
Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.
Электрод для сварки чугуна МНЧ-2
ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.
Электрод ОЗЧ-2
ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.
Электрод ЦЧ-4
ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.
Электрод ОЗЖН-1
ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.
Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия
Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
2 Способы и технология сварки чугуна электродами
Для сварки используются угольные либо покрытые виды электродов по чугуну.
Специалисты выделяют три ключевых технологических варианта процесса сваривания чугунных изделий:
- с получением цветных сплавов в металле сварочного шва;
- с получением низкоуглеродистой стали в металле шва;
- с получение непосредственно чугуна в металле шва.
По виду сварочные мероприятия делят также на три типа:
- без предварительного нагрева – холодная сварка;
- с подогревом свариваемых поверхностей до температуры около 450 градусов по Цельсию;
- с подогревом до температуры около 650 градусов.

Предварительный подогрев изделий применяется для предотвращения возникновения закаленных и отбеленных зон на металле и трещин в нем. Полугорячие и горячие методы незаменимы в случаях, когда необходимо получить чугун в металле сварного шва с такими характеристиками, которые практически идентичны параметрам основного металла заготовки. Холодные сварочные операции рекомендованы для ситуаций, не предусматривающих получение в металле шва чугуна.
Для электродуговой ручной сварки чугунных изделий по горячей технологии используют чугунные электроды (иногда – угольные). Такие стержни изготавливают из чугуна двух видов – «А» и «Б»
При этом важно разобраться в вопросах того, как правильно варить чугун электродами в данной ситуации. Ничего сложно в этом мероприятии нет
Главное помнить – сварка по горячей методе выполняется на больших токах по непрерывной схеме вплоть до полного завершения заварки. Если требуется соединение больших по объему работ конструкций, сварка производится несколькими специалистами, которые сменяют друг друга, не прекращая ни на минуту операцию.

Когда используются угольные электроды для сварки чугуна (их сечение должно быть не более 20 и не менее 8 миллиметров), процесс ведется на прямом по полярности постоянном токе. Держатель стержня обязательно оснащается защитным щитком, который предохраняет от мощного теплового излучения руки сварщика.










Горячий способ соединения чугунных изделий при всех своих достоинствах имеет и некоторые недостатки, к коим относят:
- дороговизну и достаточно-таки высокую продолжительность процесса;
- повышенную трудоемкость операции, которая связана с трудностями обеспечения нагрева всей поверхности металла максимально равномерно, а также с потребностью в формовке сварочного места.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Работа с чугуном
Чугун — это вид металла, в котором имеется железо, углерод и небольшое количество других элементов. Такое сочетание определяет его характеристики и особенности. В частности, технология получения чугуна приводит к появлению в нем такого качества, как повышенная хрупкость. Поэтому его не используют для изготовления изделий, работающих под высокими нагрузками.
Однако, чугун имеет широкое распространение в черной металлургии и машиностроении. Его преимущества заключаются в том, что он легче стали, хотя и менее прочный. Чугун относится к чистым материалам в области экологии, проявляет стойкость к кислотно-щелочным средам, не теряет свои качества при длительном использовании. Имеются некоторые различия между серым и белым чугуном. Белому чугуну свойственна хрупкость, а серому — небольшая пластичность.
Трудоемкость сваривания чугунных изделий объясняется тем, что в этом металле повышено образование трещин и пор, при накаливании приобретается текучесть. Для получения качественное соединение изделий, изготовленных из чугуна, требуется некоторый опыт. Снизить образование дефектов также помогут сварочные электроды для чугуна, разработанные специально для этой цели.
Чтобы разобраться, какими электродами варить чугун, следует знать, что существуют разнообразные марки электродов для сварки чугуна. Из их числа необходимо сделать грамотный выбор для осуществления конкретной работы. Имеется ограничение — чугун, длительное время находившийся в неблагоприятных условиях, подвергавшийся воздействию кислой среды, масла и влажности, обработке не подлежит, то есть чугун является металлом, имеющим ограничение по сварке.
При соединении деталей из чугуна могут произойти некоторые неприятности:
- при нарушении температурного режима в месте образования шва возможно появление дефектов;
- низкая текучесть чугуна при слишком высокой температуре может привести к увеличению внутренних напряжений в месте соединения;
- при плавлении металла возможно образование тугоплавких окислов, имеющих температуру плавления более высокую, чем у чугунных деталей;
- выгорание углерода может привести к образованию в сварном шве пор;
- при остывании после окончания сварочного процесса на сварном шве могут появиться трещины, что объясняется наличием в металле графита.
Поскольку чугун является жидкотекучим материалом, сварку следует проводить в нижнем горизонтальном положении. Грамотно выбранные электроды по чугуну помогут решить эти проблемы.
Сварка чугуна стальными электродами
Наплавка валика на чугунную деталь стальным электродом дает в первом слое половинчатые сплавы чугуна и высокоуглеродистой стали с содержанием углерода 1,6…1,8 %. Такие сплавы легко образуют твердые закаленные зоны и обладают большой хрупкостью. Технологические приемы сварки чугуна направлены на снижение твердости, хрупкости и трещинообразования в переходных зонах и в первых слоях наплавки.
Такими приемами являются:
- выполнение сварки первых слоев на режимах с малой погонной энергией;
- применение электродов малого диаметра 3…4 мм;
- уменьшение силы тока до 90…150 А;
- обеспечение минимальной глубины проплавления (1,5…2 мм);
- использование обратного слоя (после наплавки первого валика длиной 50…60 мм сварщик сейчас же накладывает на этот валик второй слой). Такой прием является местной термообработкой, что улучшает структуру сварного соединения.
Применение этих мероприятий улучшает структуру переходных зон и увеличивает пластичность первого слоя наплавки, но полностью закалку и возникновение трещин не устраняет.
Широкая производственная проверка стальных электродов показала, что они в ряде случаев вполне обеспечивают надежное сварное соединение чугуна. Из числа качественных электродов хорошо зарекомендовали себя электроды марки УОНИ 13/55, дающие надежное сплавление с чугуном. Наплавленный металл обладает некоторой вязкостью, а во 2-м и 3-м слоях обрабатываемостью. Металл, наплавленный электродами марки ЦЧ-4, удовлетворительно обрабатывается режущим инструментом. В состав электродов ЦЧ-4 введен сильный карбидообразователь – ванадий.
При ремонте крупных дефектов массивных чугунных деталей стальным электродом применяется способ сварки с «шурупами». Для увеличения прочности сварного соединения, когда к нему не предъявляется других требований (например, при ремонте станин, рам, кронштейнов и других несущих элементов толстостенных конструкций), применяют стальные шпильки, которые частично разгружают наиболее слабую часть сварного соединения – линию сплавления.
Шпильки имеют резьбу, их ввертывают в тело свариваемой детали. Размеры шпилек обычно зависят от толщины свариваемых деталей. Практикой установлены следующие рекомендации: диаметр шпилек 0,3…0,4 толщины детали, но не более 12 мм; глубина ввертывания шпилек 1,5 диаметра их, но не более половины толщины свариваемых деталей; высота выступающей части 0,75…1,2 диаметра шпильки. Шпильки располагают в шахматном порядке на скошенных кромках деталей и в один ряд на поверхности детали с каждой стороны стыка, причем расстояние между ними должно быть равно 4…6 диаметров шпильки.
Сварку выполняют в следующем порядке. Сначала обваривают каждую шпильку и облицовывают поверхности кромок электродами диаметром 3 мм на малых токах. Затем на облицованные кромки
и шпильки наплавляют валики и окончательно заполняют разделку. При сварке деталей с толстыми стенками для уменьшения количества наплавленного металла рекомендуется в шов вваривать связи из круглой или полосовой стали (рис. 2). Для удержания расплавленного металла шва рекомендуется заформовать дефектный участок. При сварке нужно давать перерывы до охлаждения детали. На расстоянии 50…100 мм от шва температура основного металла не должна превышать 50…60 °С (терпит рука).
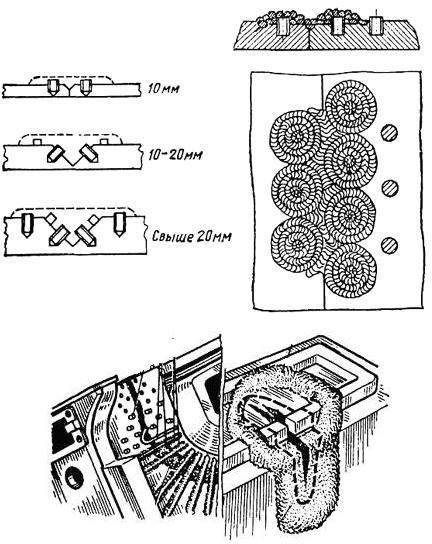
Рис. 2. Ремонтная сварка чугунного изделия стальным электродом с применением шпилек
Крайние ряды шпилек должны обвариваться после того, как заварен весь исправляемый участок. При многослойной сварке валики должны пересекаться под углом.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.
Подготовка поверхности
Сваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй
Важно не перегревать материал
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Сварка ЧУГУНА с секретом , ДЕДОВСКИЙ СПОСОБ, так сможет каждый!
Электросварка
Электродуговая сварка в качестве расходного материала предполагает электрод, покрытый флюсом. Есть несколько видов электродов, пригодных для такого вида работ: на основе чугуна, легированной стали, из медных и никелевых сплавов. После механической обработки будущей сварной зоны (торцевания, сверления отверстий в местах окончания трещин, соединения деталей крепежом) следует выбрать такую последовательность сварных проходов, чтобы обеспечить равномерный и минимальный нагрев всей детали. Перед каждым следующим проходом шву нужно дать остыть. Во время ожидания охлаждения можно его обстучать — это уменьшает напряжения в металле.










Поскольку применяемые электроды прочнее обрабатываемого чугуна, нет никакой необходимости делать особенно толстые швы. Последнее также помогает уберечь место сварки от тепловых деформаций
Следует избегать резких охлаждений, пользоваться для этого водой допускается только с большой осторожностью и в исключительных случаях
Для описанных выше работ актуальны все требования к технике безопасности проведения сварочных работ и правила безопасной эксплуатации электрического оборудования.
https://youtube.com/watch?v=Xoamtv9bsXs
Основные сложности при сваривании чугуна
Чугун обладает гораздо большей текучестью, чем у стали, поэтому варить различные изделия из чугуна в домашних условиях, рекомендуется только в нижнем положении. Если сильно перегреть чугун во время сварки, то это приведёт к образованию больших пор и напряжения в сварочном шве. Поэтому не рекомендуется сильно перегревать чугун и подвергать его быстрому остыванию.
Основные дефекты при сварке чугуна связаны именно с неравномерным нагреванием и охлаждением свариваемых изделий. Появление трещин при этом, самый сложный дефект, от которого очень трудно избавиться в дальнейшем
Кроме того, при сварке чугуна очень важно осуществлять правильную подготовку материалов
Подготовка чугуна к сварке
Чтобы получить качественное сварное соединение, поверхность чугуна перед сваркой должным образом подготавливается. Во-первых, её нужно очистить от любых загрязнений, после чего обезжирить, например, ацетоном или растворителем.
Если необходимо варить тонкий чугун, то обязательно следует предусмотреть специальные теплоотводящие подкладки под места сварки. Обязательным условием при сварке чугуна, является и разделка кромок изделий. Для этих целей ещё перед свариванием, их кромки обрабатываются напильником или УШМ с диском по металлу.

В том случае, когда нужно заварить трещину в чугуне, то она обязательно засверливается по краям, после чего, как и с кромками, разделывается по всей своей длине. Некоторые сварщики сначала вырезают трещины, после чего засверливают края, чтобы не допустить их дальнейшего распространения.
В зависимости от выбранного способа сварки чугуна, а их бывает всего лишь три (горячий, полугорячий и холодный метод), требуется нагрев изделия. Рассмотрим более подробно технологический процесс сваривания чугунных изделий в домашних условиях.
Способы сварки чугуна
Существует три способа сварки чугуна:

Горячий способ — требует нагревания чугунных изделий перед соединением до температуры не менее 600°С.
Полугорячий способ — мало чем отличается от горячего способа сварки чугуна, за исключением температуры, которая почти что вполовину ниже (300-350°С).
Холодный способ — осуществляется штучным электродом без предварительного прогрева чугунных заготовок. Сварка чугуна в домашних условиях осуществляется как раз данным методом соединения.
Как сваривать электросваркой
Перед тем как начать сваривание с использованием электродов обязательно нужно внимательно изучить особенности сварки чугуна данного вида. В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Повышение хрупкости связано с тем, что в период проведения сварочных работ сплав на сплав из чугуна оказывается высокая закалка. По этой причине сварка электродами котла чугунного и других деталей в промышленных условиях имеет существенные отличия по сравнению с обычной обработкой других изделий. Во время нее требуется проводить нагревание материала до температуры почти 600-650 градусов Цельсия.

Обычно при электросварке используются два вида электродов:
- ОЗЧ-2. Электроды данный модели имеют стержень из медного металла, который покрыт специальным составом с содержанием графита;
- МНЧ-2. Для стержня электродов данного вида применяются разные виды металлов — никель, медь, марганец и железо. Данная модель является самым подходящим вариантом для электросварки чугуна, но она имеет высокую стоимость.
Особенности сварки чугунных деталей с использованием электродов:
- во время электросварки холодным методом необходимо соблюдать определенный темп наложения швов;
- требуется контролирование проведения процесса сваривания, это поможет избежать перегревания поверхности выше установленных показателей;
- сварщик должен производить работы «вразброс», небольшими частями. При этом обязательно должна выполняться проковка и делаться перерывы;
- в связи с тем, что главная особенность чугуна состоит в том, что он достаточно медленно остывает, поэтому чтобы заварить деталь из чугуна может потребоваться некоторый период времени;
- если восстанавливаются дефекты небольшого размера, то дополнительно может потребоваться подложка из графита, это предотвратит вытекание металла.
Ошибки, которые часто допускают при сварке чугуна. Советы
Разные чугуны свариваются по-разному. Некоторые сплавы соединить невозможно. Типичные ошибки:
- Слишком большой ток – при сварке металл сильно кипит, после кристаллизации слышны щелчки, появляются трещины на поверхности шва.
- Высокая скорость сварки – образуются горячие и холодные разломы из-за того, что металл слишком быстро остывает. Часто ошибку допускают при использовании «холодного» способа. Рекомендуется варить небольшими швами с разных сторон, переворачивая деталь.
- Мало тока – шов плохо формируется, кромки недостаточно проплавляются.
Даже если видимых дефектов не замечено, это не значит, что деталь сварена надёжно. Ответственные соединения нужно проверять: на изгиб, растяжение.
Для получения качественного стыка также используют резьбовые гужоны – стальные стержни с резьбой. Их вкручивают в стыки свариваемых деталей так, чтобы они удерживали обе части. После этого торчащие головки срезают
Важно подготовить детали под сварку заранее, до установки гужонов, затем поставить прихватки и обварить изделие. Гужоны рекомендуется вкрутить таким образом, чтобы будущий сварочный шов как следует соединил их с чугуном
При заварке трещин применяют метод рассверливания концов разлома. Это предотвращает появление его снова. Нужно отступить от краёв на 5-10 мм, сделать отверстия диаметром 5-6 мм.
Сложность сварки чугуна в домашних условиях заключается в том, что в сплаве повышенное содержание углерода (более 2,14%). После сварки шов получается более пластичным, чем околошовная зона. Из-за этого образуются трещины, разломы. Соблюдение технологии может помочь добиться надёжного соединения. Если «холодным» способом не удаётся получить приемлемый результат, рекомендуется попробовать «горячий» метод.
Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.










При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение – 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.

После размещения шпилек по их периметру наваривают несколько слоев.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.
При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.

Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.

Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Рекомендуем ознакомиться
Сварка чугуна аргоном
Методика наплавки
В таким случае используют специальные электроды следующих типов:
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.