сварки, то есть два способа избавиться от них — использовать сжатый воздух для продува, или при помощи горелки прожечь кромки.




Очистка производится щетками — ручными и механическими, гидропескоструйным способом, дробометным, иглофрезами, используются и растворы кислот, щелочей.
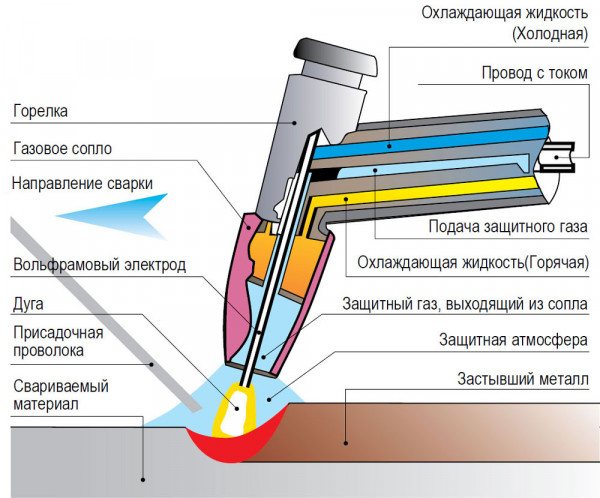
Газоэлектрическая сварка
Сварочная дуга, возникающая при плавлении электрода, защищается инертным газом. Ток направляется к электроду через мундштук. Весь присадочный материал и электрод подается специальным роликовым устройством. Основными защитными газами являются:
- аргон;
- гелий;
- активный углерод.
Чаще всего используется аргонная сварка, а также выполняются сварочные операции с применением углекислого газа.
Сжиженный газ достигает давления в 7 МПа. Для регулировки рабочего давления установлен специальный газовый редуктор.
Без аргонодуговой сварки невозможно варить цветные металлы и сплавы. Она осуществляется аналогично электродуговой сварке двумя видами электродов:
- неплавящимися;
- плавящимися.
При этом при использовании неплавящихся электродов сварочная операция может проводиться на любом виде тока.
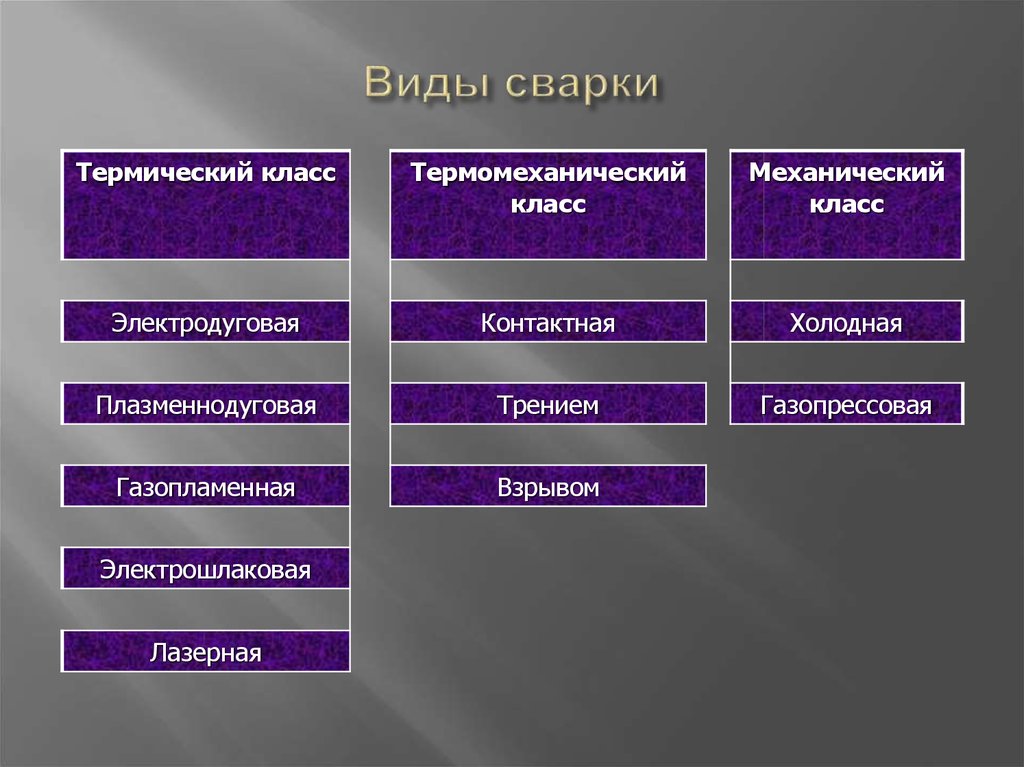
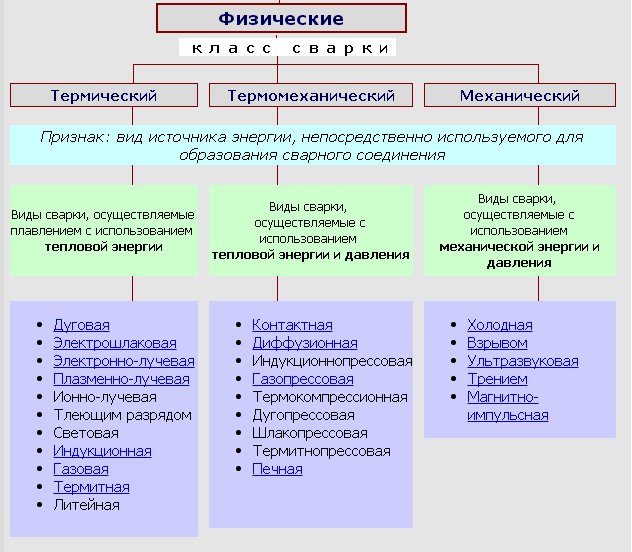
Термический класс
Сварочные работы этого класса выполняются посредством плавления кромок свариваемых друг с другом элементов. Сперва в месте стыковки возникает сварочная ванна и после ее отвода выполняется шовное соединение.
Виды термической сварки разделяются на несколько подклассов: газовая, термитная, электронно-лучевая, лазерная, плазменная, электрическая дуговая стыковка материалов.
Последняя разновидность считается самой распространенной. Она не требует применения специальных приспособлений и инструментария.
Дуговая сварка
Принцип электродугового метода основан на воздействии тепловой энергии, образуемой электрической дугой. Прежде чем приступать к свариванию необходимо тщательно очистить стыкуемые кромки от пыли, следов масла, ржавчины и других загрязнений.
Дуговой технологический процесс считается наиболее простой и универсальной методикой. Она востребована при необходимости создать небольшие швы, а также при проведении монтажных работ, в том числе и в труднодоступных местах.
Существуют следующие виды сварки дуговым способом:
- ручная;
- электродная;
- в среде защитного газа;
- автоматическая под флюсом.
Для создания швов применяют плавящиеся и неплавящиеся электроды, переменный и постоянный ток. Для каждого металла технология подбирается индивидуально.
Газовая сварка
Это электродуговой способ, подразумевающий сваривание в защитной газовой активной или инертной среде. Различают две разновидности сварки: МИГ и МАГ, отличающиеся механическими характеристиками используемых материалов.
Свариванию материалов в газовой среде характерны следующие преимущества:
- отменное качество сварных соединений;
- возможность стыковки в разных пространственных положениях;
- легкость процесса за счет автоматизации и возможность наблюдать за образованием стыка.
В числе минусов отмечают необходимость использовать защитные меры, противостоящие тепловой и световой радиации дуги, а также вероятность нарушения газовой защиты в случаях сдувания струи.
Лучевой способ
Сварочный процесс происходит в вакууме, благодаря чему можно достичь безупречного качества соединительного шва. К заготовке передается мощный поток энергии, электроды вступают в реакцию с компонентами материала ускоряя процесс разогрева до температуры плавления.
Используются лучевые виды сварок в работе с микроэлементами, потому что здесь без осложнений можно отрегулировать луч до размеров микрона в диаметре.
Термитный способ
Уже из названия можно понять, что процесс сваривания осуществляется с применением термита — специального порошкообразного материала, основными составляющими которого являются соединения алюминия или магния, железной окалины.
Методика образует прочные швы и пользуется популярностью для стыковки рельсов, труб и для наплавки массивных деталей.
Электрошлаковая техника
В осуществлении сварочных работ относительно новый метод. Свариваемые элементы обволакиваются шлаком, предварительно разогретым до температуры, превышающей плавление проволоки и самого материала.
С помощью технологии в один проход можно заполнять большие разрывы. Образующаяся защитная ванна обеспечивает безупречное качество шва путем выдвигания на поверхность самых нестандартных металлических соединений.
Электрошлаковая методика подходит для выполнения самых сложных швов и создания крупногабаритных высокоточных деталей благодаря отсутствию трещин и пустот в соединениях.
Оборудование: выбор сварочного аппарата и средств защиты
Для защиты глаз от ожога при сварке необходимо использовать маску со светофильтром.
Для выполнения сваривания необходим электрический ток большой величины, поступающий на электрод. Современный прибор, обеспечивающий постоянное поступление тока к месту сварки, называется инвертором. Более старые модели сварочных аппаратов имели громоздкие размеры и значительный вес, новые инверторы легко переносятся, не вызывают просаживания сети (это состояние выражается в потере напряжения и мигании лампочек во всем многоквартирном доме или по всей улице частного сектора). Во многих современных инверторах установлена защита от короткого замыкания. При залипании электрода инверторный аппарат автоматически выключается.
Защитный инвентарь: маска со светофильтром (темным стеклом). Светофильтр оберегает глаза от ожога. Без него можно получить ожоги роговицы различной степени: от легких, когда в глазах сохраняется ощущение присутствия песка, до тяжелых, когда восстановить зрение невозможно.
Качество защиты светофильтра определяется номером. Чем толще электрод и больше сварочный ток, тем более мощный светофильтр необходим для защиты зрения.
Освоение тонкостей работы со сварочным аппаратом, выдерживание правильного расстояния дуги, наклона электрода формирует мастерство сварщика. Профессионализм определяется умением управлять процессом, получать качественное соединение поверхностей.

Какие могут быть ошибки
Неправильно выбранный ток — при его низком значении будет постоянно тухнуть дуга и прерываться шов. Высокое значение тока ведет к проплавлению, прожиганию насквозь тела сварных конструкций из металла.
Выход шлака регулируется углом наклона электрода и зависит от его типа. Если ванна перемещается быстро, остаются шлаковые включения в шве.
Высоколегированные стали перед обработкой нужно подогревать, в противном случае материал кромки не успеет расплавиться или образуется переходная зона.
Сварку цветных металлов необходимо проводить специальными электродами в среде защитного газа. Полярность тока должна быть прямой, чтобы плавился металл, покрытый окислами.
Что такое сварочная дуга?
Сварочная дуга — это электрический импульс, который протекает между сварочным электродом и заготовкой. Это происходит, когда между двумя элементами возникает достаточно высокое напряжение (бесконтактное зажигание) или когда пользователь ударяет по сварному материалу электродом (зажигание трением).
Электрическая дуга является основой дуговой сварки. Благодаря ей осуществляется соединение основного материала свариваемых деталей с присадочным материалом для формирования сварного шва.
Напряжение в такой дуге очень большое. Оно течет через воздушный зазор и образует дугу с температурой в несколько тысяч градусов (до 10000 °C). Поскольку ток постоянно течет между заготовкой и электродом, перед началом работы, заготовка должна быть заземлена с помощью кабеля заземления, подключенного к сварочному аппарату.
Чтобы получить гладкий и прочный шов, сварочная дуга должна быть стабильной. Следовательно, сварочное напряжение и скорость подачи проволоки должны быть адаптированы к свариваемому материалу и его толщине.
Техника сварщика влияет на то, является ли дуга мягкой или твердой, а следовательно, и на качество сварного шва. Расстояние от сварочного электрода до канавки и поддержание постоянной скорости движения горелки также имеет большое значение. Выбор правильного напряжения и скорости подачи проволоки является базовым навыком для каждого сварщика.
Хотя современные сварочные устройства предлагают множество функций, облегчающих работу сварщиков, таких как сохранение предыдущих настроек сварки или вызов готовых синергетических линий, что значительно упрощает настройку параметров устройства в соответствии с поставленной задачей.
Расположение оборудования и приспособлений
Схема расположения оборудования строго регламентирована нормами и правилами техники безопасности в сварных цехах. Планировка определяет безопасность, удобство передвижения персонала, перемещения деталей, узлов и готовой продукции. Есть несколько рекомендация по обустройству:
- если в цеху используется для электросварки трансформатор, то его надо устанавливать в 5-7 м от верстака и в полуметре от стены (минимум). Бытовой инвертор может быть установлен на поверхности стола;
- если сварка производится газом, тогда баллоны с кислородом и ацетиленом расставляются вдали друг от друга на расстояние не менее 5 м. То же самое касается и пропанового оборудования. Это же расстояние выдерживают между местом сварки и баллонами;
- газовые шланги, электрические кабели укладывают в стороне от проходов, чтобы по ним не ходили. Это в первую очередь требование техники безопасности, во вторую способ сохранения имущества;
- между оборудованием, столами, шкафами и другими громоздкими предметами оставляется расстояние 1 м для удобства перемещения людей, перевозки деталей на тележках.
Оборудование для автоматической сварки требует большего пространства. Необходимо учитывать его передвижение по сварочному цеху и доступ к нему исполнителей.
Тип электрического тока
Тип электрического тока, используемый для электродуговой сварки, также различается. Он может быть постоянным, переменным или импульсным. Работа на постоянном токе обеспечивает стабильную дугу и отличное управление процессом сварки для обеспечения необходимого проплавления заготовок и формирования необходимого размера и профиля сварного шва.
Использование переменного тока, позволяет значительно упростить конструкцию и стоимость сварочного оборудования, но в ущерб геометрии сварного шва. В частности на переменном токе затруднительно работать с тонкими изделиями. Чаще всего переменный ток используется для сварки алюминия, где он способствует разрушению поверхностной оксидной пленки.
Применение импульсного тока позволяет снизить тепловложение в зону сварки, что актуально при сварке тонких деталей. Наиболее эффективно применение импульсного тока при сварке плавящимся электродом с синхронизацией подачи импульсного тока и подачи сварочной проволоки.При этом минимизируется разбрызгивание сварочной проволоки и значительно снижается перегрев свариваемых деталей.
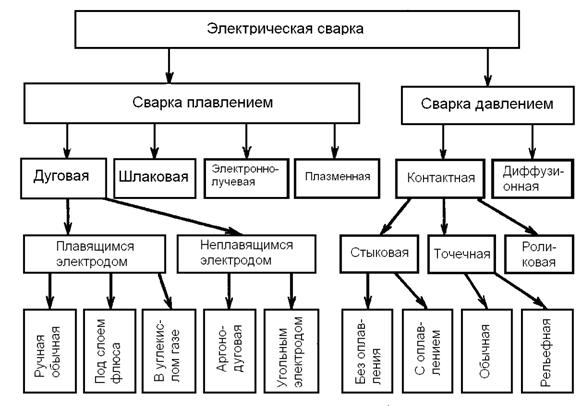
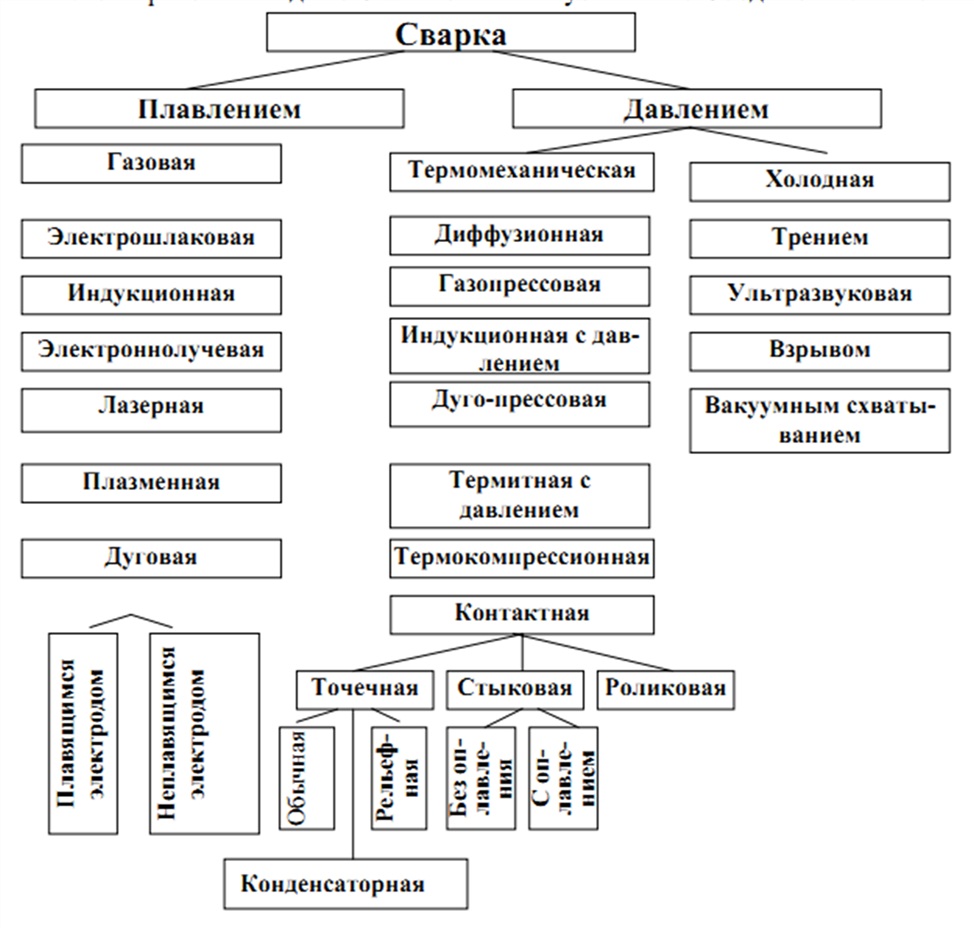
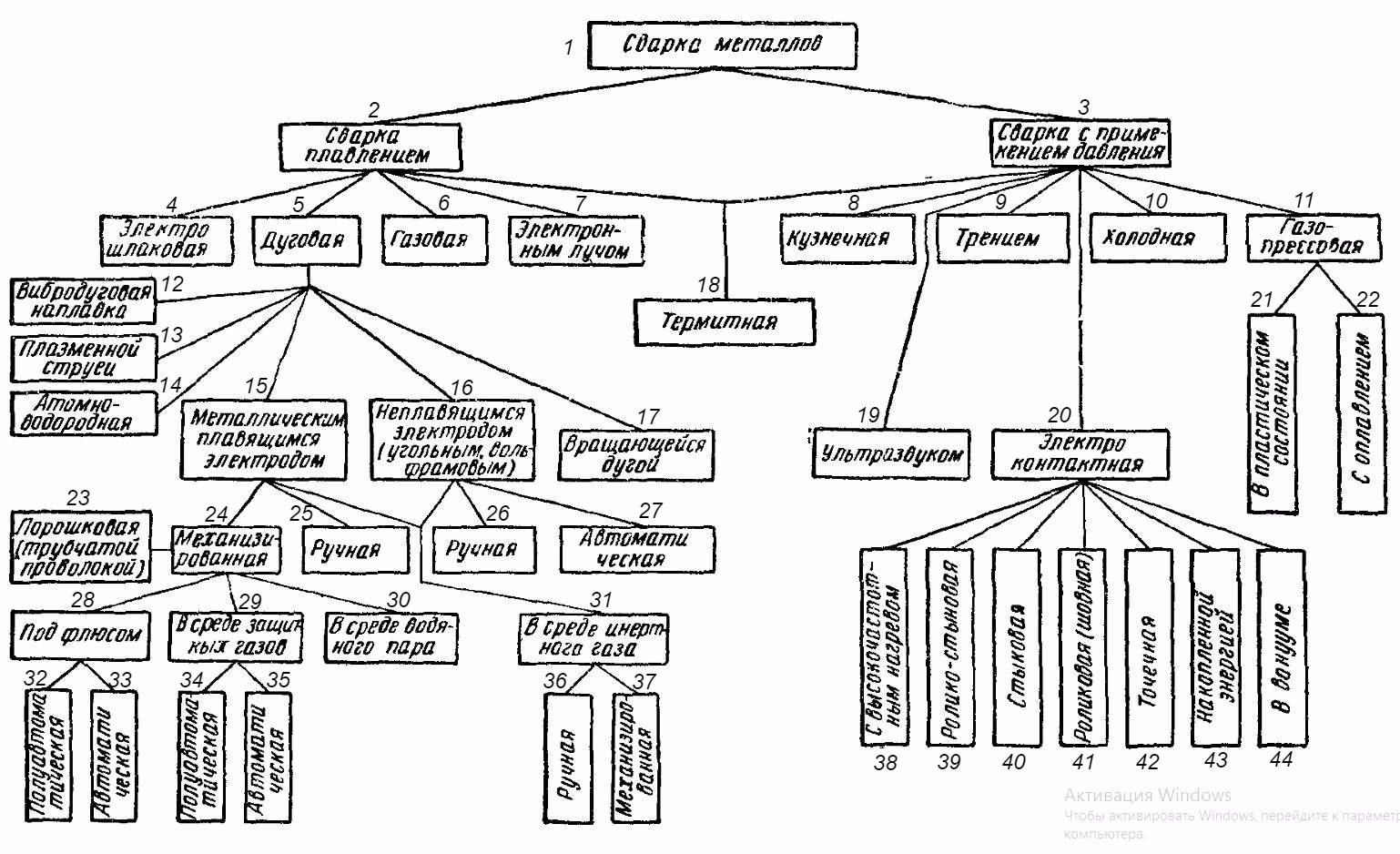
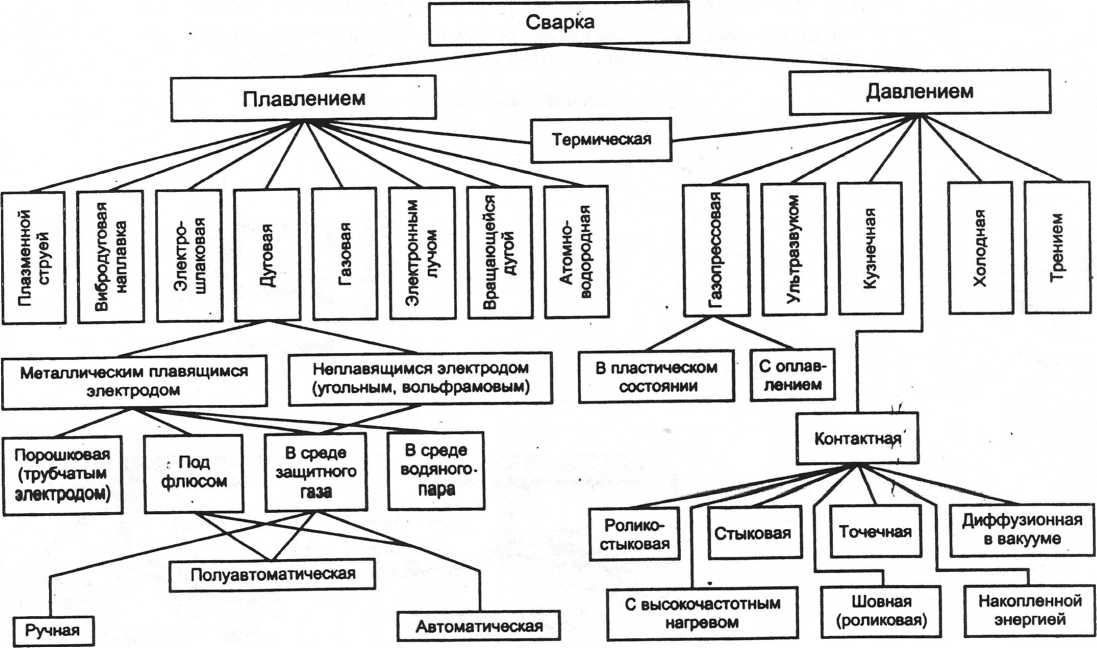
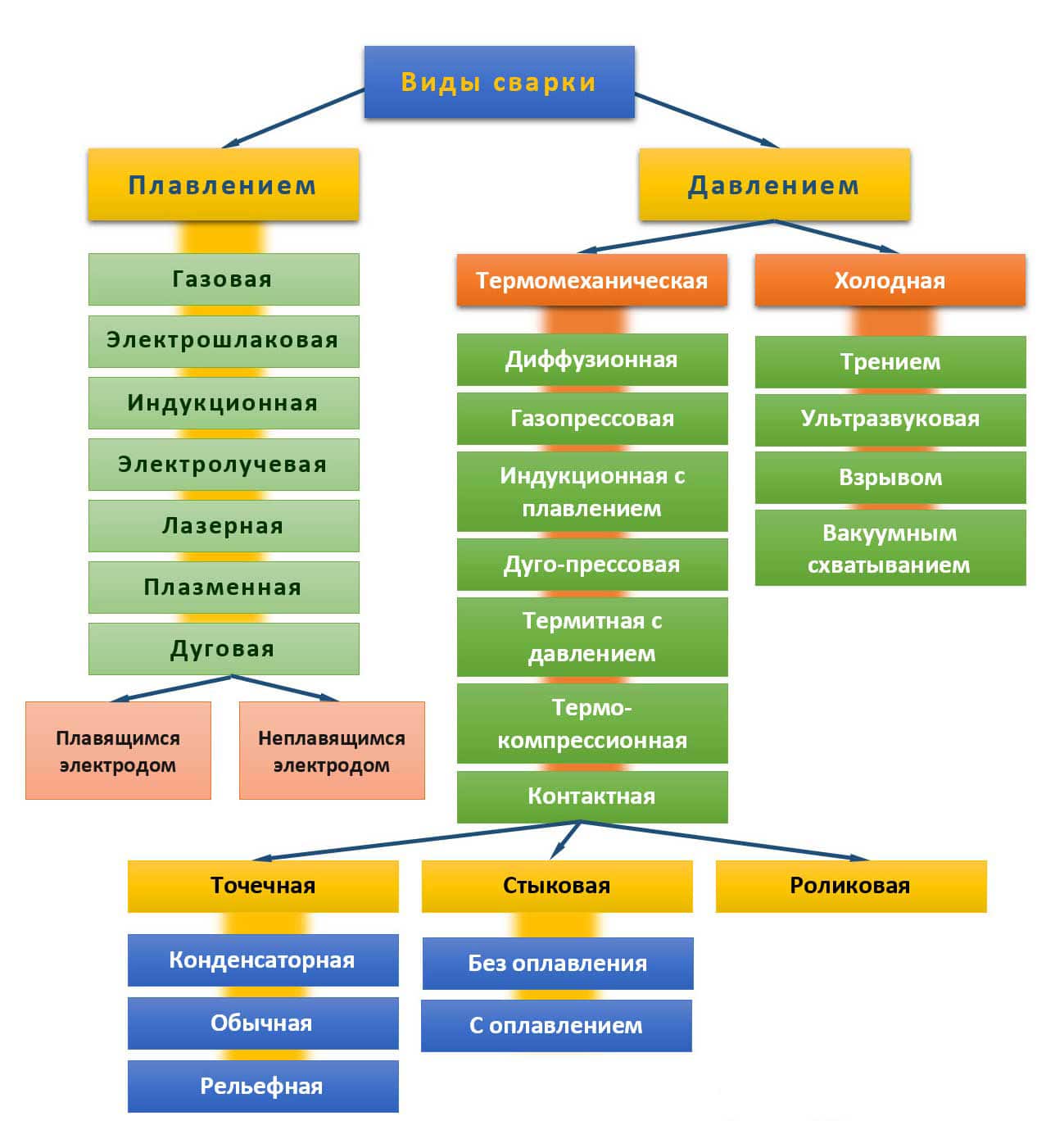
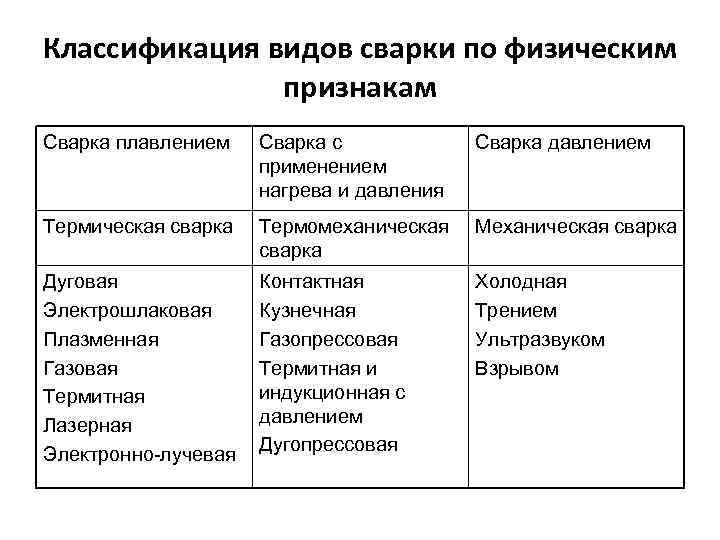
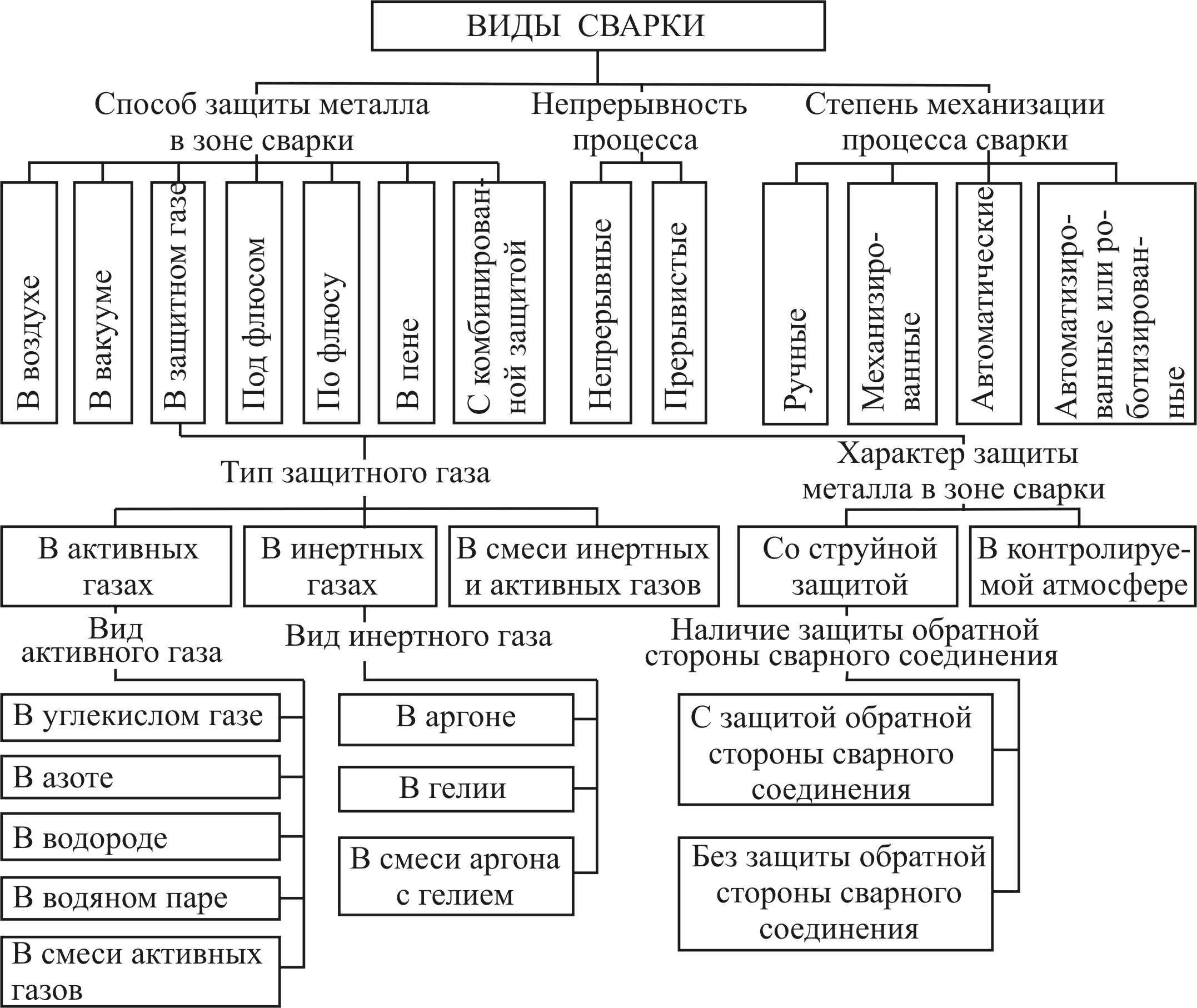
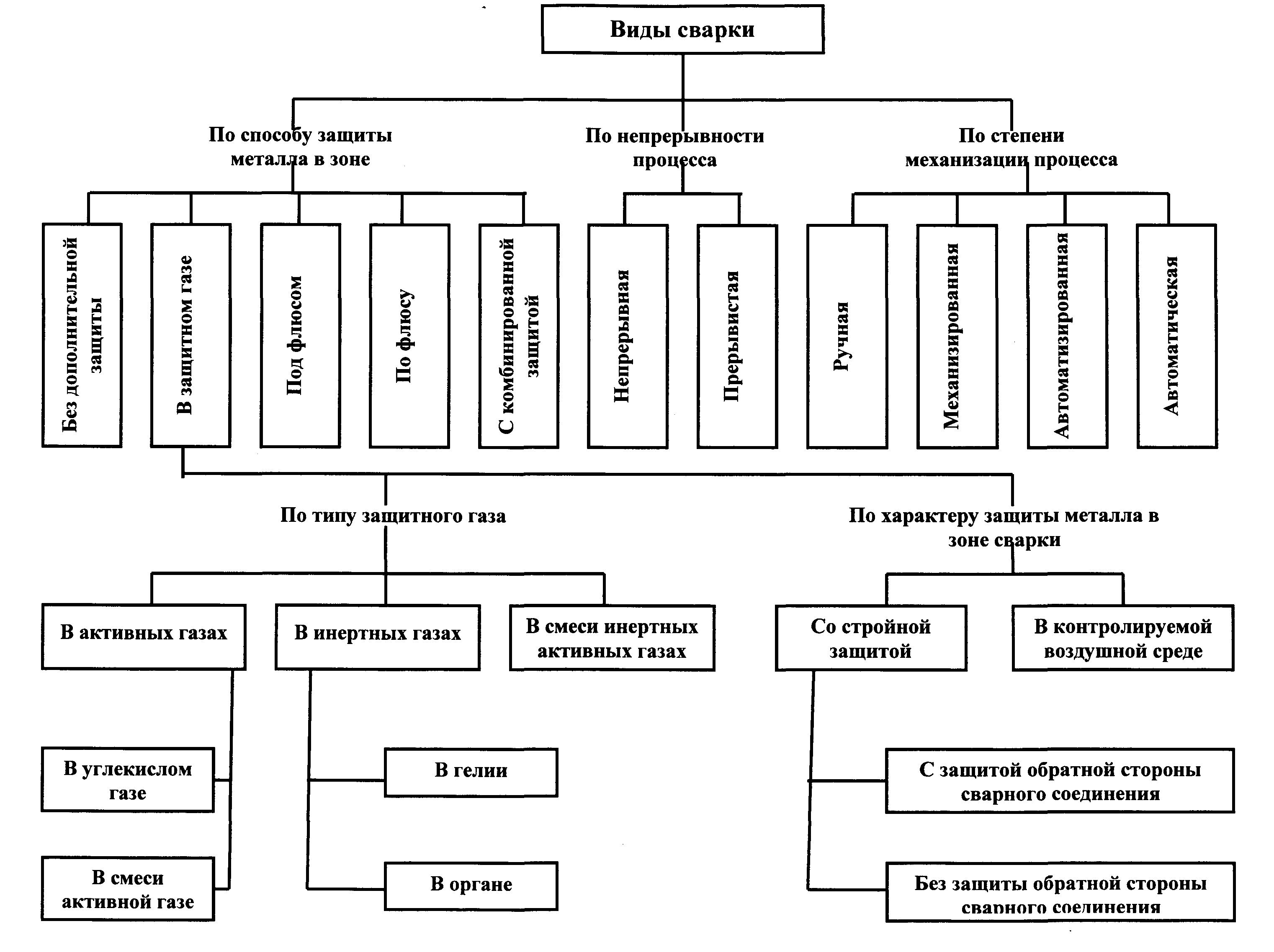
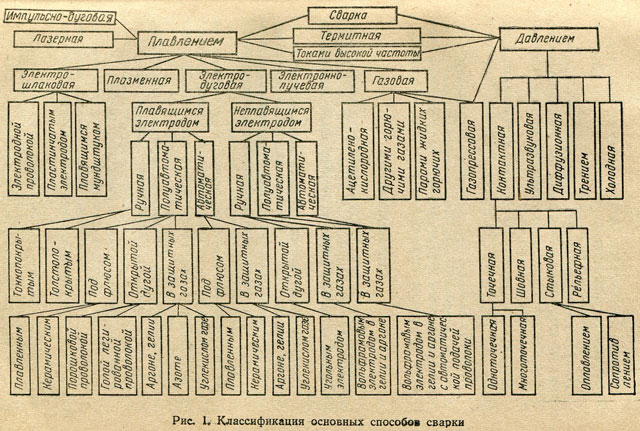
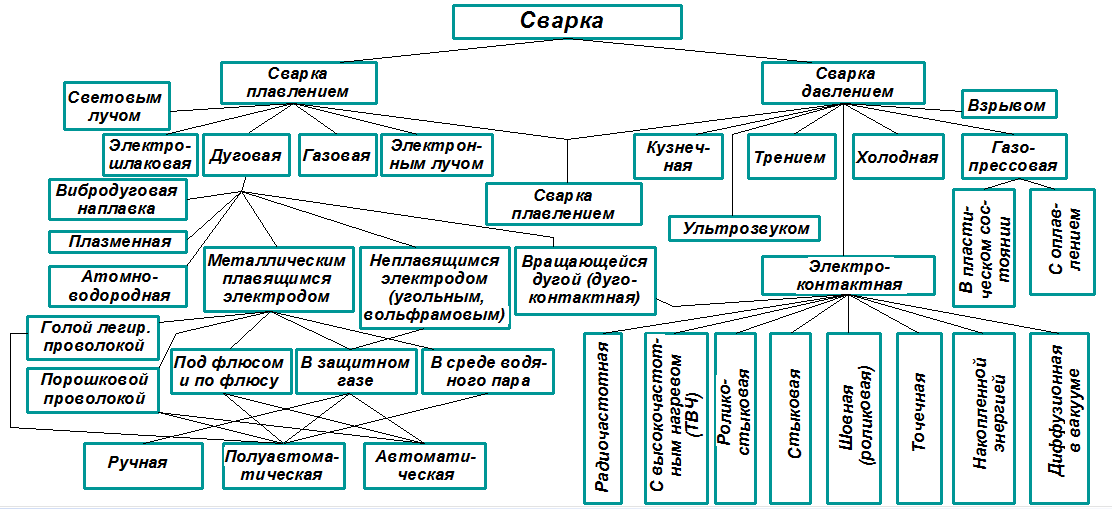
Классификация сварки
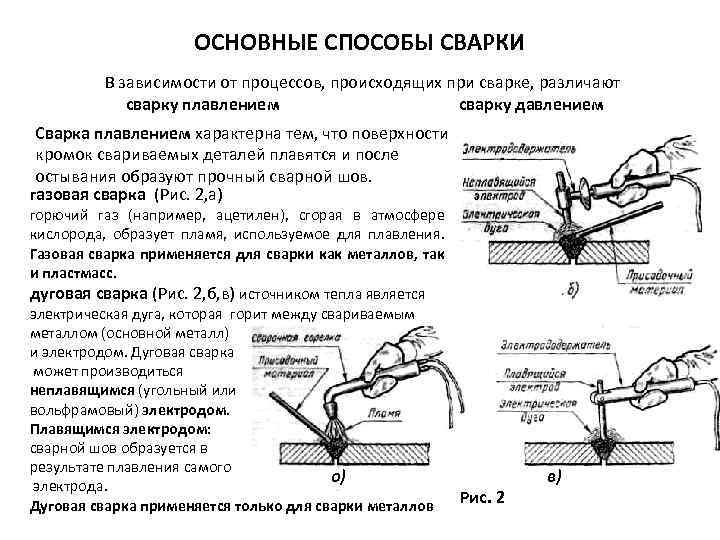
Сварка плавлением
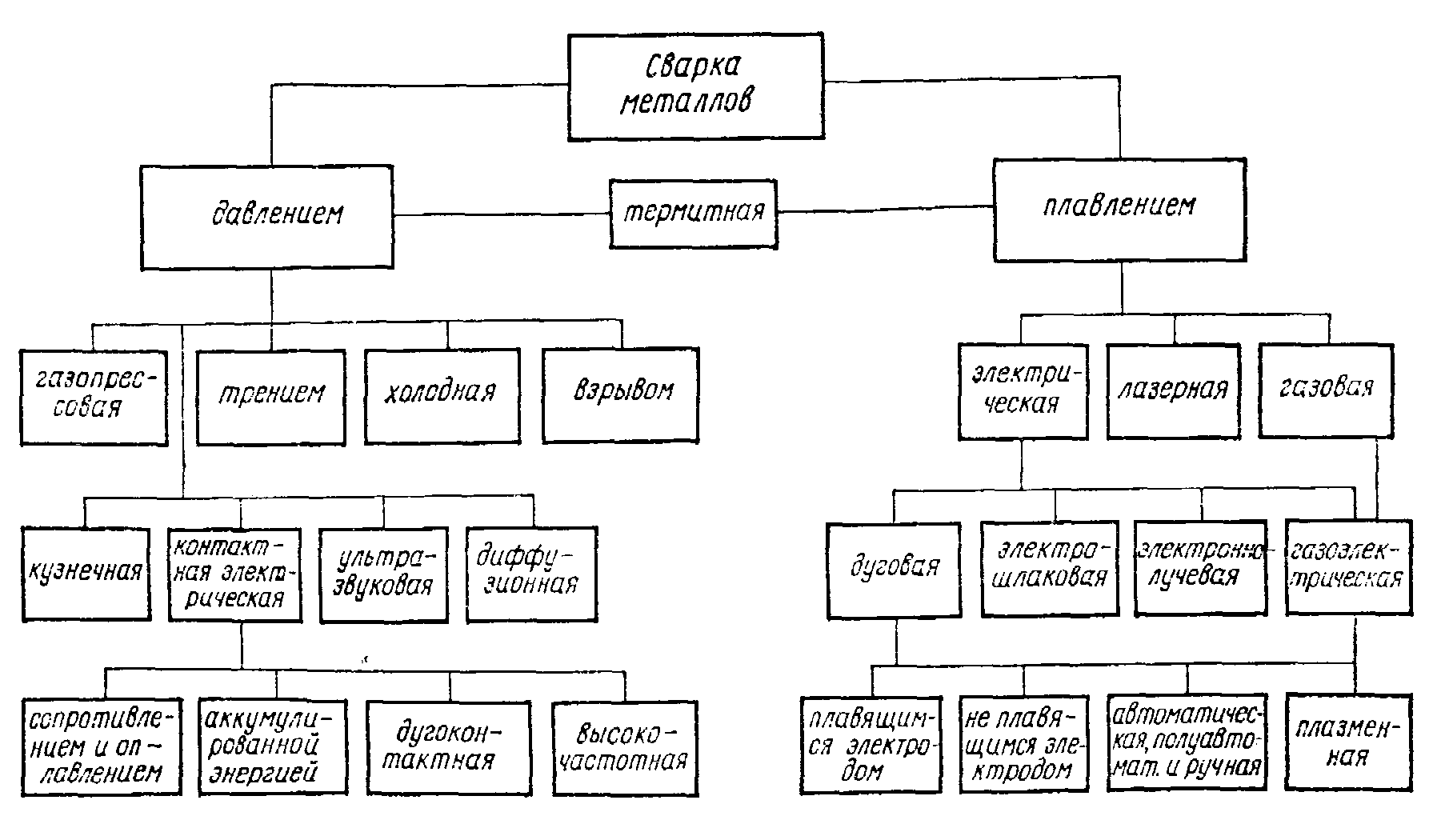
— (термический класс сварки) сварка, осуществляемая местным сплавлением соединяемых частей без приложения давления. Классификация сварки плавлением приведена на рис.1.
| Рис.1. Классификация сварки плавлением |
Дуговая сварка
— сварка плавлением, при которой нагрев осуществляется электрической дугой. Имеет большое количество разновидностей.
Электрошлаковая сварка
— сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак. Классифицируется по виду и количеству электродов и по колебаниям электрода.
Электронно-лучевая сварка
— сварка плавлением, при которой для нагрева используется энергия ускоренных электронов (электронного луча). Классифицируется по наличию и направлению колебаний луча.
Плазменная сварка
— сварка плавлением, при которой нагрев проводится сжатой дугой.
Световая сварка
— сварка плавлением, при которой нагрев проводится мощным световые лучом. Классифицируется по виду источника света (солнечная, лазерная, искусственными источниками света).
Газовая сварка
— сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. Классифицируется по виду горючего газа.


Термитная сварка плавлением
— сварка плавлением, при которой нагрев металла осуществляется жидким термитным металлом, расплавляющим металл соединяемых деталей в месте образуемого сварного стыка по всему сечению и служащим одновременно и присадочным металлом.
Литейная сварка
— сварка плавлением, при которой подготовленное место заливается жидким перегретым металлом, заготовленным в отдельном от изделия контейнере.
Особенности сваривания поверхностей
Весь процесс сварки металлов протекает в две стадии. Сначала поверхности материалов необходимо приблизить друг к другу на расстояние сил межатомного сцепления. При комнатной температуре стандартные металлы не способны соединиться даже при сжатии со значительным усилием. Виной этому служит их физическая твердость, поэтому контакт при сближении таких материалов происходит лишь в некоторых точках, независимо от качества обработки поверхностей. Именно загрязнение поверхности существенно влияет на возможность сцепления материалов, ведь пленки, окислы, а также слои примесных атомов всегда присутствуют в естественных условиях.
Поэтому создание контакта между кромками деталей может достигаться либо за счет пластических деформаций, которые возникают в результате приложенного давления, либо в случае расплавления материала.
На следующей стадии сварки металла осуществляется электронная диффузия между атомами соединяемых поверхностей. Поэтому поверхность раздела между кромками исчезает и получается или металлическая атомная связь, или ионная и ковалентная связи (в случае полупроводников или диэлектриков).
Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия. Основные виды сварки термомеханического класса — кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.
Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.