
В азотной среде
Азот используют при сваривании деталей из меди и нескольких видов нержавеющей стали. Это обусловлено тем, что азот не реагирует с медью. В качестве электродов используются графитовые или угольные прутки, применение вольфрамовых прутков приводит к их перерасходу из-за образования легкоплавких соединений.

Работают на токах 150-500 А и напряжении дуги 22-30 В. Расход азота находится в пределах 3-10 л/мин. Газ хранится в баллонах при давлении 150 атмосфер.
Сварочное оборудование ничем не отличается от других видов сварки использующих газы, только в горелке предусмотрено специальное крепление для угольного электрода.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.

То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
https://youtube.com/watch?v=jFL-r67COw4
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.
Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
Полуавтоматическая сварка позволяет быстрее накладывать швы, благодаря непрерывной подаче проволоки, которая служит присадочным металлом. Так, можно наплавлять большие объемы на истертые поверхности или создавать длинные швы на металлических конструкциях без отвлечения на смену электрода. Качество шва при этом гораздо лучше, чем при работе с покрытыми расходными материалами. Но у полуавтомата есть один недостаток — кроме аппарата на рабочее место необходимо доставить еще и баллон с газом весом в 83 кг. Это значительно усложняет задачу. Длинный газовый шланг не всегда имеется под рукой. Альтернативой является сварка порошковой проволокой, исключающая использование защитного газа. Как это работает, и каковы преимущества и недостатки метода?

Как проверить качество проволоки
Для полуавтомата без газа порошковая проволока должна отвечать следующим требованиям:
- Возможность сварки в любом пространственном положении без стекания вниз шлака.
- Качественный шов с минимальной пористостью. Отсутствие трещин и непроваров.
- Стабильное горение электрической дуги без разбрызгивания расплавленного металла.
- Легкое отделение шлака после охлаждения сварного шва.

Соответствие этим требованиям устанавливаются в процессе работы. Есть еще дополнительные способы проверки качества, которые можно проверить в лаборатории: просвечивание рентгеном сварного шва, а также испытание его на разрыв.
Газозащитная порошковая проволока
Газозащитная порошковая проволока (Рисунок 2) аналогична самозащитной за исключением того, что помимо флюса она полагается на газовую защиту из внешнего источника. Как правило, в качестве защитного газа используются CO2 или смесь аргона и CO2, например, 75% аргон/25% CO2 или 90% аргон/10% CO2, а также другие смеси. Выбор газов и их пропорций зависит от состава проволоки и требуемых свойств дуги.
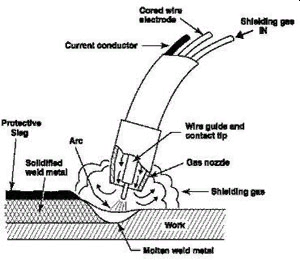
Рисунок 2: Процесс FCAW-G
При использовании газовой защиты вылет для большинства диаметров проволоки обычно небольшой (1,3—3,2 см). Применение проволоки большого диаметра (больше 2,4 мм) и защитного газа 100% CO2 может вызвать увеличение глубины проплавления. Поэтому в некоторых случаях может понадобиться уменьшить сечение или объем шва. Газозащитная порошковая проволока чаще всего используется для автоматической, полуавтоматической и роботизированной сварки углеродистой и низколегированной стали. Сфера применения включает мостостроение, горношахтное оборудование, морские буровые платформы, судостроение, изготовление металлоконструкций и продукцию общего назначения.
Газозащитная порошковая проволока часто имеет разновидности для сварки углеродистой и низколегированной стали диаметром от 0,9 до 3,2 мм. Некоторые больше подходят для сварки на спуск, а другие — для сварки в сложных пространственных положениях, и каждая марка проволоки имеет собственные механические, металлургические и сварочные характеристики. Также недавно появилась порошковая проволока с низким выделением дыма, в частности, для использования с защитным газом.
Почему порошковая проволока требует применения защитного газа? Что это дает? Раньше мне приходилось работать с порошковой проволокой и для нее не нужно никакого защитного газа.
Чтобы ответить на Ваш вопрос, нужно рассказать о всем предложении порошковых сварочных материалов. Американское общество сварки (AWS) относит все трубчатые проволоки, содержащие внутри порошок, к классу «порошковых», и называет соответствующий процесс дуговой сваркой порошковой проволокой (FCAW). Все порошковые проволоки обладают несколькими общими чертами. Например, сюда входит образование защитного шлака над точкой сварки, сварка с отставанием электрода, возможность сварки в сложных пространственных положениях, горизонтальной сварки или сварки в нижнем положении только при достаточно высокой скорости наплавления (в зависимости от проволоки), пригодность к сварке загрязненных поверхностей и т. д. Но при этом существует два принципиально различающихся типа порошковых проволок: с самозащитой и газовой защитой. Эти два типа часто выделяют в подкатегории FCAW-S (порошковая, с самозащитой – flux-cored, self-shielded) и FCAW-G (порошковая, с газовой защитой – flux-cored, gas-shielded).
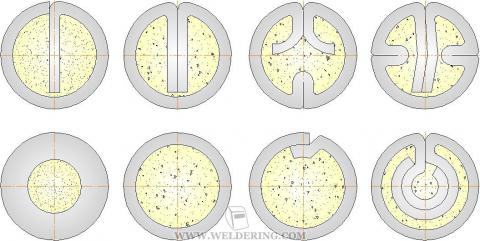
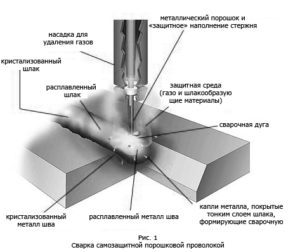
Самозащитные порошковые проволоки часто описывают как «электрод наизнанку». Как и штучные электроды с покрытием, они полагаются исключительно на собственную систему образования шлака и газа в результате химических реакций в дуге, что позволяет защитить расплавленный металл от атмосферного воздействия (см. Рисунок 1). Составляющие флюса в сердечнике играют несколько ролей, в частности: 1) они раскисляют и денитрифицируют расплавленный металл; 2) образуют защитный шлак, который, помимо прочего, придает форму сварному шву и удерживает расплавленный металл при сварке в сложных пространственных положениях; 3) вводят в сварочный металл определенные легирующие элементы для обеспечения нужных механических характеристик; и 4) влияют на характеристики сварки (например, глубину проникновения и скорость наплавления).
Процесс FCAW-S можно назвать более эффективной версией ручной дуговой сварки штучными электродами, которая может обеспечить намного более высокую скорость наплавления благодаря полуавтоматическому процессу. В частности, он очень часто используется для сварки на открытом воздухе, так как он не требует внешнего источника защитного газа (который легко может оказаться снесен ветром, из-за чего возникнет риск пористости материала).
Что касается рода тока, большинство типов самозащитных проволок требует применения постоянного тока прямой полярности. Их полукруглая дуга обеспечивает крупнокапельный перенос материала от мельчайших частиц до больших капель металла. Хотя некоторые из них способны образовывать очень мягкую дугу, большая часть образует немного более жесткую дугу и имеет более сильное разбрызгивание, чем электроды FCAW-G. Состав и структура самозащитных порошковых проволок сильно отличаются от электродов для других процессов сварки. Например, большинство таких проволок отличается наличием алюминия, который активно взаимодействует с атмосферой, чтобы образовать прочный материал наплавления.
В отличие от них, порошковые проволоки с газовой защитой для изоляции дуги от атмосферы полагаются на образование шлака и внешний источник защитного газа (см. Рис. 2). Два самых распространенных типа защитного газа – это 100% двуокись углерода (CO2) и газовая смесь 75-85% аргона (Ar) и CO2 (чаще всего – 75% Ar / 25% CO2). Такие проволоки часто называют электродами «с двойной защитой». Как и в случае с самозащитными проволоками, составляющие сердечника образуют шлак, вводят в свариваемый металл необходимые легирующие элементы и влияют на характеристики сварки. Тем не менее, они не предоставляют никакой защиты от воздействия атмосферы. Вместо этого процесс FCAW-G полностью полагается на защитный газ из внешнего источника. Применение защитного газа значительно упрощает работу оператора и повышает практичность таких проволок.
Большинство таких типов проволок обеспечивает струйный перенос мелких капель металла. Для всех типов проволоки рекомендуется полярность DC+. Обычно они используются в цеховых условиях (т. е




внутри помещений), так как они образуют более гладкую дугу. Их можно использовать и снаружи, но в таком случае необходимо будет принять определенные меры предосторожности, чтобы ветер не сносил защитный газ, так как в таком случае возникает высокий риск образования пористости.
Разновидности проволоки для полуавтоматов
Подбор сварочной проволоки для полуавтоматов следует выполнять под определенный вид соединяемого металла. Использование присадочного расходного материала существенно улучшает качество шва, предотвращает образование пор и неровностей в соединении.
Основные преимущества использования присадки при выполнении сварочных работ представлены:
- ускорением процесса сварки;
- удобством использование в промышленной сфере;
- существенным снижением вероятности появления брака из-за отсутствия покрытия присадки;
- большим выбором расходников, позволяющим подобрать оптимальную присадку для каждого конкретного случая;
- низким уровнем образования шлака при сварке.
Недостатки использование присадочного компонента при сварке:
- необходимость в постоянной защите;
- сложность в хранении больших мотков;
- сложность в подборе оптимального диаметра присадки;
- необходимость постоянно использовать флюс.
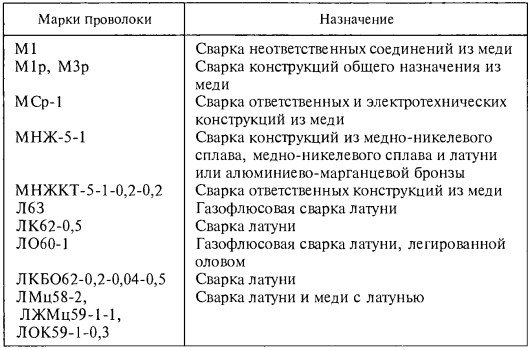
 Таблица марок проволоки.
Таблица марок проволоки.
Все виды проволоки для сварки, как правило, делятся на:
-
Омедненные.
Данный вид проволоки применяется для сварки углеродистых и низколегированных стальных деталей. Омедненные стальные присадочные компоненты обеспечивают качественный шов и характеризуются низким коэффициентом разбрызгивания металла. -
Порошковые.
Присадочные компоненты таких марок выполнены в виде полой трубки из малоуглеродистой стали. Внутри емкости размещается раскислители и шлакообразующие вещества, обеспечивающие комфортное использование полуавтоматической сварки без защитного газа. Порошковые присадочные проволоки помогают существенно уменьшить образование шлака и сократить время на обработку сварного шва. -
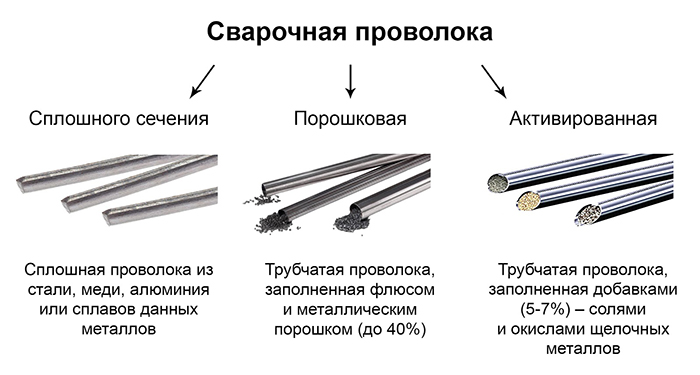
Сплошного сечения.
Данный вид проволоки отличается от обычной, тем, что из нее делают сварочные электроды. -
Неомедненные.
Присадки такого вида применяются, прежде всего, для работы с изделиями из низкоуглеродистой стали. -
Активированные.
Присадки из порошка, применяемые во время проведения сварочных работ в атмосфере углекислого газа. -
Газосварочные.
Для работы с углеродистыми и низкоуглеродистыми сортами стали лучше всего использовать газосварочные присадочные компоненты. -
Алюминиевые.
Один из немногих видов проволок, подходящих для сваривания алюминиевых деталей. Во время работы с алюминиевой присадкой отмечается низкая пористость сварных швов. Подобные присадки активно применяются в судостроительной и молочной промышленности. -
Из нержавеющей стали.
Присадочный компонент позволяет сваривать изделия из нержавеющей стали и предотвратить коррозию полученного шва. -
Флюсовые.
Данные тип присадочной проволоки широко используется для соединения среднеуглеродистых, низкоуглеродистых и углеродистых сортов стали. Благодаря наличию встроенного флюса подобные присадки можно использовать при сварке без защитного газа. -
Легированные.
Один из лучших компонентов, позволяющий проводить сварочные работы в любых газовых смесях и с любыми видами металлов.
Что такое порошковая проволока?
Порошковая проволока представляет собой трубку из металла, заполненную порошком (флюсом).
Каждый тип порошковой проволоки имеет свой состав флюса. Через флюс можно изменять характеристики дуги и переноса электродного металла, а также металлургические особенности формирование сварного шва. Благодаря этому удалось преодолеть некоторые недостатки, свойственные процессу сварки MIG и MAG. Так, например, порошковая проволока позволяет вводить через флюс в металл шва легирующие элементы, что нельзя сделать в случае использования проволоки сплошного сечения, из-за ухудшения характера волочения.
В действительности это всего лишь особая разновидность процесса полуавтоматической сварки. Поэтому для нее характерны те же особенности, что и для других процессов сварки в защитных газах, так как она также нуждается в эффективной газовой защите. Например, требование поддерживать минимальное расстояние между газовым соплом и изделием также действительно и для сварки порошковой проволокой (FCAW). Необходимо предпринимать меры против сквозняков от открытых дверей и окон, так как они могут отдувать защитный газ в сторону. Тоже самое касается потоков воздуха от вентиляционных систем и даже от воздушных систем охлаждения сварочного аппарата.
Функции флюса сердечника порошковой проволоки
Состав флюса разрабатывается согласно области применения порошковой проволоки. Основной функцией флюса является очистка металла шва от таких газов как кислород и азот, которые оказывают отрицательное влияние на механические свойства сварного шва. Для того чтобы снизить содержание кислорода и азота в металле шва во флюс проволоки добавляют кремний и марганец, которые являются раскислителями, а также способствуют улучшению механических свойств металла. Такие элементы как кальций, калий и натрий вводятся во флюс с целью придания шлаку свойств, способствующих улучшению защиты расплавленного металла от воздействия атмосферного воздуха при кристаллизации металла.
Кроме того, шлак обеспечивает:
- формирование поверхности шва требуемого профиля
- удержание ванны расплавленного металла при сварке в вертикальном и потолочном положениях
- снижение скорости остывания металла сварочной ванны
Кроме того, калий и натрий способствуют получению более мягкой (стабильной) дуги и снижают разбрызгивание.
Легирование металла шва через флюс является более предпочтительным по сравнению с легированием металла шва через проволоку сплошного сечения. Вводить в сердечник порошковой проволоки легирующие компоненты технически проще и дешевле, чем изготавливать проволоку сплошного сечения из легированного металла. Обычно используются следующие легирующие элементы: молибден, хром, никель, углерод, марганец и др. Добавка этих элементов в металл шва повышает его прочность и пластичность, и в то же время, предел текучести, а также улучшает свариваемость металла.
Состав флюса определяет будет ли порошковая проволока рутилового или основного типа (также как и в случае с покрытыми электродами).
Применяются также порошковые проволоки с повышенным содержанием металлического порошка (металл–корд). Во флюсе порошковых проволок этого типа содержится большое количество железного порошка, а также добавки кремния и марганца. Некоторые проволоки содержат также до 2% никеля, который повышает ударную вязкость при низких температурах.
Порошковые проволоки типа металл–корд применяются для сварки полуавтоматом стыковых и угловых швов во всех пространственных положениях. Они обеспечивают высокую производительность наплавки. Сварной шов имеет гладкую поверхность и не покрыт шлаком, а это означает, что можно выполнять несколько проходов без предварительной очистки предыдущего валика.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки. Сварочное оборудование
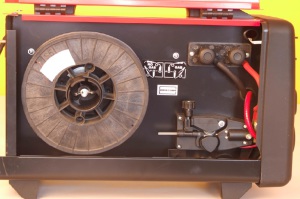
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Виды порошковой проволоки
Сварка полуавтоматом порошковой проволокой может выполняться с использованием разных видов расходных материалов. В зависимости от способа применения и метода защита от внешних воздействий порошковый элемент может быть газозащитного и самозащитного вида.
Газозащитный вид
Газозащитную проволоку обычно применяют при проведении полуавтоматической и автоматической сварки для сваривания низколегированных и углеродистых сталей. Она позволяет получить прочный шов с чистой поверхностью без дефектов и изъянов.
Важно! Сварка порошковой проволокой газозащитного вида проводится в среде защитных газов. Часто используется углекислый газ или его смесь с аргоном
Защитный газ поступает извне.
Данную технологию часто применяют для создания нахлестов, она подходит для работы в местах стыков и на углах металлических конструкций. Для ее проведения подходит автоматическое и полуавтоматическое сварное оборудование. Использование этого процесса позволяет добиться постоянство струи, он имеет сниженные показатели разбрызгивания и высокую стойкость к появлению пор и шлака.
Самозащитный вид
Самозащитный материал выполняется в виде «вывернутого» электрода. Сварка самозащитной порошковой проволокой позволяет проводить работы при разных температурных режимах, даже при экстремальных, при сильных порывах ветра и при других неприятных условиях.
Стоит отметить! Самозащитная проволока часто используется для сварки под названием fcaw. Но что это такое сварка fcaw? Данный процесс осуществляется без применения защитных газовых смесей. Во время него не нужно применять большие газовые баллоны, достаточно поднести сварочный аппарат к месту работы.
Самозащитная проволока обладает следующими положительными качествами:
- Она позволяет проводить сварочные работы в разных положениях;
- Дуга находится в открытом состоянии, именно это позволяет аккуратно передвигать наплавляемый металл;
- Проволока обладает специальным типом покрытия, который повышает устойчивость материала к давлению, оказываемому роликами;
- Во время процесса контролируется химический состав, это минимизирует образование шлака.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.




Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Преимущества порошкового метода
 Большое количество достоинств обусловило популярность порошковой дуговой сварочной технологии. При работах с флюсом осложняется точность попадания электрода в нужную точку, появляются затруднения в контроле шва.
Большое количество достоинств обусловило популярность порошковой дуговой сварочной технологии. При работах с флюсом осложняется точность попадания электрода в нужную точку, появляются затруднения в контроле шва.
При полуавтоматической сварке проблемы возникают с потоком защитного газа. Потоки воздуха могут его сдувать, а сопла могут забрызгиваться.
Применение порошковой проволоки для полуавтомата решает подобные проблемы. Не требуется флюса, баллона с газом и всех сопутствующих инструментов. Порошковая сварка собрала в себе преимущества открытых электродов и автоматического способа сваривания.
Достаточно будет только четко определять направленность электрода в желаемую точку, и контролировать процесс образования сварочного шва. Это позволяет добиваться наплавлений именно так, как было задумано в процессе изготовления расходного материала. Сварщику надо лишь подобрать нужную марку проволоки, изучив ее характеристики и рекомендации производителя.
Техника и некоторые ее недостатки
 Сварочной проволокой порошковой варят на полуавтоматах и применяют на автоматических линиях. Расходный материал с постоянной скоростью подается в зону сварки. Дуга подогревает ванну и распределяет равномерно расплав бесконтактным способом – не касаясь краев соединяемых деталей.
Сварочной проволокой порошковой варят на полуавтоматах и применяют на автоматических линиях. Расходный материал с постоянной скоростью подается в зону сварки. Дуга подогревает ванну и распределяет равномерно расплав бесконтактным способом – не касаясь краев соединяемых деталей.
Процесс сваривания производится переменным током, полярность обратная. Качество шва соответствует ГОСТ 26271-84. Равномерная подача проволоки, и стабильная дуга позволяет выполнять любые швы по сложности, положению и длине без стыков. Производительность работ в 2 – 4 раза выше, чем при работе цельной проволокой.
ПП отлично варят детали, но имеют и недостатки:
- относительно высокая стоимость;
- узкая специализация каждой марки расходного материала;
- сложно сваривать листы толщиной до 1,5 мм;
- низкая вязкость и пластичность, при перегибе проволока ломается;
- подача осуществляется специальными роликами с уменьшенным сжатием только;
- используется только тянущий механизм на ручке.
При сварке самозащитной проволокой, под флюсом плохо видно сварочную ванну. Затраты на порошковую сварку оправдывают себя при наложении длинных швов. При сварке коротких участков остается много отходов.
Применение порошковой проволоки на полуавтоматах значительно повышает производительность и качество шва. Для домашнего использования с малым объемом работ она обходится дорого. В мастерских и на производстве, где надо варить хорошо и быстро, можно обойтись усилиями сварщиков с низкими разрядами, не приглашая дорогих специалистов.
Особенности применения порошковой проволоки
Сварка ею часто используется при монтаже крупных металлических конструкций в необычных условиях (например, на высоте или напротив — под землей). При всем, довольно высоком качестве шва, он не подходит для сварки высоко нагруженных соединений и труб, рассчитанных на значительное рабочее давление.
Порошковая проволока для полуавтомата имеет широкую номенклатуру сортов — они отличаются материалом оболочки и составом порошка. Это нужно учитывать при сварке разных металлов или их сплавов. Для каждого из них требуется свой сорт.
Еще одной особенностью работы с нею является выставление на сварочном полуавтомате прямой полярности до начала работы. Так как это обычно делается переключением клемм внутри корпуса аппарата, то заодно стоит и откалибровать прижимные ролики, обеспечивающие подачу расходника из бобины.
Ролики должны давить на нее ровно с такой силой, чтобы обеспечивать ее движение и фиксацию. Никакая деформация прижимными роликами недопустима — это приведет к порче и застреванию проволоки в кабель канале сварочного полуавтомата.
И, напоследок, следует заняться наконечником горелки. Прежде чем порошковая проволока для полуавтомата покажется при подаче из горелки, наконечник нужно открутить. И лишь после ее выхода накрутить обратно, но уже без сопла. Так как газ не подается то в сопле нет нужды.
Главное — подобрать оптимальное соотношение диаметра в наконечнике и толщины подаваемого электрода — они должны быть максимально близки, но не совпадать. Сам наконечник загодя рекомендуется покрыть специальным веществом, защищающим от налипания капель расплава и шлака.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
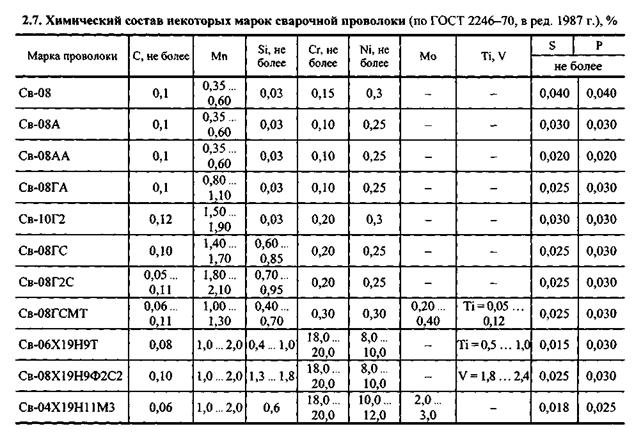
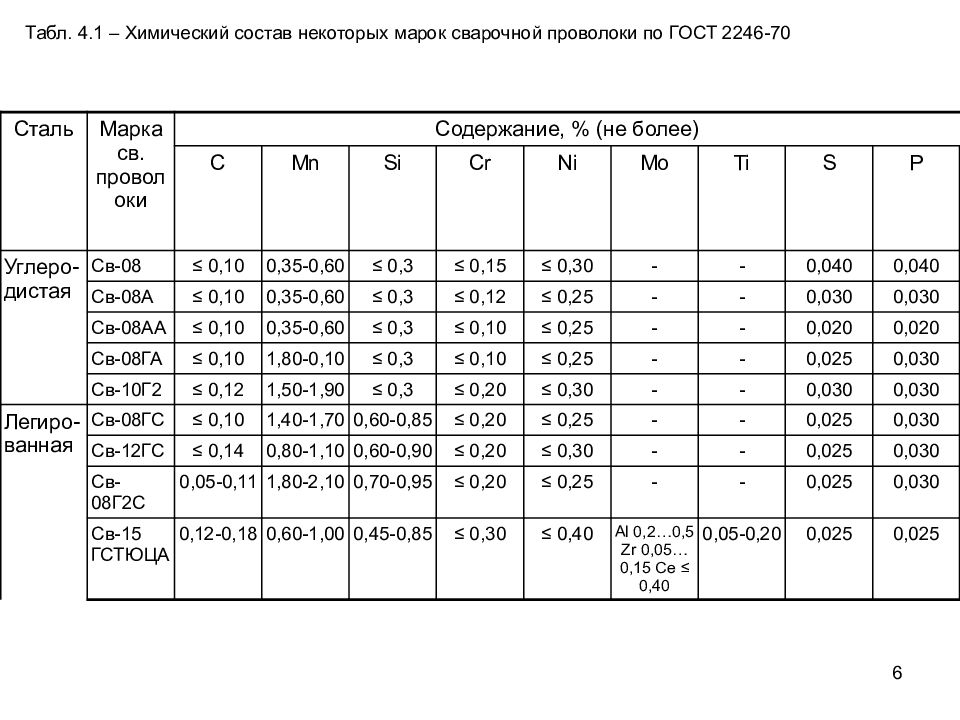
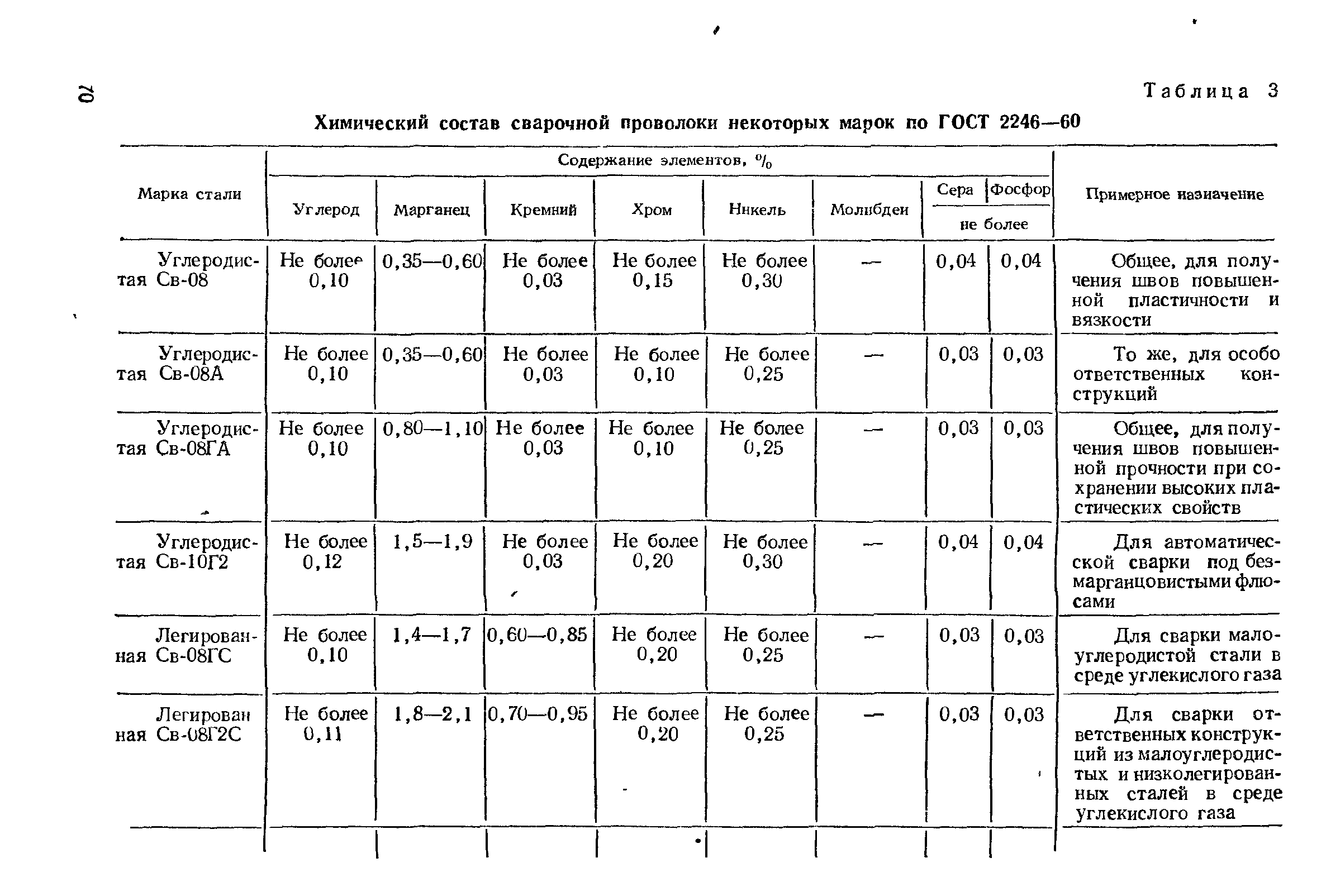
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали. Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.
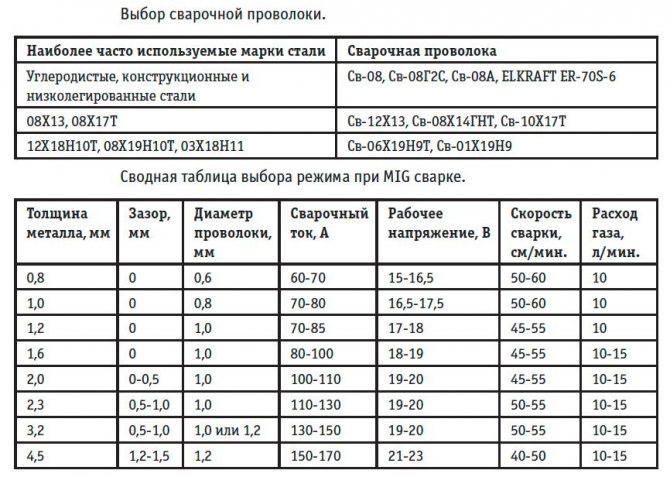
В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
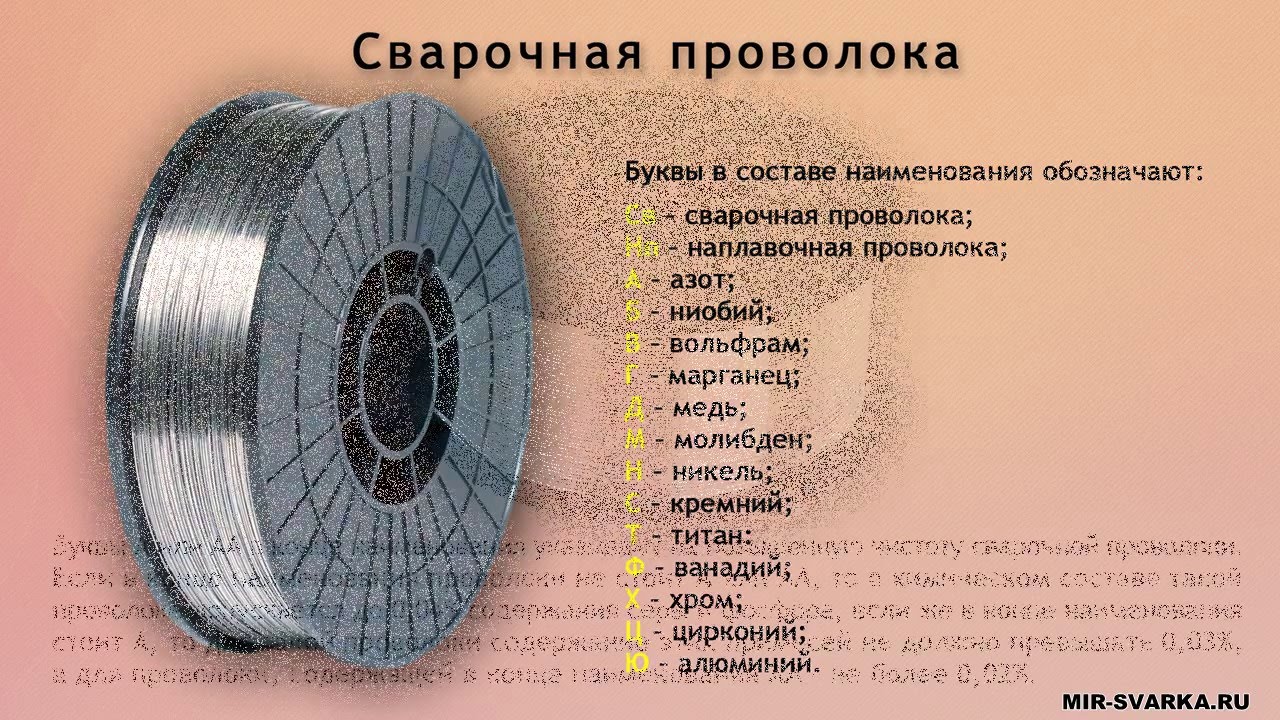
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем: Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам; Т — титан; Ю — алюминий; Ф — ванадий; Б — ниобий; Д — медь; М — молибден; С — кремний; Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».






Производители
Пионером в применении для сварочных технологий порошковой проволоки является американская . Поэтому на сегодняшний день это несомненный лидер в производстве данной продукции. Самозащитная проволока NR-208-XP и газозащитная G70, упомянутые в статье, это детище этого производителя.

Сварочная порошковая проволока ESAB Coreshield 8. Фото Сварочные Технологии
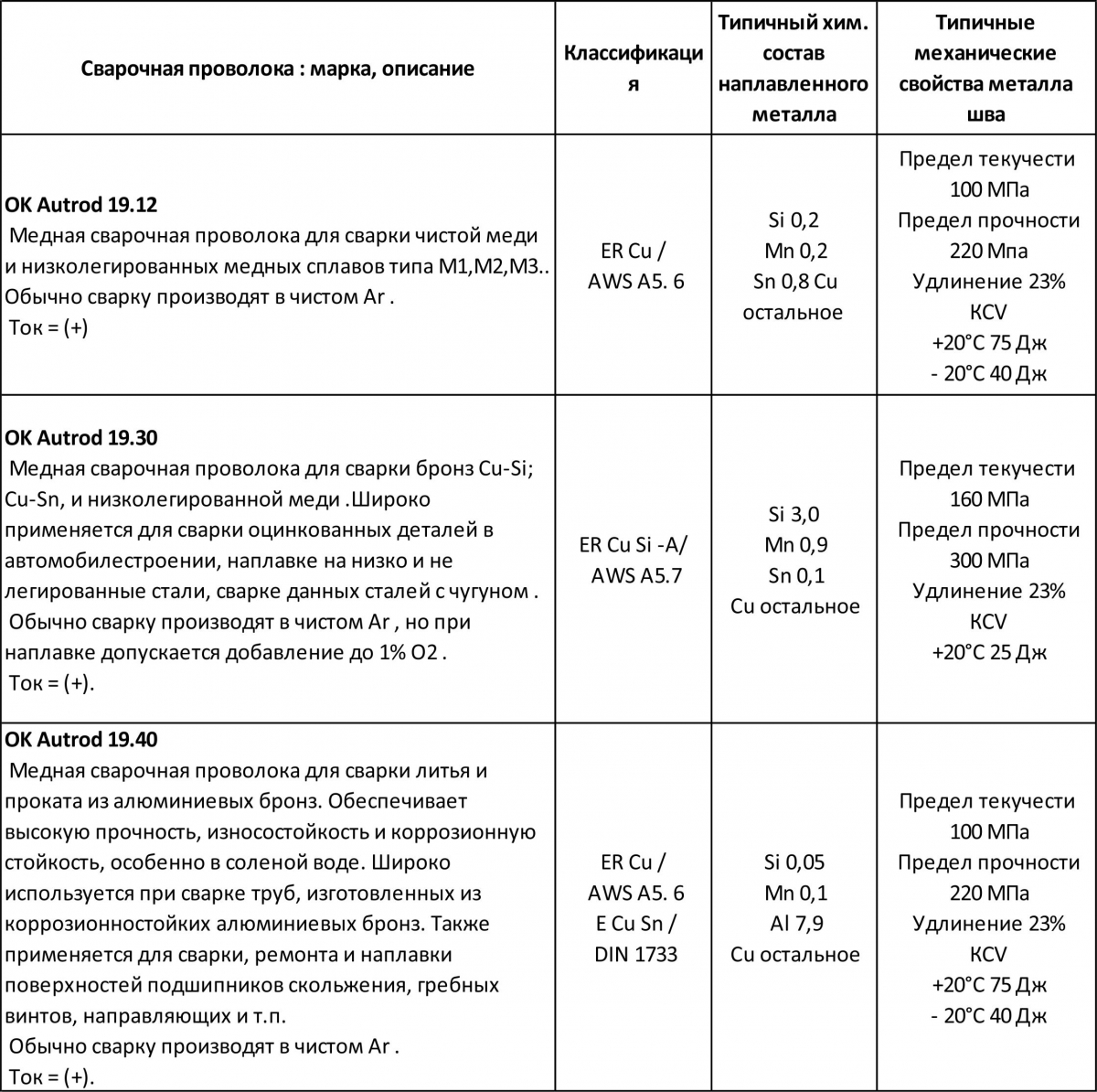
Большой ассортимент выпускает шведский производитель ESAB. Здесь присутствует проволока для упрочняющей наплавки (Stoody 100HC-O), порошковая для низкоуглеродистых сталей (Coreshield 8), для низколегированных сталей (OK Tubrod 14.01), газозащитная для нержавеющих сталей (OK Tubrod 15.30) и порошковая для чугуна (Nicore 55).
Высокое качество продукции способствует популярности и других видов проволоки: медная, полированная, омедненная (стальная с покрытием).
Широкий выбор порошковых проволок предлагает DEKA. В ассортименте предприятия присутствуют самозащитные и газозащитные расходные материалы. Производитель из Китая предлагает продукцию по доступным ценам, что делает востребованными проволоки и прочих типов: нержавеющая, алюминиевая.
Особенности производства

Изготовление проволоки происходит в несколько этапов на одной установке.
- Очистка полосы от грязи, масла окалины и влаги в начале станка.
- Легкая продольная деформация трубы с образованием полукруга.
- Заполнение полосы порошком.
- Соединение торцов, образование трубки с флюсом.
- Калибровка соединения и самого профиля. Создание правильного круглого сечения.
В современном сварочном производстве больше всего используют сварочную полосу из низкоуглеродистых сталей.
При изготовлении проволока не состыковывается и прокатывается на длину полосы. На катушке должен быть один цельный кусок.
Для удаления влаги и масла с поверхности ПП и ПС, катушку следует поместить в печь перед установкой на аппарат. Выдерживать 2 часа при температуре 230 – 250⁰.
Технология и характеристики шва
Сварка самозащитной проволокой выполняется на минимальном напряжении и скорости подачи. Для металла толщиной 1,2 мм подойдет напряжение в 14V и скорость в 2м/мин. Швы можно накладывать ведя горелку углом вперед или назад. Все это выполняется прерывистой дугой.
На поверхности соединения образуется шлаковая корка. Ее непроходимо отделять молотком, дождавшись остывания металла. При многопроходных швах это действие обязательно для хорошего сцепления следующего слоя.
Швы с применением порошковой проволоки получаются грубыми, с крупной чешуей, и характерными наплывами при работе прерывистой дугой. Распространенным дефектом являются непровары. Брызги расплавленного металла умеренные. После окончания ведения шва и отбития шлака соединение зачищается щеткой по металлу.
Использование порошковой проволоки позволяет производить сварочные работы в труднодоступных местах. Хотя качество шва проигрывает перед сваркой в среде инертного газа, другие положительные стороны этого метода значительно облегчают монтажные и строительные процессы.