
Нюансы процесса
Что касается самого процесса сварки, то в его основу ложится толщина стенки трубы. Если этот показатель не превышает 3 мм, то концы труб соединяются электродом без предварительной подготовки, оставляя между ними зазор 2-3 мм.
Конечно, чистота поверхностей (и внешней, и внутренней) должна быть идеальной, поэтому их очищают от загрязнений и обезжиривают спиртом или растворителем.
Если толщина более 3 мм, тогда на концах оцинкованных труб делают фаску с притуплением 1,5-2 мм в зависимости от толщины стенки. Пространство между фасками в процессе варки заполняют расплавленным металлом от электродного стержня.
Важно правильно подобрать силу тока на сварочном аппарате и диаметр электрода. Большой ток приведет к прожиганию соединяемых изделий
То же самое касается электродов с большим диаметром. И наоборот, если ток небольшой величины или мал диаметр расходника, то произойдет непровар. А это снижение качества стыка.
Многое будет зависеть и от скорости движения электрода вдоль сварочной зоны. Здесь, как и в предыдущих случаях, медленное движение – это вероятность прожигание стали и оцинкованного слоя.
Большая скорость – это все тот же непровар. Подходящая скорость сварки приходит с опытом. И чем чаще приходится варить оцинкованные трубы, тем качественнее получается шов.
Правила выполнения сварочных работ
Для того что в итоге получить надежное сварное соединение, осуществляя сварку стальных оцинкованных труб нужно соблюдать ряд правил и требований, выдвигаемых к данному процессу:
- в ходе работы контролируйте состояние цинка, следите за тем, чтобы он не перегрелся, так вы защитите трубы от возникновения коррозийных процессов,
- участок, где соединяются оцинкованные изделия, надо хорошо очистить и обезжирить, для защиты слоя – покройте его флюсом,
- если в процессе сварки используются трубы, толщина стенок которых менее 3 мм, то кромки изделия не нужно предварительно подготавливать, достаточно сделать скосы и гарт,
- горелка, которая применяется для сваривания деталей из оцинковки, по размеру должна быть меньше той, что используется для сварки обычных стальных труб,
- газовое пламя должно быть отрегулировано таким образом, чтобы оставался избыток кислорода,
- прежде чем приступить к сварочным работам, заготовки нужно подогреть,
- прут с покрытием должен располагаться на участке стыка таким образом, чтобы в момент плавления, пламя попадало только на пруток, а не на материал,
- в конце сварки флюс надо убрать.
Чтобы сделать шов максимально устойчивым к возможному появлению трещин, в процессе сварки надо уменьшить количество кремния в месте соединения.
После того как вся работа выполнена, шов нужно покрыть защитным слоем.

Вы можете использовать краску с 94% и более содержанием цинковой пыли, либо цинковую проволоку со 100% содержанием цинка.
Срок службы стальной трубы возрастает на порядок, если ее покрыть защитным слоем цинка. Однако процесс сварки оцинкованных труб имеет свои технологические особенности, несоблюдение которых приводит к быстрому износу трубы в месте стыка и угрожает здоровью сварщика. Существует несколько способов безопасной и качественной сварки оцинкованного металла. Выбор конкретной технологии зависит от локации работ, квалификации сварщика и наличия определенного сварочного оборудования.
Варианты сварки оцинкованных труб – преимущества и недостатки способов

Трубы из оцинкованной стали весьма широко применяются для прокладки различных коммуникаций и сооружения всевозможных металлоконструкций, поскольку отличаются хорошими эксплуатационными качествами. Монтаж таких изделий может производиться несколькими способами. Данный материал расскажет о том, как варить оцинкованную трубу, и какие особенности данного процесса могут иметь значение в процессе работы.
Способы сваривания труб из оцинкованной стали
Технология электрического сваривания металлических изделий предполагает нагревание рабочей поверхности шва до 1200 градусов, тогда как температура кипения цинка составляет лишь 906 градусов. Такая разница в показателях в ряде случаев приводит к выгоранию цинкового слоя.
Среди нежелательных последствий процесса сварки оцинкованных труб можно назвать:
- Испарения цинка являются чрезвычайно вредными для здоровья. Если в помещении недостаточно хорошая вентиляция, вдыхаемые пары могут привести к отравлению или временной остановке дыхания работника.
- Слой цинка на сварочном шве нарушается в процессе работы, так что в этом месте могут начаться коррозийные процессы, при этом профильная оцинкованная труба уже не прослужит так долго, как могла бы.
- Если в процессе сварки оцинкованной трубы электродом происходит интенсивное испарение цинка, поверхность трубы может покрыться порами и трещинками. В результате шов будет недостаточно герметичным и прочным.
Таким образом, соблюдение правил безопасности при работе с данными изделиями является обязательным условием. Лицо нужно защитить специальным респиратором и маской из материалов-диэлектриков. На руки надевают прорезиненные перчатки с термоизоляционной тканью сверху.
Если предварительно обработать рабочую поверхность трубы соляной кислотой, можно избежать вспенивания слоя цинка
Обратите внимание, что в идеале желательно не допускать испарения цинкового покрытия, чтобы не лишить трубу защиты от коррозии. Достигнуть этого можно несколькими методами сварки
Первый метод заключается в механической очистке слоя оцинковки с помощью абразивного круга с наждаком или щетки по металлу. Все дальнейшие сварочные работы будут производиться как с обычными черными трубами.
Недостаток данной технологии заключается в устранении защиты от коррозии, которую обеспечивает цинковое покрытие, так что срок службы такого трубопровода существенно сокращается (прочитайте: «Виды технологий сварки труб – преимущества и недостатки способов»).
Из-за контакта с жидкостью такая труба быстро начнет ржаветь и очень скоро потребуется ее ремонт или полная замена, что повлечет за собой дополнительные трудовые, материальные и временные затраты.
Тем не менее, если участок без цинкового слоя невелик, его можно защитить катодным способом – нанести на зачищенный участок цинковое напыление электрохимическим способом (прочитайте: «Варианты катодной защиты трубопроводов – преимущества и недостатки способов»).
Альтернативной технологией сварки оцинкованной трубы будет применение специальных флюсов для пайки. В таком случае удалять цинковое покрытие не нужно. Такой метод широко используется в тех ситуациях, когда выполнить зачистку трубы невозможно. Для соединения труб требуется сплав UTP 1 и флюс HLS-B. Примечательно, что флюс при контакте с водой полностью растворяется, он безопасен для здоровья, поэтому такой способ вполне приемлем для сборки водопроводных систем.
Метод сварки труб из оцинковки с применением флюса
Перед тем как варить оцинкованные трубы электросваркой с применением флюса, кромки труб нужно зачистить до блеска металла и обезжирить, причем обработке следует подвергнуть как внешнюю, так и внутреннюю часть трубы (про
Применение полуавтомата
Хороший результат получается при сварке оцинковки полуавтоматом с правильно выбранными присадками. Практикой подтверждена эффективность присадок, содержащих медь в сочетании с кремнием, алюминием или марганцем. Это могут быть следующие вещества: CuSi3, CuAl8, CuSi2Mn. От соотношения компонентов зависит прочность соединения и легкость последующей механической обработки.
Соединение меди с кремнием, которое содержит оцинковка, способствует образованию не очень прочного, но легко обрабатываемого шва.
Неорганический композит из меди и алюминия, прежде всего, рекомендуют для продукции, содержащей алюминий в свариваемых конструкциях.
Трехкомпонентное вещество из меди, кремния и марганца обеспечивает шов с повышенной прочностью. Впоследствии для его обработки нужно прилагать значительные усилия.








Медь плавится при температуре более низкой, чем температура плавления стальных сплавов. Поэтому такая сварка оцинковки в значительно мере напоминает запаивание.
Если все сделано профессионально грамотно, то от корродирования защищен как базовый металл, так и шов при минимальных затратах изначальной энергии на сварку.
Рабочая зона очищается строго в обозначенных размерах. Не происходит разбрызгивания материалов при нагреве до температуры сварки. Оцинковка в этом случае сваривается прочно.
https://youtube.com/watch?v=po6Q8Vds3dg
Для обеспечения стабильности процесса тщательно выбирают источник питания, режимы регулировки. Максимальное качество шва на оцинковке достигается при импульсном токе в инертной среде аргона. В качестве защитных газов могут быть применены также гелий, диоксид углерода или другие инертные газообразные вещества.
Подготовка
Сварка оцинкованной стали – это работа, доступная даже сварщикам-любителям. Перед проведением работы рекомендуется потренироваться на каких-либо похожих обрезках, чтобы «набить руку» и отрегулировать настройки аппарата.
Сварщик должен соблюдать ряд мер личной безопасности:
- работу нужно производить в обычной защитной маске и респираторе, либо в маске с вентиляционным устройством;
- перчатки с теплоизоляционным покрытием должны иметь резиновое покрытие.

Сварка оцинковки производится любым из основных способов соединения:
- Ручная сварка – для стали толщиной от 1,5 мм.
- Сварка полуавтоматическим аппаратом – применяется для металла более 0,6 мм толщиной.
- Контактная точечная сварка – предназначена в первую очередь для соединения жести толщиной до 0,45 мм.
- Газовая сварка ацетилен-кислородной смесью – подходит для стали любой толщины.
Независимо от выбранного метода сварки, необходимо принимать во внимание ряд условий:
- Температура плавления цинка (420°C) ниже температуры плавления стали (1100-1200°C), уже при температуре в 906°C происходит его испарение. Пары цинка в воздухе загрязняют атмосферу и оказывают вредное влияние на здоровье сварщика.
- Расплав цинка вспенивается и попадает в структуру стали, нарушая заданные параметры металла, а цинк, затекающий в сварной шов приводит к потере его качества.
- Шов выполняется «наплывом», электрод либо горелка подводится многократно, короткими касаниями.
- Не следует варить большие участки одним швом, следует контролировать качество сварочного шва.
- Перед свариванием цинк должен выгореть полностью, чтобы избежать вспенивания шва.
- При толщине стали более 4 мм, в сварном соединении делается фаска на 1/3 толщины листа.
- От выгорания цинка на металл можно положить асбестовую ткань, либо просто мокрую ткань.
Особенности соединения
Когда обустраивают инженерные коммуникации, то сварка оцинкованной стали становится весьма востребованной процедурой.
Но сплавление таких изделий благодаря резьбе является проблематичным процессом из-за свойства строительного материала. Это добавляет сварке оцинкованных изделий большей стоимости на выполнение работы.
 Напыление цинка при помощи газовой горелки.
Напыление цинка при помощи газовой горелки.
Для оцинкованной сварки зачастую используют классические сварочные инструменты, но к их выбору необходимо подходить внимательно, поскольку любое неверное движение может привести к повреждению поверхности, а это провоцирует появление коррозии.
Необходимо отметить, что для того чтобы защитить оцинкованные детали нужно постараться минимизировать работу сварочного инструмента, тогда материал не будет испаряться.
Для этой процедуры специалисты зачастую используют электрод, который может выдержать большую частоту тока. Это дает возможность пользоваться более высокой температурой, нежели в обычной ситуации.
Электроды для сварки цинка также обладают определенными преимуществами, которые облегчают рабочий процесс:
- повышают безопасность в момент эксплуатации;
- доводят материал до нужных условий за максимально короткое время;
- не дает материалу возможности испариться.
Способы оцинковки стали
Существует несколько способов нанесения цинка на поверхность стали. Самыми распространенными считаются такие способы:
- гальванический способ;
- напыление;
- горячее цинкование.
Гальванический способ
Гальванический способ покрытия заключается в процессе осаждения защитного металла на изделии с помощью электрического тока. Такой способ очень распространен, поскольку с его использованием можно получить защитное покрытие хорошего качества, с легкостью изменять толщину защитного слоя, бережно расходовать цветные металлы, находящиеся в дефиците (цинк, например). Это не наилучший из способов увеличения сопротивляемости схватыванию трущихся поверхностей. Но этот способ простой, технологичный и дает возможность проводить работы с большой точностью.
Напыление
Схема напыления цинка.
Способ заключается в распылении из специальных элекродуговых или газопламенных пистолетов расплавленного металла на поверхность, которую необходимо покрыть. Цинковая проволока закладывается в распылительный пистолет, плавится и выбрызгивается на изделие. Цинковые расплавленные капли на поверхности застывают, становятся похожими на мелкие чешуйки, которые формируют покрытие. Для применения такого способа оцинковки не требуется энергозатратного и крупногабаритного оборудования (ванн, к примеру). Напыление можно применять не только в условиях цеха, но также в полевых условиях непосредственно при монтаже.
Горячее цинкование
Схема процесса горячего цинкования стали.
Горячее цинкование считается самым крупномасштабным методом нанесения цинкового покрытия на сталь. Оно наносится путем кратковременного погружения в ванну с расплавленным цинком (температура цинка — около 500-520 градусов по Цельсию) предварительно протравленных или очищенных механически, обезжиренных крепежных изделий из черного металла. Перед погружением в цинковый расплав изделия проходят флюсование и подготовительный разогрев. После извлечения изделий из расплава они подвергаются центрифугированию с целью охлаждения и удаления излишков цинка. Такой вид оцинковки имеет очень широкое распространение. Он уникален тем, что создает двойную антикоррозионную защиту: собственно сама оболочка и возможность катодного восстановления стали при повреждении цинкового покрытия.
Толщина цинкового слоя, наносимого на поверхность стали, может варьироваться в диапазоне от 2 до 150 микрон.
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
Выбираем электроды для сварки труб
Подбор электродов для сварки труб — это основополагающий процесс, от которого в результате будет зависеть качество шва и его надёжность
Учитывать нужно абсолютно все нюансы, даже самые незначительные, но, к сожалению, многие сварщики, в том числе и профессионалы, не всегда уделяют этому должное внимание
Если речь идет о прокладывании профильных или стандартных труб, рано или поздно придётся использовать сварочный аппарат. При выборе электрода стоит знать о первом и самом главном их отличии одного от другого, они могут быть плавящимися и неплавящимися.
Особенности плавящихся электродов
Для производства данного вида электродов применяется сварочная проволока, она имеет защитное покрытие, которое необходимо для стабилизации работы и требуемых магнитных характеристик. А неплавящийся изготавливается из графита, вольфрама и электрического угля.






Покрытие для плавящегося электрода также необходимо для возможности получить качественный и надежный шов, оно наносится с помощью погружения в расплавленный металл и прессовки.
Какие преимущества плавящихся электродов:
- Они позволяют проводить сварку из любого положения.
- Повышенная производительность.
- Минимальное влияние окисления на процесс соединения.
- Безопасны для сварщика во время работы.
Недостатки:
- высокое излучение сварочной дуги;
- разбрызгивание во время сварки;
- установлены пределы по показателям тока.
Это основные параметры, которые стоит обязательно учитывать перед началом выбора требуемых электродов.
Как правильно выбрать электрод
Стержни могут отличаться своей толщиной и количеством покрытия. Для сварки оцинкованных труб или каких-либо других применяются электроды диаметром 2-5 мм. А само покрытие будет составлять от 5% до 20% от всей массы изделия.
Чаще всего специалистами используются более толстые стержни. Происходит это потому, что они способны предать процессу сварки необходимой атмосферы, которая препятствует попаданию воздуха в зону соединения. Но ещё стоит учитывать, что они отличаются большим количеством выделяемых шлаков. А они в свою очередь могут влиять на надежность стыковки. Поэтому необходимо научиться находить золотую середину для оптимальной работы со сваркой трубопровода.
Как выбрать электрод, если брать в расчет толщину трубы?
- Если толщина, например, нержавеющих труб, равна 5 мм, то электрод должен иметь диаметр не более 3 мм.
- Когда труба имеет размер более 5 мм, потребуются стержни 4 мм.
- Также диаметр 4 мм используется для многослойного формирования сварочного соединения.
Еще стоит учесть максимальный показатель тока, который способен пропустить через себя стержень, и расход электродов при сварке труб, что поможет сократить денежные вложения.
Процесс сварки трубопровода
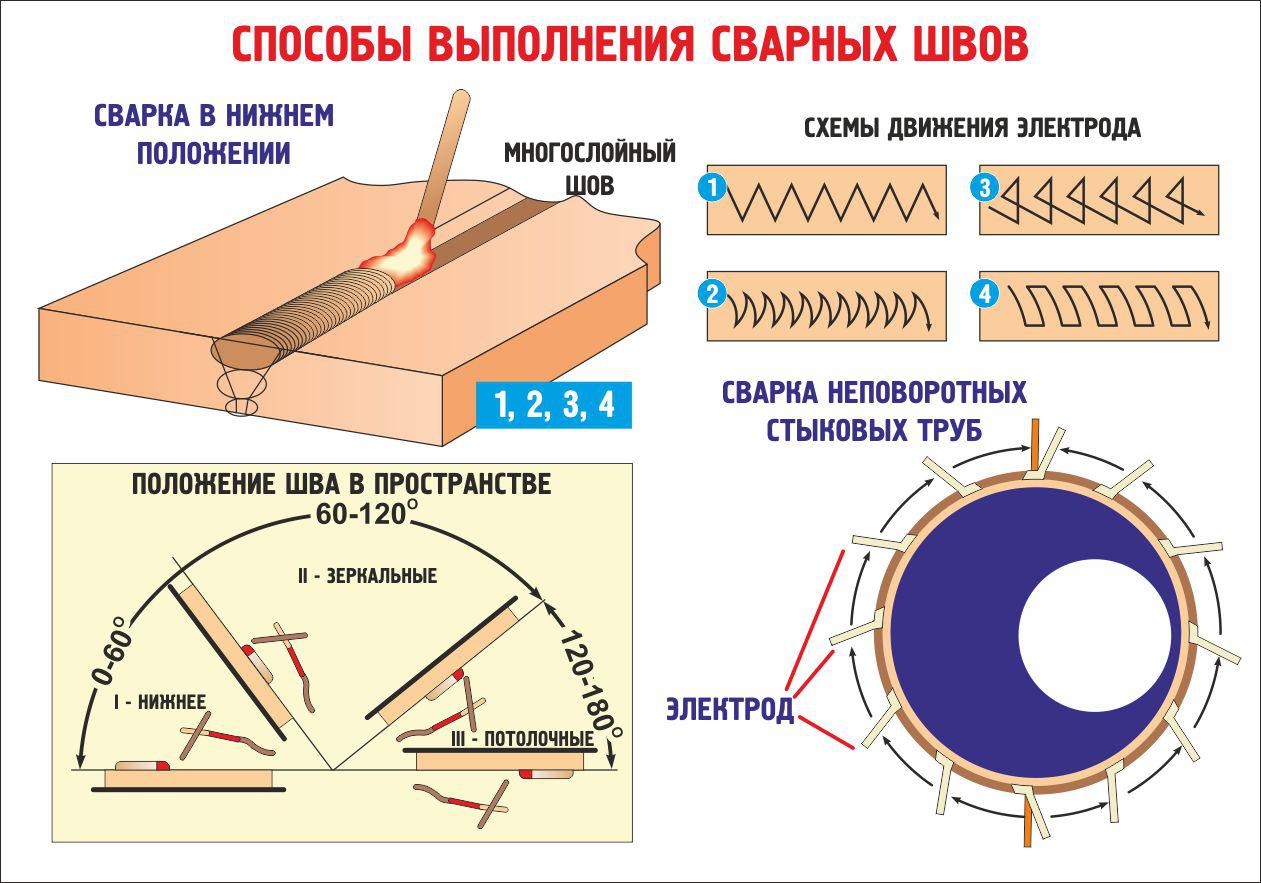
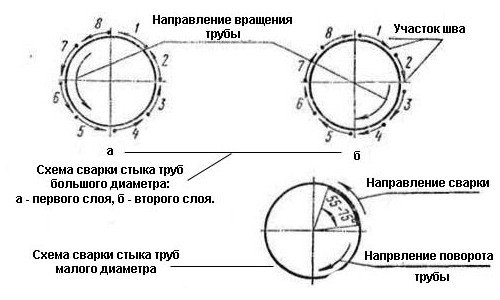
После того как выбор сделан, можно переходить к процессу сварки. Для начала стоит понимать, как нужно перемещать дугу вдоль соединения, в этом помогут несколько простых советов от экспертов:
- дуга ведётся поперечно, применяя колебательные движения для получения требуемой толщины шва;
- если продвигать дугу продольно, это позволит сделать тонкий шов с высотой, которая полностью зависит от скорости движения выбранного стержня вдоль соединяемой поверхности;
- чтобы поддержать стабильность электрической дуги, её нужно вести постепенно на протяжении всего сварочного процесса.
Обратите внимание!
Правила безопасности
Безопасность — это та составляющая сварочного процесса, к которой стоит подходить с большой ответственностью. Ведь если проигнорировать правила, можно получить серьёзные травмы, такие как ожоги от попадания расплавленного металла, ожог глаз от дуговой вспышки, или стать жертвой удара током. Избежать подобных ситуаций можно, придерживаясь простых рекомендаций, а именно:
- во время работы на сварщике не должно быть мокрой одежды;
- обязательно нужно использовать защитную маску для лица;
- все провода, через которые идет ток, нужно обязательно изолировать любым доступным способом;
- перед началом проведения сварки нужно не забывать о заземлении агрегата и дополнительных устройств, если они есть;
- в небольших помещениях необходимо использовать резиновую обувь или постилать резиновый коврик, он будет играть роль изолятора.
Методы сварки
Для соединения оцинкованных труб на выбор используются два метода:
- Электродуговой.
- Газовый.
Соответственно, первый способ требует применения электродов, а второй газовой горелки. При электродуговом способе немаловажную роль играет толщина труб, подлежащих сварке. Если она является значительной, то перед началом необходимо с краев труб снять фаски. Тонкостенные трубы можно сваривать без предварительной обработки.
Кроме грамотного выбора электродов качество соединения будет зависеть от квалификации сварщика и его опыта. Сварка труб с цинковым покрытием потребует работы быстрой, но аккуратной. Вначале делают состыковку оцинкованных труб с небольшим зазором. Зазор между деталями необходим для того, чтобы улучшить провар. К тому же это улучшает видимость получаемого шва и дает возможность более правильно перемещать электрод.
Для фиксации необходимо выполнить как минимум три прихватки, чтобы избежать перекоса труб во время работы. Величину тока следует немного увеличить, чтобы можно было вначале прожечь саму оцинковку, которая иначе может препятствовать возникновению дуги, после чего можно начинать спокойно сплавлять металл.
Важна скорость ведения электрода. Если процесс осуществляется слишком медленно, то возможно проявление прожига, а при быстрой сварке возникнут области непровара. Пламя горелки следует направлять не на трубы, а на припой. При сваривании необходимо поддерживать постоянное пламя, чтобы избежать непроваров.

При газовом методе используют горелку меньшую, чем для сварки черных металлов.

При использовании слишком большого сопла горелки заготовки могут перегреться, и цинк начнет испаряться. При выборе горелки с маленьким размером сопла не произойдет достаточного разогрева и может возникнуть прилипание припоя к поверхности трубы. После завершения сварки любым из предложенных методов необходима зачистка шва и покрытие места его расположения антикоррозийным составом, предназначенным специально для оцинкованных труб.
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
- подобрать подходящую по параметрам проволоку или электроды;
- собрать нужное оборудование;
- выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.
Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
- инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
- горелка;
- баллоны с газом;
- держатель электродов или система подачи проволоки;
- рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
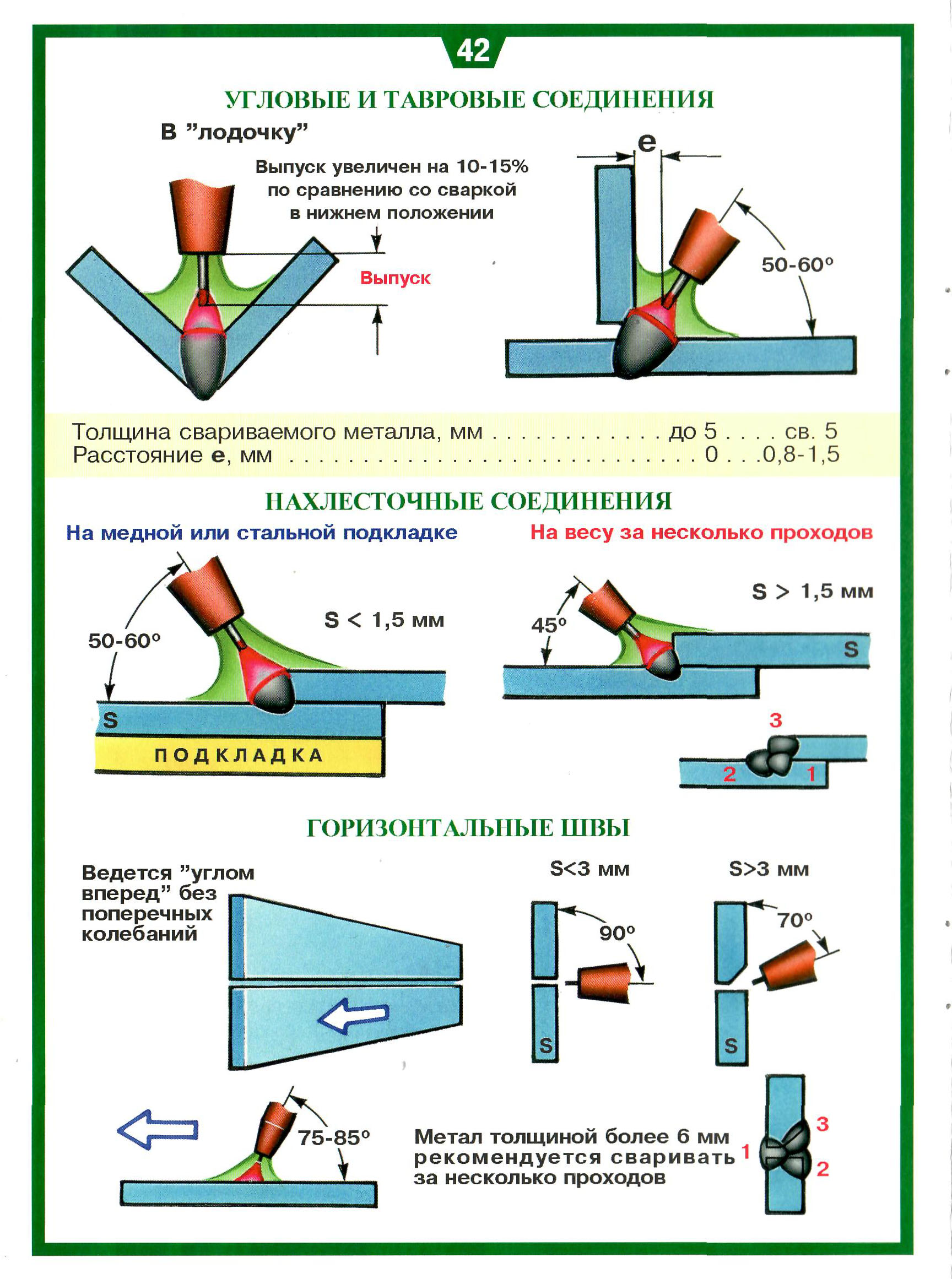
- при толщине заготовки более 3 мм делают скос под углом 800 на расстояние 1–1,5 мм на поверхности формирования шва;
- торцы чистят от пыли, грязи, зачищают заусенцы, обрабатывают кромки, обезжиривают специальными составами;
- укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
- на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.
Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
- Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
- Нагревают флюс до тех пор, пока он не станет прозрачным.
- Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
- Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 950, проволоки – 150-300.
Завершающие работы
На завершающем этапе выполняются следующие работы:
- смывают флюс;
- зачищают шов;
- обрабатывают поверхность антикоррозионным составом.
Для безопасной работы требуется использование специальных защитных средств для органов дыхания либо обеспечить качественное проветривание помещений при помощи естественной или принудительной вентиляции.
Сварка труб электродом, оцинковка, водопровод
Сварка полуавтоматом алюминия
Аппарат подает электрод к свариваемому металлу. Всю работу сварщик должен выполнять самостоятельно.
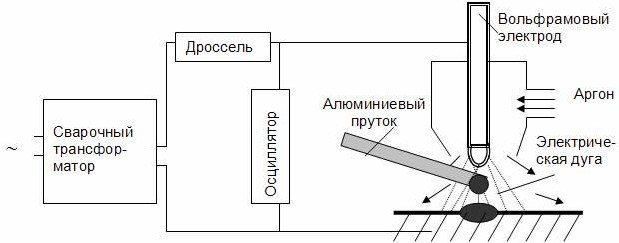
Схема дуговой сварки алюминия.
Как выполняется дуговая сварка алюминия:
- Материал необходимо варить алюминиевой проволокой. Алюминиевая проволока мягкая, образует петли, поэтому при сварке необходимо применять специальный токосъем.
- При сварке алюминия используется аргон. Он должен соответствовать необходимым параметрам. Аргон должен иметь давление, позволяющее надежно защитить сварочную ванну.
- При этом надо обеспечить такую сварку, в процессе которой не будет попадания разреженного воздуха в аппарат, которая может произойти при высокой скорости прохождения газа.
Сварщик выполняет следующую работу:
- Очищает материал, предназначенный для сваривания.
- При помощи растворителя удаляет все загрязнения.
- Выполняет проверочный шов на специальном образце.
- Сварщик должен уметь пробить окисную пленку на материале, правильно выполнять сварку металла и при этом контролировать сварочную ванну.
При соблюдении этих условий варка алюминия будет выполнена правильно.
Правила выполнения сварочных работ
Для того, чтобы грамотно провести процесс цинкования при помощи сварочного инструмента, каждому мастеру необходимо придерживаться определенных правил выполнения сварочных работ.
Чертеж сварки труб.
- Во время рабочего процесса необходимо контролировать цинк. Его температура не должна превышать положенную норму. Это дает возможность защитить трубопроводу от коррозийного налета.
- Для крепкой сварки оцинковки используют электроды. Перед началом работы необходимо поверхность почистить от пыли и грязи, а также обезжирить. Для защиты цинкового слоя в момент сварки наносят флюс. Его количество должно превышать в несколько раз больше, нежели при классическом скреплении.
- При сваривании труб со стенками меньше, чем 3 миллиметра, специально обрабатывать материал необязательно. Можно ограничиться скосами и гартами.
- Сварочный инструмент для оцинковочных работ должен иметь меньший размер, чем при работе со сталью.
- Используя газовую горелку, огонь необходимо подрегулировать таким образом, чтобы кислорода было немного больше полагаемого количества.
- Прежде чем сваривать детали, их нужно немного прогреть. Желательно захватить большую часть поверхности.
- Для сварки оцинкованных труб необходимо поставить уголок на том участке, где планируется скрепить части. Он нужен, чтобы защитить поверхность и материал от воздействия огня горелки.
- После того, как все сварочные работы будут закончен флюсовый слой необходимо снять.
Завершающий этап и последующая обработка стыка
Сварные оцинкованные трубы имеют шов, не защищенный от коррозии, при сварке газовыми горелками выгорает значительный участок оцинковки вокруг стыка — все это приводит к слабой коррозионной устойчивости соединения. До и после окончания сварки, обработки и сглаживания шва абразивными материалами, используют следующие методы для борьбы с коррозией:
- При сварке с использованием газовых горелок применяют прутки из коррозионно-устойчивых нержавеющих материалов (цинково-кадмиевые, латунные).
- Для защиты внешней поверхности используют газотермическое напыление цинка или покрытие из цинкосодержащих материалов в виде краски.
Следует отметить, что данные методы эффективны в случае использования оцинкованного трубопровода для подводки газа, если сваренная труба с покрытием устанавливается в систему отопления, то выгоревший изнутри цинковый слой уже не защищает ее поверхность, и коррозия будет происходить довольно быстро. Поэтому при использовании цинковых труб для отопления применяет другие современные методы их соединения с использованием фитинговой арматуры.
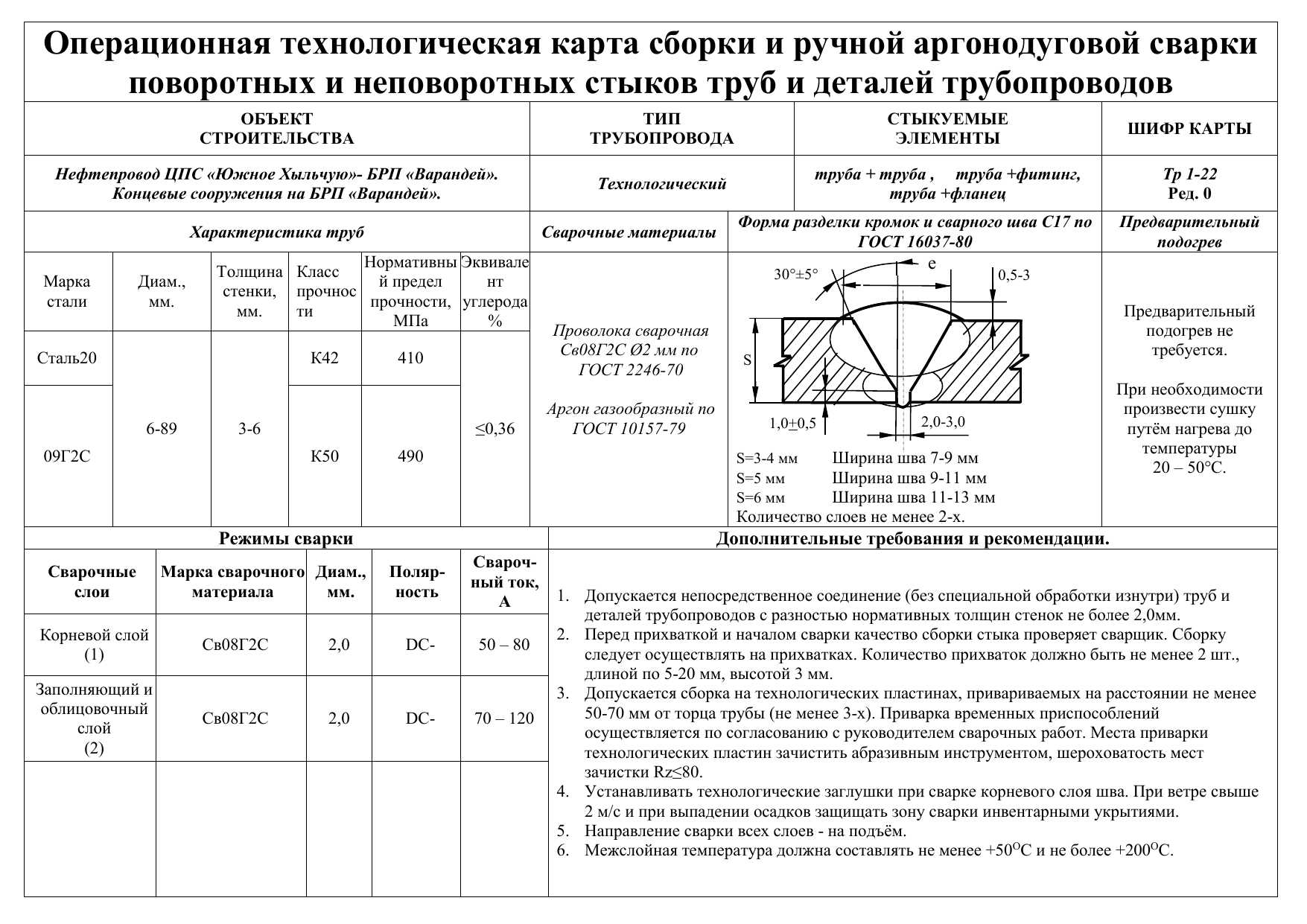

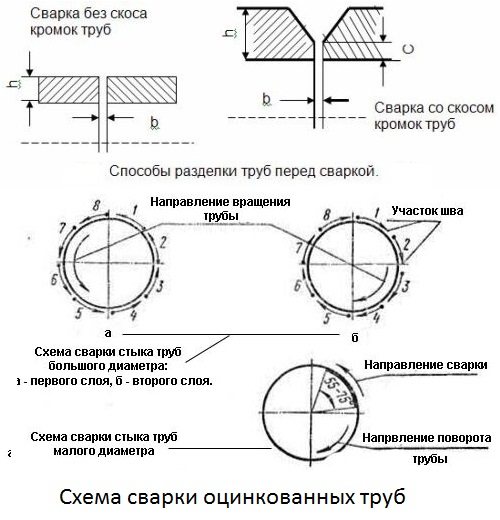






Рис. 14 Соединение пайко-сваркой деталей с металлической поверхностью из цинка – внешний вид
Способы сваривания
Осуществить сварку металлов с защитным покрытием из цинка можно несколькими способами. Для каждой технологии потребуется определенное оборудование.
Ручная дуговая сварка
При сварке оцинкованного металла с помощью электродов важно помнить:
- чтобы избежать порообразования, сила тока должна быть в пределах 10-50 А;
- во время сварки не должно быть резких движений;
- расстояние между элементами, которые нужно соединить, по сравнению с простой сваркой, должно быть в два раза больше.
Если защитный слой цинка толще 15 мкм и меньше 40, то можно воспользоваться специальными электродами для цинка. Работа ведется до тех пор, пока полностью не сойдет оцинковка.
Сварка полуавтоматом
Технология подразумевает работу с применением присадочной проволоки и защитных газов. Они подаются с помощью сварочного рукава, в результате ванна получает защиту от внешних воздействий.
Проволока различается по диаметру. Бывает она 0.6, 0.8, 1 и 1.2 мм. Если требуется соединить тонкие оцинкованные стальные листы толщиной менее 4 мм, то подойдет проволока 0.6 или 0.8 мм в диаметре. Для более толстых изделий лучше использовать проволоку 1-1.2 мм.
Инверторная сварка электродами
Как правило, эта технология сварки используется, когда необходимо соединить тонкие оцинкованные детали. Во время работы применяется ток с обратной полярностью. Клемма с отрицательным зарядом подключается к свариваемому металлу, а с положительным – к держателю.
Этот подход позволяет добиться минимального деформирования металлической конструкции. Основные особенности сварки инвертором с применением электродов:
- лучше выбирать электроды малого диаметра (до 2 мм), чтобы получить ровный красивый шов;
- если нужно приварить деталь, используя ток небольшой силы, рекомендуется применять изделия с повышенным коэффициентом расплавления;
- если предстоит работа со стальными листами толщиной менее 4 мм, то движения электрода не должны быть резкими;
- правильное расположение электрода – 45-90 градусов по отношению к рабочей поверхности. Это позволит избежать прожигания детали и сделать аккуратный шов.
С применением флюса
Метод сварки полуавтоматом с использованием флюса подразумевает обязательную подготовку рабочей поверхности перед работой. В этом случае также подается присадочная проволока, но защитную функцию выполняет флюс, а не газ. Такой способ сварки позволяет работать не только с оцинкованными заготовками, но и такими металлами, как медь и алюминий. Изделие необходимо зачистить буквально до блеска и обезжирить. Во время сварки оцинковки требуется примерно в два раза больше флюса, чем при соединении обычных металлов.
Слишком большой диаметр сопла может привести к перегреву металла, и цинк начнет испаряться и утратит свои защитные свойства, а сопло недостаточного размера не разогреет рабочую поверхность, что приведет к прилипанию припоя.