
Введение
Обязательно заземлите металлические части, такие как сварочный стол, трансформаторное основание и прочие неизолированные устройства.
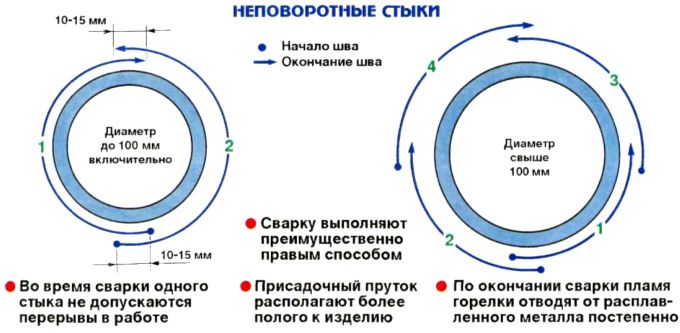
Используйте электропровода и кабели с изолированным покрытием. После окончания сварки неповоротных стыков труб возьмите молоток и зубило и уберите весь оставшийся шлак. Затем, при необходимости, шов можно сгладить болгаркой.
На данный момент применяются 3 основных метода сваривания металлических неповоротных фрагментов, принципиально определяющих концепцию работы каждого из них:
- При горизонтальном положении;
- При вертикальном положении;
- Под углом в 45 градусов.
Выбирать конкретный метод сварки неповоротных стыков труб надо исходя из:
- толщины стенки;
- расположения трубопровода;
- угла размещения во время сварки.
Совмещение труб с помощью трехслойного шва применяется, если толщина составляет 12 мм. Каждый шов должен быть высотой не более 4 мм, а ширина валика шва – не более трёх диаметров проводника.
Как можно судить из названия, поворотные трубы можно провернуть в нужную сторону, благодаря чему сварочный процесс неповоротных стыков труб облегчается и не будет необходимости создавать комплексные швы (например, потолочные).
Подготовительный этап
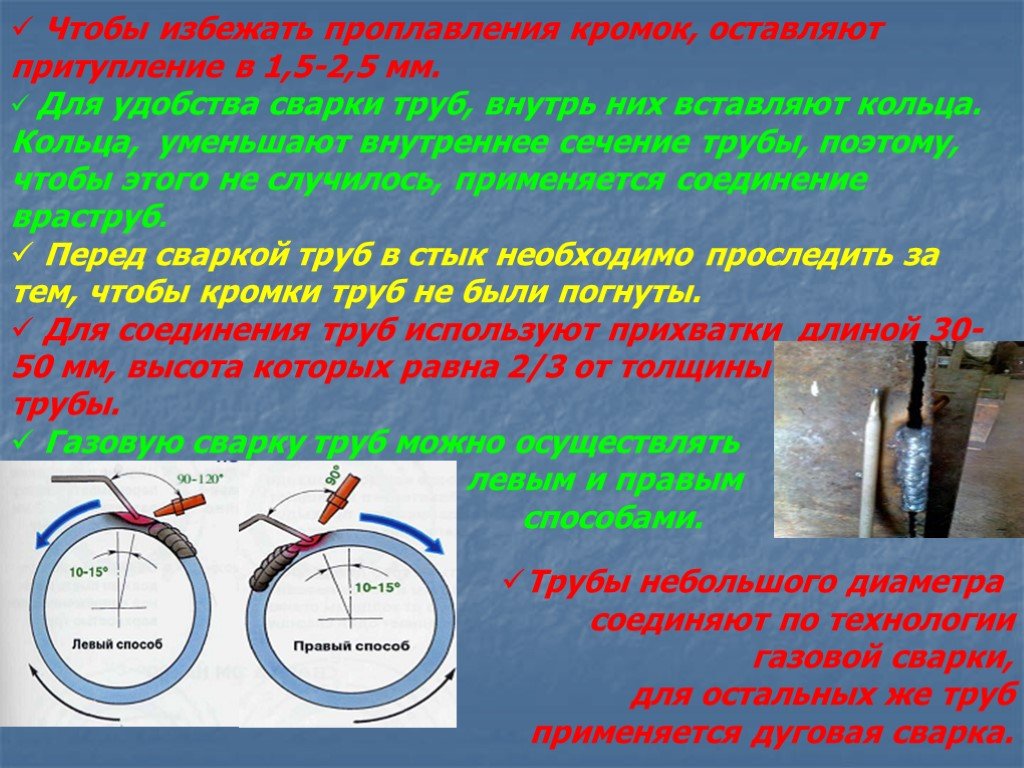
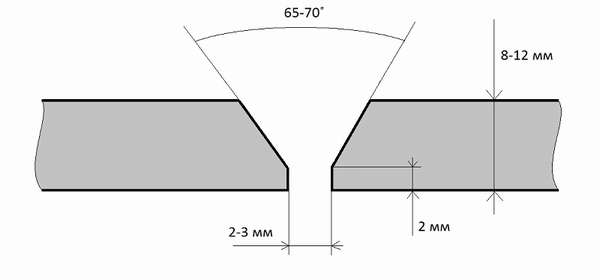
Сварка труб под просвет всегда требует тщательной подготовки. Подготовительные работы начинают с подбора тренировочного материала. Для этого подойдут трубы среднего диаметра с толщиной стенки 6-12 мм. При этом параметры должны быть следующие: фаска – 65-70о, а приступ – 2 мм (независимо от размеров трубы).
Далее приступают к зачистке труб в местах будущего стыка. Их необходимо очистить от ржавчины, лакокрасочного покрытия и т.д. При этом зачистить трубу необходимо почти до блеска, лучше всего это выполнить шлифовальной машинкой. Далее снимаются все металлические неровности (для этих целей можно использовать резак). Также следует удалить и те участки труб, которые изменили цвет в процессе шлифования при помощи шлифовальной машинки. После этого поверхность следует обезжирить, используя ацетон и суконку.

Перед сваркой трубы следует зачистить от грязи и ржавчины.
Стык собирается при помощи центратора, при этом наиболее часто используется наружный центратор, однако лучше подойдет внутренний, поскольку он может удалить часть неровностей внутри трубы. При этом смещение сборки должно стремиться к 0 (а в идеале его вообще не должно быть). Зазор следует оставить порядка 2,5 мм (легко выставляется электродом такого диаметра).
Когда с заготовками закончено, приступают к подготовке электродов. Для сварки корня лучше всего применять электроды LB52U диаметром 2,6 мм. Их следует прокалить в печке, для подобных электродов прокалка осуществляется при температуре около 390 градусов в течение 2 часов. После прокаливания их кладут на хранение в пенал (если не планируется быстрое использование). Температура в пенале должна быть не ниже 80 градусов. Совет: в случае если нет времени на полноценную прокалку электродов, опытные сварщики сушат их резаком на мягком пламени на протяжении 1,5 минут.
Важно знать, что подобная технология закалки категорически запрещена для применения, однако в экстренных случаях она способна выручить. При этом не следует сушить все электроды сразу – они быстро остынут и наберут влаги, поэтому подсушивать электроды следует по 1-2 штуке
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Технология работы с неповоротными стыками
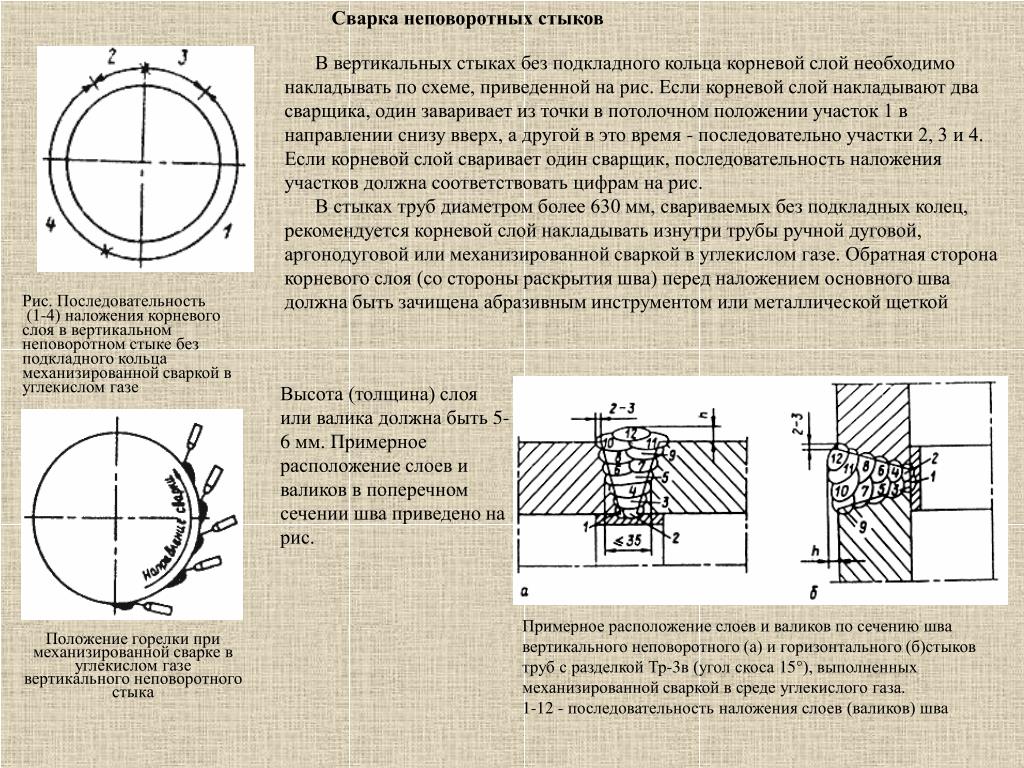
Чаще всего применяется трехслойная технология наложения шва (коренной, заполнение кромок и лицевой шов). При этом все смежные сварные швы должны перекрываться минимум на 15-20 мм. Для труб, диаметр которых 9 мм, применяется налаживание 3 слоев (каждый по 3 мм), при этом необходимо выбирать режим работы с дугой минимальной длины (до 25 мм).
Сварка неповоротных стыков труб может выполняться по нескольким технологиям, большую роль играет пространственное положение заготовок.
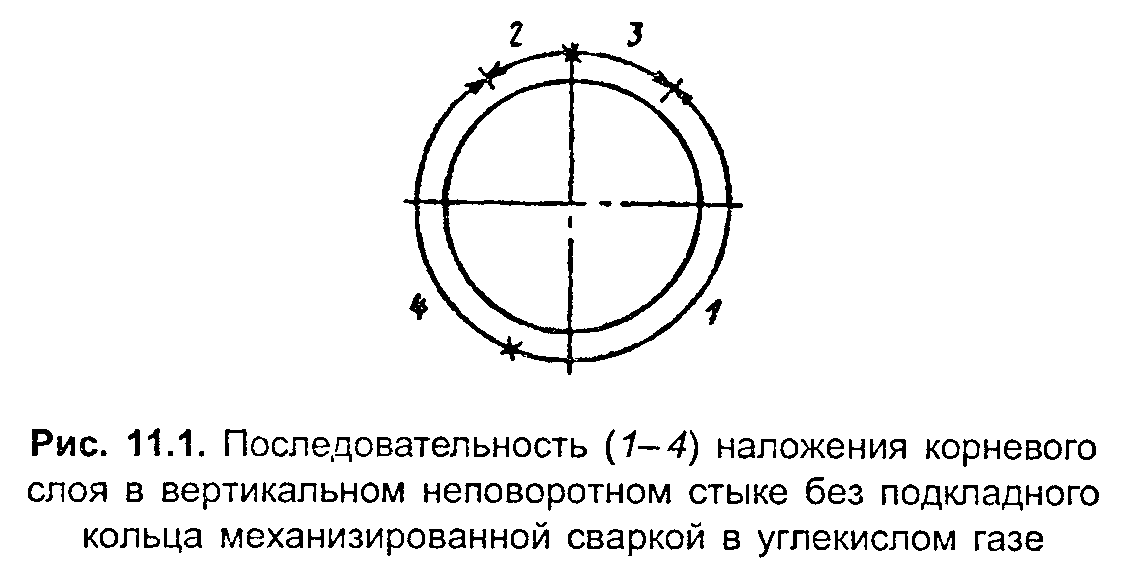
Вертикальное расположение трубы
Технологический процесс:
- Корневой шов варится за два прохода, при этом, при налаживании второго валика необходимо проплавлять первый слой, это даст гарантию качества корня шва. Режим работы (величина сварочного тока и скорость выполнения работ) определяется исходя из толщины стенки трубы и величины зазора между соединяемыми элементами.
- Заполнение кромок может осуществляться на достаточно высокой скорости, при этом используется положение электрода углом назад или под прямым углом.
- Замки смежных слоев должны выполняться со смещением минимум на 5-10 мм.
- Лицевой слой наплавляется узкими валиками, от скорости сварки во многом будет зависеть плоскость получаемой поверхности.
Сварка горизонтально расположенных труб
Такие стыки варить самостоятельно стоит только в том случае, если уже есть существенный опыт выполнения других типов сварочных работ, например уже осуществлялась сварка поворотных стыков труб.
Как уже говорилось, основная сложность заключается в необходимости выполнения сварки в трех положениях — нижнее, вертикальное, потолочное.
Это требует постоянной регулировки силы сварочного тока, угла наклона электрода, изменения скорости выполнения работ:
- На каждом этапе процесс необходимо выполнять непрерывно.
- Для каждого из них необходимо выбирать определенную силу сварочного тока. При выполнении потолочного шва она должна быть увеличена (на 10-20%).
Трубы под углом 45 градусов
В данном случае сварной шов расположен под определенным углом к горизонту. В связи с этим исполнитель должен обладать универсальными навыками, позволяющими выполнять сварку в горизонтальном и вертикальном положении. Сварочный шов может быть сформирован только при выполнении многих манипуляций с электродом (смена направления сварки, изменение угла наклона).
Стоит в нескольких словах остановиться и на этой технологии, ведь сварка поворотных стыков труб должна быть освоена в совершенстве перед выполнением работ с неповоротными соединениями.
Выбор технологии в данном случае зависит только от диаметра свариваемых труб:
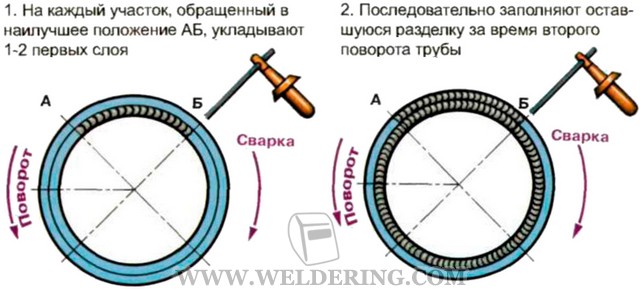
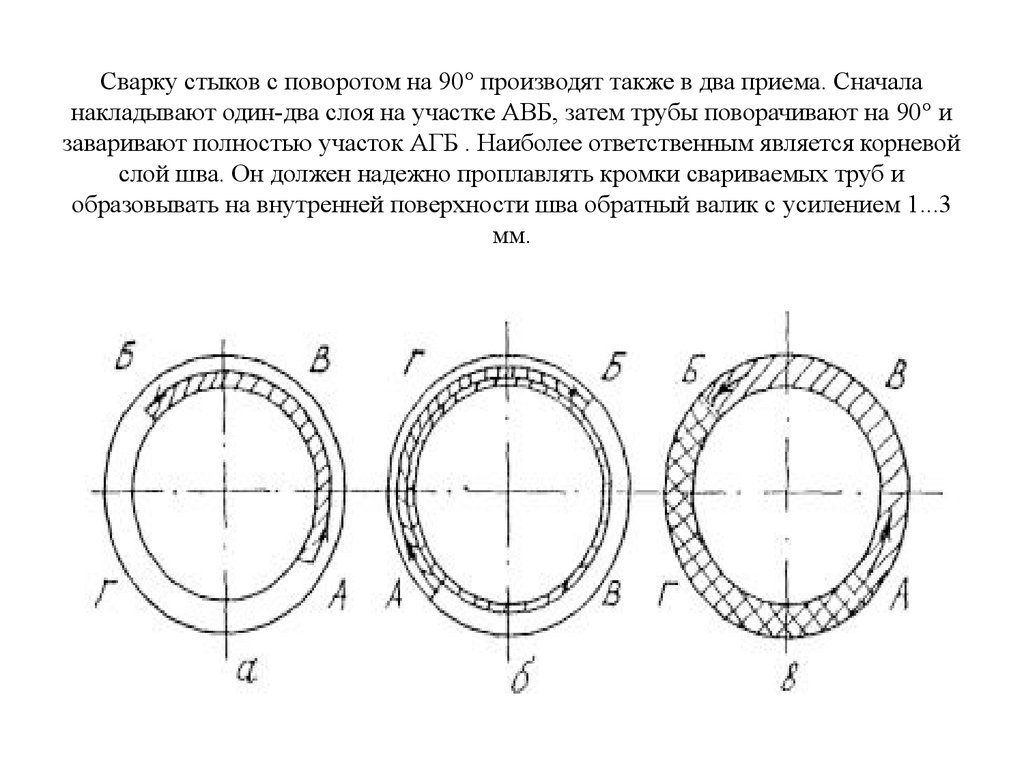
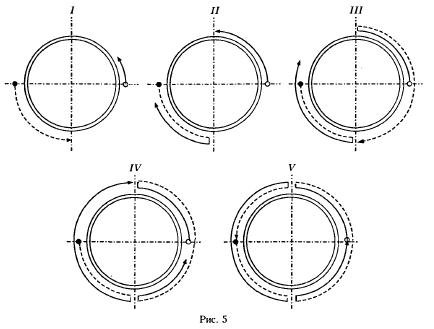
- При соединении газовых труб, (диаметром до 200 мм), сварка выполняется в несколько слоев без остановок. Для этого труба постепенно проворачивается по мере заполнения сварочного шва. Сварка поворотных стыков металлических газовых труб имеет свои особенности. Так 2 и 3 слои шва должны накладываться в противоположном первому слою направлении, замок (перекрытие предыдущего слоя) при этом не должно быть меньшим 10-15 мм.
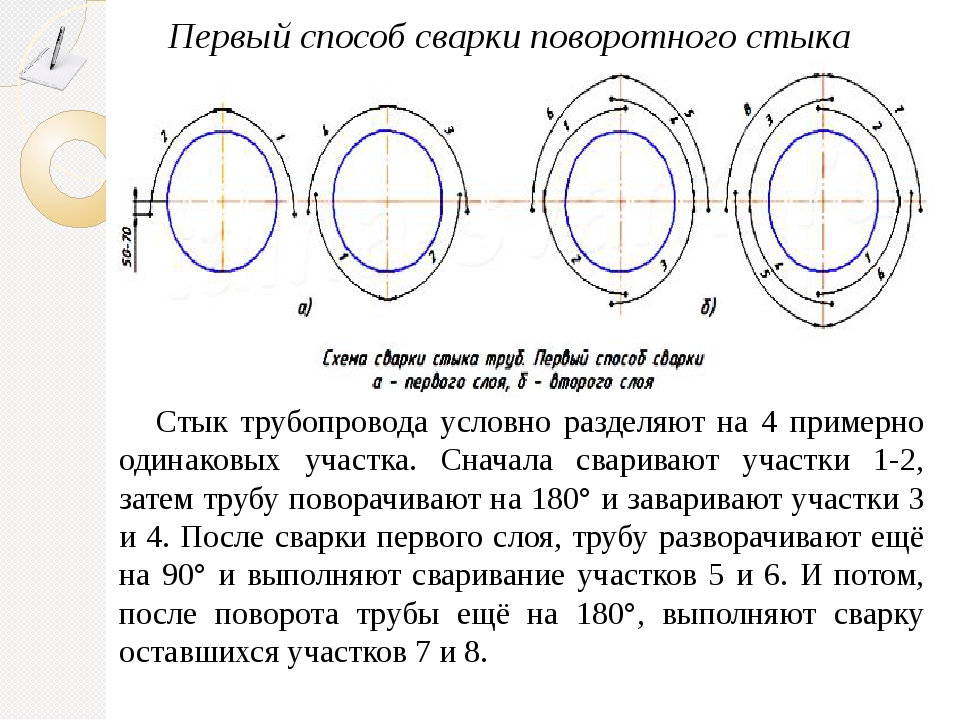
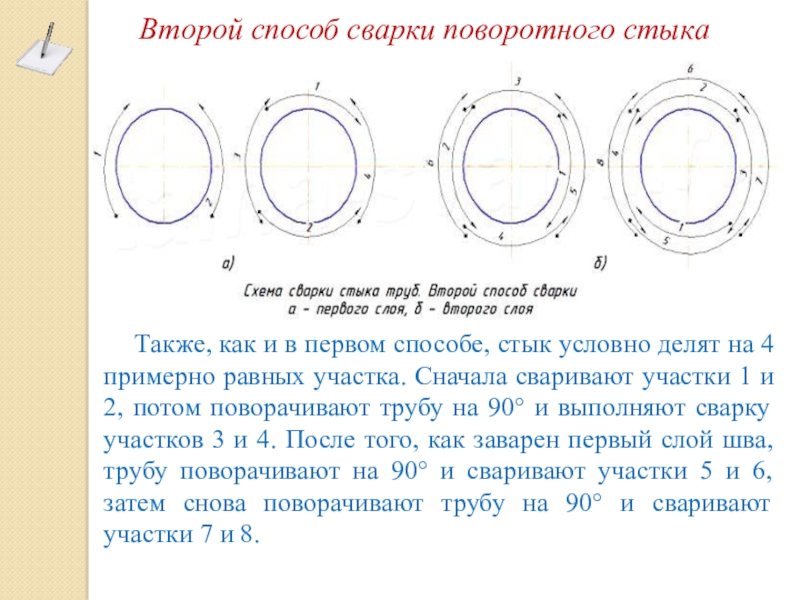
- При сварке других труб небольшого и среднего диаметра их окружность делится на четыре сектора и выполняется их поэтапная проварка. После наплавления металла на первые два сектора труба поворачивается на пол оборота, после чего продолжается выполнение работ.
- При сварке труб значительного диаметра (более 50 см) окружность трубы делят на большее количество секторов (по 150-300 мм). Заполнение шва выполняется так же посегментно, сплошным наплавляется только лицевой (3 слой).
Особенно, если речь идет о трубопроводах с повышенными требованиями по герметичности сварных соединений.
Технология сварки
После зажигания дуги сразу начинается процесс плавления металлов – электродного и основного
В зависимости от длины дуги определяется производительность работы и качество шва, поэтому очень важно выбрать правильную длину дуги. Подавать электроды в дугу необходимо со скоростью плавления электрода
Чем больше опыта у специалиста, тем лучше он справляется с удержанием длины дуги.
Дуга размером от 0,5 до 1,1 диаметра электрода является нормальной. Для того, чтобы точнее рассчитать точную длину дуги, нужно узнать, какой марки и типа электроды применяются. Также немалое значение имеет положение и значение места сваривание. Если дуга длиннее нормальных размером, то устойчивость горения понижается, потери на угар увеличиваются, глубина проплавления становится неравномерной, а шов неровным.


Для того, чтобы качественно выполнить шов, стоит обратить внимание на угол наклона электрода. Для работы в положении снизу угол наклона электрода обычно составляет от 10 до 30 градусов назад
Зачастую дуга направлена в ту сторону, куда направлены электроды. Правильный наклон, помимо надежного шва, дает еще и меньшую скорость остывания вещества.
Чтобы получить валик из металла необходимого размера, нужно производить колебательные действия электрода в перпендикулярном направлении. С использованием колебательных движений швы с размером валика от 1,5 до 4 диаметров электрода. Такие швы используются чаще всего.

Получение надежно проваренного корня достигается при помощи движения треугольников. Это движение производится с выполнением угловым швов с катетами шва свыше 6 миллиметров и стыковых кромок со скосом.
Швы можно разделить по способу их заполнения на многослойные, однослойные, многопроходные, однопроходные.
Многослойный шов является таким, если количество слоев соответствует числу проходов дугой. Подобные швы зачастую применяют на проблемных участках и местах стыков.
Многопроходные швы используются в тавровых соединения и в углах.
Для увеличения показателя прочности используются выполнения шва секциями, каскадом или блоками. Все данные швы производятся по технологии обратноступенчатой сварки.
Большая Энциклопедия Нефти и Газа
Поворотный стык — труба
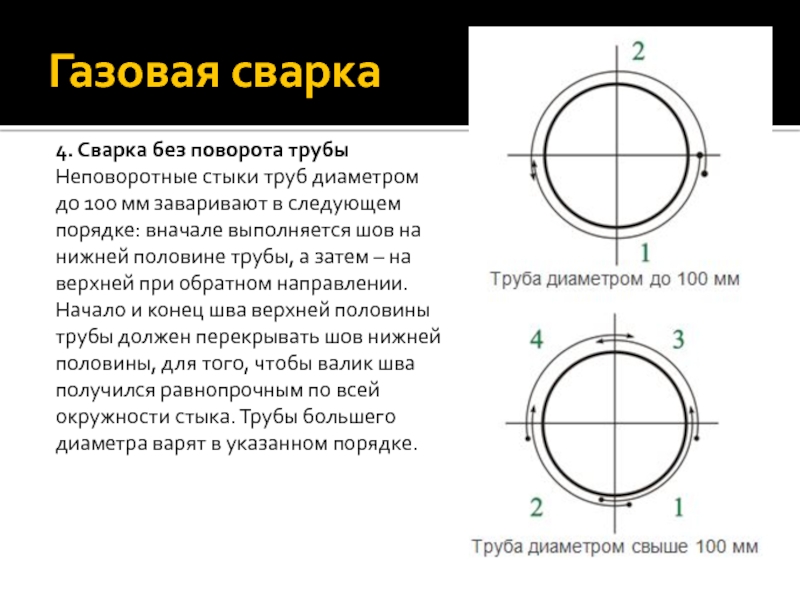
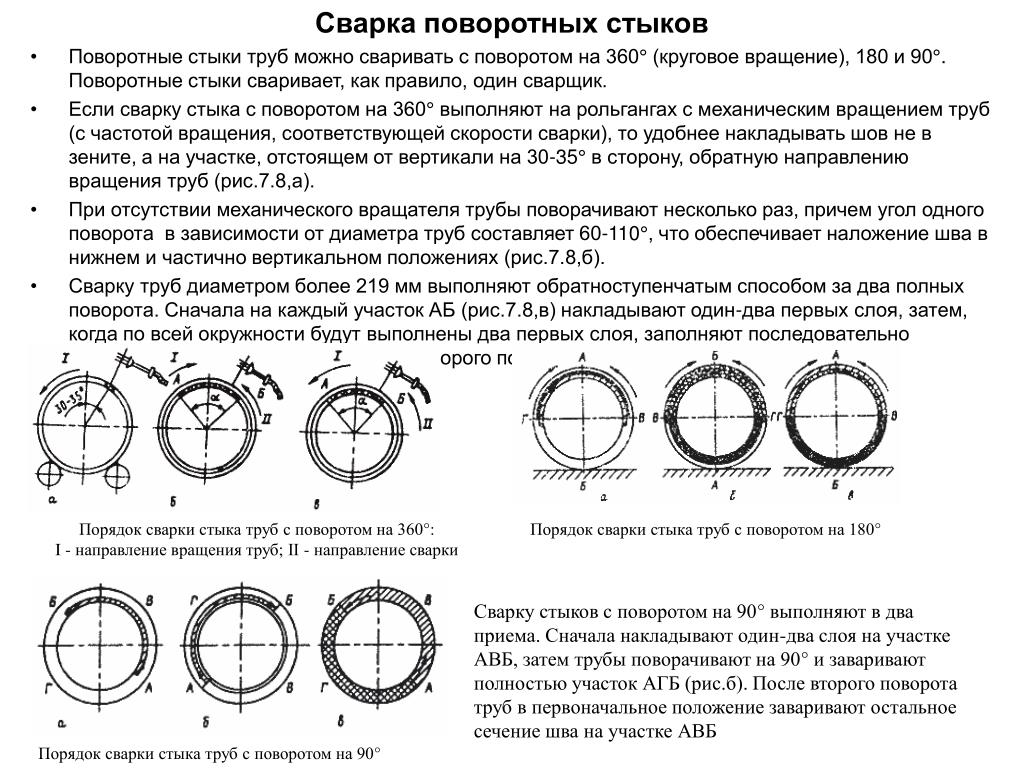
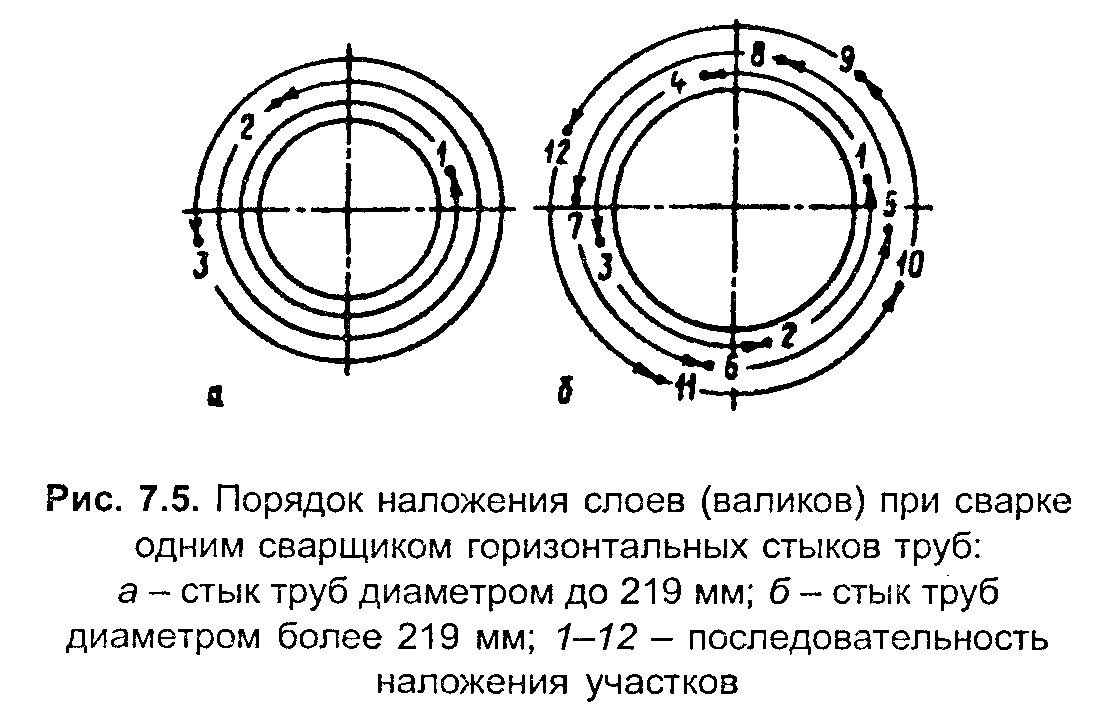
Поворотные стыки труб диаметром до 200 мм включительно сваривают без разбивки на участки. После выполнения первого слоя второй и последующие слои смещают на 30 — 40 мм по отношению к предыдущему слою, а затем ведут сварку в направлении, обратном направлению сварки предыдущего слоя.
Поворотные стыки труб в зависимости от диаметра и толщины стенки сваривают следующими способами: автоматической сваркой под флюсом основного и плакирующего слоя; автоматической сваркой под флюсом основного слоя и ручной сваркой покрытыми электродами или аргонодуговой сваркой плакирующего слоя; сваркой в среде СО2 основного слоя и аргонодуговой сваркой плакирующего слоя.
Поворотные стыки труб диаметром 1420 мм с толщиной стенки до 17 мм необходимо выполнять двусторонней сваркой. Торцы труб проходят механическую обработку с одновременным нанесением риски на внутренней поверхности для автоматического направления внутренней сварочной головки по стыку. Сборку выполняют с помощью самоходного центратора, вращение обеспечивается поворотными роликами стенда. Автоматическую сварку внутреннего шва под флюсом выполняет оператор, который наблюдает за процессом по приборам.
Сварку поворотных стыков труб без подкладных колец выполняют со значительным смещением головки от вертикальной оси стыка под углом 30 — 60 ( рис. 17) и поперечными колебаниями поперек стыка.
Сварка поворотных стыков труб из углеродистых и низколегированных сталей Поворотным называют стык, сварку которого выполняют в наиболее удобном ( обычно нижнем) положении, а трубный узел при этом вращают ( поворачивают) вокруг оси, перпендикулярной к плоскости сечения стыка.
Швы поворотных стыков труб из легированных сталей выполняют преимущественно автоматической сваркой в защитных газах, причем первый проход шва сваривают неплавящимся ( вольфрамовым) электродом, а последующие — плавящимся.
Сварка поворотных стыков труб расщепленным электродом позволяет получать сварные соединения высокого качества; технологические возможности дуги по сравнению со сваркой колеблющимся электродом значительно расширяются. При а90 глубина проплавления наименьшая, а ширина шва наибольшая, что позволяет без прожогов сваривать участки стыка со значительным зазором или со смещенными кромками. Расположение электродов вдоль стыка ( а0) способствует получению шва наименьшей ширины, но с глубоким проваром.
Большинство поворотных стыков труб и деталей, выполняемых в трубозаготовительных цехах и мастерских, сваривают наиболее простым и удобным швом в нижнем положении. Сварка неповоротных стыков значительно сложнее и требует высокой квалификации сварщика. Вид сварки, порядок контроля, режимы и способы термической обработки сварных стыков устанавливают соответствующие производственные инструкции за исключением случаев, специально оговоренных в проекте.
Для сварки поворотных стыков труб применяют автомат АСП-60. Автомат позволяет сваривать трубы диаметром от 426 до 1220 мм — без подкладных колец.
Автоматическая сварка поворотных стыков труб двумя электродными проволоками, расположенными вдоль оси шва на расстоянии 4 — 6 мм друг от друга.
Для сварки поворотных стыков труб , приварки фланцев и других элементов трубопроводов используют универсальные сварочные манипуляторы с применением переносных роликоопор или других приспособлений. Свариваемый узел закрепляют в патроне планшайбы манипулятора, устанавливают в удобное для сварки положение ( рис. 205) и при ручной сварке периодически поворачивают на некоторый угол.
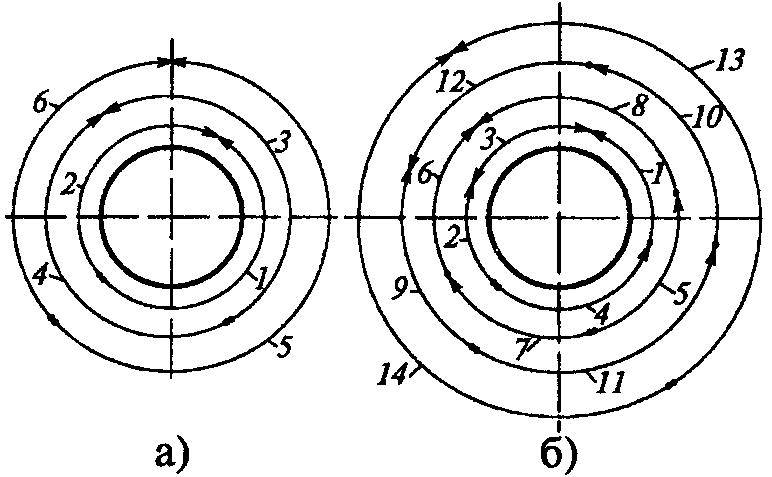
При заварке поворотных стыков труб первый слой должен обеспечить полное проплавление притупленных кромок. Очередность сварки стыка показана на рис. VI-12, а, б, в. Высота первого слоя шва должна составлять 40 — 60 % от толщины стенки, второго вместе с первым 70 — 90 %; третий слой должен полностью заплавить разделку и создать необходимое усиление.
Подготовка к проведению работ
Технология подготовки к началу работ по свариванию включает в себя следующие этапы: изначально необходимо подготовить металл, то есть провести на нем разметку, сборку и резку труб. Для этого необходимо установить части труб в изначальном положении и очистить каждое место стыка от ржавчины, шпака, грязи, слоя краски и иных наслоений. Затем нужно провести разметку с использованием угольника, рулетки и чертилки перенести размеры конструкции на металл с чертежа. Для этой цели можно применять использовать шаблон из металла. Стоит помнить, что части труб во время сваривания немного укорачиваются, поэтому при работах нужно оставлять припуск, исходя из погрешности 1 миллиметр на поперечный стык, а 0,1-0,2 на 1 миллиметр продольного шва.
В связи с тем, что большинство труб обладают сечением круглой формы, при заготовках частей труб чаще всего применяют термическую резку.
Примерно 30 % от общей количество времени процесса занимает сборка деталей под сварку. Во время сборки необходимо учитывать изготовителя изделий, диаметр труб, серию продукции и другие факторы. Для сборки применяют сварочные прихватки. Они представляют собой легкие швы с поперечным сечением до 1/3 полноценного шва. Размер прихватки зависит от диаметра трубы и толщины стенок и составляет от 20 до 120 миллиметров. Сварочные прихватки применяют для снижения вероятности смещения участков конструкции, что может вызвать трещины при охлаждении. При сварке электричеством или газом трубы с большим диметром и толщиной или сварке в неудобном расположении во время сборки используют механическое оборудование.

Если вам необходимо произвести зажигание дуги, то нужно произвести короткое замыкание трубы с концом электрода и оторвать электрод от поверхности конструкции. Расстояние примерно равняется величине диаметра покрытого электрода. Это необходимо для нагревания металла до определенной температуры в катодном пятне. При нагревании происходит выброс первичных электронов.
Для зажигания дуги используют технологию скольжения или впритык.
Во время зажигания впритык металл нагревается в месте короткого замыкания. При зажигании дуги по технологии скольжения металл прогревается сразу в нескольких местах на поверхности сварки изделия. Чаще применяется первый способ, второй, как правило, используется при сварке небольших труб с трудным расположением.
Техника безопасности
Различные типы сварки (электричеством, газом и тому подобные) должны осуществляться на подготовленных площадках с установленным специализированным оборудованием. К нему можно отнести щиты для защиты от влияния электрической дуги и специальные ширмы. Подобные устройства защиты должны находиться в таком положении, чтобы люди, присутствующие при работе, но не участвующие в процессе, были также защищены от воздействия сварки.
Если производится процесс сварки трубы с большим сечением и массой свыше 20 килограммов, то в наличии должны быть транспортно-подъемные машины. Ширина подхода к месту должна быть не менее одного метра. Температура в здании, где производится сварка труб, должна составлять не менее +16 градусов Цельсия. К тому же, в помещении нужна вентиляция и достаточный уровень освещения на месте для работ по сварке.
Рабочие должна быть оснащены специальной защитной формой. Процесс сварки требует заземления частей устройства из металла, корпус и рабочий стол также обязаны быть заземлены. На всех проводах и кабелях изоляционный материал должен быть защищен от температурных и механических повреждений, не иметь дефектов.


Все элементы оборудования должны быть произведены из материала, устойчивого к высоким температурам. В случае неисправности в электрической цепи ремонтные работы может проводить исключительно электрик-профессионал при отключенном рубильнике.

Теперь приведем данные, как можно рассчитать массу и объем наплавленного металла.
Если брать в расчет общую длину электрода 47 сантиметров и площадь поперечного сечения шва, равное половине сантиметра, а также удельные объем наплавленного материала за 7,8 граммов на сантиметр, то объем вещества равен произведению удельного объема на сечение и на длину.
Если сечение обозначить буквой S, длину буквой L, а удельный объем Vуд, тогда общий объем наплавленного вещества равен произведению S, L и Vуд и равен 1880 граммам.
Масса наплавленного вещества равна произведению коэффициента наплавленного металла на объем и равен 1,88 кг/м3, если при работе применяются электроды вида ВСП-1 с коэффициентом 10.
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Техника снизу вверх
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.
Техника формирования вертикального шва по направлению снизу вверх. Для получения требуемой ширины шва и глубины провара мастера используют разные варианты «рисования» электродом
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» – сварка коротким швом (1 – 2 см). Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.

Пример вертикального шва, полученного после сварки двух металлических пластин квалифицированным сварщиком. Использовалась техника направления перемещения электрода снизу вверх
Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
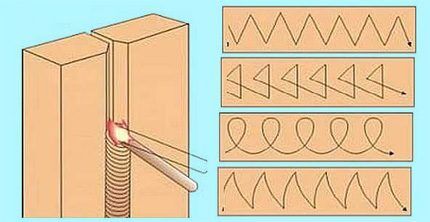
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.
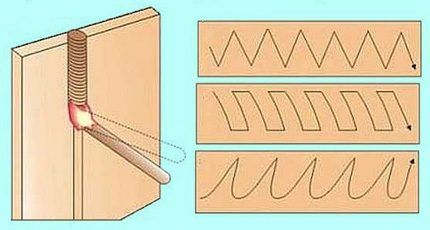
Техника производства вертикального шва при направлении движения электрода сверху вниз. В этом варианта применяются несколько иные формы поперечной «отрисовки» электродом
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.
Технология сварки
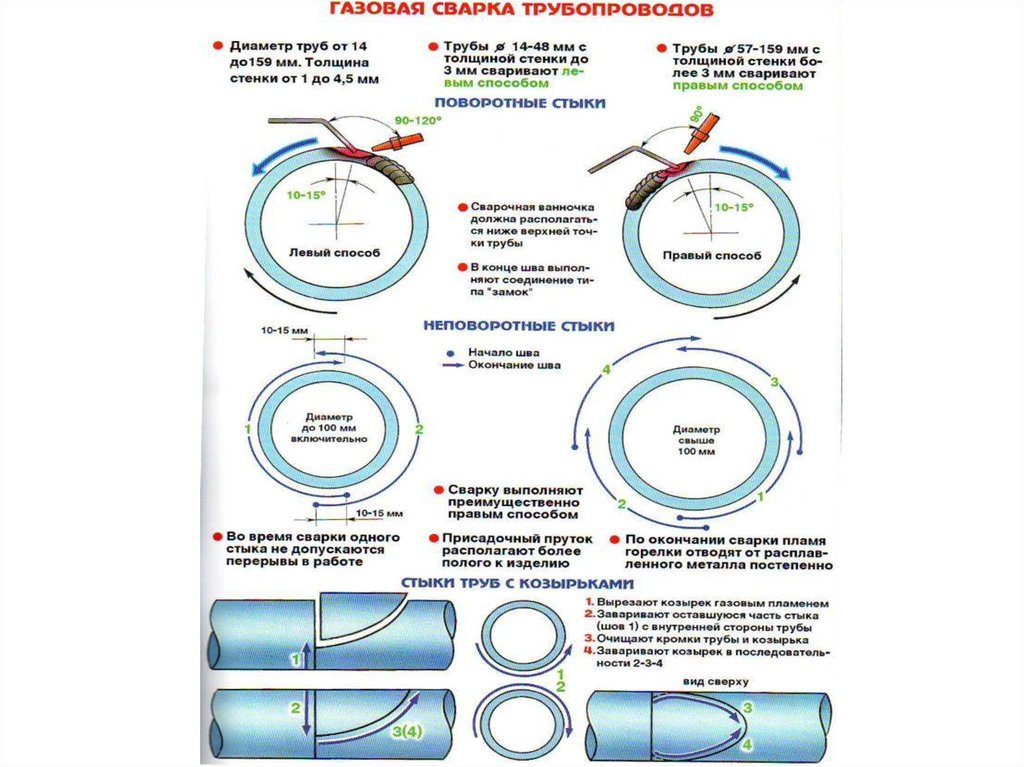
Сварка поворотных стыков труб может осуществляться левым или правым способом.
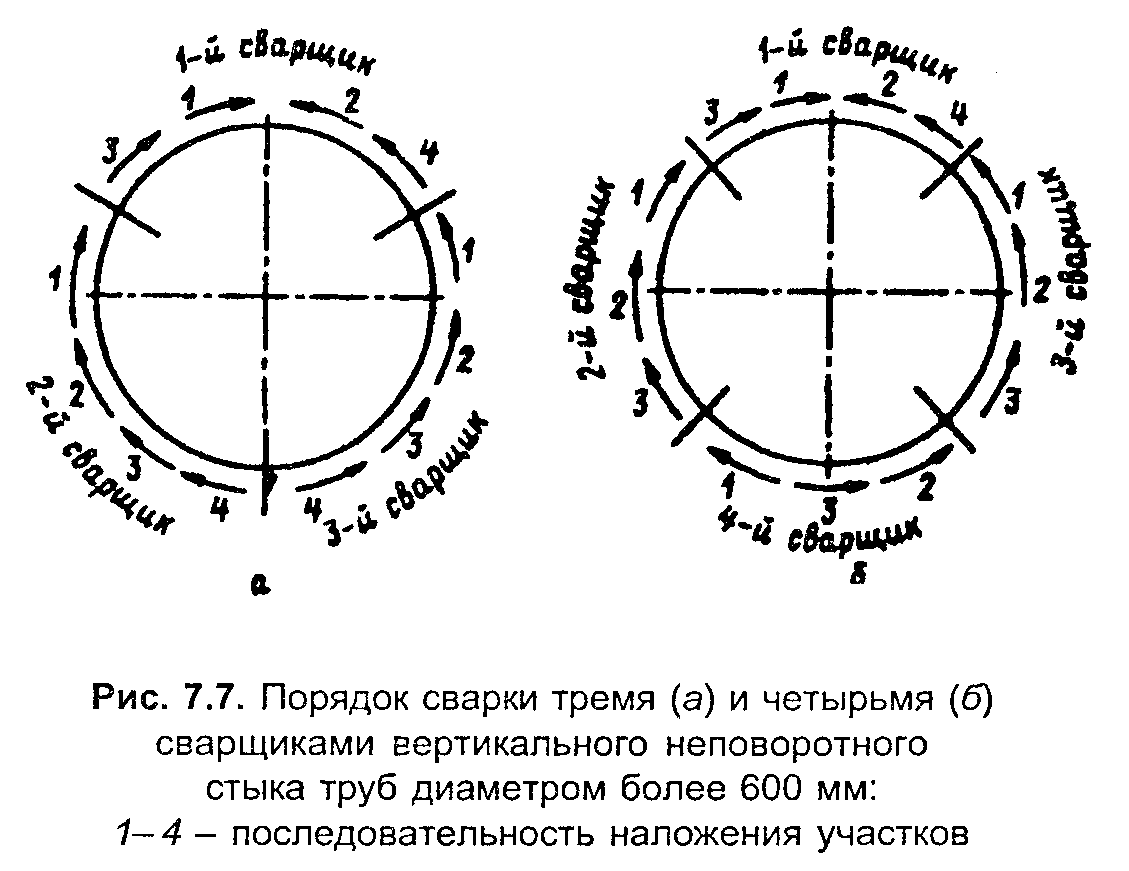
Сварка труб в неповоротном положении имеет более сложную технологию. Во многом это зависит от того, каким образом свариваемые трубы расположены в пространстве и их диаметр.
Существующие расположения стыков:
- В вертикальной плоскости. Ось трубы расположена горизонтально.
- В горизонтальной плоскости. Ось трубы расположена вертикально.
- Расположенные под углом.
Если трубы имеют размер стенок свыше трех миллиметров, то их сваривают посредством наложения слоев. Высота каждого из них не должна быть более четырех миллиметров. Если осуществляется сварка неповоротных труб дуговой сваркой, то ширина валика делается равной сумме 2-3 диаметров используемого электрода.
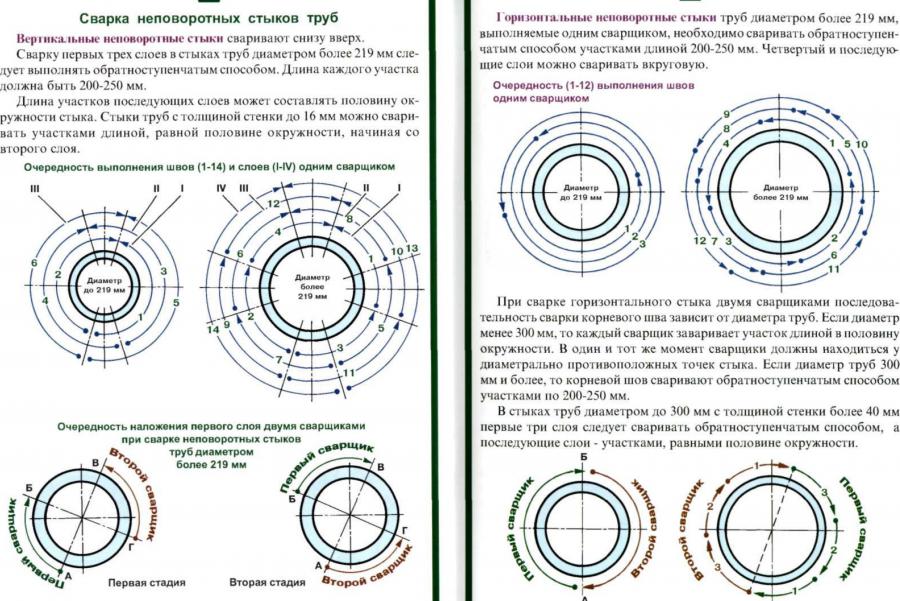
Наиболее рациональным является применение сваривания обратно-ступенчатым методом. При этом длина участка должна находиться в диапазоне 150-300 миллиметров. Сваривание осуществляется с помощью короткой дуги, величина которой равняется половине диаметра применяемого электрода.
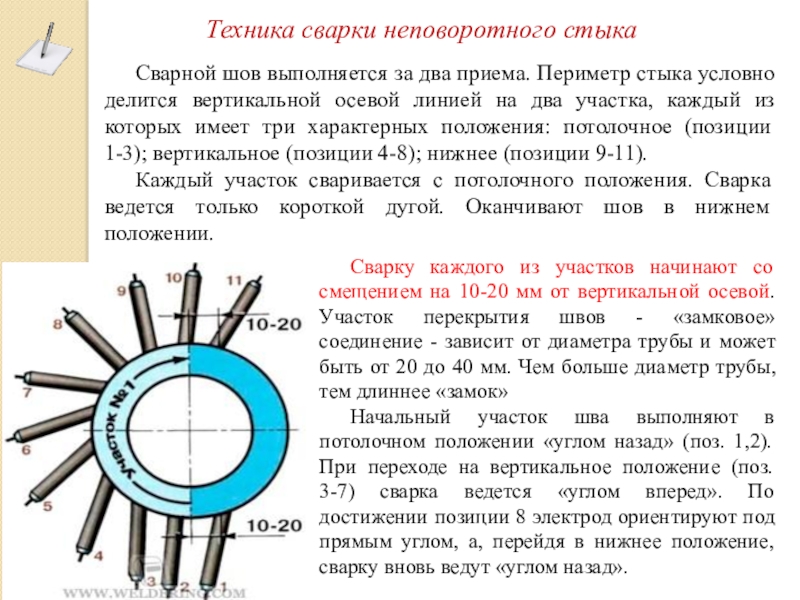
Перекрытие швов, называемое замком, находится в зависимости от размера поперечного сечения труб, и обычно составляет 20-40 миллиметров. Играет роль при сварке труб положение электрода. Способ «углом назад» применяют в начале сварки, а «углом вперед» заканчивают ее.
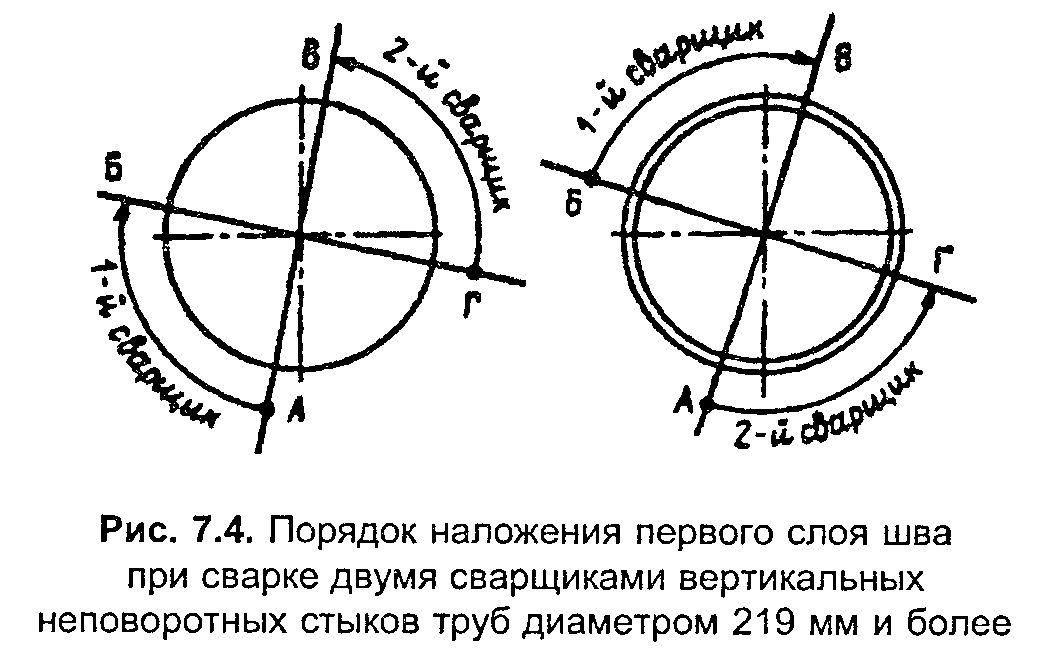
Наиболее часто применяется сварка в три слоя. Сначала делается коренной шов, потом происходит заполнение кромок, а затем выполняется лицевой шов.
Сварку начинают с потолочного положения, расположенного внизу труб, а затем переходят к вертикальному и нижнему.
Первый слой выполняют, делая электродом возвратно-поступательные движения, задерживая при этом дугу над ванночкой, куда будет стекать расплавленный металл. Силу тока выбирают порядка 140-170 ампер. Необходимо следить, чтобы на свариваемый металл не попадали крупные брызги.




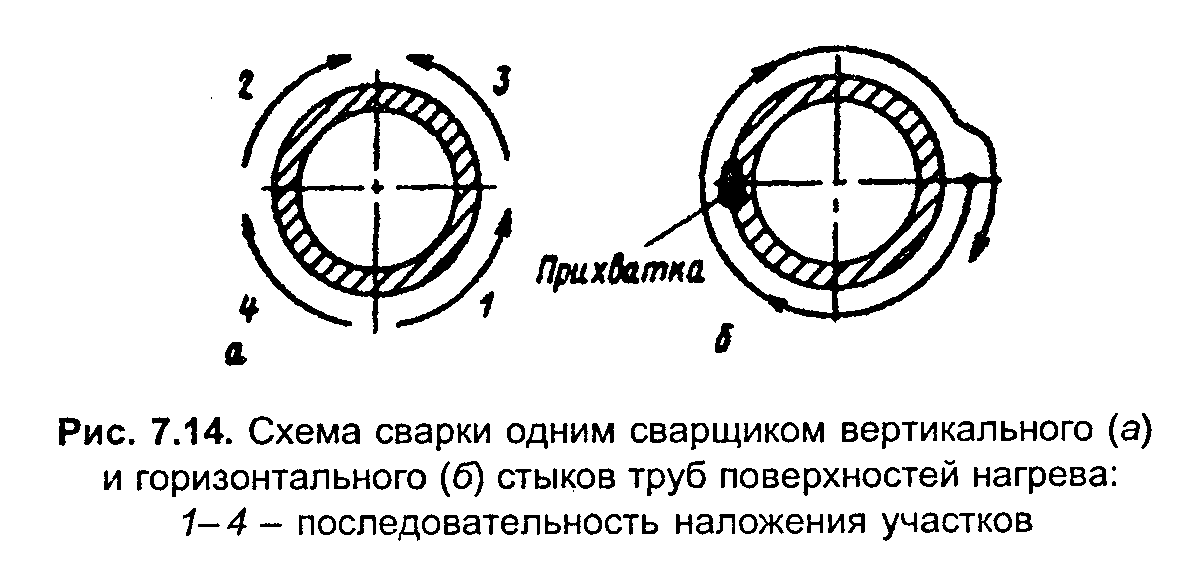
Чтобы в металле не возникло прожогов, сварку необходимо вести короткой дугой, не удаляя ее от ванны более, чем на пару миллиметров. Накладывать последующий слой следует таким образом, чтобы он перекрывал предыдущий. Электрод должен двигаться от одной кромки до другой, совершая поперечные колебания по принципу «полумесяц».
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Распространенные ошибки
Очень часто исправление дефектов и доработку сварочных соединений вызывает именно неаккуратная подготовка шва. Чтобы получить хорошие результаты сварки, избегайте этих распространенных ошибок:
- Очень часто можно встретить скос кромок со слишком острым углом, что приводит к плохому проникновению сварочного шва в глубь сварочного соединения.
- Не достаточно хорошая очистка от масла, грязи, краски или лака основного металла. Неправильные методы очистки могут вызвать пористость шва. Использование шлифовальных машин наиболее быстрый способ очистки зоны сварки. Убедитесь что вы очистили по крайней мере 2-5 см от торца детали, чтобы предотвратить попадание в шов посторонних материалов.
- Не соблюдение технологических процессов выполнения сварных швов может показаться удобным для экономии времени и увеличения производительности, но это также может привести к дальнейшим доработкам, исправлениям и неудачным сварным швам. Перед сваркой труб следует ознакомиться с спецификациями и технологическими процессам, там обычно содержатся правильный угол скоса, размер зазора, размер корня шва и другие важные детали.
Ошибки в сварной обработке труб

Поскольку на практике просветная сварка труб сложная работа, у начинающих сварщиков часто происходит забраковка деталей. Избавиться от нее без практики и наработки личного опыта невозможно.
Ускорить обучение может разбор теории сварочного дела и стандартов по сварке на просвет.
Далее будут приведены ошибки в просветной обработке труб и способы их предотвращения.
И именно наработка опыта позволит предотвратить появление непроваров в будущем.
Опыт и интуиция важны в просветном сваривании, однако изучение техдокументации к заданию существенно облегчит выполнение работы.
Еще пара советов для предотвращения типичных ошибок:
- Несмотря на сложность, сваривание производится при короткой длине сварной дуги. Даже если хочется облегчить задачу, нельзя менять длину дуги. Сварка уже на среднем значении ухудшит качество соединения.
- В процессе сваривания пруток не отрывается. Отрыв присадочного прутка производится только при необходимости его обновления.
- От детали к детали нужно следить за настройками силы тока.
- Не стоит игнорировать подготовительный этап. Правильная зачистка и разделывание кромок облегчает работу.
- Работа проводится только сухими присадочными прутками.
- Не стоит проводить процесс сварки на просвет во время непогоды.
- Качество оборудования и дополнительных элементов тоже имеет вес в надежности результата.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Требования к сварному шву по ГОСТ
Основные требования к качеству шва и методы контроля изложены в ГОСТ 23118-99. В нем указаны требования к сплошности шва, отсутствию в нем подрезов, волчков и других дефектов.
ГОСТ 5264-80 регламентирует форму шва, его чешуйчатость, выпуклость и ширину. На каких соединениях, какой катет должен быть. Он рекомендует оборудование и инструмент для проведения определенных работ с учетом материала.
Чтобы пройти обучение, и начать быстро и правильно соединять детали, техник должен сначала изучить теорию. Затем на смену приходит практика. Тонкий лист несколько раз подряд следует соединить с другим, меняя режимы и скорость движения дуги. После получения деталей с идеальным выпуклым стыком, можно переходить к легированным металлам и цветным сталям. И только когда будут покорены вертикаль и потолок. Приступать к сварке труб.