
Используемое оборудование и процесс сварки
Установки, позволяющие варить лучом усиленного света, независимо от размеров оборудования, бывают двух типов: твердотельные и с использованием газа. Их принцип работы с металлом похож, но отличаются способы преобразования света в энергию. Разнятся они и по КПД, что влияет на их применение в жизни.
https://www.youtube.com/watch?v=Q38MpPsrF_Q
Твердотельные установки
На видео можно заметить, что одни аппараты варят лазером беспрерывно, а другие импульсно. Первый вид сварки выполняется устройствами, в основе которых находится твердый стержень. Часто используют розовый рубин. При пропуске света через который ионы высвобождают свой запас энергии. Концы стержня напыляются серебром, которое активно отражает свет. В результате такого зеркального эффекта ионы направляются по спирали, вокруг стержня. Их движение закручивается и к нему продолжают подключаться новые ионы. Преобразованный свет с усиленной энергией проходит через ряд стекол и фокусируется линзой в пучок. Головка аппарата направляет этот луч на свариваемые поверхности. Подача лазера ведется непрерывно, что позволяет сваривать тонкие элементы. Но для соединения более толстых деталей требуется концентрация энергии. Поэтому были изобретены другие установки.
Газовые аппараты
Для сварки лазером, где требуется глубокая проплавка, разработали альтернативный способ преобразования света. Первоначальным источником в них служит трубка с газом. С каждой стороны резервуар закрыт зеркалами. Находящиеся внутри электроды производят разряд, который высвобождает электроны в газе. Происходит копирование фотонов с усилением энергии атомов. Линзы направляют поток света на изделие. Подача напряжения импульсом содействует максимальной концентрации энергии на выходе. Благодаря этому возможна сварка металлов толщиной до 10 мм.
Гибридные установки
Чтобы проводить сваривание толстых деталей и изделий с зазором, требуется дополнительный присадочный материал. Для этого используют подачу проволоки, которая зажигает электрическую дугу. Это позволяет заполнить пространство между пластинами и создать высокий сварочный шов. Ванна защищается обдувом инертного газа через закрепленное рядом с лазерной головкой сопло. На видео заметно, что процесс осуществляется очень слажено: проволока плавится по линии соединения, а лазер формирует из нее шов.
Сварка лазерными установками выполняется на столе или подставках от аппарата, в следующей последовательности:
металл важно очистить от окалин, масла или воды; детали необходимо подогнать в стык плотно; выполняется химическое травление металла; головка аппарата подносится к линии начала соединения и запускается кнопка; требуется постоянное слежение за попаданием луча в зону стыка. Сваривание усиленной и преобразованной световой энергией позволяет получать прочные и красивые швы, что особенно важно на тонких металлических изделиях
При этом обеспечивается высокая скорость работы и безопасность сварщика
Сваривание усиленной и преобразованной световой энергией позволяет получать прочные и красивые швы, что особенно важно на тонких металлических изделиях. При этом обеспечивается высокая скорость работы и безопасность сварщика. Именно поэтому данный вид сварки получил широкое применение в промышленности и ремонтных мастерских
Именно поэтому данный вид сварки получил широкое применение в промышленности и ремонтных мастерских.
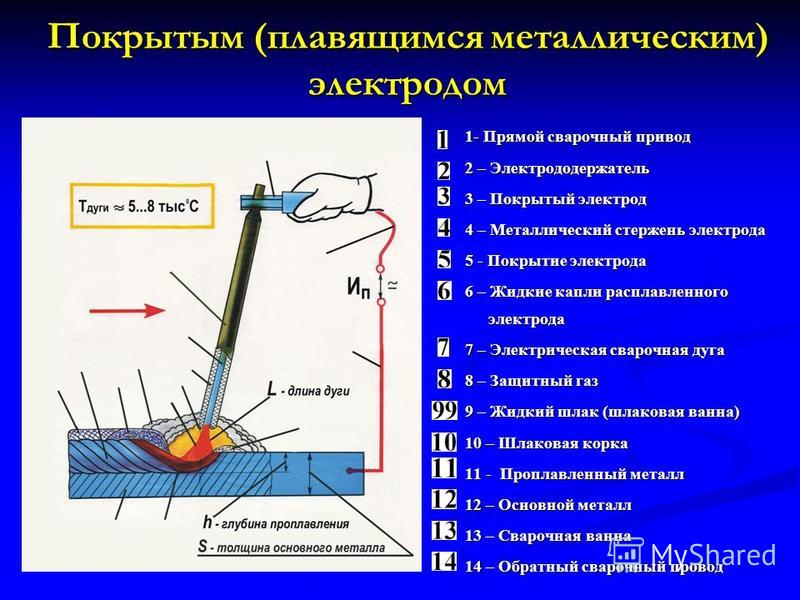
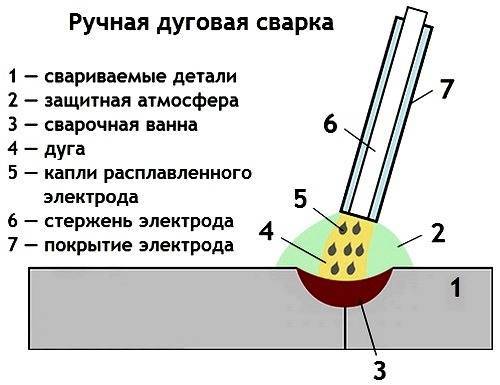
Характеристики электродов
Для электродов подбирают специальные материалы стержня и обмазочного слоя, содержащего шлакообразующие, стабилизирующие и другие вещества.

Назначения покрытия следующие.
- Производство шлака, который обволакивает сварочную ванну и расплавленные капли металла, предохраняя их от окисления кислородом воздуха и влияния паров воды.
- Образование защитного газа, образующегося при сгорании органической составляющей покрытия.
- Выполнение раскисления металла шва. Кроме того, в обмазке могут находиться легирующие добавки, переходящие из шлака в капли металла.
Электроды для ручной дуговой сварки имеют определенный тип, соответствующий заданным механическим характеристикам наплавленного металла. Буква Э с числом в обозначении его типа указывает на величину временного сопротивления (кг/мм2). Наличие буквы А характеризует высокие пластичность и ударную вязкость.
Сварные узлы в металлоконструкциях
Все конструкции, выполненные из металла, держатся на основе из сварных узлов, являющихся основой стыковых соединений. При разработке проекта инженеры должны учитывать удобные условия для качественного проведения работ в этих узлах. К ним относятся:
- Условие на то, чтобы узлы были сварены угловым ли стыковочным соединением.
- Нижнее положение сварки является приоритетным.
- В основном использовать механизированную или полностью роботизированную сварку, дабы гарантировать качество выполненной работы.
Среди соединительных узлов есть много подвидов, к большинству из которых заявлены различные требования. Как хороший пример послужит — балочный узел
В нем самое большое внимание сконцентрировано на расстоянии между сварочными швами, так как оно не должно быть короче толщины самого толстого стального элемента деленного на 10, входящего в состав данного узла
Возможные дефекты
- Наплывы. Появляются в случае протекания металла на плохо прогретые торцы заготовки. Часто встречаются на горизонтальных швах. Удаляются при помощи молотка, затем соединения проверяются на целостность.
- Прожог. Деталь проплавлена насквозь, на обратной стороне есть потеки металла. Причинами дефекта могут стать низкая скорость или плохая обработка кромок, слишком большая мощность пламени и увеличенный зазор. Исправляются вырубкой и последующим заполнением.
- Непровар. Очень опасная ситуация, которую обязательно надо устранить при монтаже металлоконструкций. Причиной могут стать наличие грязи, окалины или ржавчины, а также неправильно подобранная сила пламени. Все испорченные участки вырубаются и заново завариваются.
- Трещины. Образуются из-за неверного расположения швов или неправильного режима. Ошибки в расположении стыков дестабилизируют всю конструкцию, создавая излишние напряжения, что приводит к разрушению. Трещины полностью вычищают и переваривают. Чтобы трещина не распространялась, на ее концах делают отверстия.
- Пористость. Появляется, если газы не успели выйти из металла до его остывания. Это снижает надежность шва. Причиной могут стать плохая обработка кромок, наличие любых загрязнений в месте обработки и неверный выбор силы пламени. Такие швы полностью устраняются и перекрываются.
- Пережог. Из-за появления окисленных зерен качество таких швов низкое. Появившаяся пленка препятствует надежному сцеплению. Дефект не подлежит исправлению, потому что такой металл очень хрупок.
При соблюдении требований проекта и технологии работы с типом металла сварные соединения отличаются высокой прочностью. При этом полученные конструкции гораздо легче, чем литые или изготовленные с помощью заклепочного монтажа. Способ соединения позволяет экономить до 20 % материала по сравнению с другими способами. Также сварка позволяет работать с любыми материалами, контролируя или корректируя формы законченных конструкций в случае необходимости.
Конструкция и виды применяемого оборудования
Строение агрегата зависит от типа излучателя, входящего в его состав.
Твердотельные аппараты
Конструкция включает элементы из рубина, легированного неодимом стекла. Они активируются световым потоком, испускаемым мощными дуговыми светильниками. Агрегаты функционируют в режиме постоянного излучения. Они отличаются высокой частотой, низкими мощностью и КПД. Твердотельные аппараты применяют для сварки деталей малых размеров.
Газовые сварочные устройства
Такие агрегаты подходят для сварки толстых заготовок из стали и других металлов. Излучение, генерируемое в среде газов, характеризуется высокой мощностью. Установка способна соединять детали толщиной до 2 см. Она имеет достаточно высокий коэффициент полезного действия. Эксплуатация устройства усложняется из-за введения в конструкцию хрупкой стеклянной трубки.

Гибридные установки
Такие аппараты были созданы для соединения металлических заготовок большой толщины. Вместе с лазерной головкой схема прибора включает электродуговую горелку. Дополнительно установлен подающий механизм, выводящий расходный материал в сварочную ванну.
Ручные модели
Небольшие устройства работают по принципу стандартных агрегатов. Необходимость применения при сборке компактных деталей делает аппараты дорогими. Они используются для создания миниатюрных металлоконструкций, пайки микросхем.

Классические методы для конструкций из металла
Независимо от метода соединения проката существует три режима выполнения работ:
- автоматический;
- полуавтоматический;
- ручной.
Рассмотрим их подробнее.
Автоматический
Данный метод сводит участие человека в процессе к минимуму. Функция оператора заключается в контроле над производственным процессом, а также корректировке вводных параметров, в случае возникновения необходимости. Применяется на крупносерийных предприятиях.




Полуавтоматический
Задачей сварщика является определение оптимальной скорости движения дуги, а также регулировка направления. Подача присадочного материала осуществляется в автоматическом режиме, согласно предварительно настроенных параметров.
Ручной
В этом случае все операции выполняются руками сварщика. При этом существует несколько способов создания неразъемного соединения. Помимо электросварки, в ручном режиме можно выполнить пайку металла, а также работать газосварочным оборудованием.
Стыковая сварка методом оплавления
Для выполнения стыковой электросварки методом непрерывного оплавления в большинстве случаев не требуется проведение особой предварительной подготовки деталей и тщательное торцевание их поверхностей. В начале части заготовок просто закрепляют в электродах-зажимах и на них сразу подается электрический ток. После этого начинают постепенное сближение деталей, пока не происходит соприкосновение торцов, которое образуется вначале лишь по малой части поверхности или как бы по отдельным неровностям и выступам. Так как получаемая первоначальная площадь поверхности контакта очень мала, то через нее начинает протекать электрический ток с высокой плотностью, что вызывает моментальный нагрев и расплавление. Поэтому процесс сопровождается искрением и частичным разлетанием расплавленного металла, что, в свою очередь, способствует выбрасыванию загрязнений и шлака из места сварки. При дальнейшем сближении происходит образование прочного сплавления по всей поверхности контакта торцов деталей.
Как работает такой метод на практике можно увидеть на данном видео:
Стыковую электросварку методом оплавления применяют либо с непрерывной, либо с прерывистой подачей электрического тока. Ее широко используют для соединения стальных труб большого диаметра и сваривания арматурного прута в строительной индустрии.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Типы лазеров
При сваривании металлов применяют лазеры двух типов:
- твердотельные;
- газовые.
Тот или иной тип лазера подбирается в зависимости от цели использования оборудования.
Твердотельный
В данном случае активным телом выступает рубиновый стержень со стеклом и примесью неодима или же алюмо-иттриевого граната, который легирован неодимом или иттербием. Стержень располагается в осветительной камере. Чтобы возбудить атомы активного тела, применяют лампу накачки, которая создает мощные световые вспышки.
На торцах активного тела находятся два зеркала:
- частично прозрачное;
- отражающее.
Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
С помощью данных лазеров свариваются только мелкие и не толстые детали, чаще всего — это объекты микроэлектроники, например, тонкие проволочные выводы с диаметром 0,01−0,1 мм на основе нихрома, золота или тантала. Допускается и точечная сварка изделий на основе фольги с диаметром точки порядка 0,5−0,9 мм. Таким же способом выполняется герметичный катодный шов на кинескопах современных телевизоров.
Катод — это трубка с длиной в 2 мм, диаметром 1,8 мм и толщиной стенки 0,04 мм. К такой трубке приваривают дно толщиной в 0,12 мм на основе хромоникелевого сплава. Такие мелкие изделия варят благодаря высокой степени фокусировки луча, а также точной дозировке энергии посредством регулирования длительности импульса в определенных рамках.
Газовый
Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Основной минус оборудования с продольной прокачкой газа — это его габариты. А вот лазеры с поперечной прокачкой газа более компактные. Общая мощность может составлять от 20 кВт и больше, благодаря чему можно соединять металлы с толщиной до 20 мм на большой скорости — порядка 60 м/ч.
Самые мощные конструкции — газодинамические. В них для работы применяют газы, которые нагреваются до температуры от 1000 до 3000 К. Газ в них быстро истекает через сопло Лавля, в итоге происходит адиабатическое расширение, а затем газ охлаждается в зоне резонатора. При охлаждении возбужденные молекулы переходят на более низкий энергетический уровень, при этом испускается когерентное излучение. Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
Советуем изучить — Явление электромагнитной индукции в картинках
Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Поэтому в условиях применения высокомощного оборудования в зону сварки, кроме защитного газа, также подают и плазмоподавляющий газ. Им обычно выступает гелий, который намного легче аргона и не будет рассеивать луч. Чтобы упростить процесс нужно, использовать специальные газовые смеси, обладающие плазмоподавляющей и защитной функцией. В таком случае горелка должна подавать газ так, чтобы он мог сдувать ионизированный пар.
Во время работы луч медленно углубляется в деталь и оттесняет жидкий металл сварочной ванны на заднюю стенку кратера. Это обеспечивает «кинжальное» проплавление при условии большой глубины и малой ширине шва.
Большая концентрация энергии в луче позволяет достичь высокой скорости работы, а также обеспечивает хороший термический цикл и высокую прочность металла шва.
https://youtube.com/watch?v=u1GKNo9wa1w
Прочие методы соединения металлов
Помимо традиционных способов сварки в современной промышленности применяются методы, позволяющие соединить уникальные металлы. Зачастую такие металлы обладают ярко выраженными химическими или тугоплавкими свойствами, отчего привычные способы сварки не подходят для их соединения. Конечно, такие металлы не используются в домашней сварке, но они широко применяются для создания ответственных деталей на крупном производстве.
Мы расскажем про виды сварки плавлением, когда суть сварки заключается в подаче большого количества тепла на маленький участок сварки. К таким методам относится лазерная сварка и плазменная сварка.Лазерная сварка металлов выполняется с помощью автоматического и полуавтоматического оборудования. Такой процесс сварки может быть полностью роботизирован и не требует присутствия человека. Здесь деталь нагревается, а затем и плавится под воздействием тепла, исходящего от лазерного луча и направленного в определенную точку.
Тепло концентрируется строго в одной точке, позволяя сваривать очень мелкие детали размером менее одного миллиметра. Также с помощью призмы лазер можно расщепить и направиться в разные стороны, чтобы сварить несколько деталей сразу.
Плазменная сварка металлов выполняется с применением ионизированного газа, называемого плазмой. Газ струёй подается в сварочную зону, образовывая плазму. Она работает в связке с вольфрамовым электродом и газ нагревается за счет электрической дуги.


Сам ионизированный газ обладает свойством проводника тока, поэтому в случае плазменной сварки именно плазма является ключевым элементом в рабочем процессе. Также плазма активно защищает сварочную ванну от негативного влияния кислорода. Такой метод сварки используется при работе с металлами, толщиной до 9 миллиметров.
Требования
К рассматриваемым работам допускают только профессиональных сварщиков. Их уровень квалификации регулируется требованиям нормативно-правовых документов, в зависимости от сложности объекта.
Качество применяемых материалов должно соответствовать ГОСТу 27772-88. В данном межгосударственном стандарте классифицирован стальной прокат, который разрешено использовать при монтажных работах.
На сварочных чертежах металлоконструкций необходимо выполнять полную расшифровку, которая включает в себя:
- тип применяемого металла;
- габаритные размеры;
- способ стыковки элементов;
- применяемое сварочное оборудование
Согласно действующему законодательству, сборка металлоконструкций на всех объектах выполняется под контролем государственных органов технического надзора.
Вспомогательное оборудование

Процесс сварки металлических заготовок предполагает их объёмную фиксацию в заданном положении, что удаётся сделать лишь с помощью дополнительных приспособлений особой конструкции (кондукторов).
Кондуктор может выполняться в виде стенда или станины произвольной формы, обеспечивающей приём и крепление очередной заготовки, входящей в состав монтируемой металлоконструкции.
В зависимости от условий и технологических особенностей каждого конкретного процесса сварки кондукторы могут иметь самые различные исполнения. В упрощённом виде эти приспособления имеют форму, позволяющую сформировать прямой угол в зоне стыка металлических изделий.
Помимо этих фиксирующих элементов сварочные работы с металлоконструкциями предполагают использование специальных подающих механизмов, называемых стапелями.
Сварочный стапель представляет собой сооружение в виде Г-образного подъёмного приспособления, используемое для размещения заготовок, над которыми располагается площадка с оператором.
Таким образом, установленный порядок работы со стапелями, значительно облегчающий труд сварщика, предписывает использование их в качестве опорных конструкций, предназначенных для укладывания свариваемых балок или пролётов.
Непосредственно над ними по проложенным вдоль стапелей рельсам перемещается сварочный портал (площадка) с находящимся в нём сварщиком.
Также отметим, что при фиксировании небольших заготовок посредством углового кондуктора допускается нормируемое отклонение от предполагаемой линии стыковки (в пределах, предусмотренных технологическим процессом).
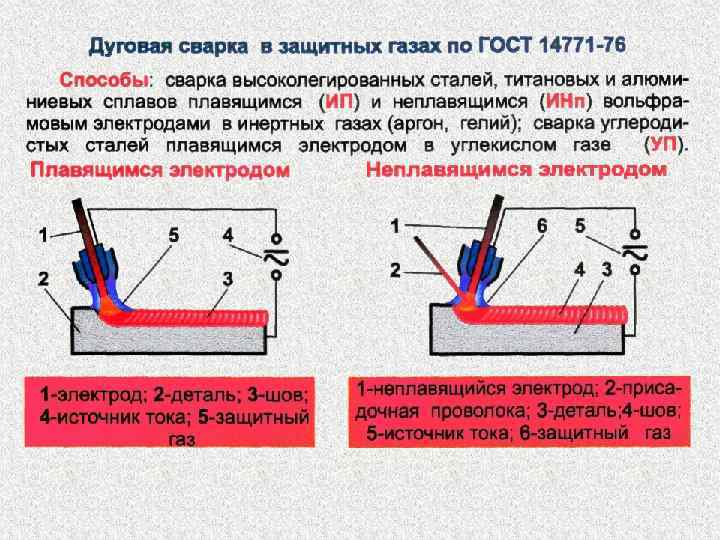
Дуговая сварка с использованием защитного газа
Способ дуговой сварки разных металлов с использованием защитного газа выполняется с помощью плавящихся и неплавящихся электродов. Технология сварки такая же, как и при классической ручной дуговой сварке. Но здесь для дополнительной защиты сварочной ванны в зону сварки подается специальный защитный газ, поставляемый в баллонах.

Дело в том, что сварочная ванна легко подвержена негативному влиянию кислорода и под его воздействием шов может окислиться и получиться некачественным. Газ как раз и помогает избежать этих проблем. При его подаче в сварочную зону образуется плотное газовое облако, не дающее кислороду проникнуть в сварочную ванну.
Атомноводородная сварка
Атомноводородная сварка представляет из себя процесс сварки двух металлических пластин (или фрагментов металла, имеющих другую форму), в течение которого вода, которая принимает самое деятельное участие в процессе, подвергается разложению, в результате чего образуются кислород и водород.
Автомноводородная сварка имеет достаточно много отличий от других видов сварок, что не помешало ей найти применение в таких отраслях промышленности, как металлургия, авиастроении и медицине. Она подходит для соединения очень тонких (толщиной менее 5 мм) кусочков высоколегированной стали, соединить которые, применяя другие методы сварки, очень сложно или попросту невозможно.
При осуществлении атомноводородной сварки водородная смесь подаётся с помощью специального инструмента, называемого газовой горелкой (в промышленности и в быту наиболее часто используется газовая горелка «Эффект-210»), а мастер равномерными движениями этой горелки осуществляет сварку двух деталей между собой.
Единственное, за чем нужно следить сварщику – оплавление горелки, следы которого регулярно появляются на краях прибора (удалять следы оплавления нужно вручную, предварительно остудив прибор). Газовые горелки работают от стандартной электросети, которая проведена в любой дом и очень хорошо режет даже высоколегированные стали на очень тонкие пластины, сфера применений которых при производстве различные деталей и механизмов очень велика.
Многие мастера, испытывающие острый недостаток в водороде, переделывают газовые баллоны, подающие топливо для горелки, таким образом, чтобы вместо водорода в качестве сырья можно было использовать абсолютно любые газы, это сокращает затраты на сварку любых металлических изделий.
Достоинства и недостатки метода
К положительным качествам рассматриваемой технологии относятся:
- возможность соединения разных материалов: от нержавейки до стекла и термопластов;
- повышенная точность воздействия луча, стабильность траектории сварочной ванны;
- отсутствие нагрева прилегающих к шву участков (это снижает риск деформации соединяемых деталей);
- минимальная ширина сварного соединения;
- химическая чистота рабочего процесса (объясняется отказом от использования электродов и флюсов);
- отсутствие токсичных продуктов горения и опасного излучения;
- возможность создания сложных конструкций, работы в труднодоступных местах;
- быстрая перенастройка установки при переходе к сварке другого материала;
- высокая прочность соединения;
- возможность сварки элементов, расположенных за прозрачными материалами.
К отрицательным сторонам лазерной сварки относят:
- высокую стоимость аппарата, запасных частей, расходных материалов;
- низкий коэффициент полезного действия (у твердотельных агрегатов он составляет 1%, у газовых – до 10%);
- зависимость качества сварного шва от отражающих свойств соединяемых металлов;
- особые требования к организации рабочих мест (отсутствие пыли, низкая влажность).
Технология ультразвуковой сварки металлов
Технологический процесс сварки металлов ультразвуком представляет собой ряд
последовательно выполняемых операций, главными из которых можно выделить: подготовка
соединяемых деталей, их сборка, прихватка, сварка и правка. В каждом отдельном
случае объём работ по каждой из операций может существенно различаться.
Подготовка свариваемых поверхностей
Результаты, полученные на практике, показывают, что влияние оксидных плёнок
на сварных кромках почти не влияет на прочность сварного соединения при ультразвуковой
сварке. Поэтому, можно получить качественное
сварное соединение при УЗС даже без предварительной обработки свариваемых
участков.
Но, результаты некоторых отдельных исследований говорят о том, что целесообразнее
будет удалять оксидные плёнки с соединяемых поверхностей, т.к. они могут снизить
качество сварного соединения, а в ряде случаев и вовсе технологический эффект
не может быть достигнут. Для подготовки поверхностей под УЗС хорошо подходит
обезжиривающая обработка.
Выбор режимов сварки
Главными показателями режима ультразвуковой сварки являются частота и амплитуда
колебаний сварочного наконечника, величина усилия и продолжительность процесса.
Амплитуда является важнейшим параметром, от него зависит эффективность удаления
оксидных плёнок, нагрев, а также зоны пластической деформации. Амплитуду назначают
исходя из предела текучести и твёрдости свариваемых материалов, толщины свариваемых
элементов и от того, очищались ли сварные кромки от оксидных плёнок, или нет.
Чем выше твёрдость, предел текучести и толщина свариваемых материалов, тем выше
должна быть амплитуда колебаний. В большинстве случаев, она находится в диапазоне
0,5-50мкм.
Величина сварочного усилия определяет эффективность передачи ультразвуковых
волн и способствует возникновению пластической деформации в зоне сварки. Чем
выше твёрдость, предел текучести и толщина свариваемых элементов, тем выше должно
быть сварочное усилие. При этом усилие напрямую связано с величиной амплитуды
колебаний и при увеличении амплитуды, усилие необходимо снижать. При соединении
элементов приборов и микросхем усилие составляет от десятых долей до нескольких
ньютонов, а при сваривании относительно толстых листов усилие может составлять
до 10 000Н. Величина усилия в процессе сварки может оставаться постоянной или
же изменяться по определённой программе.
Продолжительность процесса зависит от амплитуды колебаний, усилия сварки, толщины
свариваемого металла и его физических свойств. Зависимость времени от амплитуды
и свойств такая же, как и зависимость усилия сварки.



Сварка низколегированных конструкционных сталей
Необходимо сказать, что качество и легкость выполнения данной работы напрямую зависит от особенностей той или иной марки стали. Чем меньше в ее составе содержится углерода, тем проще и прочнее выполняется соединение. В особенности качественно свариваются марки стали, которые не подвержены закаливанию и устойчивы к образованию трещин в соединительном шве. Низколегированные конструкторские марки стали могут свариваться автоматической или ручной сваркой.
При использовании ручной технологии сварка углеродистых конструкционных сталей выполняется соответствующими электродами Э50А и Э55А. С автоматическими инверторами допускается использование сварочной проволоки. Также необходимо использовать дополнительный флюс, что позволит защитить зону температурной обработки. При соединении листов стали, толщина которых меньше 4 сантиметров, можно проводить работы без разделки кромок. В том случае, если при выполнении данной работы соблюдалась технология и были правильно выбраны электроды, по своим показателям прочности соединительные швы не уступают основному металлу.
Особенности работы с низколегированными хромкремниймарганцевыми марками
Необходимо отметить, что работа с таким сплавом осложняется тем, что во время выполнения сварки отмечается склонность к появлению закалочной структуры и трещин шва. Чем меньше толщина обрабатываемых кромок, тем соответственно выше риск появления закалочных зон. Соответствующим образом в зависимости от конкретного сплава должны выбираться электроды для сварки конструкционных сталей.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой
Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.
Условия для работы лазером и техника безопасности
Для получения мощного луча требуется фокусировка. Она достигается благодаря нескольким последовательным отражениям. При превышении порогового значения интенсивности поток попадает в центр переднего зеркала, откуда подается в направляющие призмы и выходит в рабочую зону. Лазерная сварка проводится в любых условиях: при разных вариантах расположения деталей и глубины проплавления. Соединение формируют точечно или непрерывно.
Рекомендуем к прочтению Что такое автоматическая сварка
Сварочный процесс имеет некоторые особенности, которые могут привести к травмированию мастера при несоблюдении техники безопасности:
- На пути луча не должно быть посторонних предметов. Если в рабочую область попадает рука сварщика, человек получает глубокий ожог.
- Перед началом сварки нужно проверять целостность и исправность основных элементов установки. В противном случае качество шва снижается, мастер рискует получить травму.
- На рабочем месте не должны находиться легковоспламеняющиеся предметы.
Электронно-лучевая сварка
Электронно-лучевая сварка Электронно-лучевая сварка является одним из новейших видов сварки, повсеместно распространившимся совсем недавно, но при этом дающим впечатляющие результаты. Метод подразумевает фокус потока электронов, обеспечиваютщих очень высокую температуру нагревания, и, как следствие, очень хорошее качество сварки.
При сварке электронно-лучевым методом в металлах образуется так называемый канал проплавления – узкое углубление, образующееся из-за фактического испарения металла, который был на месте этого канала. Это позволяет уменьшить размеры сварочного шва до практически нулевых размеров, что во-первых, улучшает общие свойства сварки (шов на неё практически никак не влияет), а во-вторых, придаёт сваренной детали целостный вид.
Технология электронно-лучевой сварки достаточно проста. Электронный луч, генерируемый специальным оборудованием, в зависимости от толщины сплавляемого материала может находиться в двух положениях (для тонких металлов – в нижем положении, для более толстых материалов – в горизонтальном) и осуществлять как неполное, так и полное (иначе называемое сквозным) проплавление детали.
Многие мастера, постоянно практикующие метод электронно-лучевой сварки, применяют некоторые хитрости, влияющие на свойства конечных соединений (например, направляют луч не перпендикулярно направлению перемещения, а под небольшим углом, что позволяет создать более равномерную кристаллизацию и уменьшает размеры пор в металле, а также добавляют в сферу сварки различные присадки, легирующие металлы, участвующие в сварке).