
Достоинства и недостатки аргонодуговой сварки силумина
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения;
- режим формирования шва – скоростной, сварка не отнимает много времени;
- не нужно предварительно прогревать детали и электрод;
- отработанная технология по силам начинающим;
- направленная дуга не перегревает деталь, она не деформируется.
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной;
- сложно сразу подобрать режим сварки;
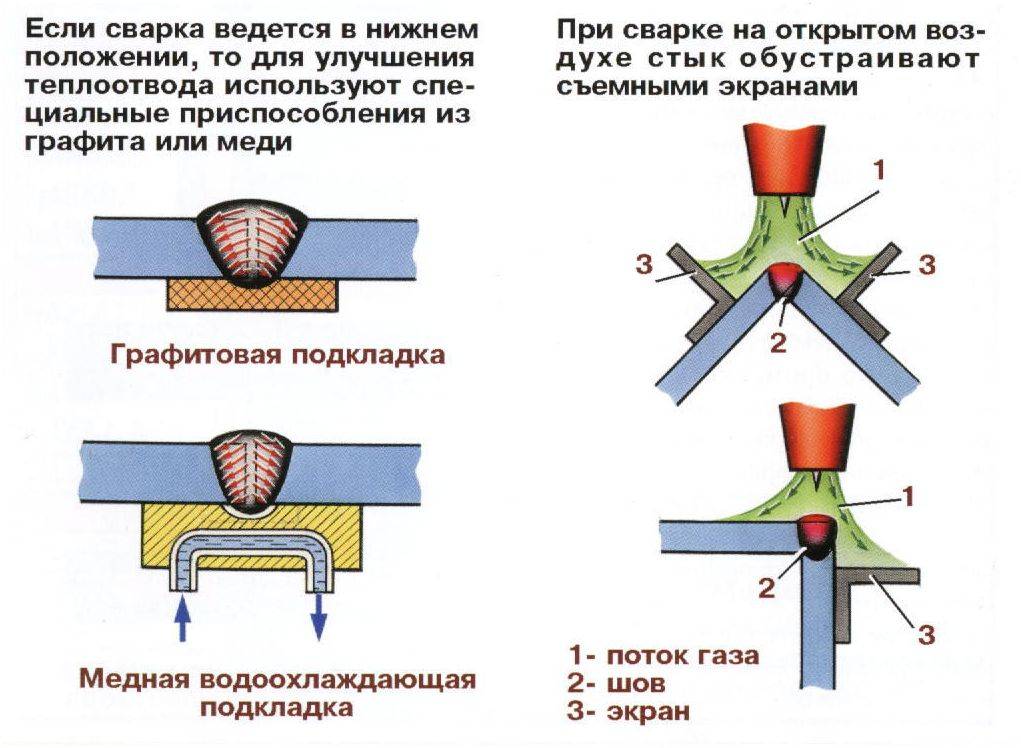
- при работе с толстостенным металлом нужно продумывать способ теплоотведения;
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
Сегодня силумин применяют для производства всевозможных сложных элементов. Сварщики соединяют детали из силумина применяя этот метод сваривания.
Сложным этот способ не назовешь, но, когда дело доходит до практики, при работе со сплавом многие начинающие мастера встречаются с большим количеством трудностей.
Детали из этого металла, соединяются более сложно, так как при сварке сплав окисляется и нагревается. Учитывая такие особенности, для этого способа сваривания применяют аргон. Этот элемент препятствует окислительному процессу во время сварочных работ.
Из физических свойств этого сплава следует выделить износоустойчивость, высокую прочность, а также не податливость коррозии и небольшой вес.
Сварка алюминия аргоном
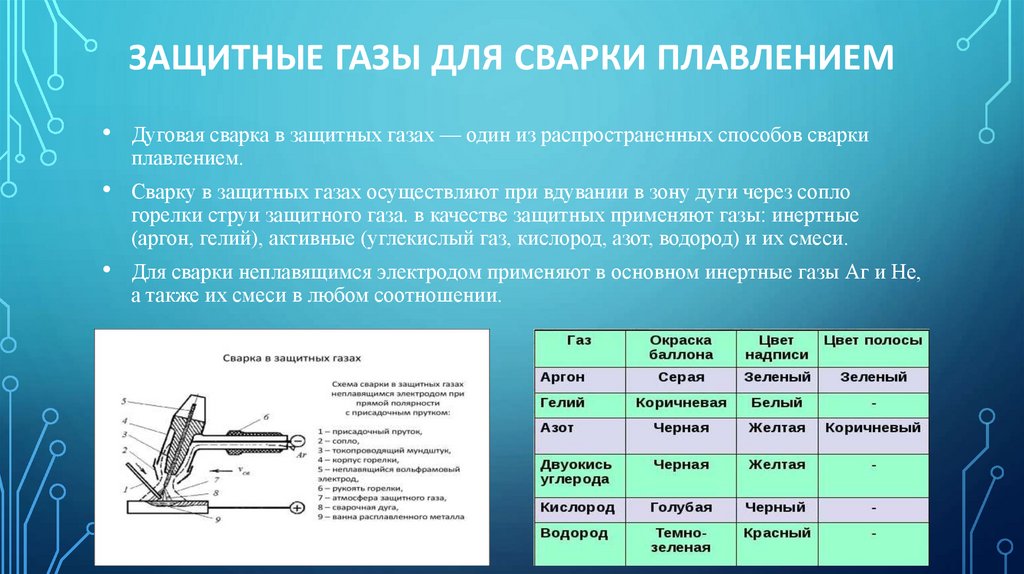
Из перечисленных способов сварки наибольшей популярностью пользуются: аргонодуговая сварка АС TIG и полуавтоматическая импульсная сварка MIG. Очень часто первый вид сварочного процесса называют или аргонной, или аргоновой, или сваркой аргоном. Каждый из этих терминов подразумевает один и тот же технический процесс: сварка вольфрамовым электродом в среде аргона.
https://youtube.com/watch?v=TlFlVegc40U
Для реализации такого сварочного процесса необходимы следующие элементы:
- мощный источник переменного тока (желательно с изменяющейся частотой);
- высокочастотный HF преобразователь для зажигания сварочной дуги.
Изменение частоты переменного тока в сторону увеличения и уменьшения в определённых пределах позволяет обеспечивать более точный контроль над состоянием дуги. Можно регулировать фокусировку ширины.
Кроме изменения частоты применяется изменение баланса переменного тока. Изменение баланса позволяет управлять процессом так называемого «раскисления» поверхностного слоя алюминия. Иногда его называют предварительной чисткой. Количество и качество подобной чистки зависит от состава металла, его чистоты и скорости сварки. Однако настройка слишком высокого баланса значительно снижает стабильность создаваемой дуги. Низкий баланс приводит к тому, что не удаётся расплавить поверхностную оксидную плёнку.
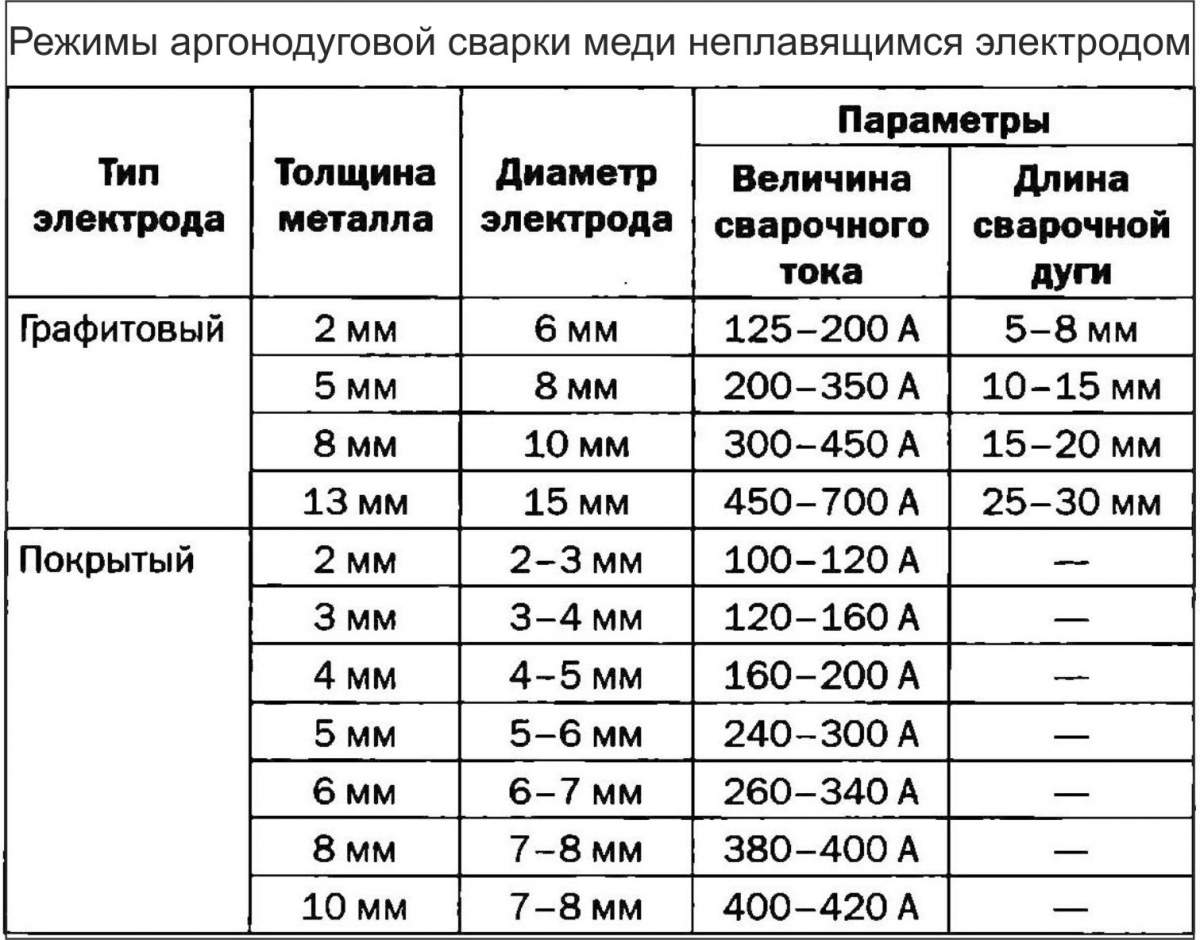
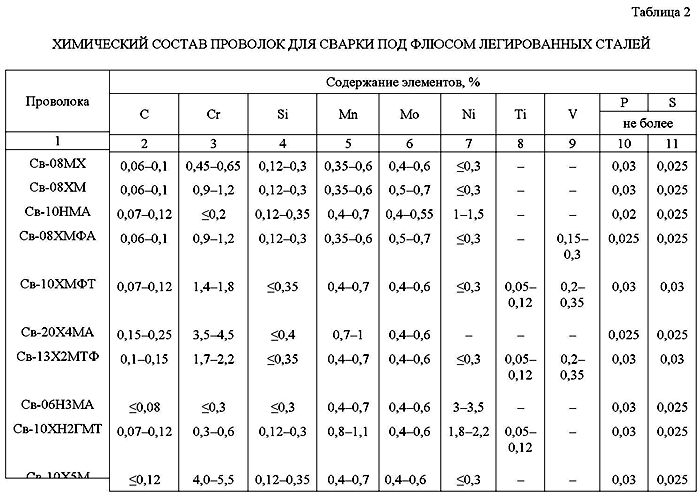
Для проведения такой сварки используются вольфрамовые электроды и присадочные прутки или проволока. В соответствии с ГОСТ электроды должны иметь диаметр от 1,6 до 2,4 мм, а прутки диаметром от 1,6 до 4 мм. В качестве защитного газа применяют инертный газ (обычно это аргон) отсюда и пошло название процесса сварки. Правда существуют аппараты, в которых применяется гелий с высокой степенью очистки.

Cварочный аппарат MIG
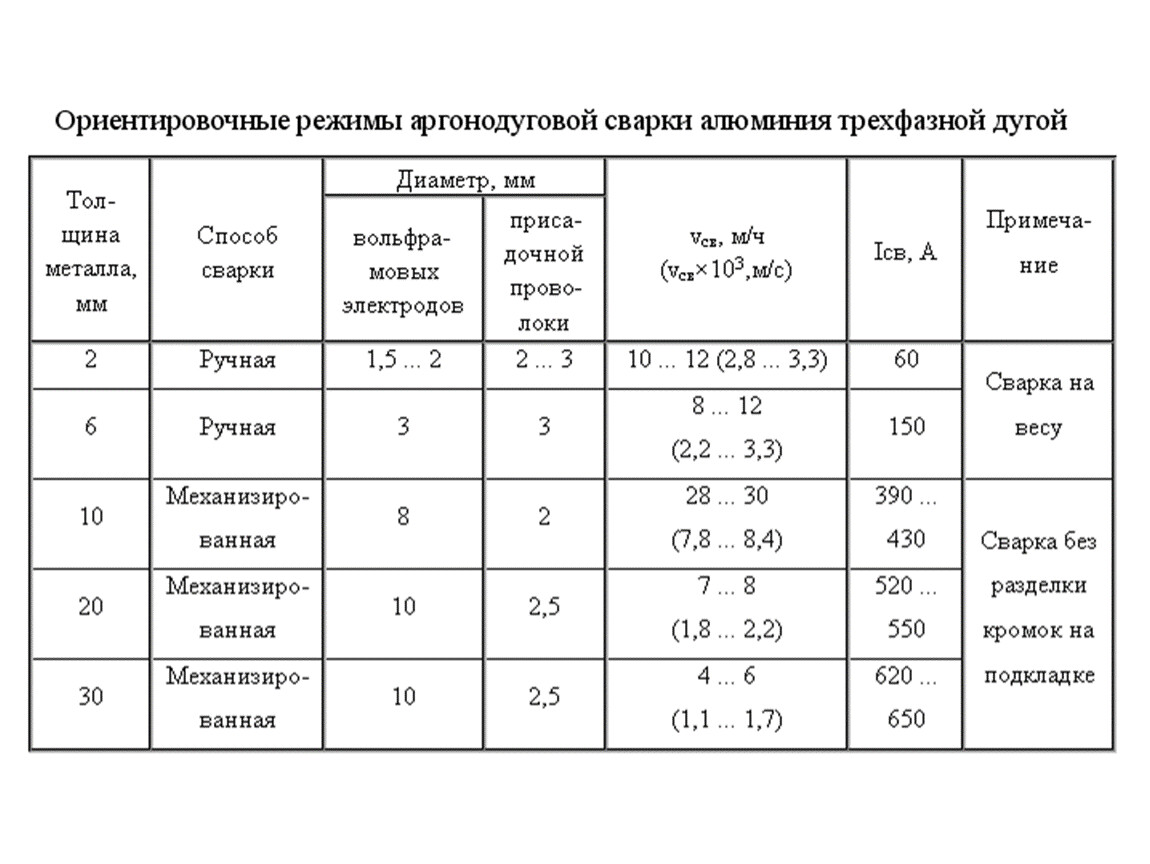
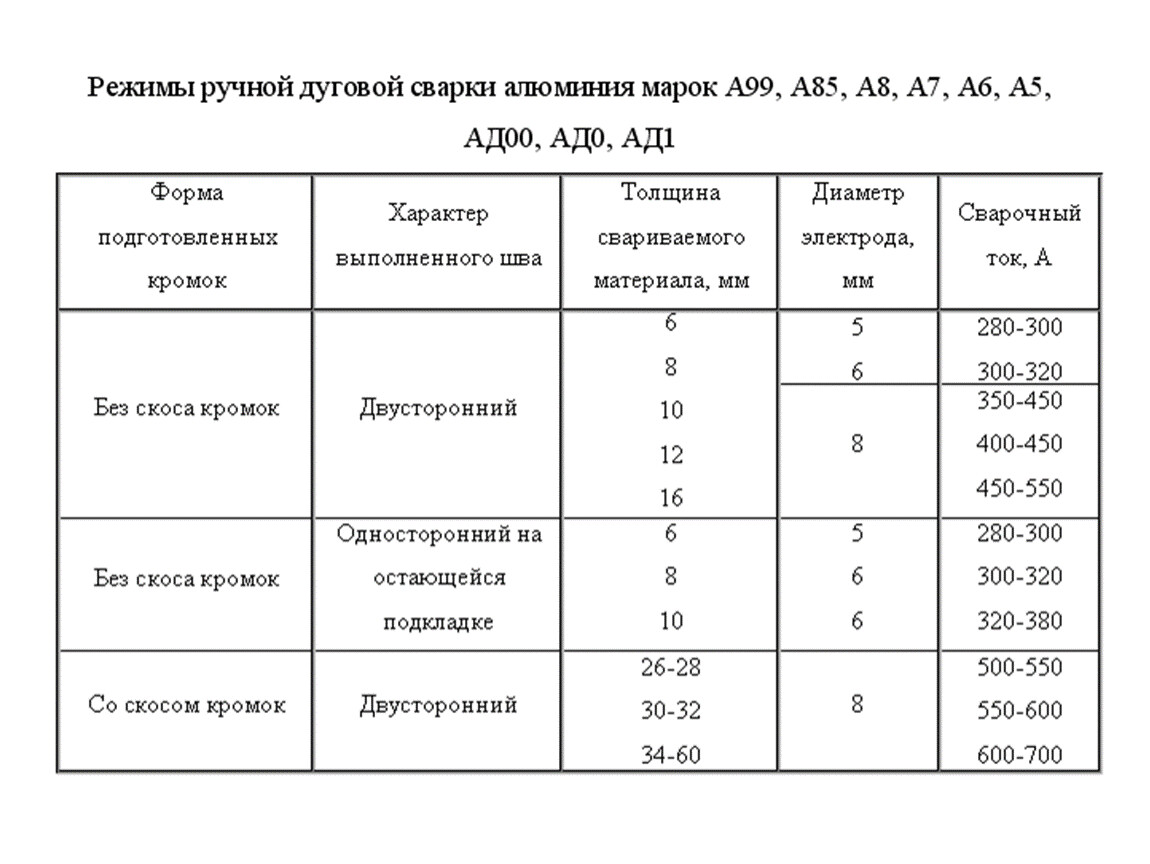
Все параметры: интервал изменения частоты и баланса переменного тока, размеры электродов и присадочного прутка, размер дуги, скорость подачи газа зависит от технических возможностей оборудования и состава и формы свариваемых деталей. Чтобы не допускать ошибок при сварке, разработаны специальные таблицы, которые позволяют выставлять требуемые параметры.
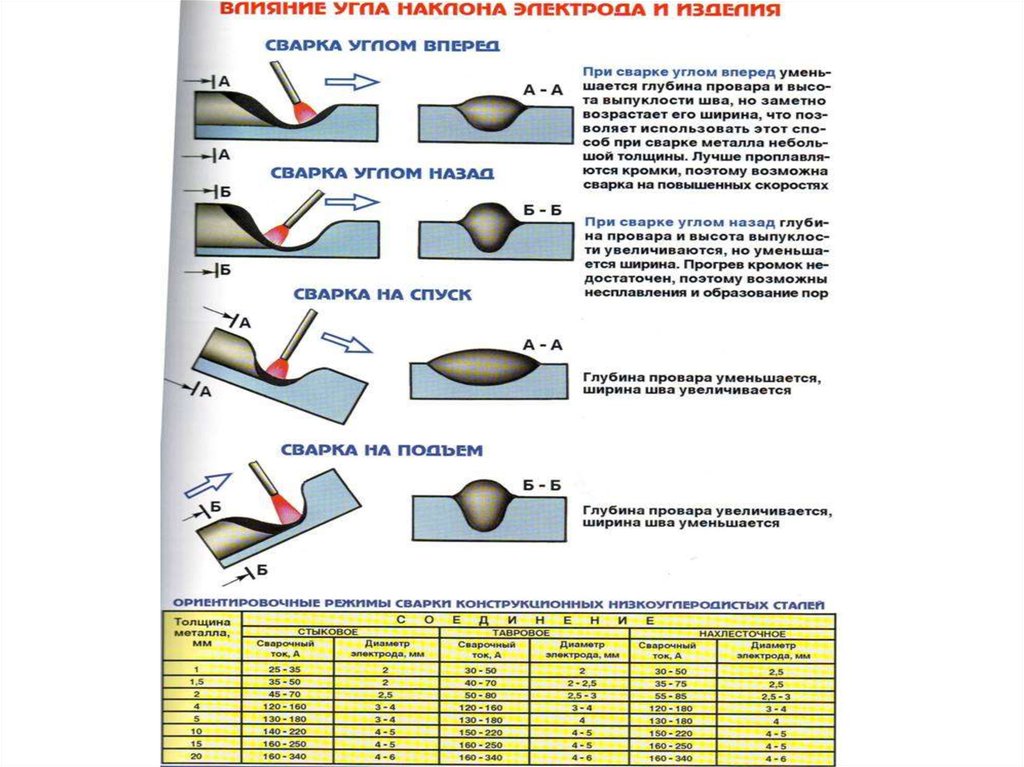
Кроме таблиц, опытными сварщиками разработаны инструкции по сварке алюминия. Согласно инструкции целесообразно обеспечивать угол между свариваемой поверхностью и электродом выдерживать в пределах 70-80°, между электродом и присадочным бруском или проволокой близким к 90°. Длину сварочной дуги необходимо выдерживать в пределах от 1,5 мм до 2,4 мм. Горелка должна двигаться медленно и не обгонять присадочный пруток. Таким образом, будет обеспечена наилучшая защита образованного шва.
Технология аргонодуговой сварка алюминия
Для получения лучшего качества сварки следует алюминиевую деталь располагать на горизонтальной поверхности. В качестве подложки лучше использовать прокладку из меди или стали. Будет обеспечен надёжный отвод тепла во время сварочного процесса. Это необходимо при сварке тонких деталей, так как перегрев может вызвать прожигание самой детали.
Повышенный расход газа приводит к эффекту засасывания воздуха в зону дуги, что снижает эффект воздействия инертного газа. Если газ вытекает медленно, или применяется слишком большая скорость сварки, это тоже приводит к ухудшению качества защиты места шва. Обычно специалисты включают подачу аргона за 3-5 секунд до зажигания дуги и выключают через 5 секунд после сварки.
Сваривание аргоном
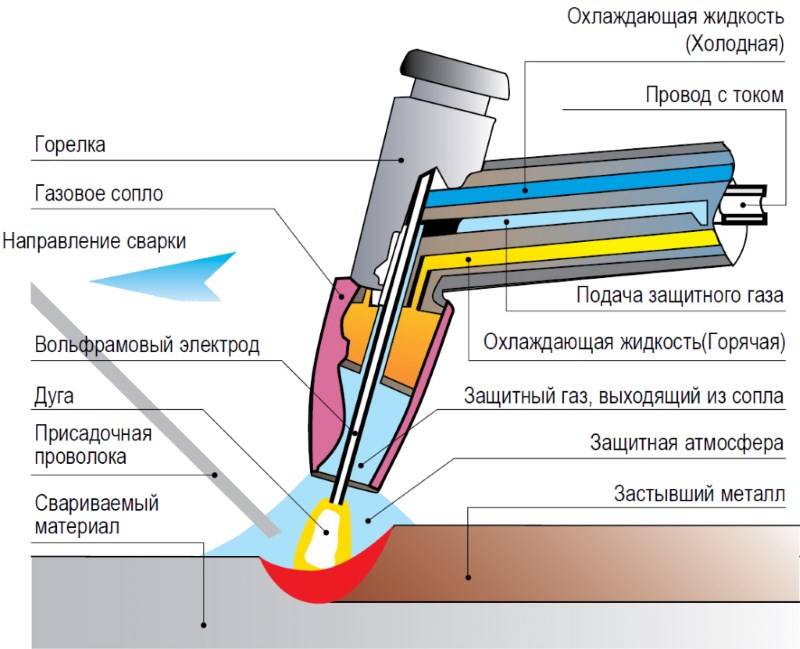
Технология аргонодуговой сварки представляет собой процесс работы неплавким электродом в защитном газовом облаке. Аргон сам по себе инертный газ, он не вступает в реакцию с воздухом и прочими веществами. Его основная функция в сварочном процессе — защита металла от окисления. Аргон тяжелее воздуха и легко вытесняет его из рабочей сварной зоны. Благодаря аргоновому облаку оксидная пленка не успевает образоваться на сплавах и шов получается прочным и аккуратным.
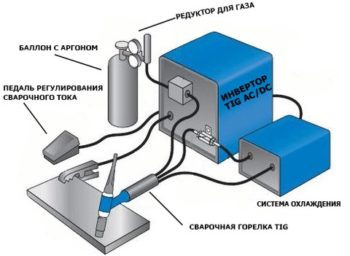
Работа с аргонодуговой сваркой требует наличия необходимого оборудования:
- Баллон с газом, в данном случае с аргоном.
- Инвертор.
- Специальная горелка для работы с защитными газами.
- Осциллятор.
- Проволока из силумина в качестве присадки.
Многие неопытные сварщики считают аргонодуговую сварку простым делом, но это совсем не так. Для сварки с аргоном необходима сосредоточенность и внимательность в течение всего процесса. Не следует пренебрегать средствами индивидуальной защиты, чтобы уберечься от брызг раскаленного металла.
Для создания качественного сварного соединения подготовленные детали сваривают следующим образом:
Для того чтобы металл легче плавился сварные работы производятся при обратной полярности тока с применением короткой дуги.
Присадку помещают в сварочную ванну. Там она расплавляется и соединяется с основным металлом, образуя однородную массу, которая при застывании образуется прочное соединение.
Для качественного прогрева деталей подача аргона начинается через 15 секунд после образования дуги
Важно не допустить перегрев газа, иначе металл будет не свариваться, а разрушаться.
Присадочная проволока подается в зону сварки под углом и непременно перед горелкой. Подача должна быть точно, равномерной и двигаться строго вдоль шва
Поперечная или слишком быстрая подача присадки может спровоцировать разбрызгивание металла и ухудшить итоговое качество шва.
После окончания сварных работ аргон подается еще в течение 10 секунд, что позволяет сплаву остыть и избежать трещин и уплотнений в шве.
Все движения сварщика, подача присадки, а также продвижения горелки должны быть плавными и размеренными.
Регулировка сварных соединений алюминия и его сплавов осуществляется ГОСТом 14806-80 от 01.07.1981 года издания. Все типы швов, их стыки, длина и прочее можно узнать в данном ГОСТе.
Кто знаком с данным методом, выделяют такие его достоинства, как:
- малые затраты времени;
- высокое качество полученных соединений;
- возможность выполнить ремонт в домашних условиях;
- разнообразие методик сварки металлов.
Помимо преимуществ имеются и недостатки:
- высокие затраты ресурсов;
- невозможность работы на открытом воздухе;
- возможные проблемы с настройкой сварочного режима;
Силумин как один из свариваемых материалов
Силумин – это сплав, в основе которого (более 90% химического состава) лежит алюминий. Остальные 10% приходятся на кремний. Последний добавляется для того, чтобы повысить прочность итогового сплава, что позволяет использовать его более широко. В некоторых случаях в состав сплава могут входить медь, железо, марганец и цинк. В случае если в составе силумина цинк присутствует в достаточных значениях, данный сплав следует относить к литейным маркам сплава, что позволяет говорить о возможности его сварки при наличии острой необходимости в таком действии.
Еще одним ключевым свойством силумина является его пластичность, что позволяет изготавливать из данного металла большое количество различных сложных по своей форме деталей, так как он достаточно легко льется, что позволяет ему качественно заполнять искомые формы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).

Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.




При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».

Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.

Подготовка металла к свариванию
Перед началом процесса свариваемые заготовки необходимо подготовить. Для этого, в местах, которые будут прилегать друг к другу, края металла нужно зачистить. В этом случае, можно применять наждачную бумагу, щетку по металлу, шлифовальные круги и т. д. После зачистки следует обработать детали химическим составом для полного удаления оксидной пленки. Для этих целей подойдет бензин или любой растворитель.
Сварка производится путем расплавления металла и присадочной проволоки в единую жидкую массу, которая после остывания надежно скрепит детали между собой. Присадку во время процесса необходимо подавать под углом и вдоль шва. Продвижение горелки и подача проволоки должны быть плавными и одновременными.
Внимание: Нельзя подавать в сварочную ванну сразу много присадки. В таком случае, металл будет разбрызгиваться, и качество сварки заметно ухудшится
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Силуминовые конструкции нашли применение в авиа-, мото- и машиностроении, его активно используют при производстве бытовой техники, сантехники.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.
Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Достоинства и недостатки аргонодуговой сварки силумина
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения,
- режим формирования шва – скоростной, сварка не отнимает много времени,
- не нужно предварительно прогревать детали и электрод,
- отработанная технология по силам начинающим,
- направленная дуга не перегревает деталь, она не деформируется.
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной,
- сложно сразу подобрать режим сварки,
- при работе с толстостенным металлом нужно продумывать способ теплоотведения,
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
Сварка силумина сопряжена с некоторыми трудностями. В первую очередь, сварке поддается только силумин литейных марок, в состав которого входит цинк. Во-вторых, сварка этого материала в отличие от алюминия более ресурсозатратна.
Силумин – это двухкомпонентный сплав, в составе которого кроме алюминия и кремния присутствуют медь, железо, марганец и прочие элементы. Из него изготавливаются различные изделия методом литья. Хорошие литейные свойства позволяют получать тонкостенные или сложной конфигурации детали, к которым предъявляются повышенные прочностные требования.
Сломанное изделие из силумина легко узнать. На его сколе четко выделяются крупицы. На практике обычно ремонтом не занимаются. Но если возникает острая необходимость, то соединить детали можно несколькими способами: сваркой, пайкой и склеиванием.
Как заварить силумин в домашних условиях? Доступные способы сварки и пайки
23.02.2019
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.




Чем спаять?
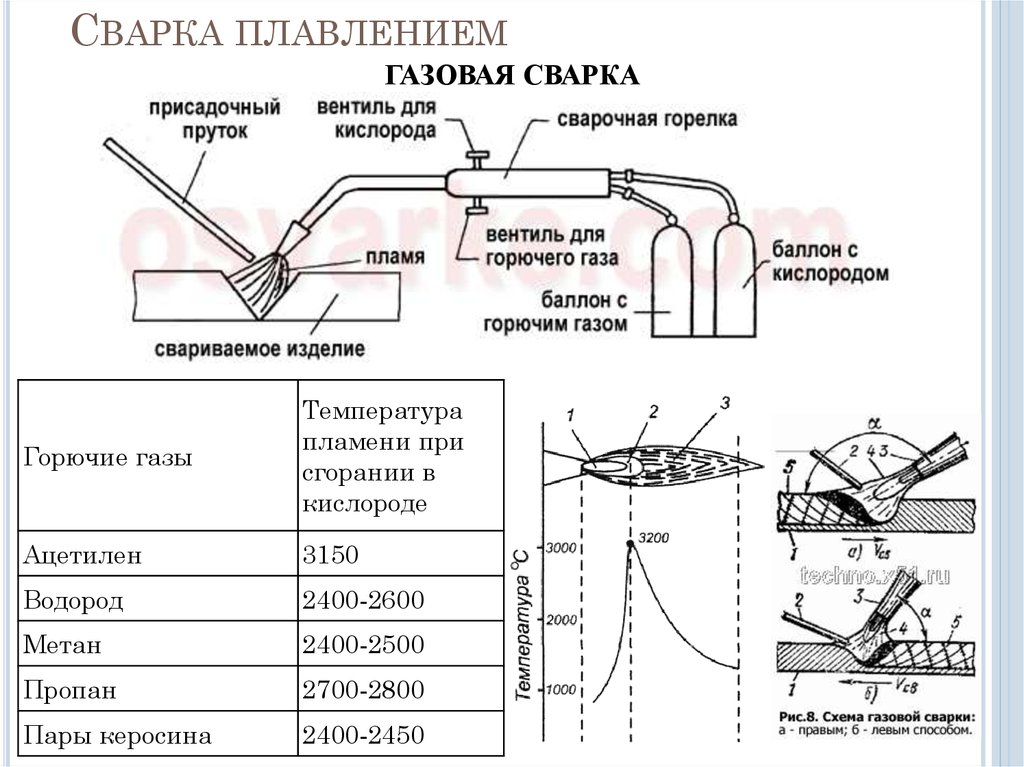
Пайку силумина можно произвести газовой горелкой или паяльником с мощным жалом. Запаивают детали, предварительно очистив и обезжирив поверхность.
Для разрушения оксидной пленки используют флюс Castolin 190 Flux и другие.
Применяемые припои:
Смотрите видео по теме, припой HTS-2000 пайка алюминия без флюса:
На этом видео, показан крутой способ пайки алюминия паяльником:
https://www..com/watch?v=h3cG-mj0Aag
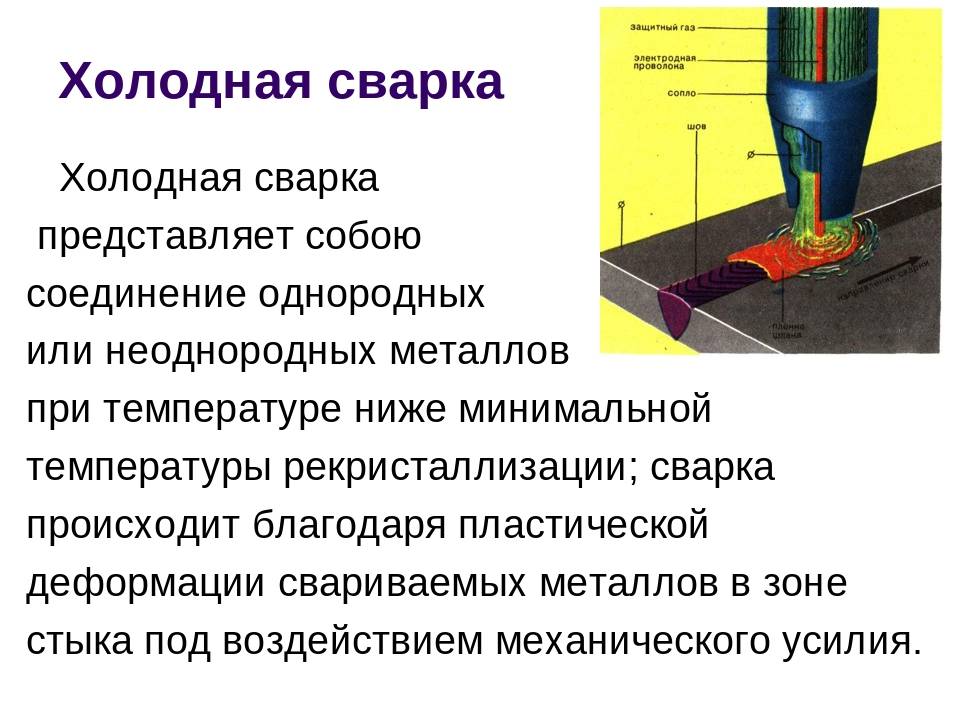
Наименее эффективный способ сваривания деталей происходит с помощью холодной сварки. Окончательный результат такого способа зависит от качества обработки поверхности склейки.
Можно ли заварить холодной сваркой крупные трещины? Нет, такой способ применяется только для микротрещин в деталях.
-тест, сравнение холодной сварки по алюминию:
Заключение
Сварка силумина – процесс трудоемкий, требующий навыков и умений в этом деле. Правильно выполнить процесс поможет изучение свойств, технологий, принципов работы с ним. А также разобраться в вопросе, чем варить силумин в зависимости от проблемы.
Выполнив все эти условия, отремонтировать детали из силумина сможет даже начинающий мастер.
Можно ли выполнять работы такого типа в бытовых условиях?
Сварить детали из силумина дома возможно при наличии соответствующего оборудования. Если от изделия не требуется особой прочности можно использовать ручную электродную сварку электродом ALSi12. Для получения прочного стыка потребуется полуавтомат и присадочная проволока типа Св-AK5 (Св-АК6).
Оптимальный вариант сварка в аргоновой среде с использованием присадочного прутка ER-4047. Однако подобное оборудование по карману далеко не каждому домашнему мастеру.
В кустарных условиях энтузиастам сварки нередко удается добиться прочности соединения силуминов, превосходящих качеством профессиональные мастерские. Правда, по затратам подобные технологии как правило убыточны.
Альтернативным вариантом соединения в домашних условиях может выступить пайка силумина. Для этого используют флюс типа Castolin 190 Flux, Ф-34А и высокотемпературные припои на основе свинца либо олова: 34А либо Aluminium-13.
Задач у флюса, как и при сварке две:
- разрушение оксидной пленки, оказывающей основное препятствие надежному стыку;
- предохранения окисления алюминия до тех пор, пока не будет выполнено соединение.
Паять нужно нагревая изделия до температуры 600-610oС. При этом используют мощный паяльник, либо газовую горелку.
Еще один вариант соединения холодная сварка для силумина. Наиболее распространенный вариант: эпоксидный состав, насыщенный порошком алюминия.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.

Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
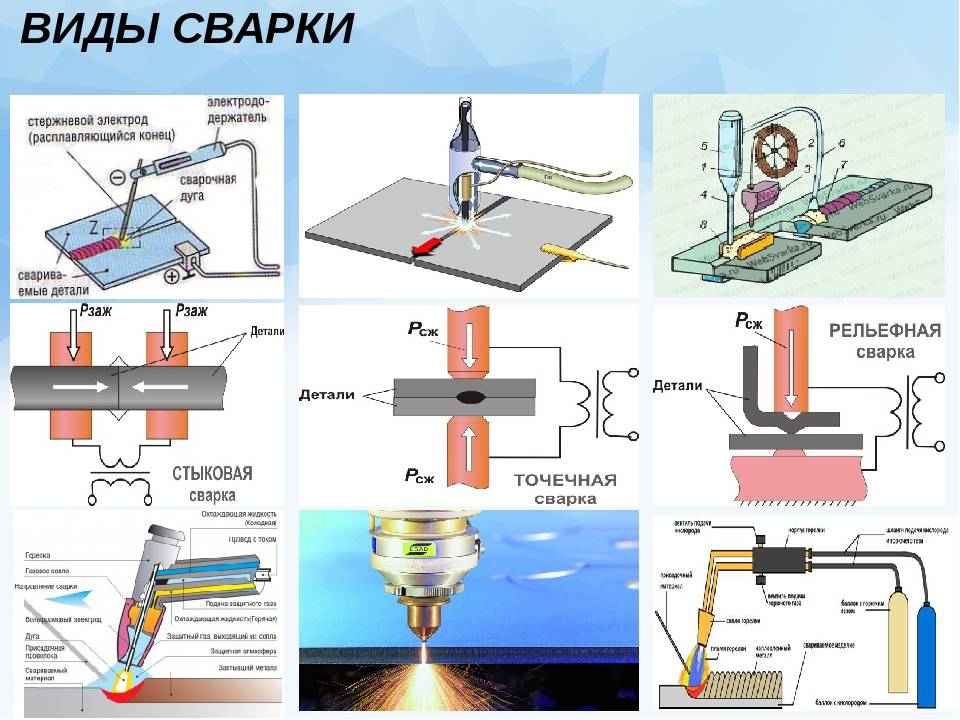
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Пайка силумина
Декоративные детали и те, которые не испытывают нагрузок, можно спаять газовой горелкой, металл нагревают до 200°С. Пайка силумина с тонкими стенками производится паяльником с мощным жалом. Для защиты от окисления применяют металлические накладки. Неприкрытой оставляют только рабочую зону.
- ЕR4043 – присадка для литейного алюминия, легированного кремнием и магнием марки АД31, АД33, АД35;
- Harris52 – припой для алюминия с флюсовыми присадками;
- HTS2000 – китайский аналог Harris52.
Металл в месте пайки нагревают до 600°С, технология та же, что при работе с алюминием. Для разрушения оксидной пленки применяют флюс Castolin 190 Flux и его аналоги.
Сварка плавящимся электродом
Второй способ соединения деталей при помощи плавящего электрода. Подготовка деталей осуществляется по такому же принципу, что и в предыдущем способе.

В этом случае используют электроды, покрытые щелочной оболочкой, с силуминовой сердцевиной. Качество такой сварки значительно ниже, чем аргоном.
Процесс происходит так:
- Свариваемую зону прогревают горелкой или паяльной лампой до температуры 250-300 градусов.
- Электроды тоже подвергаются нагреванию до температуры 150 градусов.
- Во время сваривания деталей на шве от электрода появляется шлак, его необходимо полностью счищать.
Смотрите видео, соединение алюминия электродом:
Чем спаять?
Пайку силумина можно произвести газовой горелкой или паяльником с мощным жалом. Запаивают детали, предварительно очистив и обезжирив поверхность.
Для разрушения оксидной пленки используют флюс Castolin 190 Flux и другие.
Смотрите видео по теме, припой HTS-2000 пайка алюминия без флюса:
На этом видео, показан крутой способ пайки алюминия паяльником:
Наименее эффективный способ сваривания деталей происходит с помощью холодной сварки. Окончательный результат такого способа зависит от качества обработки поверхности склейки.
Можно ли заварить холодной сваркой крупные трещины? Нет, такой способ применяется только для микротрещин в деталях.
Заключение
Сварка силумина – процесс трудоемкий, требующий навыков и умений в этом деле. Правильно выполнить процесс поможет изучение свойств, технологий, принципов работы с ним. А также разобраться в вопросе, чем варить силумин в зависимости от проблемы.
Выполнив все эти условия, отремонтировать детали из силумина сможет даже начинающий мастер.
Сварка силумина – способ соединения деталей сложной формы или конструкции путем сваривания их кромок в защитном газе. Реализация операции на практике не особенно сложна, если понимать специфику процесса.

При нагревании сплав окисляется, что значительным образом осложняет процесс соединения изделий. Вот почему в процессе сварки не обойтись без защитного газа.
Как сварить силумин в домашних условиях?
В настоящее время для изготовления различных сложных деталей используется силумин. Сварка силумина – это способ, который применяется для соединения деталей.
Несмотря на то, что такой метод не отличается сложностью, на практике осуществляя сварку силумина можно столкнуться с рядом трудностей. В процессе сваривания, происходит нагрев и окисление сплава, из-за этого элементы из силумина соединить намного сложнее.
Именно поэтому для сварки используется аргон. Благодаря этому химическому элементу процесс сварки защищен от окисления.
На заметку! Силумин – это сплав алюминия и кремния, который предназначен для создания деталей сложной формы.
Такой металл характеризуется высокими показателями прочности, устойчивостью к коррозийным процессам и износостойкостью.
Сварка силумина при помощи аргоном
Технология сварки силумина практически идентична процессу сваривания алюминия. Она получила название аргонодуговой, поскольку в ней объединились электрическая и газовая сварки. А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
Как уже отмечалось, основная функция аргона заключается в защите сплава от процессов окисления. За счет того, что он тяжелее воздуха, он вытесняет воздушные массы из зоны сварки. Еще одна отличительная особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
Если вы новичок, и впервые производите сварку силумина в домашних условиях, следует быть очень внимательным и не перегреть газ.
Таким образом, происходит ионизация газа и он начнет пропускать через себя электроток.
Поэтому очень важно довести аргон до нужной температуры, ведь если его перегреть, то своей силой он будет не соединять заготовки из силумина, а начнет их разрушать
Обратите внимание! Сваривать можно исключительно литейный силумин, в котором находится 5-20% кремния. Если в составе много цинка
То варить такой материал нельзя.
Как произвести сварку силумина
Чтобы сварить силумин нужно прибегнуть к аргонодуговой технологии. Оборудование сконструировано из инвертора, газового баллона, осциллятора и горелки. В горелку монтируется неплавящийся вольфрамовый электрод, силуминовая проволока предстает в качестве присадки.
Перед тем как начать процесс сварки нужно:
- взять наждачку, металлическую щетку или пескоструйную машину и зачистить кромки свариваемых силуминовых деталей,
- затем нужно обработать их химическим составом. Для этого подойдут: бензин или любой растворитель.
Сварка осуществляется на обратной полярности при короткой дуге, поскольку так металл будет лучше плавиться. Присадочную проволоку нужно поместить в зону сварки, там она расплавится и совместится с основным металлом. В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.
Чтобы сварной шов получился качественным, важно подавать проволоку перед горелкой и держать ее нужно пол углом. Соблюдайте точность и равномерность подачи проволоки вдоль шва, ведь если подать ее слишком быстро – металл разбрызгается и шов получится кривым
Осуществляя сварку силумина в домашних условиях, соблюдайте все установленные правила и рекомендации, а именно:
- когда поджигаете электрод, ни в коем случае не касайтесь свариваемых металлических заготовок,
- подаваться газ должен только спустя 15 секунд после того как вольфрамовый электрод разожжется,
- в конце сварочного процесса нельзя прекращать подачу газа, отключать его разрешается лишь спустя 10 секунд после того, как прекратится подача электрической энергии на электрод. Так, металл будет остывать равномерно.