
Что вы должны знать о домашней сварке алюминия?
Многие знают, что сварка данного металла-проблематичное занятие. Всему виной-плёнка из оксида алюминия, которая появляется на поверхности металла из-за контакта с кислородом.
Она существенно усложняет работу сварщику. Именно для решения этой задачи и существуют электроды по алюминию.
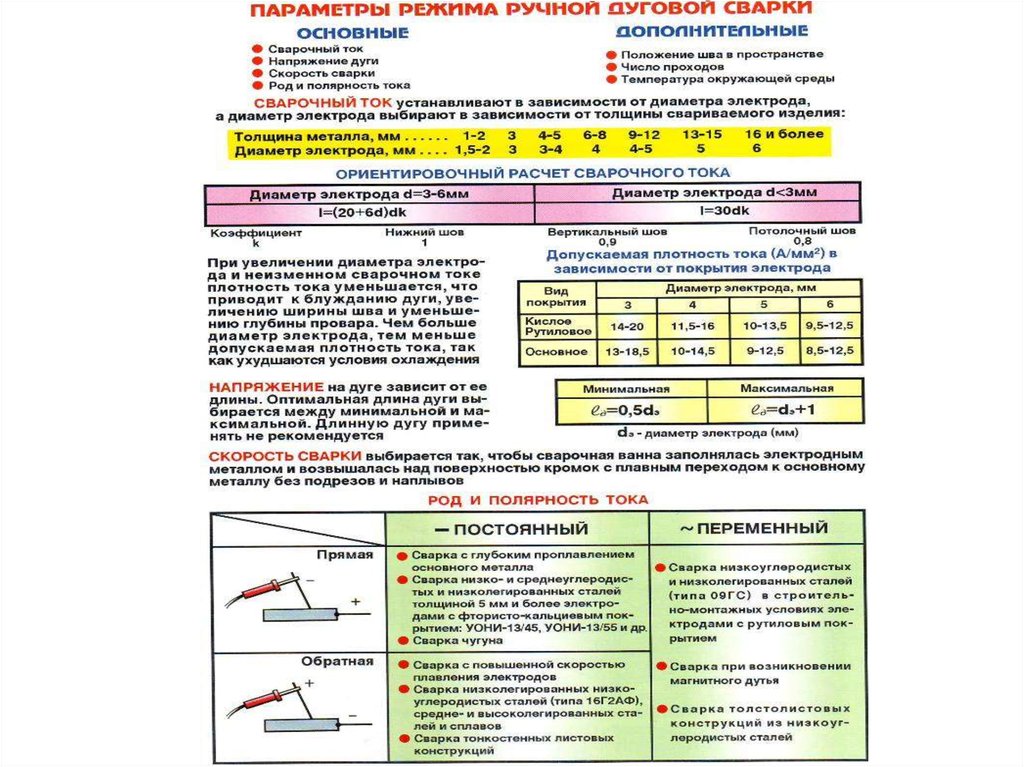
Ещё вам понадобится сварочный аппарат обратной полярности, выдающий постоянный ток. При дуговой сварке алюминия проследите за тем, чтобы сила тока была минимальной.
Мы дадим вам несколько советов для качественной сварки:
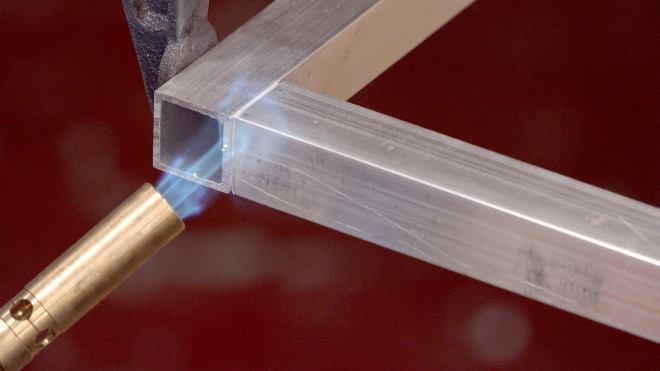
- Когда вы варите алюминий с большой толщиной, то перед началом прогрейте место для шва обычной газовой горелкой.
- Удалите со шва весь шлак и полейте его кипящей водой.
- После остывания шва проделайте повторную очистку. Это убережет материал от коррозии в будущем.
Какими аппаратами осуществляется сварка по алюминию инверторная?
Аппарат, используемый во время сварки алюминия и его различных сплавов, должен обладать некоторыми особенностями, а именно: обладать стабильной дугой, быстрым поджигом и иметь аккуратный и тонкий шов.
Таким образом, сварка по алюминию инверторная проводится в среде инертного газа, такого как аргон. Для этого применяются неплавящиеся электроды (вольфрамовые). Применяя для домашнего сваривания такие электроды, необходимо постоянно следить за их состоянием, потому что во время хранения на поверхности электрода могут возникнуть вольфрамовые окислы, которые удаляются при помощи мелкозернистого наждака. Это необходимо для того, чтобы качество сварочного шва было высоким.
Во время сварочных работ дуга возникает между металлом и электродом. В таких сварочных аппаратах электрод фиксируется в сопле, из которой идет обдув инертным газом, который выполняет функцию защиты. Присадочный материал, который может подаваться автоматически или же вручную, может выступать в качестве расходного материала.

Особенности и свойства
Основные свойства алюминия и его сплавов таковы:
- Так как алюминий относительно текучий металл, то в расплавленном состоянии он трудно контролирован (особенно при перегреве);
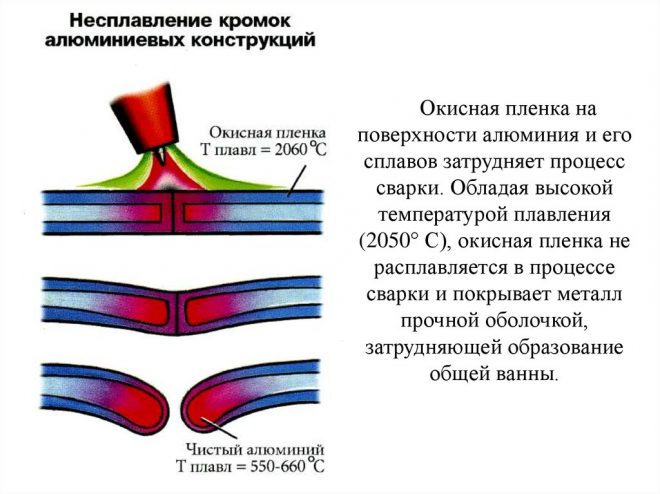
- Этот метел обладает высокой окисляемостью. Плотная оксидная пленка на поверхности металла более прочна и тугоплавка, чем сам металл. Кроме этого, оксидная пленка является диэлектриком. Поэтому детали перед процессом сварки тщательным образом зачищают, а во время сварки используют защитный газ;
- Алюминий имеет высокий коэффициент линейного расширения. Во время сильного нагрева зона сварки начинает давить на окружающую массу металла. Это может привести к появлению трещин и деформаций. Для предотвращения этих явлений требуется контролировать температуру сварки. При невозможности этого — детали перед началом работ прогреваются дополнительно до 200−250˚С;
- Алюминиевые сплавы содержат водород, который в процессе нагрева выделяется, образуя в расплаве поры. Что негативно отражается на прочности сварного шва.
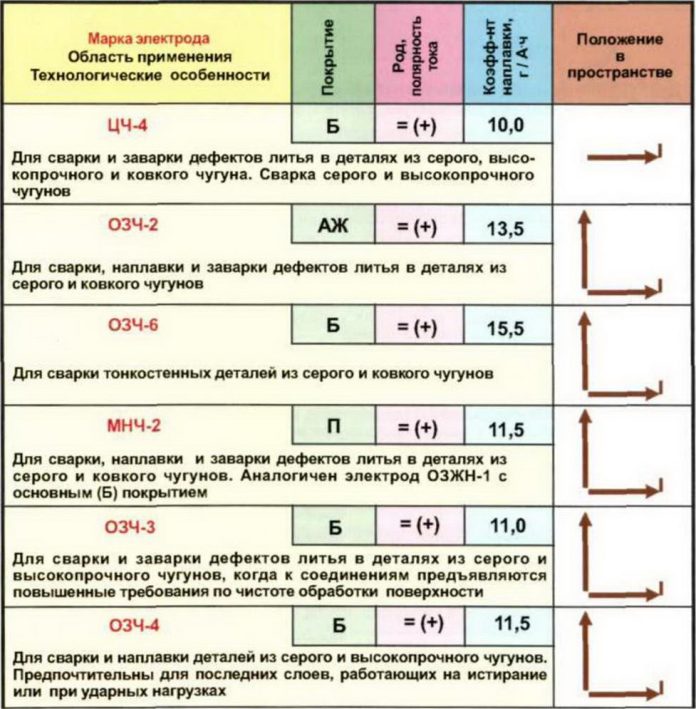
Популярные марки
Производители наводнили рынок электродами по алюминию, но мы
расскажем только о марках, которые пользуются повышенным спросом.

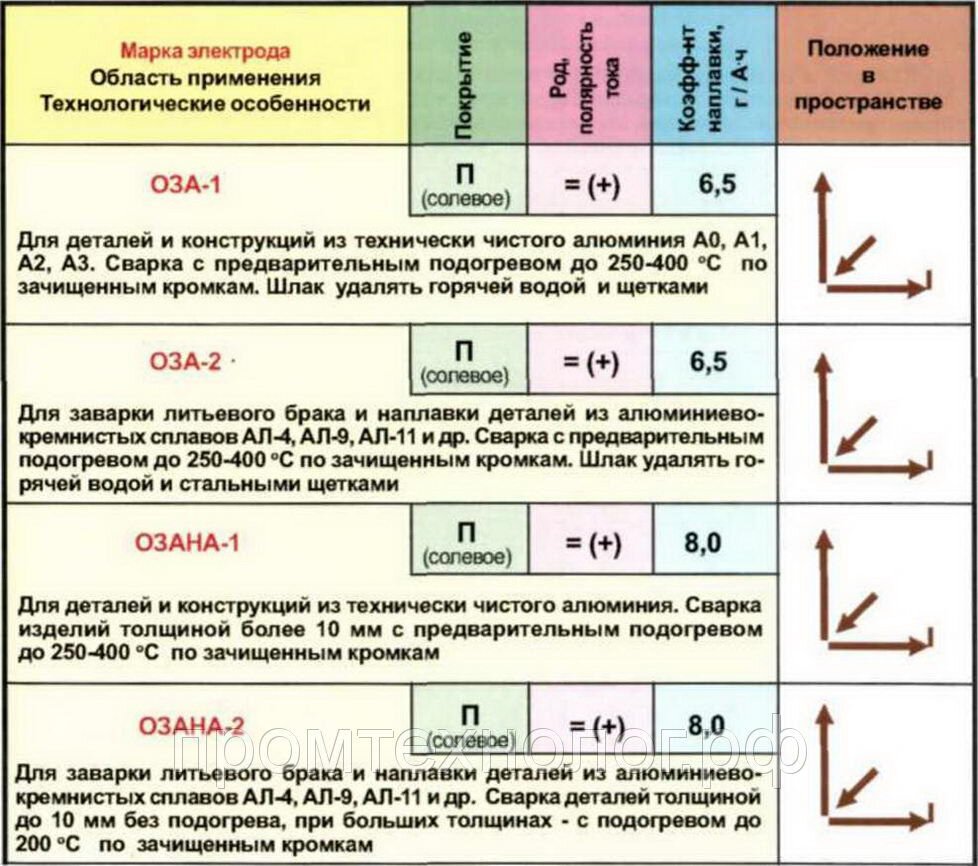
ОЗАНА
Для алюминиевых сплавов типа А0-А3 — применяют марку с цифрой один, а АЛ4, АЛ9, АЛ11 успешно соединяются электродами с цифрой 2.
ОЗА
Детали из чистого алюминия свариваются стержнями из проволоки СвА 1 (ОЗА-1), а для сплавов Al + Si — марки СвАК-З,5,10 (ОЗА-2)
ЭВЧ
Основа электрода — вольфрам, сварочный процесс происходит под защитой аргона, активация дуги не всегда отличается качеством, поэтому в среде профессиональных сварщиков популярности не имеет.
UTP 48 (UTP 480)
Содержат до 12% Si, формируют ровный мелкочешуйчатого вида шов, стабильная дуга, а шлаковые образования легко удаляются.
Выбираем плавящиеся электроды
Электроды по алюминию для электродуговой сварки выбирают с учетом:
- Фактора полярности тока (алюминий по методу MIG/MAG варится только на обратной полярности).
- Расчета сечения в зависимости от используемой силы тока: на каждый квадратный миллиметр поперечного сечения электрода должно приходиться не более 25 А сварочного тока.
- Предварительного подогрева до 300-4000С (более высокие значения — для сварки изделий с большей толщиной) снижает расход материала и увеличивает стабильность процесса.
- Наличия или отсутствия сварочного флюса. Для соединения алюминиевых конструкций небольшой толщины такой флюс в виде обмазки можно подготовить и самостоятельно. Для этого карбоксилметилцеллюлозу (аморфное вещество, известное как пищевая добавка Е-466) замешивают в воде до вязкой консистенции, после чего наносят на электрод и прогревают его при температуре 250-3000С.
В зависимости от вида электродуговой сварки могут быть использованы и другие виды сварочных электродов. Например, для заварки дефектов в алюминиевых отливках, при ликвидации повреждений в алюминиевых дисках, а также при работах с алюминиевыми заготовками малой толщины электрод для алюминия может быть из угольного стержня. Используется только ручная сварка, которая должна проводиться на прямой полярности.
Применение находят следующие исполнения плавящихся электродов:
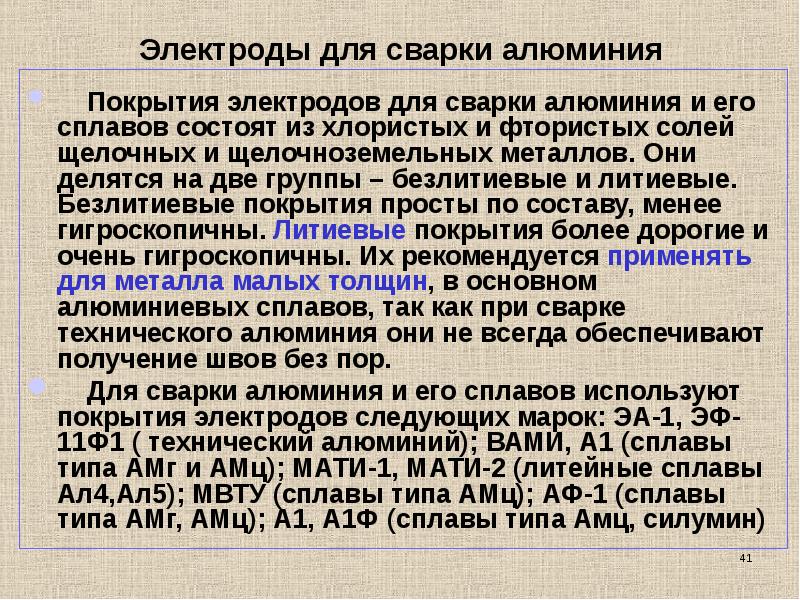
- Щелочно-солевые типа ОК (для алюминия подходят виды 96.20, 96.10 и 96.50). Такие электроды особенно эффективны при неразъемных соединениях алюминиево-магниевых сплавов типа АМг и АМц, а также силуминов. Для сварки дюралюминов эти исполнения непригодны. Отличаются повышенной гигроскопичностью, поэтому их следует хранить только в сухих помещениях и только в заводской упаковке;
- ОЗАНА, весьма популярные в среде пользователей. Имеют две модификации. ОЗАНУ-1 используют для сварки алюминия технической чистоты (марок АД, А0, АД33 и т.п.). .ОЗАНА-2 — класс, который предназначается для работ с кремнисто-алюминиевыми сплавами. Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов;
- Проволочные ОЗА на основе сварочной алюминиевой проволоки СвА. Считаются наиболее универсальными видами, предназначенных для сварки алюминия.
Плавящийся электрод можно изготовить и своими руками. Для этого подходящую по диаметру алюминиевую проволоку разрезают на мерные прутки длиной 250-300 мм. Далее готовят поверхностную обмазку из мелко толченого мела и силиката натрия (жидкого стекла). Когда состав достигнет равномерной слабовязкой консистенции, его наносят на поверхность отрезанных прутков. Толщина обмазки не должна быть менее 1,5 мм. После тщательного просушивания самодельный электрод для алюминия готов к использованию.
Особенности сварки инвертором
Инверторная сварка является самой подходящей и лучшей для изделий из алюминиевой основы. Процесс сварки металла выполняется в специальной оболочке из защитного газа, которая зачастую состоит из аргона. Обязательно используются вольфрамовые электроды с неплавящейся структурой.
Однако во время проведения сварочных работ поверхность данного электрода всегда требуется чистить. Дело в том, что на них скапливаются наросты, которые состоят из окисей вольфрама. В результате этого сильно ухудшается качество сварного шва.
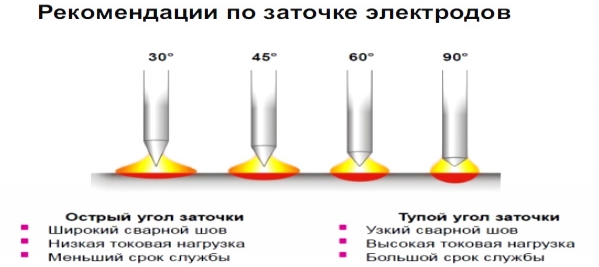
Для удаления наростов применяется абразивный диск. При помощи него производится заточка электродов. Это позволяет сделать их поверхность чистой и гладкой, на ней не возникают заусенцы и канавки. Для заточки рекомендуется использовать отдельный диск, которые не применяется для других элементов.
Кроме этого можно самостоятельно снизить появления больших наростов на поверхности вольфрамовых электродов. Для этого данные элементы рекомендуется подвергнуть сильному охлаждению при помощи газа.
Инвертор для работы с алюминием
Изучая вопрос, чем сваривают алюминий стоит обратить внимание на функциональные устройства — инверторы. Данные приборы для сварки этого металла могут быть разными — они могут отличаться по конструкции и по модификациям
Чаще всего применяются полуавтоматические модели, но иногда могут использоваться электродуговые установки.
Основное преимущество инверторных устройств состоит в том, что они всегда подают стабильное напряжение. Именно это обеспечивает высокое качество сварного шва. Также как и у полуавтоматических устройств, у инверторного оборудования предусмотрена специальная приставка, которая обеспечивает высокую защиту во время работы в газовой среде.



Обычно данная приставка имеет маркировку TIG. Зачастую на многих аппаратах предусмотрена функция, которая позволяет производить быстрый переход в режим эксплуатации в среде защитных газов.
При проведении сварки алюминиевых труб и других элементов из данного цветного металла при помощи инверторного оборудования важно помнить несколько важных рекомендаций:
на поверхности изделий из алюминия всегда образуется оксидная пленка, которая может затруднить сварочный процесс
Именно по этой причине важно предварительно поверхность обработать при помощи абразивного диска, он поможет полностью устранить пленку;
при нагревании алюминий и его сплавы не изменяют цвет. Именно это намного усложняет процесс контролирования состояния сварочной ванны;
важно помнить, что сварочные работы с использованием инвертора, которые проводятся дома, должны выполняться правильно
В этом деле не стоит спешить, необходимо выждать время, чтобы было нужное прогревание;
если металл прогреть слишком сильно, то это может привести к деформированию детали. При проведении сварки алюминия с медью и другими цветными металлами в домашних условиях требуется дополнительно вместе с инвертором использовать специальную приставку, она позволит обеспечить контроль над проведением работы и предоставить возможность создать качественный, прямой и прочный шов;
способы и особенности сварки алюминия и его сплавов практически ничем не отличаются от сварки черных металлов. Для того чтобы справиться самостоятельно с процессом обработки алюминия достаточно иметь минимальные навыки. Дополнительно можно изучить специальную литературу и видеоматериалы.
Конечно, если соблюдать вышеперечисленные рекомендации при сварке алюминия в домашних условиях, все равно не получится получить шов высокого качества. Стоит учитывать, что процесс сваривания достаточно тяжелый и затратный. Самым лучшим вариантом будет приобретение осциллятора. Данный прибор позволит выдавать необходимые параметры тока.
Если при сварке будет применяться осциллятор, то обязательно дополнительно потребуются вольфрамовые электроды. Могут использоваться плавящиеся и неплавящиеся расходники. Все зависит от вида шва, который требуется получить в результате, а также от материала, применяемого в процессе работы.
Обычно самые прочные сварные алюминиевые конструкции получаются при проведении термического сваривания. Однако данный способ невозможно выполнить в домашних условиях. Для него потребуется подготовить специальную смесь, которая должна состоять из свинцовой стружки, марганцовки, алюминиевой пудры, канифоли.
Для этого обязательно требуется знать точные пропорции всех компонентов. Полученная смесь высыпается в область трещины и поджигается, это все приводит к возникновению небольшого взрыва, который и вызывает сплавление шва.
Особенности сварочного процесса
Сварочный процесс очень чувствителен к чистоте поверхностей свариваемых деталей по физическим и химическим параметрам. Детали необходимо зачистить металлической щеткой или напильником и протереть растворителем. Таким образом снимается оксидная пленка. Защитная среда и газ не в состоянии от нее избавиться.
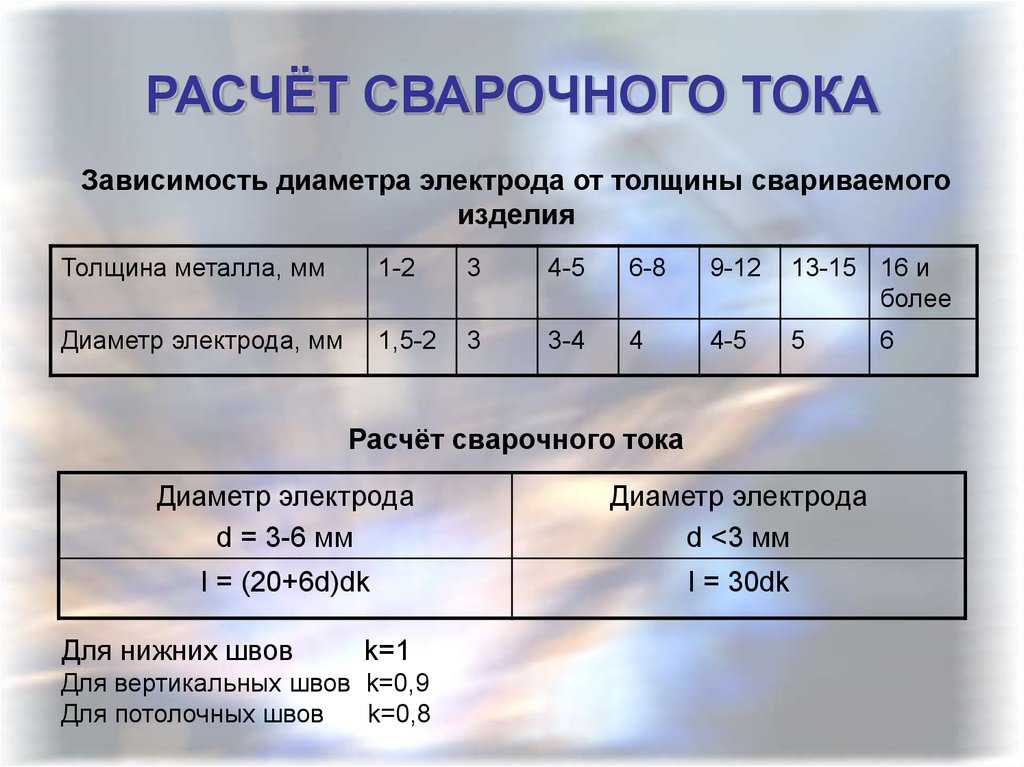
После тщательной подготовки можно начинать сваривание алюминия с применением инвертора. Ток должен быть только постоянным с обратной полярностью, потому что переменный ток не дает хорошего шва. Сварочный ток для дуговой сварки нужно точно подбирать. Исходят из того, что на 1 мм толщины свариваемого листа необходимо 25-30 А. Так, при толщине стенки 4 мм потребуется ток 120 А.
Сварка алюминия и его сплавов
Действовать нужно быстро, чтобы шов получился качественным. Сложности при сварке возникают из-за того, что электроды для алюминия плавятся в 3 раза быстрее стальных. При наплавке металла дугу следует держать близко к детали.
Почти все марки электродов для сваривания алюминия предварительно прогреваются в печи при 200°С пару часов, потому что при резком скачке температуры металл сильно разбрызгивается. Надежные сварные соединения получаются при прогреве стыков с помощью газовой горелки. Температура нагрева тем выше, чем больше толщина детали.
Шов основательно зачищается от шлаков, а затем обливается горячей водой. Такой прием замедляет процесс остывания, снижает коробление и минимизирует образование трещин. Охлажденную конструкцию нужно повторно зачистить в месте сварочного шва. Остатки шлаков становятся причиной образования коррозии.
Электрошлаковая сварка плавящимся мундштуком
Плавящийся электрод состоит из набора пластин, или стержней с каналами для
подвода сварочной проволоки. Также мундштук может быть в виде трубы с толстой
стенкой.
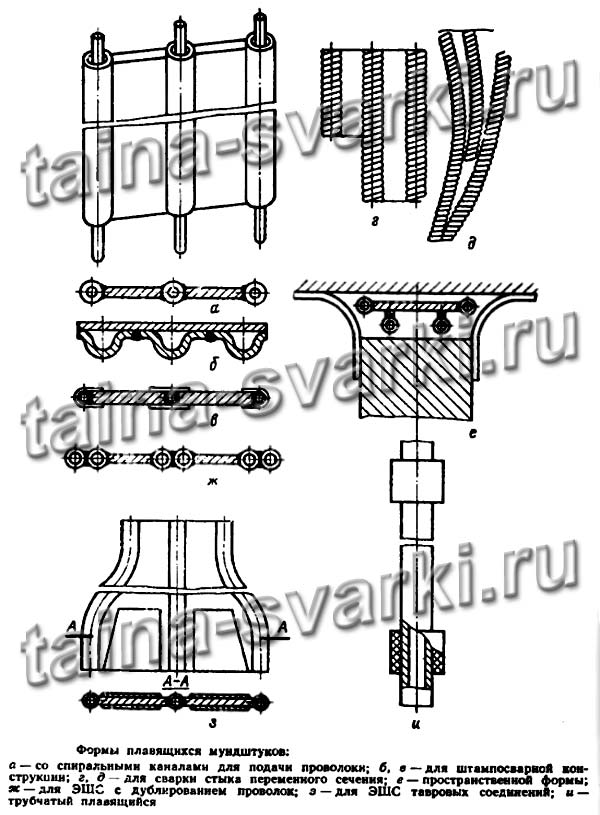
Та или иная форма мундштука предназначена для каждого конкретного случая. Эта
форма зависит от формы свариваемого шва. Материал мундштука должен быть схож
по составу с основным материалом.
Наиболее распространёнными являются мундштуки со спиралевидными каналами для
сварочной проволоки. Диаметр проволоки составляет 4-5мм. Спираль приваривается
к пластине мундштука при помощи электродов диаметрами 2-3мм.
Плавящийся мундштук необходимо надёжно изолировать от свариваемых кромок, иначе
возможно короткое замыкание. Естественно, в процессе сварки вместе с материалом
мундштука в сварочную ванную будет попадать и материал изоляторов, поэтому их
состав должен быть таким, чтобы исключить негативное влияние на состав сварного
шва. Кроме того, изолятор необходимо изготавливать пластичным.
Изоляторы устанавливаются на расстояние 100-150мм по горизонтали и на расстоянии
200-250мм по высоте между рядами.
После подготовки и сборки свариваемых заготовок, устанавливают плавящийся мундштук
в зазоре независимо от аппарата. Мундштук крепится на специальном кронштейне.
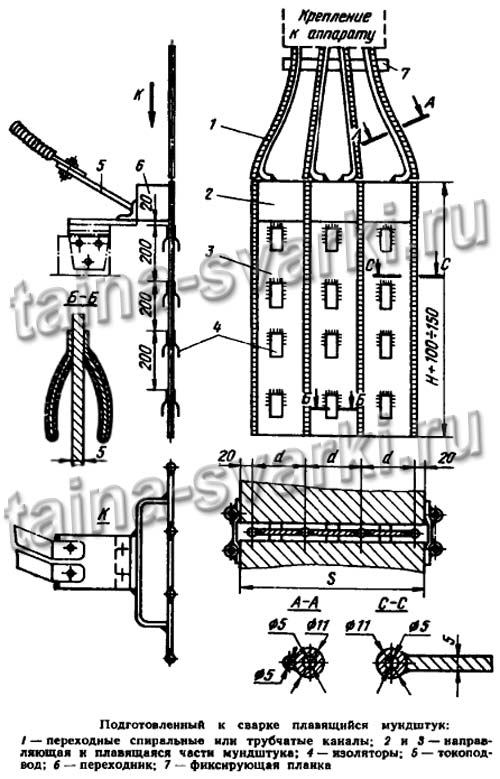
Каналы мундштука соединяются с механизмом подачи проволоки переходными трубками,
образующими переходной тракт. На дно кармана помещают стальной порошок или стружку.
Места неплотного прилегания формирующих устройств замазывают глиной. На слой
стружки засыпается немного флюса, примерно 20-30% от общего объёма, проверяют
напряжение холостого хода трансформаторов, расход воды в системе охлаждения
формирующих устройств, а также наличие всех нужных инструментов.
Сварку ведут при скорости подачи сварочной проволоки 150-170м/ч. После стабилизации
процесса скорость подачи снижают до 90-100м/ч, в зазор засыпается флюс из расчёта
два объёма флюса на один объём жидкого металла.
Техника выполнения швов электрошлаковой сваркой, окончание процесса и все последующие
операции сходны с техникой выполнения прямолинейных швов. При сварке толстого
металла толщиной 100-200мм предпочтительнее использовать трёхфазную систему
питания для предотвращения перекоса фаз.
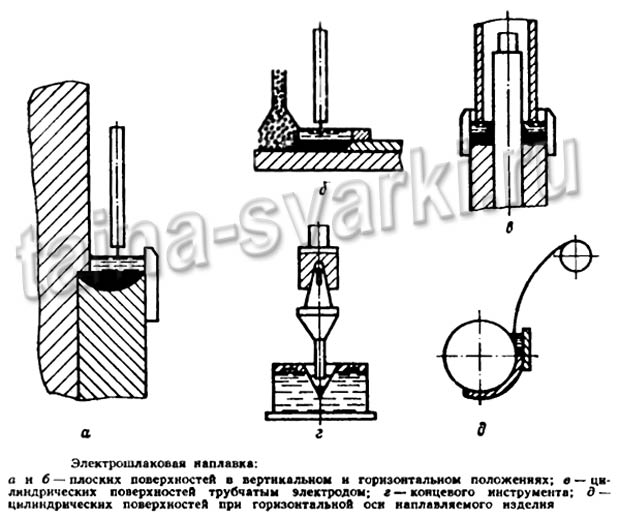
Плавящийся мундштук широко используется не только для сварки, но и при наплавочных
работах при ремонте. При этом толщина наплавленного слоя может составлять 20-100мм.
Технология сварки дюралюминия аргоном
Для сварки дюралюминия могут использоваться различные методы. В домашних условиях применяют сварку с помощью электродугового аппарата плавящимися электродами или сварку газовой горелкой. Тогда как в производственных условиях используют полуавтоматы и аргоновую сварку:
- полуавтоматы, предполагающие подачу проволоки в среде защитных инертных газов (DC MIG);
- оборудование, работающее с электродами из вольфрама в среде защитного инертного газа аргона (AC TIG).
Рассмотрим технологию сварки дюралюминия на основе метода электродуговой аргоновой сварки. Сварка алюминиевого сплава аргоном позволяет работать с материалами различной толщины, создавая максимально аккуратные швы с хорошей герметичностью. Это делает такую технологию весьма востребованной в процессе ремонта автомобилей, катеров и других емкостей.
Подготовка материала
Перед тем как приступить к работе, необходимо подготовить материал к сварке, так как наличие оксидной пленки на поверхности снижает надежность сварного соединения: пленка обладает высокой температурой плавления и плотностью, что затрудняет образование стабильной электродуги. Для этого необходимо пройти следующие этапы:
- Зачистить поверхность заготовки от металла, масел, жира и различных загрязнений. Для снятия верхнего тугоплавкого слоя используются наждачка и металлическая щетка.
- После того как зачистка закончена, для закрепления эффекта поверхность очищается ацетоном или растворителем, что позволяет избавиться от остатков элементов, которые могут помешать сварке. Иначе дефрагментированные частички могут остаться внутри шва, что снижает его жесткость.
- Обработать кромки для создания шва. Если толщина краев заготовки превысит 4 мм, то углы нужно скосить под 35 градусов.
Стержни необходимо предварительно прогреть до 150 градусов для удаления влаги и просушить.
Эффективным способом удаления оксидной пленки также является ее катодное распыление, при котором металлы бомбардируются ионами, очищая поверхность. Метод в основном применяется в промышленной сфере.


Необходимое оборудование
Аппарат при процессе настраивается на переменный ток (только так получается добиться нужных результатов). Поэтому при выполнении швов нужно применять сварочный трансформатор либо иной преобразователь тока.
Таким образом, сварка алюминиевых сплавов допускается только на аппаратах, которые поддерживают работу с постоянным и переменным токами.
Помимо того, что сварочное оборудование должно быть инвенторным, в процессе его подбора стоит учесть следующие его характеристики:
- Оборудование должно быть удобным для перевозки в автомобиле.
- Желательно наличие осциллятора для сварки.
- Горелка должна иметь прямой шланг с длиной до 3 метров.
Примерная стоимость инверторных аппаратов постоянного тока на Яндекс.маркет Успешность сварочного процесса во многом зависит от правильной настройки оборудования. Так, недостаточная подача газа в сварочной зоне приводит к вспениванию металла и горению вольфрамовой проволоки, а чрезмерная продувка, напротив, мешает формированию шва и увеличивает затраты на процесс.
Также сварщикам необходимо избегать образования воронки в конце шва. Она может возникнуть при резком обрыве дуги. Длительное удержание горелки в одной позиции может привести к перегреву и увеличению площади сварочной ванны. Именно поэтому аргонодуговая сварка алюминиевых сплавов нуждается в грамотных дополнительных настройках режима для затухания дуги и постепенного уменьшения силы тока. С учетом указанных особенностей нужно правильно выставить параметры напряжения.
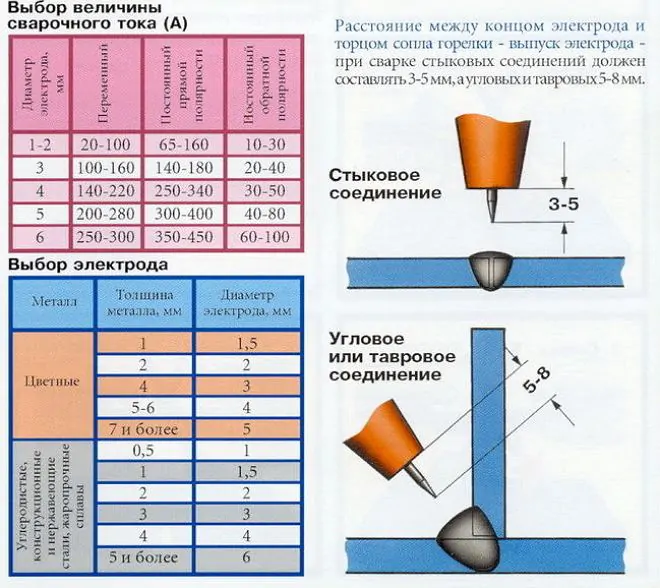
Полярность может быть прямой и обратной. При этом параметры напряжения устанавливаются исходя из толщины материала:
| Толщина пластин, мм | Сила тока, А | Диаметр электрода, мм |
| 1 | от 30 до 40 | 1,6 |
| 1,5 | от 45 до 60 | 2,3 |
| 2 | от 70 до 80 | 2,3 |
| 3 | от 90 до 120 | 3,2 |
Подачу тока в сварочном этапе можно установить:
- Ступенчатого типа.
- Восходящим значением по мере ведения шва.
- С плавным розжигом.
- С постепенным затуханием при завершении горения.
Затем на манометре выставляется расход аргона. В российских моделях устанавливаются значения в диапазоне от 6 до 11 литров, а оптимальный расход нужно подбирать опытным путем. Манометры импортного производства позволяют точно выставить расход.
При сварке алюминия аргоном необходимо правильно выбрать диаметр вольфрамового электрода, который нужно максимально приблизить к толщине сварных частей. Вылет из сопла устанавливается на 3-5 мм для избегания перегревания вольфрама.
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.

Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Выбор электрода для алюминия
Алюминий — непростой металл для сварки. Это усложняет процесс выбора расходников, особенно для начинающих или неопытных сварщиков. Вот несколько советов, которые помогут выбрать наиболее подходящие электроды для проведения сварочных работ. А также парочка советов по подготовке и проведению самого процесса.
Состав электрода. Нужно отталкиваться от того, какой состав сплава у свариваемой конструкции. Расходник должен точно подходить к конкретному сплаву. Как правило, эта информация указывается каждым производителей на упаковке и маркировке
Поэтому обязательно обратите на это внимание.
Особое внимание следует уделить толщине расходника. Она не должна превышать толщину свариваемой детали более чем на 1 мм
Если сваривать тонкие конструкции толстым электродом, поверхность металла гарантировано будет прожжена.
Конечно, нужно делать прокалку электродов перед использованием. Однако тут есть один нюанс. Если изделия просушивались более одного раза, их использовать уже неэффективно. После многоразовой просушки значительно снижается качество покрытия.
Перед сваркой алюминиевых конструкций рабочую поверхность металла обязательно нужно обработать. Как правило, сначала она очищается металлической щёткой, а затем обезжиривается при помощи растворителя. Таким способом убирается оксидная плёнка и металл становится пригодным для сварки.
ВНИМАНИЕ! Новичку нужно быть очень аккуратным при сварке алюминиевых деталей. Дело в том, что алюминиевые электроды очень быстро плавятся, что значительно ускоряет процесс сварки
А так, как алюминий обладает высокой текучестью, все действия нужно выполнять оперативно, так как есть риск образования слишком толстого шва. Поэтому начинающему сварщику лучше работать с толстыми деталями, так как там легче контролировать эти моменты. А тонкие детали и прожечь легко.
Видео
Небольшой ролик, где умелец рассказывает и показывает попытку сварить алюминий.
- При сварке толстых деталей лучше всего использовать метод локального нагрева по участкам. Проварили один участок, удалили шлак, промыли и зачистили шов — и можно переходить к следующему участку.
- Для эффективной сварки алюминиевых конструкций также рекомендуется нагревать рабочую поверхность до температуры в рамках от 150 до 200оС.
- Есть также рекомендации по силе тока. Она, как правило, зависит от толщины свариваемых деталей. При этом можно учитывать следующее соотношение — 25 ампер на каждый миллиметр толщины.
Кратко о технологии сварки алюминия
Алюминий и сплавы на его основе отличаются небольшим удельным весом и высокой прочностью. Температура плавления не превышает +660°С. При нагревании оттенок металла остается неизменным, что затрудняет понимание состояния деталей.
Кроме того, при контакте с атмосферой на поверхности формируется прочная пленка окислов, разрушающаяся при нагреве до +2037°С. Частицы попадают в металл шва, снижая механическую прочность соединения. Перед сваркой пленку удаляют химическим или механическим способом либо используют специальные электроды.
Алюминий был впервые получен в 1825 г., а спустя 30 лет была разработана первая технология промышленного производства и очистки металла. До начала XX столетия себестоимость материала была сопоставима с золотом, но впоследствии цена упала из-за внедрения методики электролиза.
Алюминий широко используется для изготовления различных конструкций, отличается небольшим удельным весом, легко поддается штамповке, не формирует ядовитых или канцерогенных соединений и является устойчивым к коррозионным процессам при нормальных условиях эксплуатации.
Химические свойства
В естественных условиях на поверхности металла находится оксидный слой, устойчивый к воздействию чистого кислорода, азотной и серной кислот. При повышении температуры азотная кислота разрушает пленку, аналогичное воздействие оказывает концентрированная соляная и разбавленная водой серная кислота.
 При сварке азотная кислота разрушает металл.
При сварке азотная кислота разрушает металл.
Ингибиторами образования пленки являются олово или галлий, которые вводят в состав сплава.
Физические свойства
Основные свойства материала:
- Металл имеет серебристо-белый цвет, удельный вес составляет 2,712 г/см³ (в 3 раза ниже, чем у углеродистых сталей).
- Температура перехода в жидкую фазу находится в диапазоне +658…660°С (зависит от степени очистки от примесей), расплав начинает кипеть при +2519°С.
- Материал образует сплавы с другими металлами, которые отличаются повышенными механическими характеристиками. Например, введение кремния позволяет получить силумин, используемый для литья деталей, а соединение с магнием (дюралюминий) применяется в автомобильной и авиационной промышленностях.
- Алюминий отличается повышенной электропроводностью (на уровне 65% по сравнению с очищенной медью), а также хорошо пропускает тепло, что позволяет применять металл при производстве радиаторов. Отполированные пластины обладают повышенной отражающей способностью.
Пособие по производству

Любой из перечисленных видов стержней — дорогое удовольствие. Можно не тратится и сделать расходный материал самому. Интернет полон видеороликами, в которых демонстрируется процесс изготовления электродов.


Нам тоже хочется поведать вам тайну производства электродов в домашних условиях. Следуйте инструкции:
Нарежьте из алюминиевой проволоки заготовки. Их диаметр должен быть не больше 4 мм, а длинна примерно 20-25 см. Таких прутиков вполне хватит, вы можете изменить их. Для верхнего слоя смешиваем измельчённый белый мел с силикатным клеем, он же- «жидкое стекло», до однородной массы
Окунаем в неё прутики.
Важно, чтобы верхний шар был не больше 2 мм. Оставляем всё застывать
После высыхания покрытия всё готово к использованию.
Шов с их помощью будет, конечно, далёк от идеала, но вполне подойдёт для какой-нибудь не хитрой работы. Вы можете с недоверием отнестись к этому способу домашнего изготовления стержней, но они правда могут пригодиться в хозяйстве и сберегут ваш бюджет.
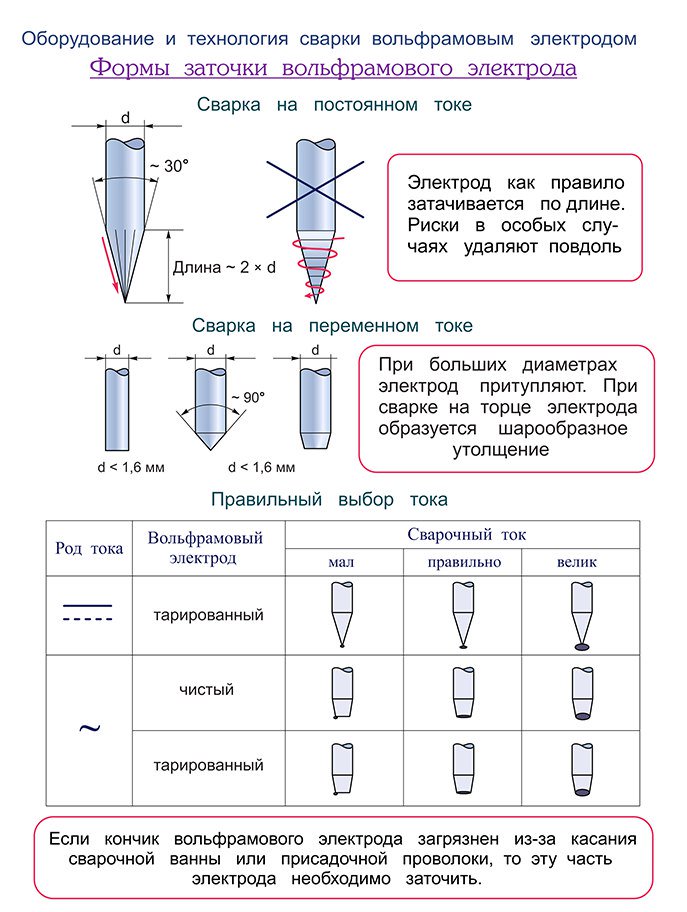
Выбор вольфрамовых электродов
Промышленные типоразмеры вольфрамовых неплавящихся электродов отличаются высокой стоимостью. Они изготавливаются в соответствии с техническими требованиями ГОСТ 23949, и подразделяются на следующие группы:
Наиболее бюджетные типа ЭВЧ, которые состоят из 98,5 % химически чистого вольфрама с добавкой железа, кальция, молибдена, никеля и кремния
Профессионалы недолюбливают эти марки электродов, поскольку считают, что зажигание дуги в этом случае происходит нестабильно (для инверторных аппаратов это обстоятельство важно). Такие электроды могут быть шлифованными и не шлифованными.
Типа ЭВЛ — отличающиеся тем, что в их составе дополнительно присутствует оксид лантана (в количестве до 1,4%)
Наличие этого вещества улучшает условия поджига дуги и уменьшает склонность дугового разряда к прожогу поверхности соединяемых деталей. В электродах марки ЭВЛ-2 количество оксида лантана доведено до 2%.
Типа ЗВТ, в составе которых наличествуют тантал и двуокись тория (их суммарное процентное содержание в составе материала электрода достигает 3,5-5%). Наличие указанных компонентов позволяет успешно варить алюминий в сочетании с другими алюминиевыми сплавами. Электроды этого типа выделяются своей наивысшей ценой.
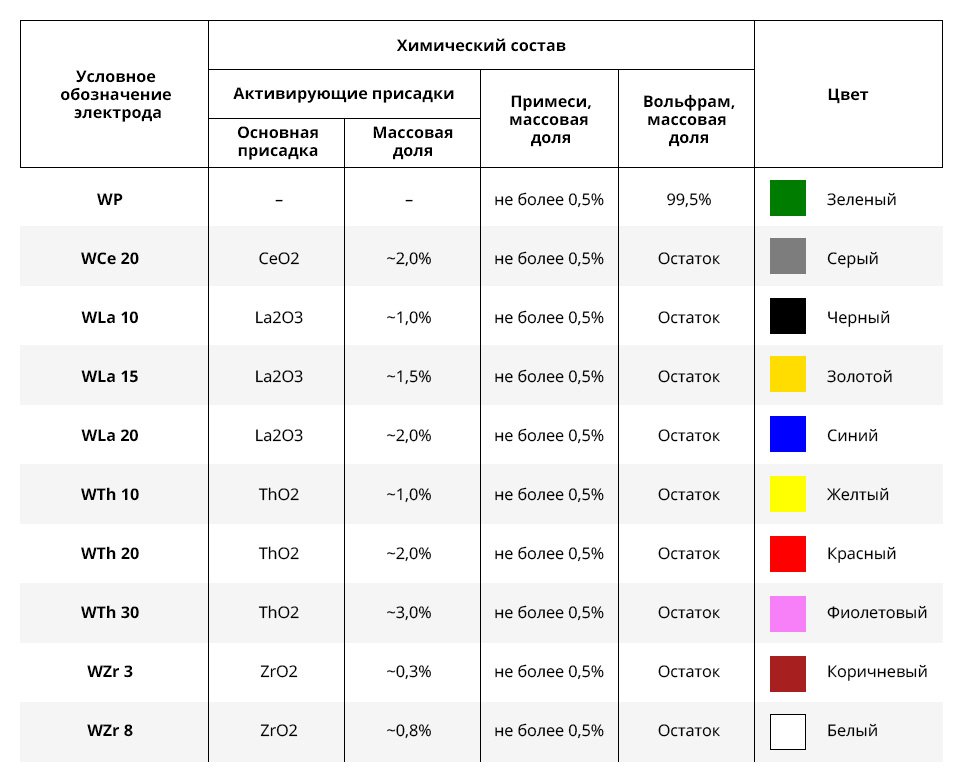
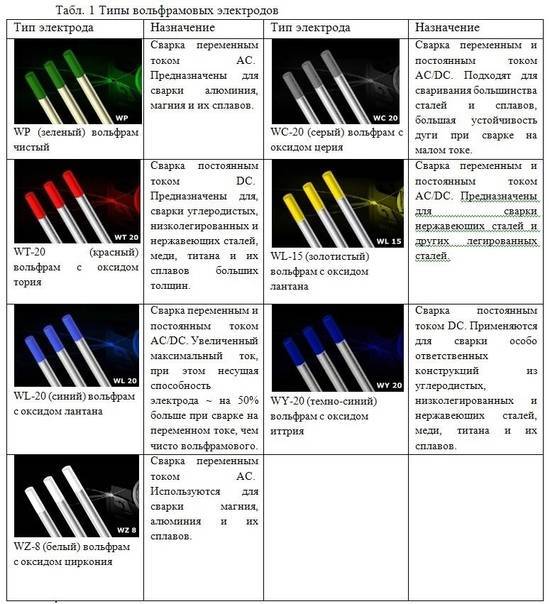
Вольфрамовые неплавящиеся электроды выпускаются и за рубежом. Они маркируются буквой W, к которой добавляется еще одна, в зависимости от того, на каком токе будет выполняться сваривание алюминия. Материалы имеют также разный цвет упаковки:
- Марка WP (зеленый цвет) считается наиболее универсальной. Такими электродами можно работать как по чистому алюминию, так и по его сплавам. Пригодны для сварки переменным током, причем с возрастанием частоты осцилляций качество соединения увеличивается. Поскольку теплостойкость материала ограничена, то для обеспечения более равномерного теплового поля торец выполняют полусферическим;
- Марка WZ-8 (белый цвет) используется при наличии специальных требований к химической чистоте шва. Роль такого очистителя выполняет окись циркония, которая входит в состав. Кроме того, оксид циркония повышает стабильность горения дугового разряда и увеличивает термостойкость;
Марка WТ-20 (красный цвет) по своим потребительским характеристикам примерно соответствует отечественным маркам ЭВТ. Однако для соединения алюминия и его сплавов они используются реже, поскольку ухудшают стабильность горения дуги. Единственное их преимущество — высокая стойкость, что имеет значение при продолжительных сварочных операциях.
Выбор электрода для алюминия
Алюминий — непростой металл для сварки. Это усложняет процесс выбора расходников, особенно для начинающих или неопытных сварщиков. Вот несколько советов, которые помогут выбрать наиболее подходящие электроды для проведения сварочных работ. А также парочка советов по подготовке и проведению самого процесса.
Состав электрода. Нужно отталкиваться от того, какой состав сплава у свариваемой конструкции. Расходник должен точно подходить к конкретному сплаву. Как правило, эта информация указывается каждым производителей на упаковке и маркировке
Поэтому обязательно обратите на это внимание.
Особое внимание следует уделить толщине расходника. Она не должна превышать толщину свариваемой детали более чем на 1 мм
Если сваривать тонкие конструкции толстым электродом, поверхность металла гарантировано будет прожжена.
Конечно, нужно делать прокалку электродов перед использованием. Однако тут есть один нюанс. Если изделия просушивались более одного раза, их использовать уже неэффективно. После многоразовой просушки значительно снижается качество покрытия.
Перед сваркой алюминиевых конструкций рабочую поверхность металла обязательно нужно обработать. Как правило, сначала она очищается металлической щёткой, а затем обезжиривается при помощи растворителя. Таким способом убирается оксидная плёнка и металл становится пригодным для сварки.
ВНИМАНИЕ! Новичку нужно быть очень аккуратным при сварке алюминиевых деталей. Дело в том, что алюминиевые электроды очень быстро плавятся, что значительно ускоряет процесс сварки
А так, как алюминий обладает высокой текучестью, все действия нужно выполнять оперативно, так как есть риск образования слишком толстого шва. Поэтому начинающему сварщику лучше работать с толстыми деталями, так как там легче контролировать эти моменты. А тонкие детали и прожечь легко.
Видео
Небольшой ролик, где умелец рассказывает и показывает попытку сварить алюминий.
- При сварке толстых деталей лучше всего использовать метод локального нагрева по участкам. Проварили один участок, удалили шлак, промыли и зачистили шов — и можно переходить к следующему участку.
- Для эффективной сварки алюминиевых конструкций также рекомендуется нагревать рабочую поверхность до температуры в рамках от 150 до 200оС.
- Есть также рекомендации по силе тока. Она, как правило, зависит от толщины свариваемых деталей. При этом можно учитывать следующее соотношение — 25 ампер на каждый миллиметр толщины.