
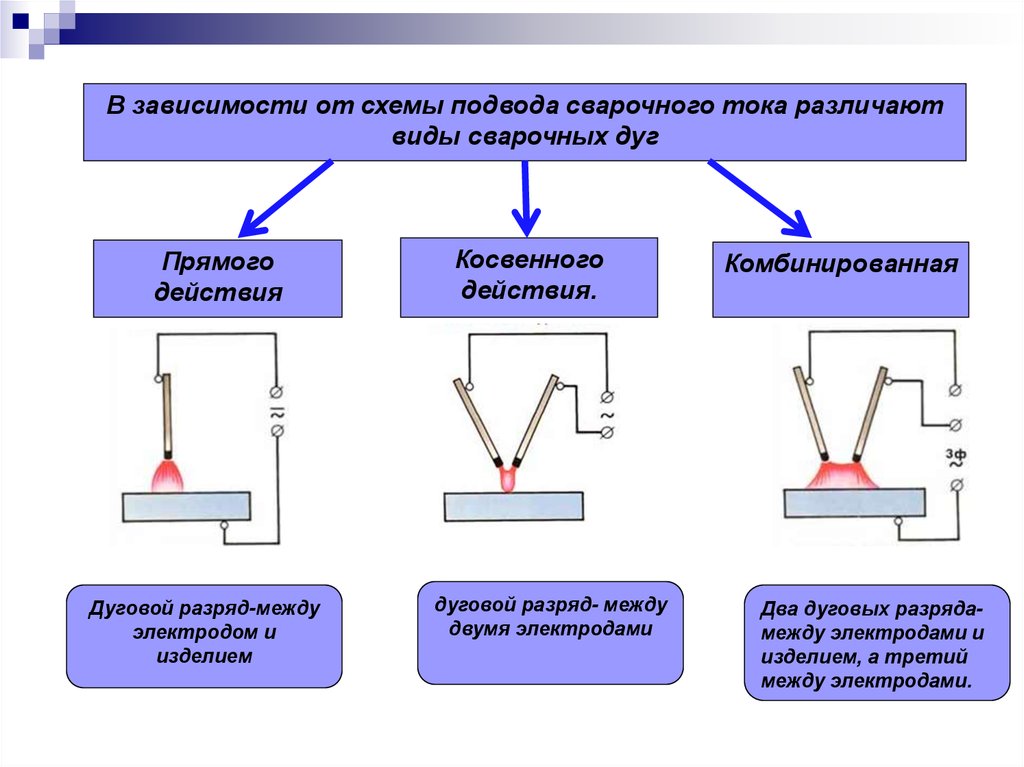
Технологический процесс косвенной дуговой сварки
Во время нее дуга возникает между двумя электродами, закрепленными на держателя. Электричество не уходит в металл, а наплавление происходит благодаря близко расположенной горящей дуге. Регулировать уровень наплавления металлов можно при помощи приближения или отдаления электрической дуги.
Когда речь о выплавке из металла небольшого и очень точного инструмента, то необходим очень медленный нагрев в зоне плавления. Этого эффекта позволяет добиться атомно-водородная сварка с косвенным нагревом на металл.
Принцип заключается в том, что между двумя вольфрамовыми электродами диаметром от 1,5 до 4 мм, когда происходит сварка металлов плавлением, подается водород. Газ, попадая в дугу, превращается из двухатомного водорода в атомарный вид. Для этого процесса требуется затрата энергии, которую водород берет из дуги. Затем касаясь металла, водород превращается в обычную форму и освобождает энергию. Таким образом, на месте соединения образуется сварочная ванна, в которой происходит соединение металлов. Атомно-водородная сварка близка по своим качествам плазменной сварке.
Термомеханический класс сварки
Комбинированными видами соединяют небольшие детали, если другими способами невозможно создать качественный шов. К термомеханическому классу относят следующие виды сварки:
- кузнечную;
- контактную;
- диффузионную.
Кузнечная
Этим способом соединяли железные заготовки задолго до изобретения современных классов сварки. Заготовки нагревают в горне, кладут одна на другую, скрепляют ударами молота. Механизированный подвид, когда заготовки сдавливаются прессом, называют прессовой сваркой.
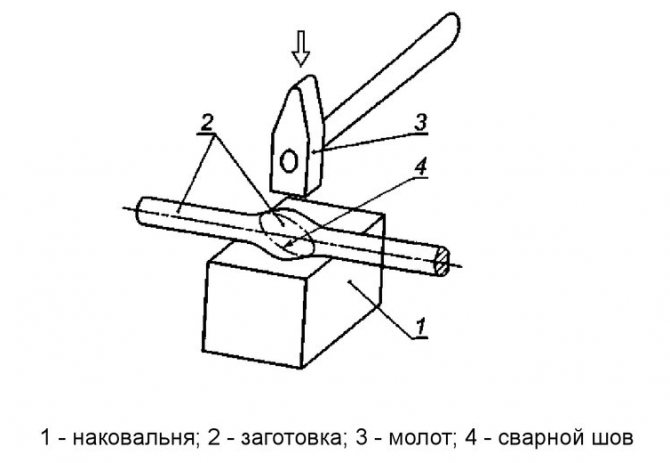
Принцип кузнечной сварки
Качество соединения зависит от опытности мастера. Перечень металлов, которые можно сваривать этим методом, ограничен видами с хорошей пластичностью. Из-за малой производительности и низкой надежности соединения кузнечный вид сварки применяется редко.
Контактная
Металл нагревают током, проходящим через место соприкосновения заготовок, затем сжимают или осаживают. Этот вид легко автоматизируется, поэтому широко используется на предприятиях машиностроительной отрасли в составе роботизированных комплексов.
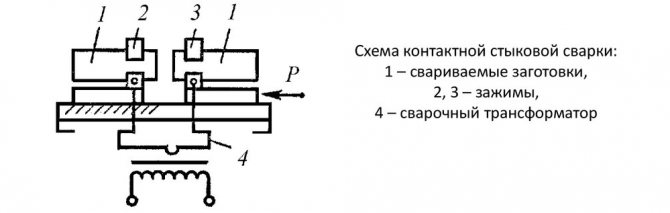
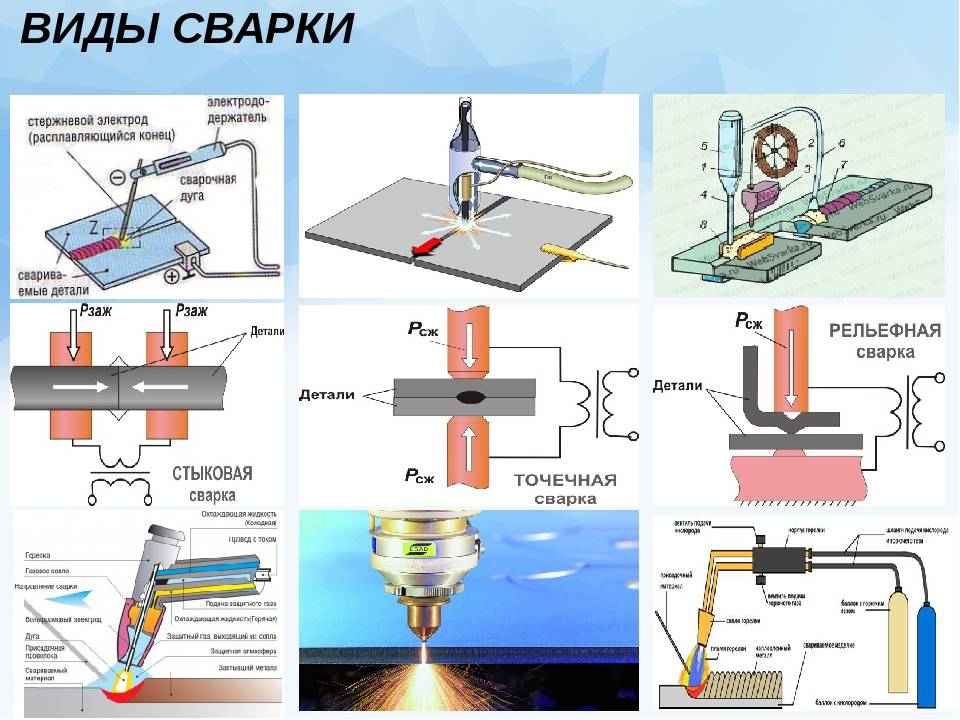
В зависимости от решаемых задач контактный вид сварки выполняют как:
- Точечную, зажимая детали между электродами. После подачи тока в месте сдавливания образуется точечное соединение.
- Стыковую с нагревом всей площади соприкосновения.
- Рельефную с предварительным нанесением выступов (рельефов) на соединяемые плоскости. После подачи тока рельефы деформируются, поверхность выравнивается.
- Шовную, когда детали соединяют внахлест роликовыми электродами.
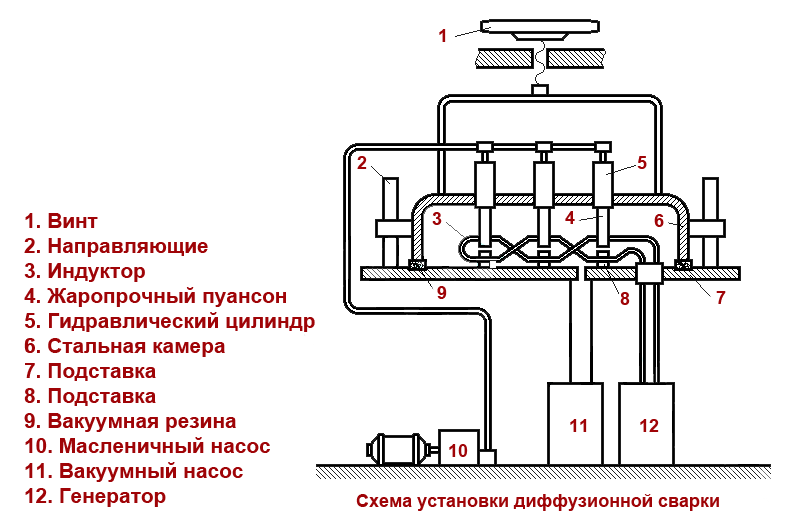
Диффузионная
Технология основана на взаимном проникновении (диффузии) атомов материалов, если их плотно прижать один к другому. При нагреве скорость обмена частицами увеличивается. Сварку проводят в вакуумной камере или среде инертного газа. Детали сжимают с усилием не меньше 20 МПа, поверхностные слои нагревают электротоком до температуры близкой к точке плавления. Для надежного сцепления заготовки оставляют в этом положении на некоторое время, не отключая ток.
Расположение оборудования и приспособлений
Схема расположения оборудования строго регламентирована нормами и правилами техники безопасности в сварных цехах. Планировка определяет безопасность, удобство передвижения персонала, перемещения деталей, узлов и готовой продукции. Есть несколько рекомендация по обустройству:
- если в цеху используется для электросварки трансформатор, то его надо устанавливать в 5-7 м от верстака и в полуметре от стены (минимум). Бытовой инвертор может быть установлен на поверхности стола;
- если сварка производится газом, тогда баллоны с кислородом и ацетиленом расставляются вдали друг от друга на расстояние не менее 5 м. То же самое касается и пропанового оборудования. Это же расстояние выдерживают между местом сварки и баллонами;
- газовые шланги, электрические кабели укладывают в стороне от проходов, чтобы по ним не ходили. Это в первую очередь требование техники безопасности, во вторую способ сохранения имущества;
- между оборудованием, столами, шкафами и другими громоздкими предметами оставляется расстояние 1 м для удобства перемещения людей, перевозки деталей на тележках.
Оборудование для автоматической сварки требует большего пространства. Необходимо учитывать его передвижение по сварочному цеху и доступ к нему исполнителей.
Навыки
Программа подготовки построена так, чтобы дипломированный специалист обладал всеми необходимыми навыками для самостоятельной работы по специальности и мог:
- Создать условия для выпуска технологичной высококачественной продукции.
- Обеспечить контроль ее качества на всех стадиях промышленного процесса.
- Принимать непосредственное участие в доработке, модернизации и внедрении новых технологий на производстве.
- Создать условия для безопасной работы, профилактики производственных травм и профзаболеваний.
- Выбрать основные и дополнительные материалы для выполнения конкретного заказа.
- Определить наиболее прогрессивный метод производства продукции.
- Экспериментировать с обработкой заготовок, анализировать результаты и делать выводы.
- Тестировать физико-химические свойства заготовок и готовых изделий, усовершенствовать их.
- Разрабатывать рациональные предложения и вносить их на рассмотрение руководству.
- Использовать стандартные и нестандартные методы проектирования новых изделий.
- Выполнять проектно-технические работы, оформлять чертежи и другую сопутствующую документацию.
- Четко распределять обязанности между подчиненными, контролировать полноту и своевременность выполнения поставленных задач.

Технология электрошлаковой сварки
Выбор сварочных материалов (проволоки и флюса)
В таблице ниже приведены рекомендованные и наиболее распространённые сочетания свариваемых материалов и марок сварной проволоки для них:

Все сочетания, данные в таблице, можно выполнять с использованием флюса марки АН-8 и АН-99, за исключением сталей 25ХН3МФА и 08Х18Н10Т. Сварку этих сталей рекомендуется выполнять с применением флюса 48-ОФ-6. Химический состав этих флюсов должен соответствовать ГОСТ 9087.
Также был разработан флюс марки АН-9, состоящий из CaF2 — 25-30%, CaO — 20-35%, Al2O3 — 10-15%, SiO2 — 15-20% и ZrO2 — 6-10%. Этот флюс сочетает в себе металлургические свойства флюса 48-ОФ-6 и технологические свойства флюса АН-8.
Выбор параметров режима сварки
Основными параметрами режима электрошлаковой сварки являются: падение напряжения на участке электрод-шлаковая ванна U, скорость подачи проволоки Vе, сила сварочного тока I, скорость сварки Vсв, глубина шлаковой ванны h, вылет электродной проволоки l, скорость поперечных колебаний электродов Vк, количество электродов n, сечение электрода (или сумма сечений всех электродов) S, зазор между кромками g, расстояние между электродными проволоками d, толщина пластины плавящегося мундштука sм, время остановки электродных проволок у ползунов t, толщина свариваемого металла s.
Правильный выбор режимов и поддержание их на требуемом уровне обеспечивают хорошее качество сварки. Одной из важных характеристик сварного соединения является коэффициент формы шва f, который равен отношению ширины металлической ванны к её глубине. Это соотношение характеризует склонность сварного шва к образованию холодных трещин, одного из самых частых дефектов электрошлаковой сварки. Среднее значение f составляет 1,5-4,0.
Величину сварочного тока можно определить по формуле:
I=(0,22Ve+90)n+1,2(Vсв+0,48Vп)ab,
где Vп — скорость подачи пластины; a и b — ширина и толщина, см. Размерности всех скоростей даны в см/ч.
Скорость подачи электродной проволоки:
Vе= VсвF/S,
где F=gs, см2; S=0,071n, см2.
Практический опыт применения ЭШС показал, что параметры h, l, Vк, t почти не зависят от толщины свариваемого металла и имеют следующие значения: h=40-50мм, l=80-90мм, t=4-5с. Ориентировочные значения между параллельными кромками свариваемых элементов можно выбрать из таблицы:
Выбор количества электродных проволок
Это количество выбирается, исходя из толщины свариваемого металла. Металл, толщиной не более 50мм, сваривают одной проволокой, 50-120мм — двумя, а метал толщиной 120-450мм — тремя электродными проволоками.
Электрошлаковая сварка плавящимся мундштуком
При выборе числа электродных проволок, следует учитывать толщину пластины плавящегося мундштука sм. Число электродов рассчитывают по формуле:
n=[(s-40)/d]+1,
округляют до единиц. Оптимальную величину d можно выбрать, исходя из следующих соотношений:
ЭШС пластинчатым электродом
При варке стали пластинчатым электродом, ширину пластины подбирают равной толщине свариваемого металла. При использовании двух или трёх пластин, общая их ширина должна быть на 15-20мм меньше толщины свариваемого металла (15-20мм уходит на зазор между пластинами). Толщина пластинчатых электродов составляет 10-12мм. Оптимальная скорость подачи электродов 1,2-3,5 м/ч.



Подготовка деталей к сварке
Подготовка ведётся в два этапа: предварительный и непосредственный. На предварительном подготавливают свариваемые кромки, придавая им необходимые геометрические форму, размеры и класс обработки поверхностей, по которым будут перемещаться устройства, формирующие сварной шов.
При сварке деталей из конструкционных сталей с толщиной, не превышающей 200мм, кромки подготавливают газоплазменной резкой, а при толщине более 200мм — мех. обработкой. При сварке цветных металлов или легированных сталей также применяют мех. обработку.
Непосредственная подготовка включает в себя сборку деталей под сварку. Результаты, полученные на практике, показали, что для хорошей фиксации и для устранения деформаций, возникающих при сварке, сборку деталей выполняют с клиновидным зазором, расширяющимся кверху. Схема сборки показана на рисунке:
В зависимости от свариваемого материала, способа электрошлаковой сварки, её режимов и способа закрепления, угол раскрытия может составлять 1-2°. Свариваемые детали фиксируют при помощи скоб или планок, приваренных вдоль стыка с интервалом 50-80см. По окончании сварки выводные планки и входной карман срезаются газоплазменной резкой.
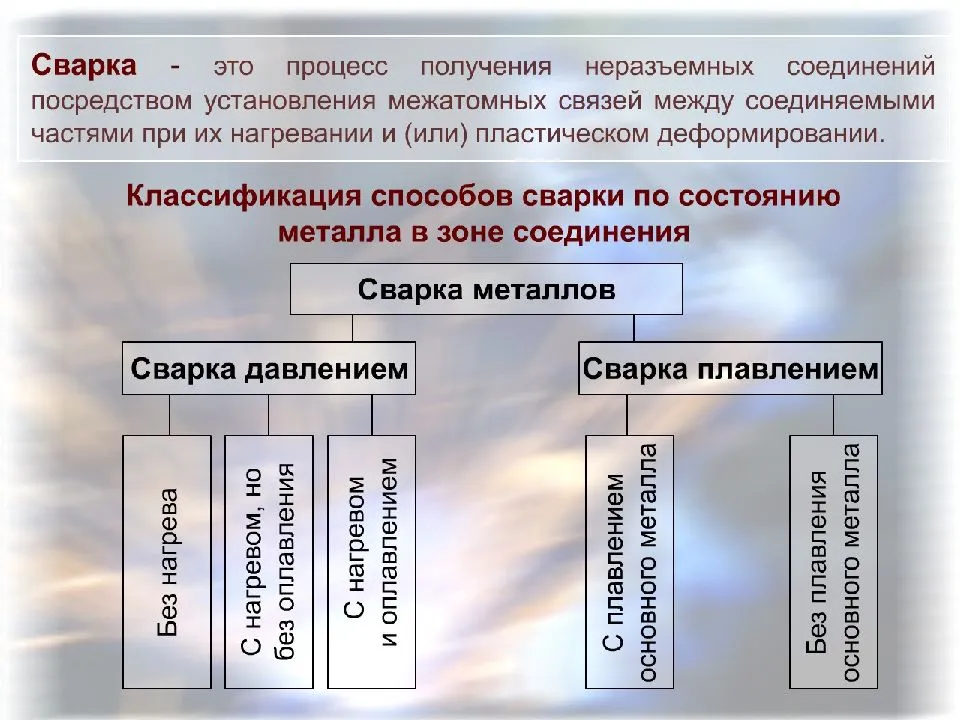
Сущность процесса сварки плавлением
Сварка плавлением ― это способ соединения заготовок методом расплавления соприкасающихся поверхностей без сжатия. Источник энергии должен обеспечивать мощность, достаточную для плавления кромок деталей и присадочного материала. Для образования сварочной ванны, которая представляет собой смесь жидких металлов, пламя концентрируют на небольшом участке стыка. При перемещении места приложения тепловой энергии вдоль линии соединения после остывания создается сварочный шов по всей длине.
Вместе с металлом плавятся загрязнения, поэтому на поверхности ванны образуется шлак. Верхние слои нагреваются выше температуры плавления, что приводит к изменению структуры и механических характеристик шва после остывания. К достоинствам сварки плавлением относят универсальность и возможность соединения разнородных металлов.
Три основных разновидности
Имеются три разновидности или типа сварки. По методу получения энергии соединения ее делят на термическую, термомеханическую и механическую.
К термической сварке причисляют процессы с использованием электрической дуги, газа, плазмы и других источников теплового излучения. Именно благодаря ему происходит нагрев и сварка.
В термомеханических видах кроме тепловой энергии применяют давление для получения неразрывного соединения.
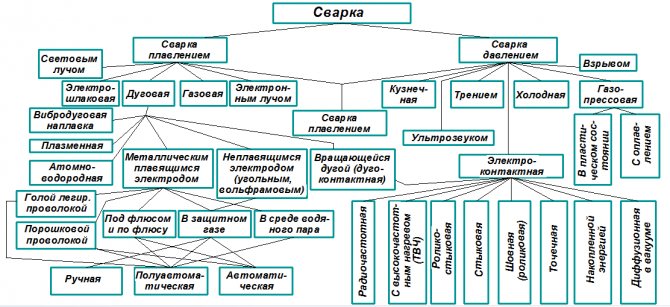
В механической теплоту получают за счет трения, давления, ультразвука или взрыва.
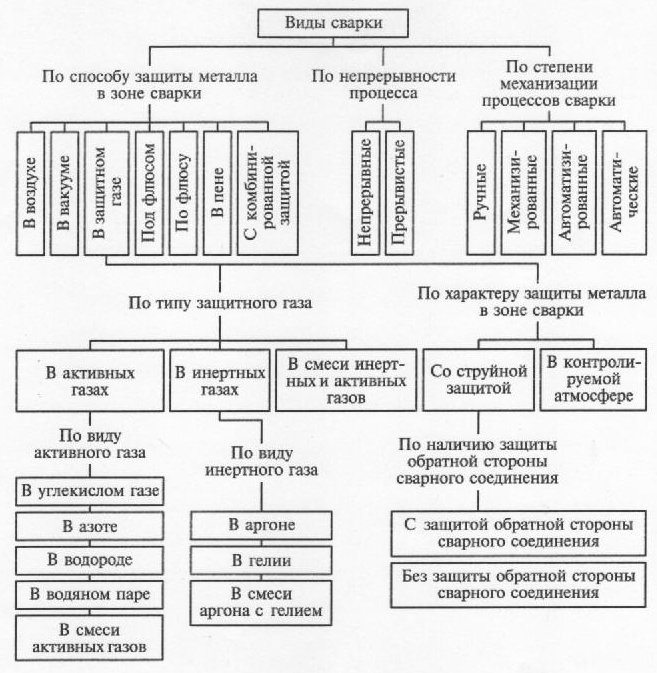
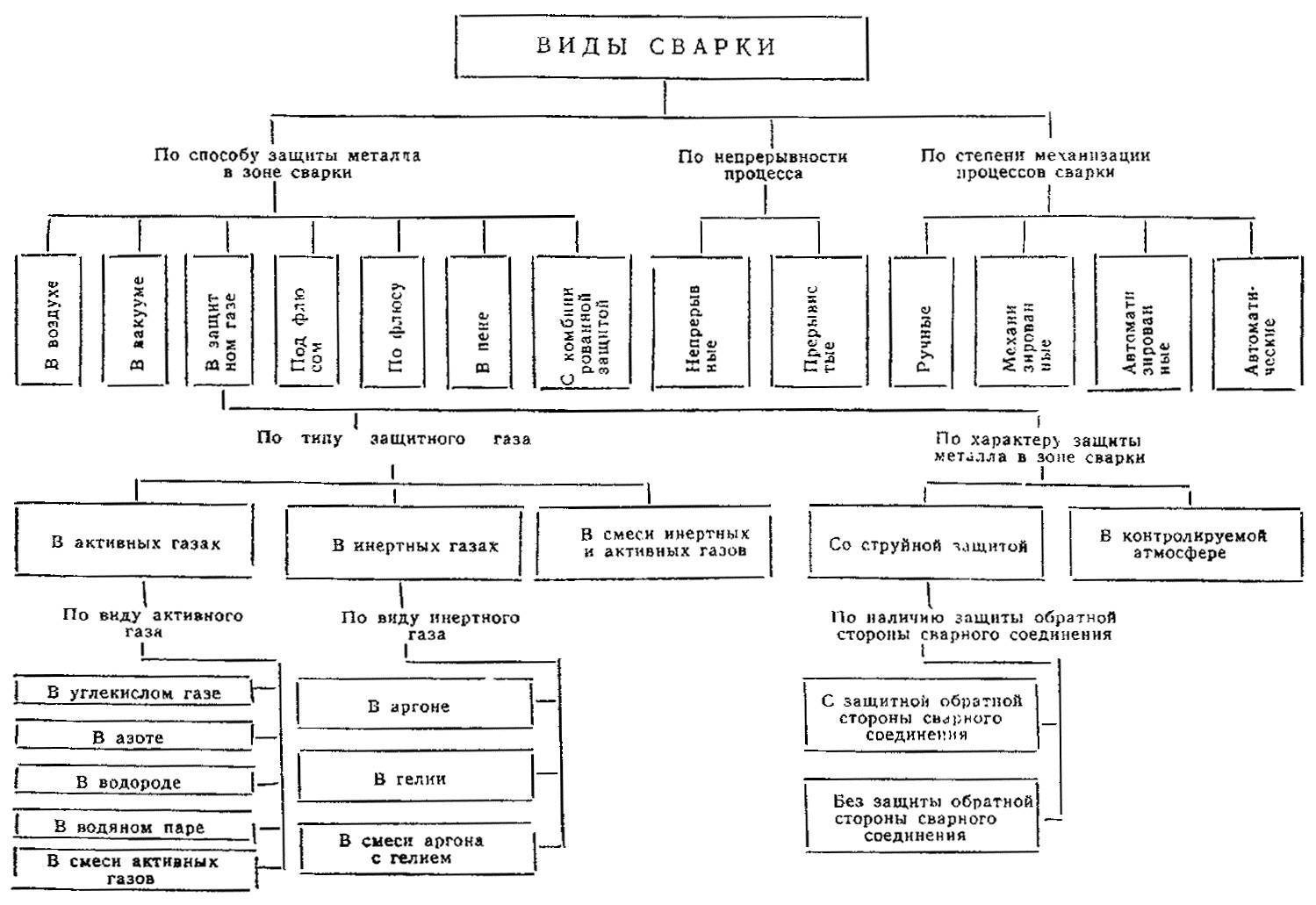
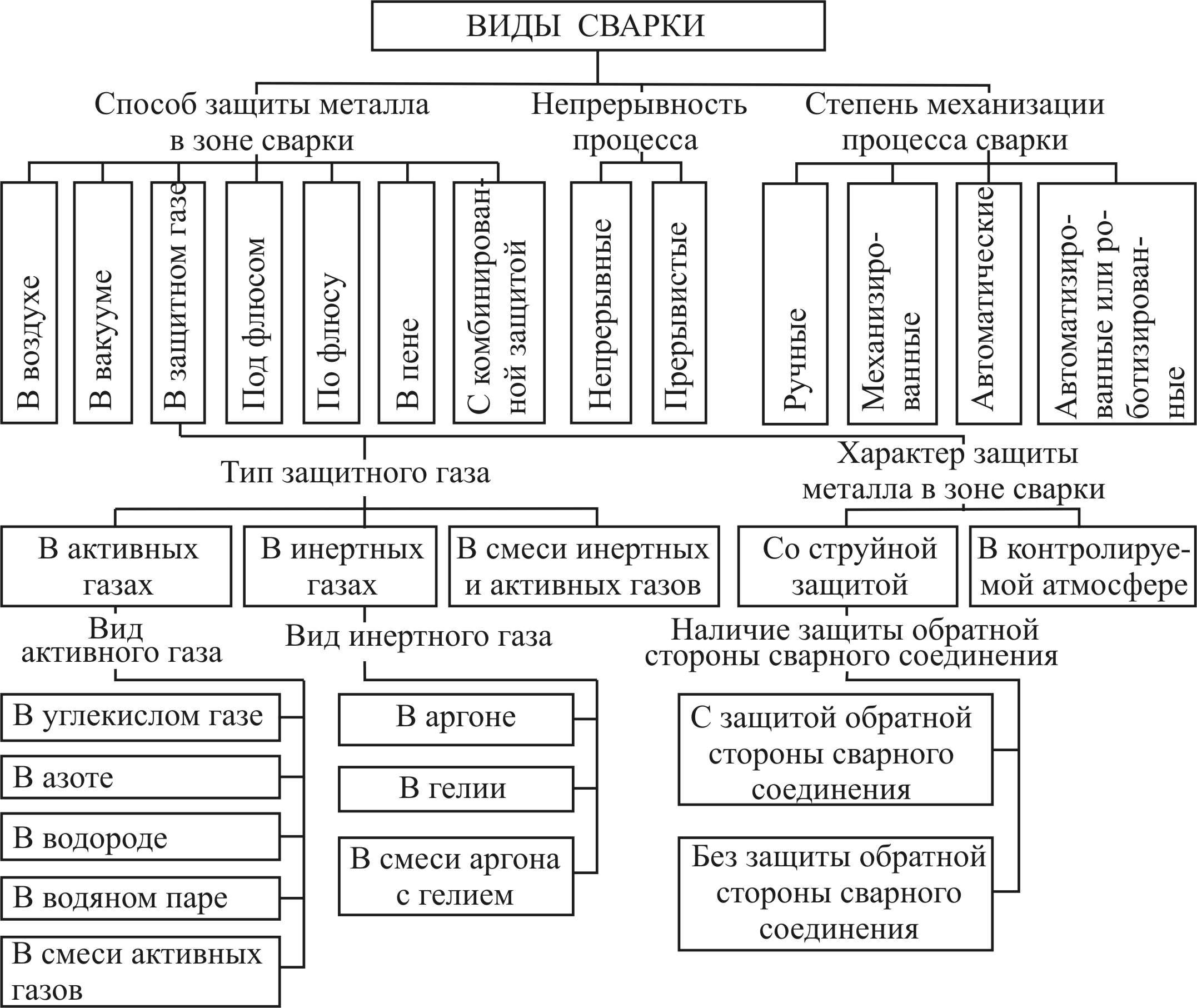
Виды сварочных работ многообразны и их классификация производится по разным критериям. Классификация идет по способу защиты сварочной ванны, по непрерывности процесса сварки, степени механизации, используемым газам. Кроме этого имеются технологические признаки, которые индивидуальны для каждого вида сварки.
Виды сварных соединений подробно описаны в ГОСТ (государственных стандартах). Кроме этого имеется большое количество ГОСТ описывающих виды сваривания, способы контроля сварных швов, меры безопасности при производстве сварочных работ.
Требования к сварочным швам
Требования, которые могут предъявляться к сварочным швам, по большей мере зависят от конечного назначения готовой конструкции. Тем не менее можно выделить несколько общих требований, которым должны удовлетворять соединения такого типа. Твёрдость и предел прочности сварного соединения должны иметь такие же показатели (или близкие), как и показатели основного металла. Испытания проводят на специальном оборудовании с образцом готового изделия.
Визуально контроль качества шва проверяют следующим образом. После завершения сварочных работ, производится очистка швов от шлака и окислов, также убираются все вспомогательные приспособления. Шов должен быть однородным, мелкочешуйчатым и иметь равномерную ширину. Наплывы, прожоги, сужения или перерывы должны отсутствовать. Металл, который наплавлен должен быть однородным, не иметь пор или поверхностных трещин.
Процесс сварки
Выше описано, какие виды сварки существуют, но все они вне зависимости от типа происходят по одному и тому же процессу. Есть три основных шага, которые необходимо выполнить для создания полноценного и правильного скрепления:
- Формирование контакта между агрегатом и изделием.
- Образование связи, в зависимости от классификации сварки (химической или металлической).
- Создание качественного шва.
Основные виды сварки – это ручная электродом и полуавтоматическая. С них и рекомендуется начинать обучение новичкам.
Прежде чем переходить к основному процессу, необходимо пройти подготовительные процедуры:
- Нужно выбрать сварочную категорию для работы.
- Подобрать соответствующее оборудование.
- Приобрести робу и защитную маску, чтобы не получить ожог роговицы во время работы.
- Зачистить рабочие изделия от грязи, пыли, масла и остатков лакокрасочных изделий.
- Подготовить рабочее место, с учетом всех правил безопасности.
Формирование контакта
Вне зависимости от классификации сварки первым шагом в работе будет формирование контакта между рабочим изделием и термическим элементом. При этом необходимо материал довести до температуры кипения или плавления
На этом этапе важно не перепутать плавку железа с образованием сварочной ванны
Образование химической или металлической связи

Вторым и самым важным шагом является образование ванны. Вне зависимости от класса сварки она выглядит одинаково. Под воздействием температуры образуется практически белое пятно. От его ширины и длины и будет зависеть качество будущего шва. Сама ванна получается в результате расплавления основного металла и дополнительного материала, которым проводится работа, например – электродом.
Создание и типы прочного соединения
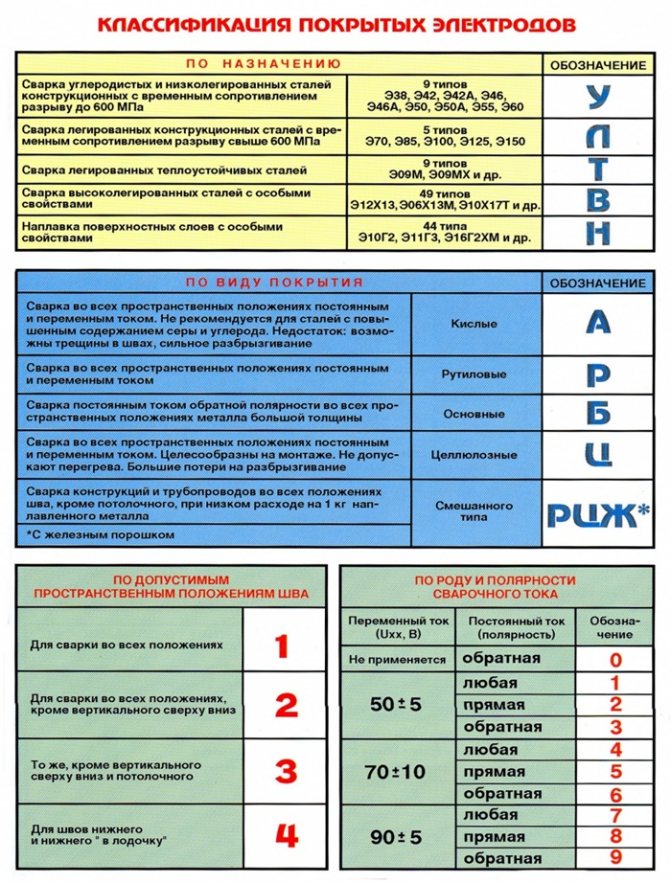
При разной классификации видов сварки применяются разные способы создания монолитного скрепления. Типы швов делятся на три основные категории:
- в зависимости от положения в пространстве они могут быть в потолочном, вертикальном, горизонтальном или в нижнем исполнении;
- по количеству наплавленного материала они делятся на ослабленные (западающие), нормальные и усиленные;
- по отношению к нагрузкам внешней среды – косые, лобовые, фланговые и комбинированные.
Основными характеристиками является ширина и высота создаваемого шва. Кроме этого, они бывают следующих видов в зависимости от типа соединения и разновидности сварки:
- стыковые – применимы почти для всех типов сваривания и самые популярные за счет своих преимуществ – высокой прочности и экономичности затрачиваемых материалов;
- нахлесточные, которые используются при точечном и контактном варении;
- торцовые, когда элементы соединяются в виде «сэндвича» и обрабатываются по торцам;
- угловые односторонние или двухсторонние, обеспечивающие более прочное сцепление.
Мы рассмотрели самые распространенные виды швов, так как их насчитывается около 50 видов.
В подведении итогов важно отметить, что мы рассмотрели все виды сварки, которыми пользуются на сегодняшний день мастера. Каждый из них имеет как преимущества, так и недостатки
Не все методы можно применить к одному и тому же материалу. То есть для одних металлов актуально использовать одни типы сварки, для других – другие.
Рассматривая, какая бывает сварка, необходимо учитывать, что для реализации каждого типа есть ряд условий: тип металла, помещения, КПД и так далее.
Требования к качеству сварочных швов
Перечень требований, предъявляемых к сварным соединениям, определяется назначением готового изделия. Однако есть обязательные требования, в соответствии с которыми должен выполняться сварной шов. По твердости и прочности он не должен уступать металлу заготовок.

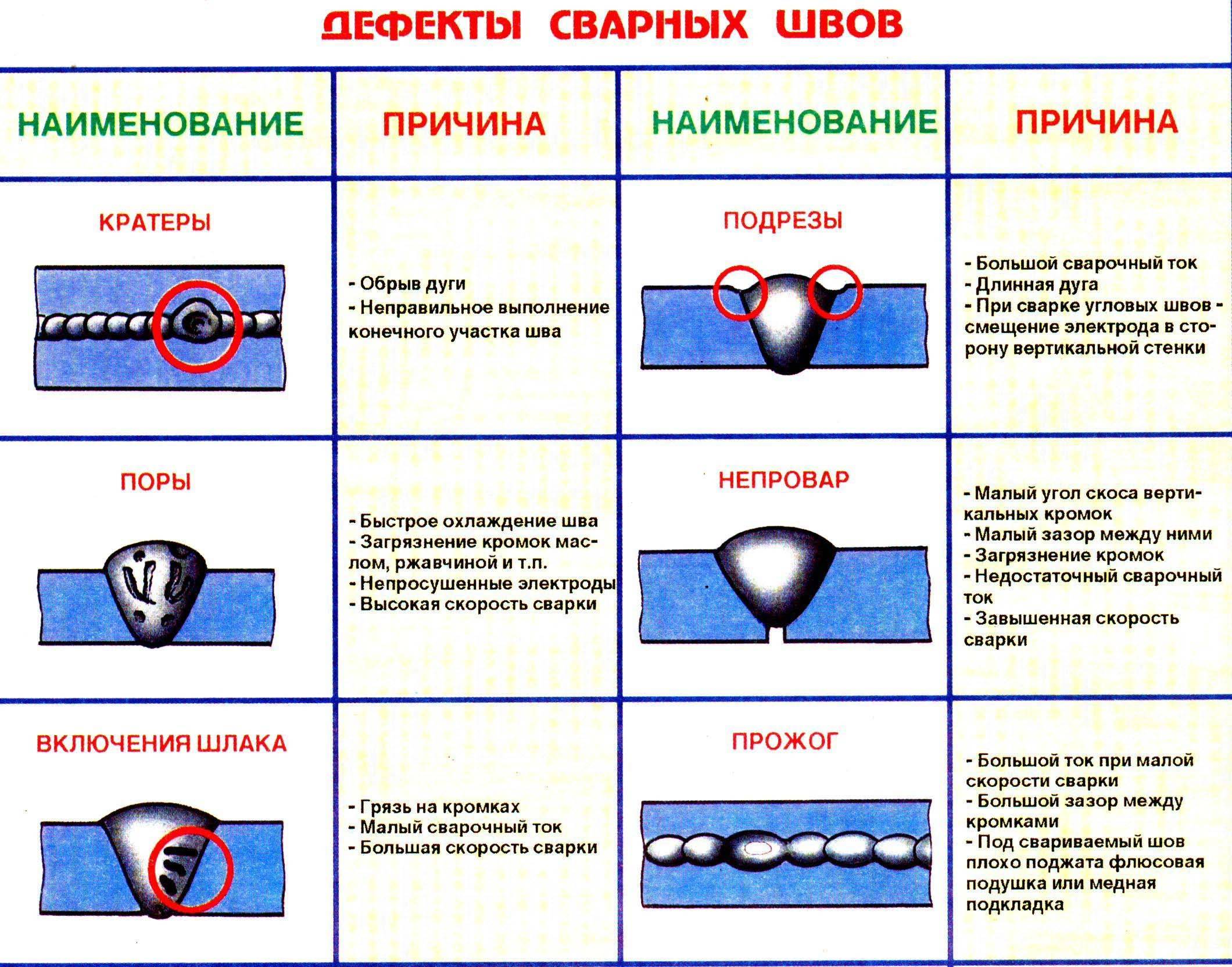
Для визуального контроля шов очищают от шлака и окалины, которые образуются при сварке плавлением. Ширина шва должна быть одинаковой по всей длине, поверхность мелкочешуйчатой. Не допускается наличие наплывов, пропусков, сужений. Если на металле есть поры или трещины шов бракуется.
Вид сварки плавлением выбирают в зависимости от решаемых задач. Когда приходится часто работать вне помещения удобней будут переносные дуговые аппараты или газовая горелка с баллонами. При работе на одном месте лучше выбрать полуавтоматический вариант, а для массового производства автоматический.
Требования к качеству сварочных швов
Перечень требований, предъявляемых к сварным соединениям, определяется назначением готового изделия. Однако есть обязательные требования, в соответствии с которыми должен выполняться сварной шов. По твердости и прочности он не должен уступать металлу заготовок.
Для визуального контроля шов очищают от шлака и окалины, которые образуются при сварке плавлением. Ширина шва должна быть одинаковой по всей длине, поверхность мелкочешуйчатой. Не допускается наличие наплывов, пропусков, сужений. Если на металле есть поры или трещины шов бракуется.
Вид сварки плавлением выбирают в зависимости от решаемых задач. Когда приходится часто работать вне помещения удобней будут переносные дуговые аппараты или газовая горелка с баллонами. При работе на одном месте лучше выбрать полуавтоматический вариант, а для массового производства автоматический.
Современные виды сварочного оборудования на выставке
Рынок оборудования чрезвычайно велик, ознакомиться со всем разнообразием оборудования, в том числе и со сварочным оборудованием, можно будет на ежегодной специализированной выставке «Металлообработка», посвященной металлургии и оборудованию.
Пройдет мероприятие в Москве в ЦВК «Экспоцентр». В выставке принимают участие многие страны, что положительно влияет на динамику роста промышленности в России.
В рамках экспозиции будет представлено различное оборудование сварочного поста и компактные приборы для бытового применения.
Благодаря большому количеству участников из разных стран мира посетители смогут напрямую пообщаться с представителями ведущих компаний в отрасли, обсудить все технические вопросы, такие как обслуживание сварочного оборудования, расходные материалы, защитная экипировка, новые решения и инновационные открытия в области технологии сварки.
Прекрасной возможностью присоединения к нынешним технологиям оказывается посещение профильных встреч, таких как выставки, которые организуются в ЦВК «Экспоцентр» и предоставляют возможность рассмотрения немалого объема полезного оборудования и технологий.
Эти мероприятия, например, такая выставка как «Металлообработка», проводятся довольно часто и собирают огромное количество профессионалов из этой и смежных сфер деятельности.
Готовые к производительной работе профессионалы открыты для диалога, и использование тех возможностей, что открываются подобными мероприятиями, обеспечивает все шансы для нахождения новых партнеров и поставщиков, для рассмотрения новейших достижений и технологий, для демонстрации личных открытий и задумок.
То есть от посещения таких выставок отказываться действительно не стоит, поскольку возможностей они предполагают массу.
Выставка становится вполне закономерным методом формирования прогресса и рассмотрения кардинально новых вариантов, и при этом добиться успеха в рамках данного события можно с малыми усилиями и незначительной тратой времени.
Это выгодный и актуальный подход, предполагающий весомые возможности как для малого, так и для солидного бизнеса, а также и для бизнесменов, еще только задумавших становление личного бизнеса в этой направленности и выискивающих наиболее выгодные и удобные варианты для этого.
Так, в частности, выставки данного характера регулярно проходят в ЦВК «Экспоцентр», и во время их проведения здесь бывают тысячи специалистов и предпринимателей из этой и смежных сфер деятельности.
Все
они нацелены на активную работу в рамках мероприятия, и по этой причине подобные выставки позволяют в самые малые сроки достигнуть тех задач, на достижение которых в иных условиях необходимы недели и месяцы.
Именно подобные мероприятия раскрывают такие шансы:
- Находить клиентов и партнеров в достаточном объеме в малые сроки,
- Рассматривать современные технологии,
- Представлять общественности свои находки и решения.
Все данные и многие другие возможности раскрываются в рамках таких выставок с завидной легкостью, и по данной причине не стоит отказывать себе в посещении подобных мероприятий, тем более что данная возможность не отнимает большого количества времени и не требует больших вложений.
Выставка – это интересно и целесообразно, это шанс ознакомиться с впечатляющими разработками, в особенности, когда приходится говорить о такой широкой теме.
Оборудование и технология сварочного производстваСпособы резки металла
Немного истории. Классификация
Ковка металла – первый сварочный процесс. Необходимость в ремонте металлических изделий, а также создание более совершенных деталей стало предпосылкой к освоению сварочных процессов. Так, в 1800-1802 годах была открыта электрическая дуга. С ней делали различные эксперименты. В конце концов люди научились делать сварные соединения посредством электрической дуги. На территории России активно ведется подготовка квалифицированных сварщиков, постоянно разрабатываются новые технологии, принципиально иные подходы и т.п. Ярким примером отличной теоретической и практической базы является учебный институт имени Баумана.
В настоящее время существует порядка 150 методов, по которым осуществляется сварка. Способы сварки разделяются по физическим, техническим, а также технологическим признакам. Так, по физическим показателям можно выделить три большие группы:
- Термический – это вид сварки, осуществляемой при использовании тепловой энергии. Сюда можно отнести газовую, дуговую, лазерную и др. сварку.
- Термомеханический – вид сварки, подразумевающей использование не только тепловой энергии, но и давления. Это может быть контактное, диффузионное, кузнечное соединение и т.п.
- Механический вид сварки. В таких случаях используется механическая энергия. Наиболее широко распространена холодная сварка, взрывом, трением и др.
Каждый отдельно взятый вид отличается затратами энергии, экологичностью, а также оборудованием, которое используется во время работы.
Механический класс
Классификация способов сварки включает еще одну разновидность — механическую состыковку материалов, выполняемую путем физического воздействия на них. В данном случае нет необходимости применять температуру плавления. Нагревание происходит при переходе механической энергии в кинетическую и при достижении момента плавления изделия соединяются прочными швами.
Механические классы сварки подразумевают применение нескольких эффективных технологий.
Способ трения
В большинстве случаев сваривание трением используется для стержневых конструкций и труб с небольшим диаметром. Процесс автоматизированный и происходит в специальных установках в шпиндель которых фиксируются рабочие заготовки. Движущуюся деталь машина перемещает к неподвижной, в результате элементы нагреваются и происходит оплавление.
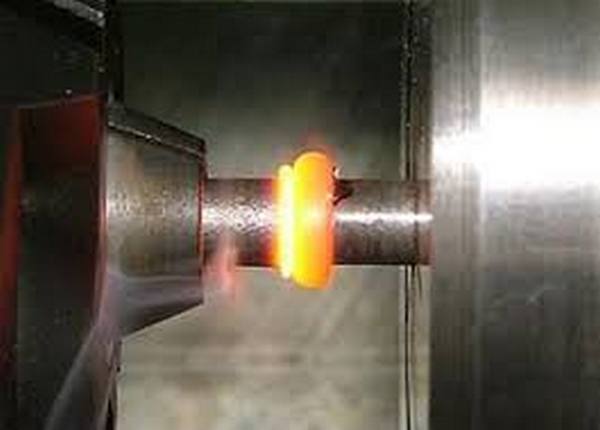
Техника позволяет варить состоящие из разных сплавов металлы, быстро выполняет нужные задачи и отличается экономичностью.
Холодная сварка
Механическая сварка холодным видом востребована при необходимости состыковать трубы, проволоки или шины. Соединяются заготовки вследствие деформирования пластических материалов при воздействии давления от 1 до 3 Гпа. При этом температура может быть даже минусовой.
Свариваемые поверхности нужно хорошо очистить от загрязнений и ржавчины. Поскольку происходит стыковка на межатомном уровне, то соответственно поверхности элементов должны быть безупречно обработанными и идеально ровными.
Сварка взрывом
Соединение деталей этим способом происходит посредством пластической синхронной их деформации. К надежно закрепленной мишени параллельно прикладывается подвижная часть изделия. Далее выполняется максимально контролируемый взрыв.


Методика подходит для соединения разнородных металлов. В качестве взрывных веществ используются смеси аммонита, гранулотола и гексогена.
Ультразвуковая методика
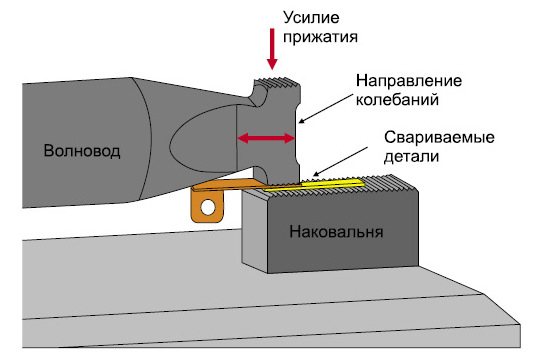
Перечисляя входящие в механическую группу виды сварок металла следует также уделить внимание УЗ-технологии. В данном случае задействованы источники энергии, которые на выходе образуют ультразвуковые колебания
Актуален способ при создании точечных и шовных соединений под механическим воздействием. Вследствие сухого трения оксидные пленки разрушаются, далее осуществляется сваривание в процессе чистого трения.
Важным плюсом здесь является то, что отпадает необходимость предварительно очищать поверхности, а это обеспечивает экономию временных затрат. К недостаткам относят высокую стоимость оборудования, а также мизерный диапазон толщины соединяемых материалов.
Понятие процесса
Сварка – это технология создания неразъемного соединения между двумя поверхностями, путем интенсивного температурного воздействия.
Физические признаки
Металлы отличаются высокой температурой плавления. Без дополнительных факторов площадь контактные части свариваемых изделий не будут взаимодействовать друг с другом. Для изменения агрегатного состояния металла требуется повысить его температуру. По достижению определенного уровня создаются условия, при которых появляется возможность выполнить стыковку деталей с получением крепкой межатомной связи между поверхностями.
Технологичность – главное свойство сварных работ
Применяемые типы сварки зависят от характеристик рабочих элементов, а также производственных условий. Наиболее употребительными являются следующие технологии:
- Дуговая.
- Плазменная.
- Газовая.
- Сварка давлением.
- Стыковая.
- Холодная.
Важность свойств
В процессе соединения заготовок необходимо обеспечить надежную защиту зоны температурного воздействия от агрессивного влияния кислорода в атмосфере. В противном случае в области обработки будут активно развиваться коррозионные процессы, ухудшающие качество конструкции. Основные способы предотвращения контакта расплава с воздухом:
- флюс;
- вакуум;
- защитные газы;
- пена.
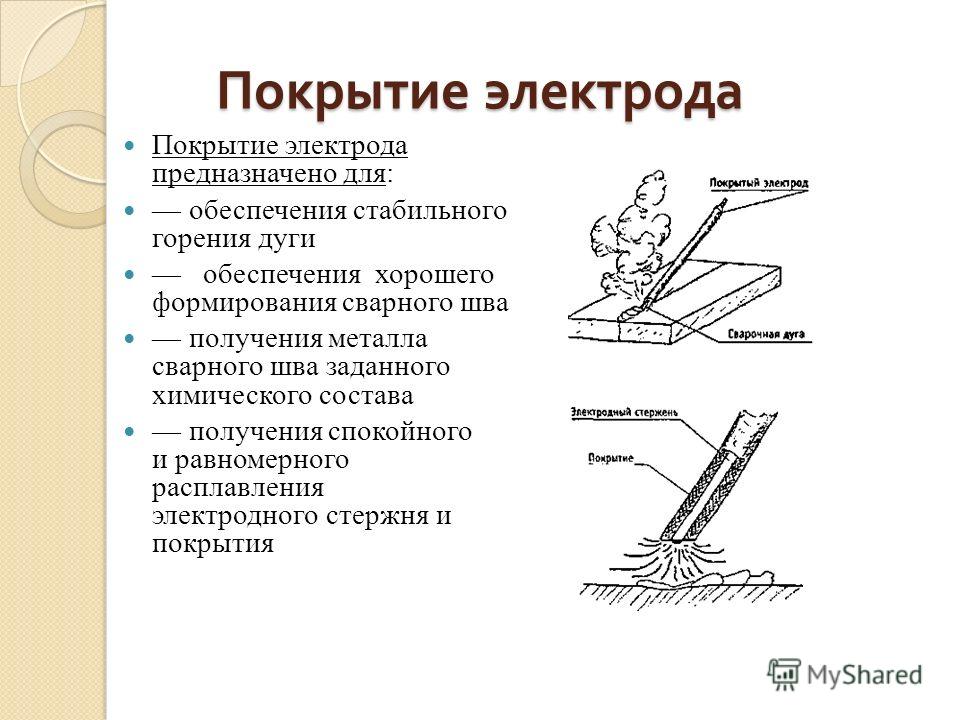
Флюс можно вносить непосредственно в зону контакта, как при автоматической сварке. Дуговая технология подразумевает использование стержней с флюсовым материалом, который расплавляясь, защищает сварочную область.