
Наплавка чугуна
Наплавка чугуна может производиться с помощью специальных электродов следующих марок:
МНЧ-2, применяется для ответственных стыков, наплавка выполняется без подогрева. ОЗЖН-1 предназначены для осуществления работ по заделке серьезных дефектов. ОЗЧ-2 используются для наплавления ковкого и серого чугуна. Технология наплавки чугуна представлена в статье “Наплавка металла: электродом и другие”.
Газовая наплавка осуществляется с помощью теплоты, выделяемой при горении смеси ацетилена (заменителей ацетилена) и кислорода. В качестве расходных материалов используются литые прутки и флюсы.
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.
Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.
- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.
При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги
Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки
Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.
Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности. Иногда достаточно просто увеличить поток газа.
- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.
Особенности технологии
Аргоновую среду используют при любом из видов сварки чугуна, а именно:
- горячей, с предварительным нагревом заготовок до 600-650ºС и последующим постепенным охлаждением (иногда до 6 суток)
- полугорячей, когда детали нагревают лишь до 300-350ºС;
- холодной, выполняемой без нагрева, с естественным охлаждением. Устранить кислород из зоны сварки на все сто процентов невозможно. Так в сварочной ванне всегда присутствует некоторое количество закиси железа (FeO). Реагируя с углеродом, она создает угарный газ (окись углерода CO) , образующий поры, поскольку не растворяется в металле.
Тем не менее, наличие инертной среды на порядок снижает объем и скорость протекания окислительных процессов, поскольку устраняет присутствие атмосферного кислорода. Кроме того, отсутствие воздушного азота исключает возникновение азотистых соединений.

Что касается горячего и полугорячего способа, наличие аргонового компонента упрощает соединение и выполнить сварку различных по составу металлов. Причем, как сварить чугун и сталь (к примеру), так и ускорить процесс сварки чугуна.
При этом используют как обычные аппараты для дуговой сварки. Так и полуавтоматические устройства.
Способы сварки
Инверторная сварка плавящимся электродом
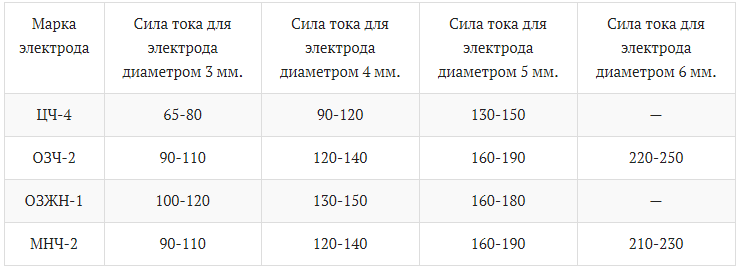
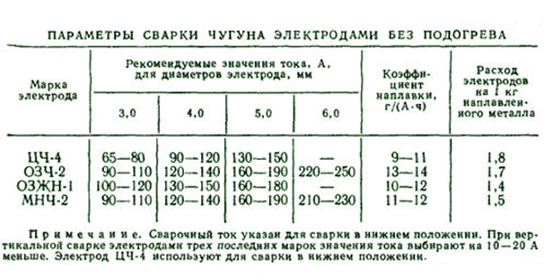
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху. Сварка чугуна инвертором осуществляется с применением плавящегося электрода, а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки). Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность.
Сварка стальными электродами
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой. Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
Сварка чугунными электродами
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.

С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, каков диаметр вашего электрода. 1 миллиметр диаметра электрода соответствует 25-50 амперам.
Сварка неплавящимися электродами
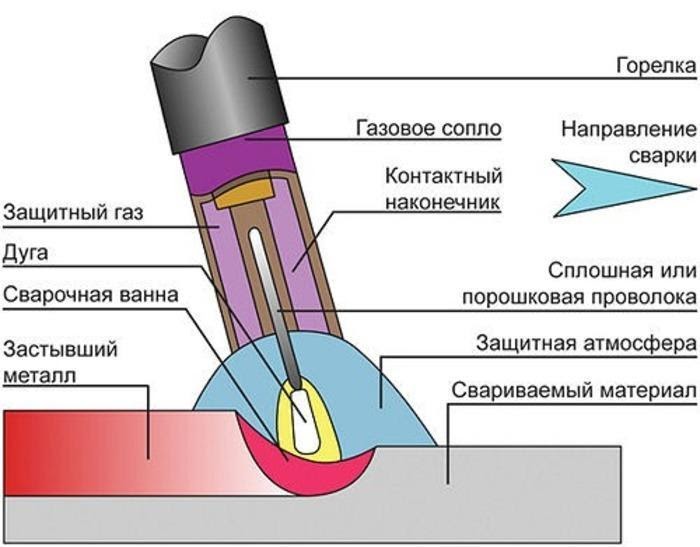
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура. Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные, вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки. Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра. После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом, предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
Газовая сварка чугуна
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс. При этом качество швы очень достойное. Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень
Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл. Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Соединение чугуна со сталью
Сварка чугуна со сталью осложнена тем, что эти металлы имеют разное процентное содержание углерода. Кроме того, если гранулы углерода крупные, то речь не может идти о надежном шовном соединении.
Стали с чугуном могут быть соединены при помощи как холодной, так и полугорячей, и горячей технологии. Для соединения железно-углеродного сплава с обычной сталью или с нержавейкой нужно использовать постоянный ток (полярность – обратная). Переменным током следует воспользоваться только при напряжении холостого хода, превышающем 54 вольта. Сначала нужно обрабатывать изделие из чугуна, затем – из стали. Если соединение чугуна и стали должно иметь толстый шов, то он варится слоями. Каждый из них необходимо уплотнить, используя молоток.
В случае, когда нержавейка присоединяется при помощи горячего или полугорячего способа, зону наплавки стоит охлаждать
Обратите внимание: при резком снижении температуры материал будет деформирован или начнет разрушаться. Поэтому температуру в зоне наплавки снижают медленно, а шов время от времени нагревают
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.


![Сварка чугуна электродом и аргоном [в домашних условиях]](https://takorest.ru/wp-content/uploads/d/e/d/ded49687bacaae9da3578e6d96bc09d4.jpeg)





Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.
При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение — 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.
После размещения шпилек по их периметру наваривают несколько слоев.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.
При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.
Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.
Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Методика наплавки
В таким случае используют специальные электроды следующих типов:
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.
Технология процедуры
После проведения подготовительных работ и выбора подходящего метода обработки начинается сам процесс сварки чугуна. Незнание тонкостей технологии может привести к безвозвратной порче обрабатываемого изделия, поэтому стоит ознакомиться с нюансами технической процедуры.
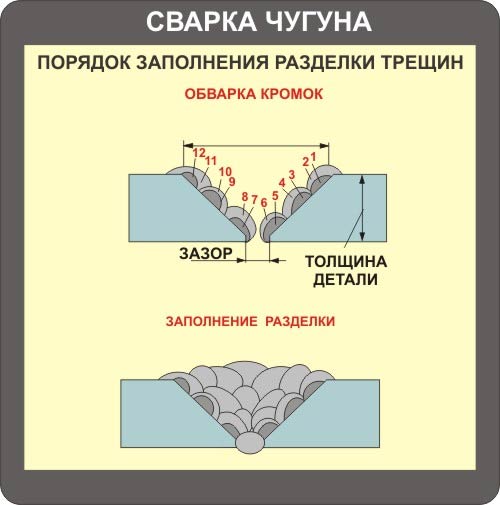
Порядок заполнения разделки трещин во время сварки чугуна
Работа начинается с розжига электрической дуги. При термической обработке чугуна нужно контролировать выбранный температурный режим, так как отклонение от нормы температуры изменяет физические показатели чугуна. В случае перегрева стоит внимательно следить за тем, чтобы вода не попадала на поверхность металла, так как влага разрушительно воздействует на раскалённый металл.







Грамотная настройка полуавтоматного оборудования также играет большую роль в общем сварочном процессе. Нужно помнить о том, что работа с подобным металлическим сплавом осуществляется на малом показателе тока и с обратной полярностью. Под обрабатываемые детали выстилается слой из графитовых подкладок, препятствующий расплавлению предметов с обратной стороны.
Первый шов изделия накладывается с помощью горелки, которая держится под наклоном в 50-60о. Держатель нужно вести в направлениях слева-направо, сверху-вниз без колебательных движений. В следующих проходах допускается движение держателя по диагонали и в других направлениях
Очень важно, чтобы сварщик контролировал общее прокаливание изделия и видел конец проволоки
По завершению сварки необходимо удалить сварочный шлак и произвести постепенное остывание материала. Для достижения подобного эффекта накалённую деталь погружают в негорючий материал (древесный уголь, асбестовая стружка).

Видео по теме: Секрет сварки чугуна
Публикации по теме

Проведение сварки чугуна электродом в домашних условиях

Область применения и преимущества TIG сварки

Особенности выполнения полуавтоматической сварки в среде углекислого газа
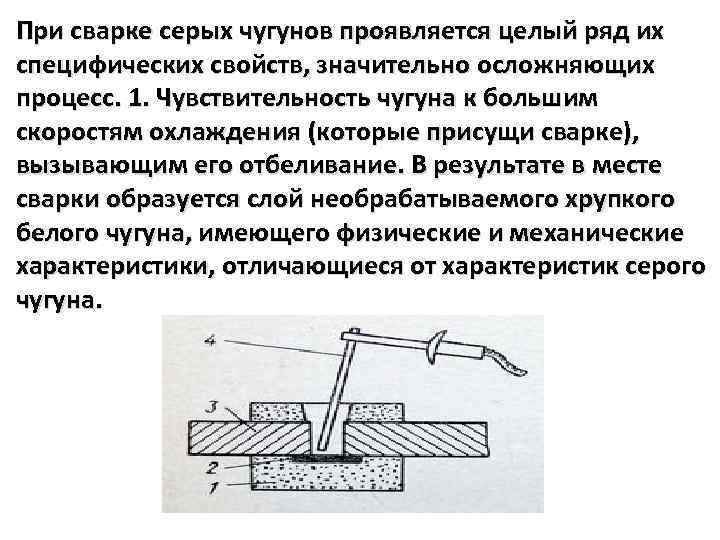
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков
Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Разновидности доступных методов сварки
Способ выбирают с учетом назначения соединяемых деталей. Методы отличаются скоростью формирования соединения, стоимостью работ.
Холодный способ сварки
Это наиболее простой метод соединения заготовок из сплава с большим содержанием углерода. Материал не прогревают перед началом работы, он должен иметь комнатную температуру. Холодный способ предназначен для сварки конструкций, подвергающихся минимальным нагрузкам. Он может использоваться для реставрации истертых поверхностей чугунных изделий.
Рекомендуем к прочтению Как сварить чугунные тиски своими руками
Непрерывная подача присадочного материала помогает быстро формировать шов, выполнять объемные ремонтные работы за небольшой промежуток времени. Соединение, получаемое холодным способом, отличается средними эксплуатационными качествами.

Холодный способ сварки – простой метод соединения.
Полугорячий метод
Перед тем как варить чугун полуавтоматом этим способом, заготовки нагревают до +350 °С. Для этого применяют жар от углей, создающий нужные условия. Подготовительные работы препятствуют изменению структуры чугуна при сварке. В таком случае под воздействием электрической дуги появляется меньшее количество трещин.
Горячий способ сварки
Этот метод используется при необходимости получения прочного сварного соединения. Перед началом работы заготовки нагревают до +600 °С. Для этого применяют установки, вырабатывающие индукционные токи. Кабели подсоединяют к детали, измерительное устройство контролирует температуру. После достижения нужных значений возбуждается электрическая дуга, с помощью которой формируют шов.

Горячий способ сварки используется для получения прочного соединения.
Снизить вероятность образования трещин помогает оставление конструкции в золе до полного охлаждения. Длительность периода остывания зависит от толщины заготовки.
Техника безопасности
Недостаточно просто знать, каким способом можно сваривать чугун, чтобы сразу приступить к работе. Дополнительно не помешает изучить технику безопасности, особенно это касается сварщиков, занимающихся своим ремеслом в домашних условиях. Прежде всего, в помещении должна быть более-менее нормальная вентиляция (хотя бы открытое окно) и при этом отсутствие сквозняков. Освещение должно быть ярким, вы должны четко видеть все ваши детали и швы.
Используйте средства заземления, чтобы избежать неприятностей. Не подвергайте поверхность чугуна воздействию влаги. И самое главное: используйте индивидуальные средства защиты, такие как перчатки, маска, специальный костюм и так далее. Не пренебрегайте техникой безопасности, ведь в критические моменты она может спасти вашу жизнь.
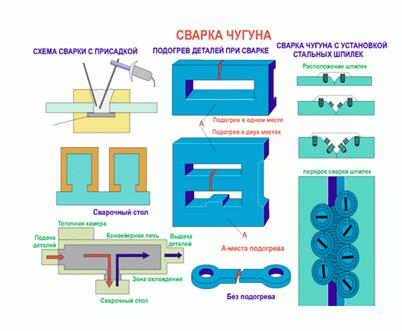
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
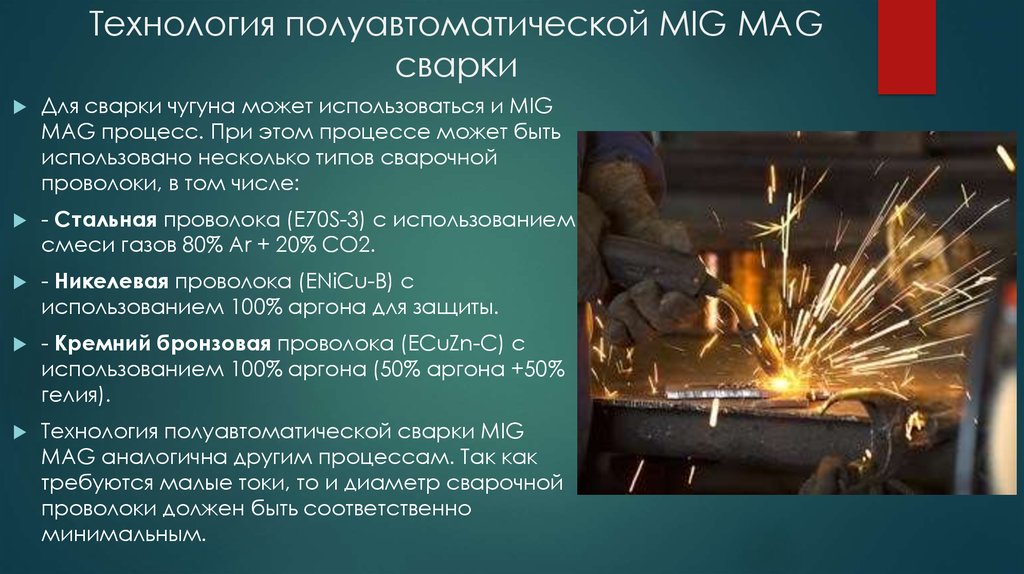
Технология сварки чугуна полуавтоматом
При выборе режима сварки чугуна важно учитывать ряд его физико-химических особенностей, затрудняющих работу с материалом классическими методами. В первую очередь, к ним относятся:
- низкая температура плавления металла;
- изменение структуры вещества под действием высоких температур («отбеливание»);
- высокая жидкотекучесть чугуна, увеличивающая риски прожогов и деформаций заготовок;
- появление пор в материале под воздействием атмосферного кислорода.
Это обусловило необходимость применения щадящих режимов сварки с постоянной защитой шва активными или инертными газовыми средами. Широкое распространение получили холодная и горячая технологии полуавтоматической сварки чугуна.
Холодный способ
Холодная технология используется преимущественно в бытовых условиях для создания швов, не воспринимающих прямые механические нагрузки. Она проще и дешевле, однако, не обеспечивает достаточно качественного соединения заготовок. Алгоритм действий включает следующее:
- Обработка стыка, кромкование в случае необходимости.
- Закрепление заготовок на опорной поверхности с зазором в 1,5-2 мм.
- Установка полуавтоматического СА в режим низкого постоянного тока с обратной полярностью.
- Обеспечение подачи защитного газа в зону сварки и поджигание дуги.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков и механическая обработка.
Кроме того, холодная технология допускает наложение однослойного шва на стыки деталей толщиной до 4 мм.









Горячий способ
Наилучшее качество шва по чугуну обеспечивает горячий способ полуавтоматической сварки, который массово применяется в условиях ремонтных мастерских, а иногда и промышленных комплексов. Он требует выполнения такой последовательности действий:
- Обработка стыка, кромкование в случае необходимости.
- Подготовка опорной поверхности, установка на нее графитовой подкладки.
- Прогрев заготовок в печи до температуры около 600℃.
- Быстрое закрепление заготовок на подкладке и скорейшее начало сварки низким постоянным током с обратной полярностью в защитной газовой среде.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Повторная проварка шва (в зависимости от толщины металла наносится от 2 до 5 слоев), во время которой допустим метод поперечного ведения электрода.
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков, обеспечение медленного снижения температуры детали под слоем асбеста, древесного угля или другого негорючего материала.
- Окончательная очистка и механическая обработка шва.
Важно помнить, что скорость полуавтоматической сварки значительно выше, чем ручной. Если вы раньше не работали с «полуавтоматом», потренируйтесь на чугунном ломе, прежде чем приступать к сварке ответственных соединений
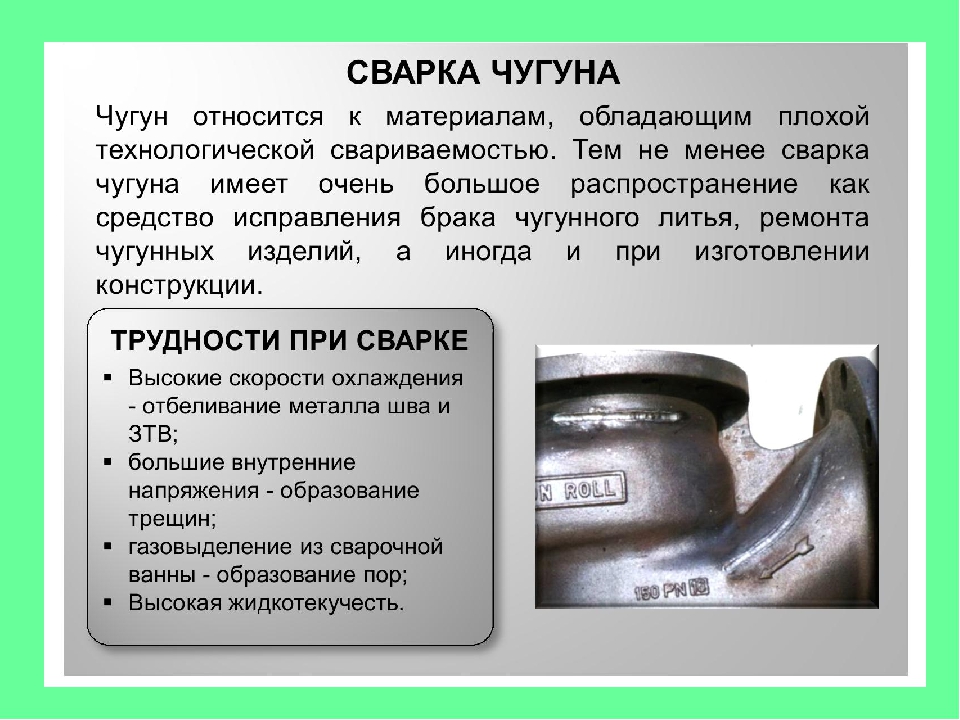
Сложности сварки чугуна
Качественный сварочный шов определяется по двум параметрам: плотность (отсутствие трещин в соединении) и возможность обрабатывать шов в дальнейшем с помощью механических инструментов (например, выравнивать или шлифовать).
В некоторых случаях от сварочного шва может требоваться стойкость к высоким температурам или однородность цвета.
Химический состав сплава чугуна не дает возможности добиться соответствия даже двум базовым параметрам.
Основные причины, мешающие качественной сварке чугунных деталей:
Работа по сварке чугуна потребует более серьезной подготовки свариваемых поверхностей, чем при сварке, например, стали.
Подготовительная работа зависит от того, какую проблему в изделии требуется устранить или какие детали нужно сваривать.
В любом случае, необходимо тщательно очистить место сварки от примесей и, особенно, от масла. Механическая очистка производится наждачной бумагой или щеткой, установленной на болгарку.
Использовать максимальные обороты при этом нельзя, так как щетка будет повреждена. На минимальных оборотах можно добиться очистки поверхности для сварки.
Удаление масляных вкраплений, если таковые имеются, происходит с помощью нейтрального растворителя.
Для предотвращения истечения жидкого сплава часто требуется произвести формовку краев.
Ее выполняют проволокой или графитовыми пластинками, скрепленными смесью из кварцевой фракции и жидкого стекла. Эта технология настолько сложна в зависимости от того, какая марка чугуна будет свариваться, какое содержание в деталях углерода, что на эту тему подготовлена не одна дипломная работа.