
Полуавтоматическая сварка – принцип работы, отличие от автоматической сварки
Теперь же, поговорим о полуавтоматической сварке. Создавать о ней отдельный раздел не стоит, так как между автоматической и полуавтоматической сваркой существует небольшое количество отличий. Основное из них – это наличие или отсутствие процесса механизации во время работы. Так, если автоматическая сварка предполагает автоматическое перемещение сварочной проволоки, то полуавтоматическая сварка требует перемещения этой проволоки вручную. Однако назревает вопрос – зачем вообще нужна полуавтоматическая сварка, если есть возможность делать все на автомате, без присутствия человеческого фактора? На самом деле, все очень просто. Автоматическая сварка очень популярна и распространена при массовом производстве. Так, сварочные аппараты настраиваются под определенную программу, и по мере поступления изделий для сварки, аппараты включаются без вмешательства человека в процесс. Однако, в широком ряде случаев необходимо, чтобы направление шва и формирование его качества, происходило только при содействии человека. Поэтому, такой сваркой и стала полуавтоматическая сварка. Такая сварка предусматривает собой простую конструкцию. В ней есть специальный автоматический механизм подачи электродной проволоки, которая подается в специальный гибкий шланг, на сварочный держатель. Так, проволока подается автоматически, а сварщик, глядя на общую картину изделия, направляет наконечник в ту сторону, где необходимо сделать шов и сварное соединение. Именно потому, что проволока подается автоматически, а дуга перемещается вручную, процесс и получил название полуавтоматической сварки.
Происходить полуавтоматическая сварка может как с применением флюса, так и без него. Применение же флюса, позволило использовать полуавтоматическую сварку при толщине, выше 2-2,5 мм. Также, использование флюса позволило заметно увеличить величину сварочного тока, что в свою очередь, поспособствовало улучшению устойчивости дуги и резкому повышению производительности сварки. Кроме того, использование флюса позволило сократить диаметр проволоки, которая используется для сварки, и тем самым, снизить габариты шланги и сварочного аппарата.
Процесс подачи электродной проволоки Как правило, используется проволока, диаметром от 1,6-2 мм. Она смотана в бухту, которая находиться в специальной кассете, установленной в сварочном аппарате. Там же, расположился проталкивающий механизм, который подает проволоку через гибкий шланг, непосредственно в держатель, который держит сварщик в руках. Далее, подается сварочный ток на держатель через специальный гибкий шланг, подключенный к сварочному трансформатору. Этот ток, воздействует на электродную проволоку, и при контакте с поверхностью металла, возникает дуга, при помощи которой и выполняется сварка. Таким образом, полуавтоматическая сварка удобней тем, что с ее помощью можно четко контролировать процесс сварки, и выполнять провары там, где сварщик посчитает нужным. А автоматический процесс подачи проволоки, намного облегчает весь процесс.
profilgp.ru
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220 В) В значения, необходимые для формирования и поддержания сварочного электрода.
Схематично это происходит так:
Сначала переменный ток преобразуется в постоянный ток с помощью первичного выпрямителя. Для снижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток снова переменный, но высокочастотный, как и напряжение.
Полученное в трансформаторе высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований ток значительно увеличивается. После оптимизации напряжения высокочастотный переменный ток преобразуется во второй раз в постоянный. Далее его сила регулируется до необходимых величин.

Таким образом, в сварочном инверторе четко контролируется ток и напряжение. Это позволяет равномерно регулировать их уровни и выполнять широкий спектр сварочных работ для соединения деталей, даже огнеупорных металлов и сплавов.
Частично принцип работы сварочного автомата.
Колодки здесь не нужны. Потому что в сварочном полуавтомате используется специальная сварочная проволока, которая растворяется в газовой среде.


Чтобы было легче понять, что такое сварочный полуавтомат, достаточно знать, что это агрегат, в состав которого входит:
- источник питания, который может быть сварочным инвертором или сварочным выпрямителем;
- сварочная горелка;
- система управления;
- соединительные кабели и шланги.
Сварочная проволока поступает через специальное устройство в плоскую и правильную сварочную горелку. В место сварки также подается чистый углекислый газ или его аргоновая смесь.
Так, к вышеперечисленным компонентам агрегата логично подключить специальные емкости с газом, а также катушки с намотанной сварочной проволокой.
Надеемся, что информация о том, на чем основан принцип работы сварочного аппарата в зависимости от его типа, поможет лучше понять потребительские характеристики этого оборудования, которые необходимы в повседневной жизни, и сделать лучший выбор.

Сварочный аппарат.
Аппарат для аргонодуговой сварки.
Сварочное оборудование для плавки основного металла может выполнять следующие операции:
- Плавкая сварка
- Дуговая сварка и прокладка
- Газовая сварка.
- Электрошлаковая сварка и плавка.
- Электронно-лучевая сварка.
- Облицовка и резка.
- Специальные виды сварки.
По степени механизации сварочные аппараты могут быть:
- вручную
- полуавтоматические
- автоматическое.
Следующая классификация сварочных аппаратов следующая:
- Бытовые. Они отличаются меньшей производительностью, не приспособлены к длительной эксплуатации. Однако сфера их применения достаточно широка, такие агрегаты используются для сварки арок, котлов, труб и т.д.;
- Профессиональные. Они отличаются большим весом и габаритами, работают от сети 220 или 380 Вт. Большинство из этих моделей оснащены специальными колесами для облегчения движения. Они используются во многих отраслях строительства, в мастерских, при монтаже газопроводов, на заводах и т.д.
Отличие автомата от полуавтомата
Различия между автоматом и полуавтоматом очевидны, не смотря на похожие названия и технологию сварки. Но, обо всем по порядку.
Теперь вы знаете, что автоматическая сварка проводится непосредственно под руководством оператора. Оператор настраивает автомат, а тот затем выполняет весь сварочный процесс. В этой цепочке человек играет роль настройщика. Он не поджигает дугу, не ведет шов и не следит за сваркой. Его задача — подобрать режим сварки и дать «команду» автомату.
Полуавтоматическая сварка — это совершенно иная технология. Она так же использует присадочную проволоку, газ, флюс и прочие расходные материалы. Но при этом всю работу выполняет сварщик. При полуавтоматической сварке человек не только настраивает аппарат, но еще и сам выполняет всю работу. Проще говоря, ведет горелку и формирует шов. Единственное, что выполняется в автоматическом режиме — это подача сварочной проволоки. Отсюда и название «полуавтоматическая сварка».

Сварочные инверторные полуавтоматы с толщиной проволоки 0.6-1.2 мм — толщина металла 1.0-8.0 мм
Инверторные полуавтоматы рассчитанные на толщину металла до 8 мм относятся к профессиональным устройствам. Их сила тока варьирует от 180 до 250 А. Но питание от 220 В разрешает использовать их и в домашних условиях или частной мастерской. Их мощность уже значительно выше бытовых полуавтоматов и составляет от 5 до 10 кВт. Продолжительность включения на максимальном токе находится в пределах 60-80%, что удобно для длительной работы.
Данный рейтинг лучших сварочных полуавтоматов инверторного типа включает модели способные работать с проволокой толщиной 0.6-1.2 мм. Смена толщины присадки позволяет сваривать как тонкую, так и толстую сталь, выполнять наплавку. Но для этого придется сменить и кабель-канал, а также мундштук горелки.
Большинство моделей способны варить ручной дуговой сваркой покрытыми электродами, что облегчает доступ в узкие места или резку.
| Aurora Overman 180 | Сварог REAL MIG 200 | Ресанта САИПА-200 | |
| Сварочный ток (MIG/MAG), А | 40 — 175 | 30 — 200 | 30 — 200 |
| Напряжение на входе, В | 187 — 253 | 160 — 270 | 198 — 242 |
| Напряжение холостого хода, В | 42 | 60 | 80 |
| Рабочее напряжение, В | 16 — 22,50 | 15,50 — 26,40 | — |
| Мощность, кВт | 4,70 | 7,7 | 5.5 |
| Продолжительность включения при максимальном токе, % | 60 | 60 | 70 |
Aurora Overman 180
Это один из самых надежных полуавтоматов инверторного типа разработанный только под сварку MIG. Вертикальный узкий корпус удобно размещать на ограниченном пространстве. Сила тока устанавливается от 40 до 175 А как по паспортным данным, так и фактически.

+ Плюсы Aurora Overman 180
- Рукав горелки имеет шарнирное соединение, поэтому при закручивании не создается петель — проволока подается беспрепятственно.
- Есть функция отдельной протяжки проволоки без подачи газа, что экономит расход при частой смене диаметров.
- Отдельный выход для подогрева газовой смеси на 36 В.
- Толстый кабель питания 2.5 мм2.
- Качественный крокодил и длинный кабель массы 3 м.
- Помещается катушка на 5 кг — можно длительно вести сварку не отвлекаясь на перестановку расходных материалов.
- Полуавтомат варит алюминий, при условии подсоединения чистого аргона.
— Минусы Aurora Overman 180
- Для транспортировки по месту работы необходима тележка — масса аппарат 15 кг.
- Трудно найти в продаже к нему ролики с канавками 0.6 мм.
- Сопло из дешевого металла и постоянно забивается брызгами.
- Плохо варит по ржавчине — требуется зачистка до блестящего металла.
- Верхнее открытие люка для смены оснастки.
- Катушка на 1 кг не закрепляется — придется покупать большую даже для коротких работ.
Вывод. Полуавтомат лучший для постоянной эксплуатации на открытом воздухе, наружных объектах и в полевых условиях. Его температурный диапазон составляет от -20 до + 50 градусов. Мощность 4.7 кВт воспроизведет даже бензиновый генератор, поэтому вести работы можно в местах не подключенных к электроснабжению.



Сварог REAL MIG 200
Профессиональный инверторный полуавтомат с возможностью сварки в режиме MIG на силе тока в 200 А. Для тонкого железа ток понижается до 30 А. Диапазон питания сети 160-270 В. Проволока устанавливается от 0.6 до 1.0 мм через боковой люк. Есть второй режим MMA со сварочным током 10-160 А.

+ Плюсы Сварог REAL MIG 200
- Получаются отличные швы в чистом аргоне.
- Есть функция смены полярности для сварки порошковой проволокой.
- Выдерживает просадки сети до 160 В и при этом варит, но максимальная сила тока уменьшается пропорционально.
- Может отлично варить алюминий даже не меняя кабель-канал в горелке на тефлоновый.
- Прочный корпус с защитными накладками из резины.
- Открытие люка для смены катушки в сторону, а не вверх, гораздо удобнее — не закрывает обзор при установке проволоки в подающий механизм.
- Надежная горелка выдерживающая продолжительную работу на повышенных токах.
- Шланг для подключения газа в комплекте вместе с хомутами.
— Минусы Сварог REAL MIG 200
- Механизм подачи проволоки издает громкие звуки при работе (именно сам электромотор).
- В комплекте нет держателя электродов, хотя такой режим у полуавтомата предусмотрен.
- Быстро устают руки, если приходится часто переносить его по рабочему месту.
- Не хватает дисплея для удобной настройки.
- Присутствует регулировка индуктивности для воздействия на глубину проплавления, но она слабо работает.
Вывод. Благодаря мощности 7.7 кВт и инверторной технологии полуавтомат способен проплавлять большую толщину металла на силе тока 200 А. Эта модель лучшая для регулярной сварки швеллеров, толстых труб для металлоконструкций, стоек, опор. Лучше всего его использовать на стройке или при изготовлении беседок, больших теплиц.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Обзор основных ошибок начинающих
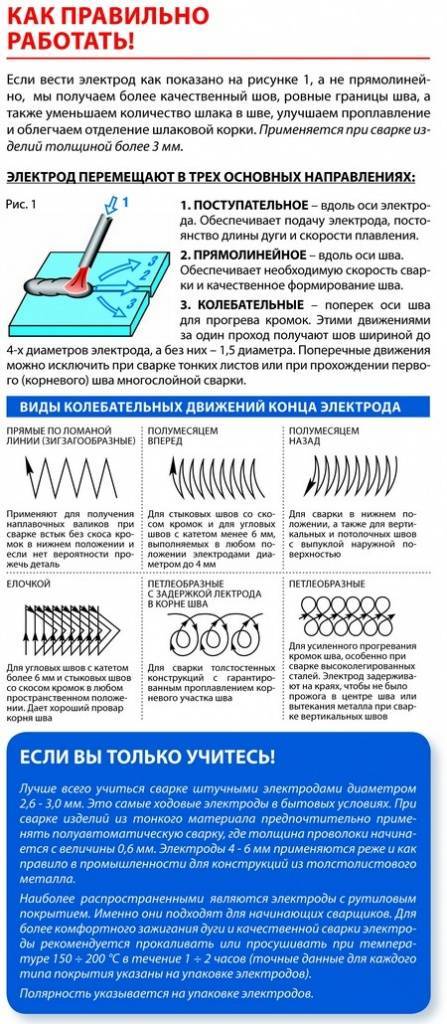
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:

- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Не так установленные настройки на аппарате
Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению
Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Преимущества и недостатки MIG и MAG сварки
Главными преимуществами процессов MIG и MAG сварки являются высокая производительность и высокое качество сварного шва. Высокая производительность объясняется отсутствием потерь времени на смену электрода, а также тем, что этот способ позволяет использовать высокий сварочный ток.
Еще одним достоинством этого способа является низкое тепловложение, особенно при сварке короткой дугой (с короткими замыканиями), что делает этот способ наиболее подходящим для соединения тонколистового металла во всех пространственных положениях.
Благодаря этим достоинствам способ MIG и MAG особенно хорошо подходит для роботизированной сварки.
К недостаткам этого процесса по сравнению со сваркой покрытыми электродами (MMA) можно отнести следующее:
Основные характеристики оборудования
Инвертор – сварочный прибор, характеризующийся высокой производительностью. При устранении повреждений и креплении деталей сварка автомобиля проводится электродами. Недостаток такого способа – наличие видимых швов. Частота преобразования тока аппарата варьируется в промежутке от 30 до 40 кГц. Несмотря на мощность, агрегат отличается компактными размерами и весом.
При работе с инвертором отмечается ряд преимуществ:
- аппарат быстро нагревает металл;
- производительность оборудования не зависит от стабильности напряжения электросети;
- прибор экономичен на 20% в плане потребления электричества;
- низкий показатель расплавленного металла в процессе сварки;
- простота использования.
Варить машину инвертором могут как работники автосервиса, так и люди без профессионального опыта. Обучение эксплуатации устройства занимает неделю. Недостаток оборудования – высокая стоимость.
Особенности подготовительного этапа перед сваркой
Металл находится в постоянном взаимодействии с воздухом, что приводит к его окислению, образованию ржавчины. На листах железа образуются загрязнения, кроме того, сам край листа может быть недостаточно ровным. Все эти нюансы влияют на образование дефектов при сварных работах
Поэтому особое внимание нужно уделять правильной подготовке сырья
Подготовительно-сварочные работы подразумевают правку, зачистку, наметку, разметку, резку, подогрев, холодную или горячую гибку и обработку кромок. Каждая из перечисленных процедур способствует улучшению соединения и условий свариваемости. При этом в отдельно взятом случае может понадобиться разный набор процедур, но все они в целом относятся к этапу подготовки металла и регулируются согласно ГОСТ 5264-80.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
-

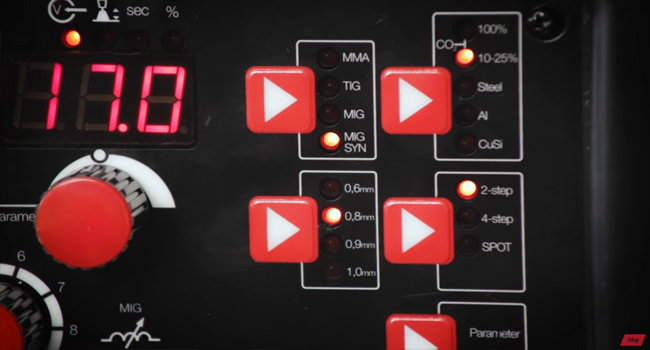
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Сварочный техпроцесс
В основы сварки входит понятие предварительного составления плана технологического процесса. Это будет являться своеобразным путеводителем по грамотному осуществлению сварочного процесса.
Технологический процесс сварки конкретных изделий поможет учесть все их особенности и нюансы.
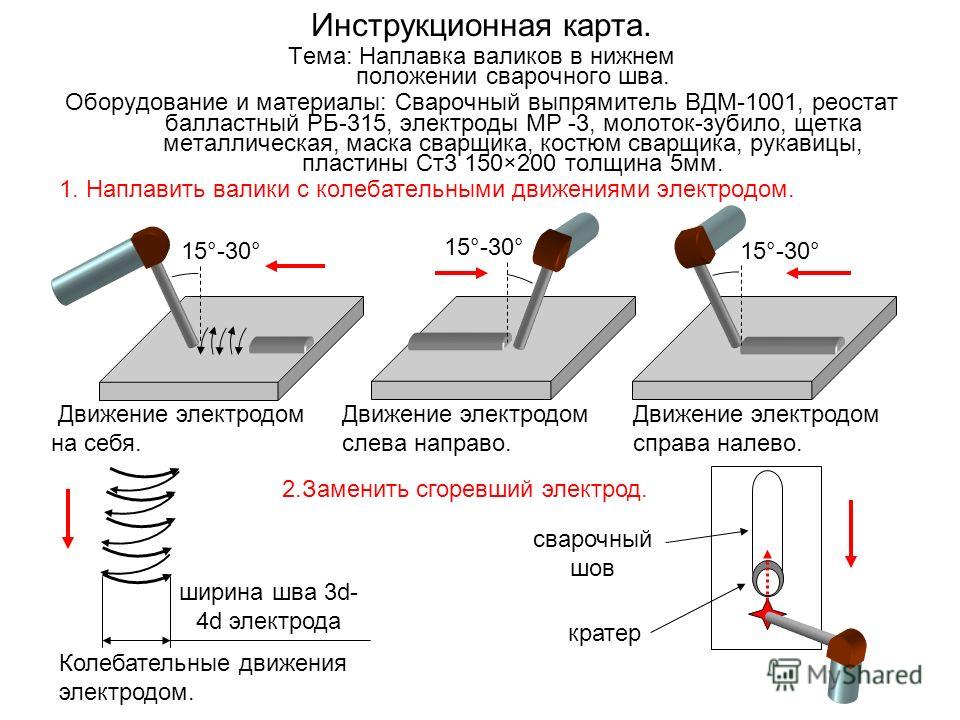
Описание технологического процесса сварки излагается в специальном документе, который называется технологической картой. Ее можно причислить к своеобразному нормативному документу, в котором изложена теория сварочных работ. Технологический процесс на сварочном участке, изложенный в карте, является незаменимым помощником сварщика.
Пример техпроцесса сварки:
Руководящий материал в виде технологической карты должен содержать сведения о марках свариваемых деталях и рекомендации по выбору способа их соединения и пространственному расположению. Технологический процесс сварки охватывает требования к параметрам, выставляемым на применяемом оборудовании, диаметру используемых электродов, рекомендации по защите среды, выставлению полярности.
Технологический процесс сварки изделия содержит сведения о последовательности совершаемых действий. В ней также может содержаться расчет прикладных материалов, требуемых для осуществления данного процесса. В технологической карте содержатся небольшие эскизы, что увеличивает наглядность.
Обзор основных моделей
Рассмотрим основные модели инверторов Aurora с выделением их характеристик:
Сварочный инвертор Aurora MINIONE 1600 – аппарат для бытового применения. Оснащен функциями горячего старта, антизалипания, форсажа дуги. Модель поставляется с удобным кейсом для хранения инструментов. Идеальна для применения в строительстве, быту, гаражах и дачах.
AuroraPRO OVERMAN модели 160, 180, 200. Относятся к категории любительских аппаратов с минимальным набором функций. Главное отличие – возможность максимального тока, которое указано в подназвании каждой из моделей
Важно отметить, что модели 160 и 180 показывают довольно хорошие характеристики продолжительности включения (60%). А вот 200-ка дает только 40%, что делает ее покупку нецелесообразной – на других величинах тока она полностью идентична своим менее мощным собратьям.
Эти устройства не позволяют плавно регулировать скорость подачи проволоки, доступно только два режима: быстро и медленно. Зато есть функция регулировки жесткости, что редко встречается в бюджетных моделях.




AuroraPRO OVERMAN Относится к профессиональному оборудованию. Представляет аппарат на колесах с местом для газового баллона. При токе в 250А и показателе включения в 60% может работать с достаточно толстой проволокой – до 1,2 мм. Есть возможность регулировки скорости подачи проволоки.
Также выпускается в модификации 250-3 и при сохранении основных характеристик является трехфазным вариантом исполнения.
AuroraPRO SPEEDWAY 160. Позволяет выполнять три режима сварки: полуавтомат, электродом и в газовой среде. Максимальный показатель тока 160А. Есть возможность переполюсовки при использовании порошковой проволоки. При работе с различными газами учтена необходимость регулировки характеристик тока.
Из минусов важно отметить следующее: показатель ПВ равен только 25%, что исключает использование в профессиональной сфере. Переключение в виде кнопок неудобно в работе, хотя выглядит очень эстетично
- AuroraPRO SPEEDWAY 175. По сравнению с предыдущим аппаратом отличается ПВ в 35% и током до 175А. Также присутствует функция горячего старта и защита от залипания электрода.
- AuroraPRO SPEEDWAY 200 и 250. Аппараты изготовлены идентично, позволяют выполнять ручную и автоматическую работы. Первая модель питается от однофазной сети, вторая требует трехфазную. Эти модификации могут быть использованы при профессиональной сварке.
- AuroraPRO SPEEDWAY 300. Инвертор трехфазного типа с возможностью ручной и полуавтоматической сварки. Возможны двух- и четырехтактный режим работы. При значительном весе поставляется в виде коляски. Имеет сертификат НАКС, который позволяет использовать аппарат при профессиональной сварке трубопроводных систем, котельных аппаратов и т.д.
- AuroraPRO SKYWAY Профессиональное оборудование трехфазного режима. Оборудован мощным элементом подачи проволоки, что позволяет применять 20 кг катушки. Есть двух- и четырехтактный режим сварки. Чрезвычайно удобный и продуманный корпус на колесах.
- AuroraPRO ULTIMATE – профессиональные аппараты, с возможным током от 300 до 500А. Позволяют выполнять различные виды сварки, в том числе ответственных производств.
Заметим, что все устройства поставляются производителем с полным набором элементов по возможностям аппарата, а также снабжены двухлетней гарантией.
Главные отличия сварочного полуавтомата и инвертора: какой лучше выбрать
Как уже говорилось ранее, главное отличие инвертора от полуавтомата – использование электродов, в то время как в полуавтоматах используется проволока
Также очень важно качество выполнения сварочных швов. Инверторные виды сварочных аппаратов лучше не применять для сварки алюминиевых и нержавеющих металлов, поскольку их соединение инверторным способом (ММА) очень часто подвергается деформации под влиянием внешних факторов
Более качественно соединить металл сможет полуавтомат, поскольку сварка происходит за счет защитных газов. Защитные газы защищают сварочный аппарат от попадания внутрь устройства различных смесей, мусора. Еще один плюс сварки полуавтоматом — однородное соединение, поскольку во время работы аппарат не выделяет много влаги, в устройство не попадают куски металла и разных посторонних элементов. Это намного повышает качество соединения металлов и продлевает срок активной эксплуатации аппарата. Несмотря на то, что полуавтомат чаще всего применяется в СТО для сварки кузова автомобилей, данный вид сварочного аппарата применяют для сваривания алюминия и других сложных сплавов.
В сварочном полуавтомате подача материала происходит в автоматическом режиме, их три — толкающий, тянущий и толкающе-тянущий. Таким образом, работа продвигается намного быстрее, при этом качество соединения швов очень высокое. На сегодняшний день одни из самых популярных в продаже полуавтоматов — комбинированные аппараты инверторного типа. У них помимо подключаемой горелки есть возможность подключить держатель электродов.
Есть другие технические характеристики, которые отличают полуавтомат и инвертор:
- диапазон и шаг регулировки тока;
- система охлаждения;
- вес и размеры;
- наличие дополнительных функций;
- режим работы.