
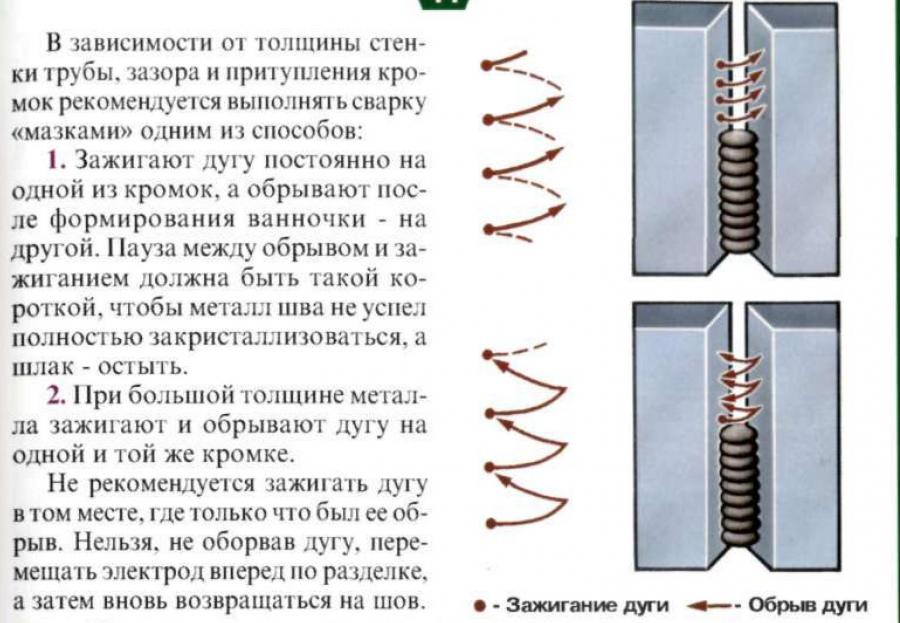
Сварка профилей под углом 90 °

Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
https://youtube.com/watch?v=IwokAixg5o8
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Какой сваркой предпочтительней соединять швеллера
Электродуговая сварка
Особенности использования электродов и возможности подбора их по основным характеристикам делают электродуговую сварку самой предпочтительной для соединения швеллеров. Наиболее качественный шов получается при использовании , но есть некоторые особенности их использования.
Непосредственно режим сварки и скорость выполнения шва зависит от выбранного вида соединения, но наиболее оптимальной при ручной сварке является 20 м/ч.
Газовая сварка
При соединении швеллеров чаще всего полностью отказываются от применения . Температура нагрева и большая зона нагрева, а соответственно и еще большая околошовная непрочная зона нагрева, не способствуют выбору данного способа соединения. Негативное термическое влияние, а так же перегрев зоны шва, приводит к возникновению ненужного внутреннего напряжения металла и к сильной деформации общей конструкции (балки).
Но с последующей обработкой кромок и газовая сварка для исправления дефектов готовых металлоконструкций используется часто.
Стыковое соединение
 Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Для того чтобы сварить металлические детали ровно, лучше всего предварительно совместить их, зажать в специальной струбцине. Тщательно проверив и при необходимости скорректировав положение заготовок с помощью уровня, можно сделать первые прихватки.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Важные нюансы технологии
Основную нагрузку несут углы, при неправильном монтаже конструкция может разрушится или деформироваться. Появятся трещины и отслоение декоративного покрытия. Жесткость конструкции проверяется после полной обшивки гипсокартонными листами. Достаточная жесткость основы достигается грамотным шагом вкручивания саморезов – 25 см.
Короб из гипсокартона
При финишном креплении гипсокартона с торцов листа срезаются картонные кромки (при Т-образном соединении угол среза 45 градусов). При обрезке картонной кромки, снимают все до гипса, причем срез нужно сделать максимально ровным.
В противном случае придется долго добиваться изящной ровности основания при заделке стыков. После отсекания кромки торцы в обязательном порядке грунтуются. При облицовке гипсокартоном каркаса внешнего угла плиты накладываются друг на друга.
Полученную угловую конструкцию, проклеивают стекловолоконной строительной сеткой и монтируют алюминиевый уголок с перфорацией. Перед монтажом уголок проверяют на наличие изгибов и неровностей. В работу берут только не деформированный. Фиксируют его с помощью правила и закрепляют шурупами, затем промазывают клеем, после полного застывания которого шурупы при необходимости снимают.
Способы крепления профилей в углах гипсокартонного помещения
Гипсокартон — очень простой в использовании материал, который повсеместно применяется в современном ремонте. С ним легко работать даже не обладая специальными строительными навыками.
Но иногда у строителей-самоучек возникает вопрос, касательно сборки каркаса в таком непростом месте, как угол.
Углы имеются в любом помещении. Это только в анекдотах про тещу возможна квартира без углов. Вопрос обустройства углов помещения довольно щепетилен и требует к себе основательного подхода. При точном следовании инструкции, которая будет приведена ниже, вся процедура не займет много времени и пройдет на «ура».
Как приварить уголок к швеллеру?
- Регистрация
- Вход
- В начало форума
- Правила форума
- Старый дизайн
- FAQ
- Поиск
- Пользователи
- Список форумов AUTOLADA.RU
- Кофейня и курилка
- 1
- 2
- 3
- >
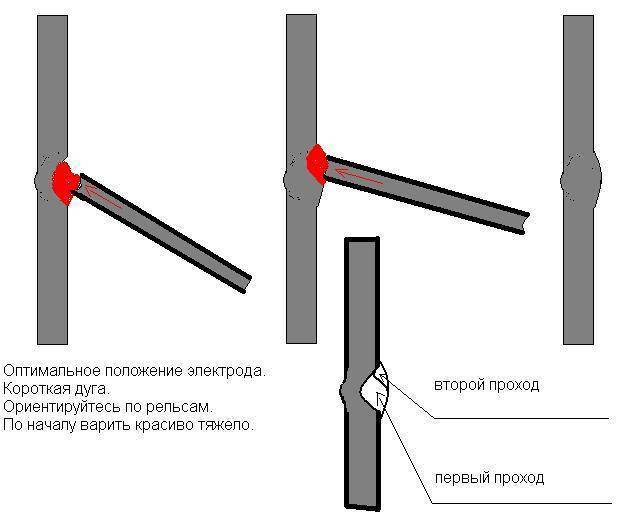
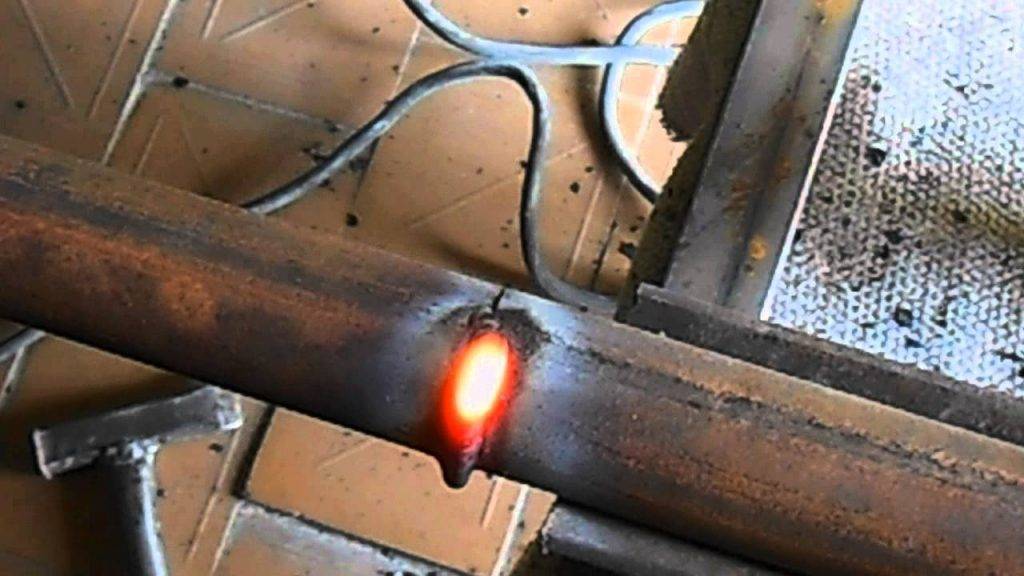
Такое дело значит братва. Чем рельсы варят, а именно всякие железные штуковины к рельсам чем приваривать? Пруток железный надо к рельсам приварить 20 мм диаметр. Варим УОНИ постоянным током не липнет к рельсам
Добавлено спустя 21 минуту 23 секунды:
Гугл говорит что именно уони и надо использовать. Но почему не липнет? Может надо зачишщать рельс тщательно?
Но почему не липнет
Тож варил, стреляет, горит, но вроде приваоилось, варил украинскими электродами стандарт.
Добавлено спустя 57 секунд:
Рельс был малый, узколейка или чего еще. Точно не скажу.
SDRIVER Ну а сам рельс плавиться ? Может ты не плавишь рельс, поэтому и не прилепает ?
Походу не плавится, варю не я сам. Сварщик варит. должен вроде соображать, но чет мозги ипет типа не варится.
Добавлено спустя 2 минуты 25 секунд:
Рельс надо прогревать, с стеканием на привариваемый металл. Потом правда зачищать заколебался, вольфрам твердый, зачистной его слабо берет
Может электроды не прокалены перед сваркой?
Или сварщик рукиизжопы.
Рельс у меня лежит горизонтально, на него сверху положен пруток.
Рельс у меня лежит горизонтально, на него сверху положен пруток.
Сейчас прбовали еще раз. Провариваем шов. И деталь отрывается под нагрузкой от рельсы прямо с куском рельсы. Рельса как будто крошится









Емнип, рельса это конструкционная Сталь65.
пруток 20 мм. сталь инструментальная марку точно не знаю
SDRIVER Привари к подошве рельса
SDRIVER Привари к подошве рельса
SDRIVER Привари к подошве рельса
Положим сверку швеллер П образныц и на него будем варить, а потом обвяжем вокруг рельсы
- 1
- 2
- 3
- >
Информация по иконкам и возможностям
Вы не можете начинать темыВы не можете отвечать на сообщенияВы не можете редактировать свои сообщенияВы не можете удалять свои сообщенияВы не можете голосовать в опросахВы не можете вкладывать файлыВы можете скачивать файлы
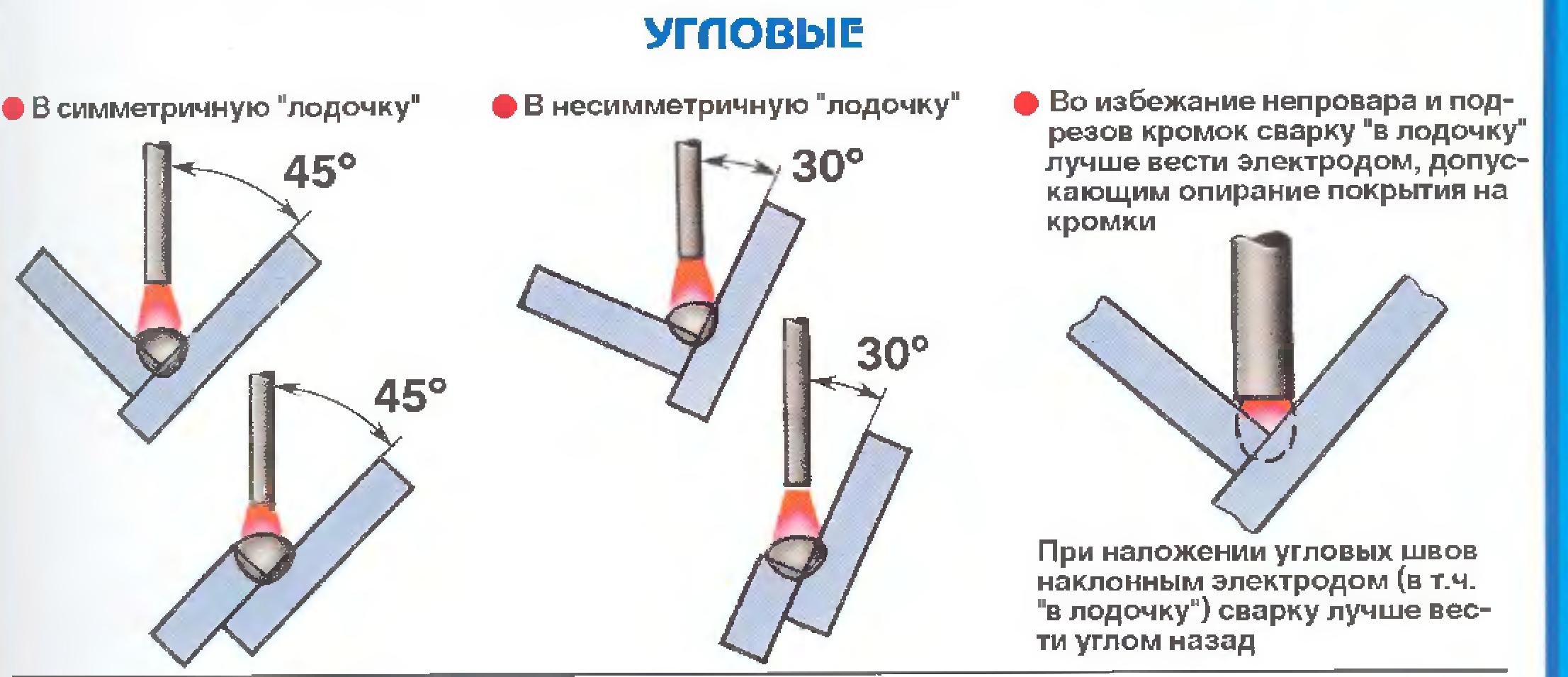
Варианты способов сварки угловых швов
К примеру, сварка угловых швов обеспечивает наиболее благоприятные условия создания полного провара корня сварного соединения по всей его длине. Технологическое выполнение задачи похоже на создание стыковой сварной сварки с V-образным разделением. Сварное соединение формируется между поверхностями V-образной формы подходящим сварочным аппаратом.
Угловые швы в процессе сварки требуют особенно тщательную сборку соединяемых деталей. Это нужно для обеспечения максимально возможного зазора между ними. Чем это расстояние меньше, тем большая вероятность попадания в него металла в жидком состоянии.
V-образные сварные соединения выполняются без скоса кромок, если металл толщиной менее 14 мм. Кроме того, от свариваемой толщины металла зависит выбор вариантов ручной дуговой сварки.
Рекомендуемые варианты скошенных сборок могут быть следующими:
габариты металла — 6-8, катет — 6 мм, проводящая часть — 6 мм, 300-350А;
габариты металла — 10-14, катет — 8 мм, проводящая часть — 8 мм, 480-560А.
Как показывает практика, сваривание вертикальным катодом не всегда возможно в нижнем положении. При отсутствии такой возможности V-образные стыки варят наклонной составляющей частью. Этот способ работы отличается отрицательными характеристиками. К примеру, наклонным проводником практически невозможно получить качественный провар наплавляемых стыков. Это возможно из-за того, что разгоряченная жидкость постоянно стекает с поверхности, установленной вертикально. Процесс получения неразъемного соединения наклонным электродом затруднителен в односторонних швах трубопроводов. Непроваренная кромка может стать следствием образования трещин. Исключаются подобные дефекты двухсторонней разделкой кромок.
Сварка металлов технологии сварочного производства
При выполнении угловых швов наклонным электродом (рис. 30, а) жидкий металл под действием гравитационной силы стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить «в лодочку» (рис. 30, б) электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
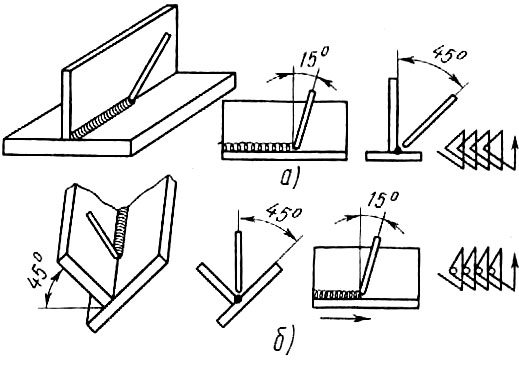
Рис. 30. Положение и движения электрода при выполнении угловых швов
Сварка «в лодочку»
Сварка «в лодочку» угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа. Режимы сварки «в лодочку» с опиранием электрода даны в табл. 8.
Таблица 8. Режимы сварки угловых швов «в лодочку» с опиранием электрода
| Толщина свариваемых листов, мм | Катет шва, мм | Диаметр электрода | Ток. А |
| 4-6 | 5 | 5 | 250-300 |
| 6-8 | 6 | 6 | 300-350 |
| 10- 14 | 8 | 8 | 480-560 |
Примечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Сварка наклонным электродом
Однако не всегда можно установить сварное изделие для сварки «в лодочку»; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45 к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается с задержкой электрода в корне шва.
Швы со скосом кромок
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
Скос кромок у стенки тавра делают под углом (50 ± 5)°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами. Примерные режимы сварки тавровых соединений со скосом кромок даны в табл. 9.
Таблица 9. Примерные режимы ручной дуговой сварки угловых швов со скосом кромок
| Тип шва | Толщина
металла, мм |
Число слоев или проходов | Диаметр
электрода, |
Ток, А |
| Односторонний таврового или углового соединения, со скосом одной кромки
под углом (45±2)° |
4 | 1 | 3-4 | 120-160 |
| 6 | 1 | 4-5 | 160-220 | |
| 8 | 1-2 | 4-5 | 160-220 | |
| 12 | 3-4 | 4-6 | 160-300 | |
| 20 | 6-8 | 4-6 | 160-300 | |
| Двусторонний таврового или углового соединения, с двумя симметричными скосами одной кромки под углом (45±2)° каждого скоса | 10 | 2-4 | 4-6 | 160-320 |
| 20 | 4-6 | 4-6 | 160-360 | |
| 40 | 8- 16 | 4-6 | 160-360 | |
| 60 | 16-30 | 5-6 | 220-360 | |
| 80 | 30-40 | 5-6 | 220-360 |
Подготовка сторон шва
Осуществляя подготовку поверхностей для тавровых соединений, следует учитывать, что одна из сторон конструкции, подвергающейся сварке, образует горизонтальную плоскость, а другая – вертикальную. Таким образом, между обеими плоскостями образуется прямой угол.
При Т-образном (тавровом) соединении, подготавливать кромку вертикальной плоскости нужно исходя из толщины листов, которые выбраны для сварки. Если толщина металлического листа не превышает показатель в 12 мм, то ему подготовка и вовсе не нужна. Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону. При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
В отличие от таврового, никакой подготовки кромок не требуют нахлесточные угловые соединения. Швы нужно наложить на обе стороны в углах, образующихся после того, как металлические листы будут совмещены, посредством накладки один на одного.
В случае создания классического углового соединения (две соединенные детали из металла образую угол), надо обрезать торец лишь одного из элементов.
Соединение профилей просекателем. Как выбрать
Найти его можно в любом специализированном магазине. Но продавец представит вашему вниманию сразу несколько видов просекателя, и выбор будет затруднительным. Просекатели могут быть станочными, ручными и пневматическими.
Пневматический или ручной просекатель пригодятся вам, если вам придется конструировать сложный профиль, вытянуть каркас или согнуть его, подрезать углы. Такие просекатели по размеру маленькие, но, тем не менее, очень мощные.
Ручные просекатели обычно имеют маленькую рукоятку: ими можно не только скрепить каркас, но и, к примеру, пробить замочную скважину.
 Ручные просекатели профиля для гипсокартона обычно имеют маленькую рукоятку
Ручные просекатели профиля для гипсокартона обычно имеют маленькую рукоятку
Но самый частый товар в ассортименте – усиленный просекатель. Название его не случайно, так как сделан он из материалов особой прочности, и сломать его крайне трудно. Если его режущая часть износилась, то ее можно заменить.
Стоит сказать ещё и о профессиональных просекателях. Но используются они в строительстве зданий, так как для ремонта в квартире слишком велики, да и цена такого просекателя практически равна всей конструкции из ГКЛ.
Выбирая просекатель, сообщите продавцу-консультанту следующую информацию:
- Толщина металлического профиля ;
- Свойства профиля;
- Форма и размер отверстия;
- Необходимость использования пресса на каком-либо этапе работы.
Интересно, что многие умельцы самостоятельно изготавливают просекатель из подручных средств.
Как правильно сварить уголок под 90 градусов
При изготовлении различных металлических конструкций, стальной угловой прокат (уголок) относится к наиболее часто применяемым материалам. Кроме сварки угловых заготовок между собой, часто возникает необходимость приварить уголок к трубе или к плоской поверхности. Такие соединения используют при строительных и монтажных работах, изготовлении мебели и поделок.









Виды соединения
Сварка стальных изделий с применением уголка сводится к нескольким основным видам соединений:
- стыковая сварка заготовок из углового проката;
- сварка угловых заготовок под углом 90 °;
- сварка угловой стали с другими изделиями.
Создавая конструкцию, хороший сварщик решает как минимум, две задачи. Первая заключается в том, чтобы сварить прочное изделие, успешно выдерживающее определенные нагрузки. Вторая задача в том, чтобы выполненная работа смотрелась эстетично. Ведь работа настоящего мастера всегда радует глаз.
Рассмотрим типовые примеры, показывающие, как сваривать железные уголки между собой, а также с другими поверхностями.
Стыковое соединение
Можно сварить куски углового профиля встык. Такой вид сварки часто требуется для того, чтобы удлинить имеющийся отрезок стали. Технология выполнения такого соединения проста и в основном не отличается от стыкового соединения листовых заготовок. Но некоторые особенности всё же имеются.
Вначале следует произвести ровную обрезку соединяемых участков. Этой процедуре должна предшествовать тщательная разметка материала. Вообще, это должно быть правилом при работе с металлом, если есть цель качественно выполнить работу. Острые края срезов нужно обработать напильником, удалив с них заусенцы и обрезки металла.
Не следует начинать сварку с наложения чистового шва по одной из полок углового проката. При интенсивном нагревании в процессе сварки, металл деформируется, в результате чего стык по второй полке угловой заготовки может разойтись. Правильней сначала сварить металл прихватками по краям полок и в середине уголка, а уже после этого окончательно приварить заготовки друг к другу.
Приварка к трубам и плоскостям
Наиболее удобно сваривать уголок с профильной трубой, так как её плоские поверхности плотно прилегают к полкам уголка и при сварке образуют надежное соединение. Например, если надо сварить верстак, стол для мастерской или подставки, то основой будущей столешницы может служить рамка из уголка, а ножками – отрезки труб.
В этом случае рамку можно ориентировать плоскостью вверх, а стальные трубы – ножки приварить к её внутренним углам. При выполнении этой работы также полезно применять струбцины нужной формы и трубы круглого сечения.
Если прочность предполагаемого соединения недостаточна, можно сварить усиливающие элементы в виде треугольных косынок из листового металла или отрезков уголка.
Сварка профилей под углом 90 °
Когда появляются вопросы, подобные тому, как сварить рамку из уголка, необходимо уметь правильно соединять детали под углом 90 °. Существует три варианта исполнения.
Первый способ заключается в том, что наружная часть одной из полок одного уголка накладывается на внутреннюю часть полки второго. Этот способ наиболее прост, но при его выполнении один уголок оказывается выше другого на толщину полки.
Второй способ состоит в предварительной обрезке полки одного из уголков на величину высоты полки. После этого второй уголок можно приложить к вырезу заподлицо и сварить с первым.
Третий способ сварки также позволяет сварить заготовки на одном уровне. Для этого каждая из заготовок предварительно обрезается под углом 45 °C, после чего они соединяются углами, образуя в итоге прямой угол.
Чтобы сварить рамку, необходимо взять четыре заготовки из углового проката, подготовленные для сварки под прямым углом по одному из приведенных способов. Для предварительного закрепления лучше использовать с струбцины.
Совместив все заготовки, необходимо проконтролировать геометрические размеры будущего изделия. Затем, сделав прихватки по четырём углам, вновь сделать замеры диагоналей рамки, при необходимости подкорректировав их легкими ударами молотка вдоль большей диагонали. После этого можно осуществлять сварку стыков.
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:




Выбор крепежа
Прежде чем рассматривать способы установки профиля под стеновой гипсокартон, следует разобраться с тем, какие крепежи и инструменты вам могут потребоваться при работе.
Специальный крепеж
Производители металлического профиля выпускают и специальные крепежные элементы, предназначенные для соединения участков и узлов создаваемого каркаса:
- Удлинитель профиля предназначен для наращивания металлических полосок. Вставка изготовлена из того же материала, что и все элементы будущего каркаса и подходит по размеру к выпускаемым производителем оцинкованным рейкам, точно соединяя и укрепляя их.
- Одноуровневый «краб» быстро и жестко фиксирует профили в одной плоскости. Место соединения дополнительно скручивается для надежности саморезами.
- Двухуровневый соединитель скрепляет и фиксирует профили, располагающиеся один под другим.
- Боковой соединитель создает Т-образные соединения, фиксируя перпендикулярные профили.
Для использования этих специальных крепежных элементов следует предварительно создать эскиз монтируемого каркаса и рассчитать нужное их количество.
Саморезы
Метизы — главный крепеж при возведении каркаса под гипсокартон. С их помощью усиливается соединение специальными элементами или же полностью монтируется вся конструкция. Саморезами также прикручиваются подвесы для профилей к деревянной стене.
Длина саморезов для соединения металлопрофиля должна быть 9 или 11 мм. На качество сборки конструкции материал, из которого созданы метизы, никак не повлияет, поэтому можете покупать любые имеющиеся в магазине. В среднем расход данного крепежа составляет 20-25 штук на 1 кв.м. возводимой конструкции.
Дюбель-гвозди
Данный крепеж необходим для фиксации подвесов к бетонной или кирпичной стене. Оптимальная длина дюбель-гвоздя — 37 мм, а диаметр — 6 мм.
Подвесы
Еще один важный крепежный элемент — подвесы, на которые крепится каркас к стене. Они имеют П-образную форму, из-за которой мастера прозвали их «крокодилами». Подвесы фиксируются по линиям разметки на стены с помощью саморезов или дюбель-гвоздей.
Необходимое число подвесов рассчитывается по количеству стоечных профилей. На один трехметровый элемент потребуется 5 «крокодилов».
Способы соединения металлических профилей. Крепление с помощью саморезов
Соединить или удлинить оцинкованные элементы для ГКЛ с помощью саморезов достаточно просто, к тому же здесь нет необходимости в специальных инструментах. Но недостатком такого способа является низкая степень прочности, что не годится для установки тяжелых предметов.
Крепиться на саморезы могут лишь элементы при монтаже конструкций из нестандартных или стоечных профилей, к которым трудно найти комплектующие.
Из материалов и инструментов для сборки каркаса понадобятся:
- Металлические профили для изготовления обрешетки
- Саморезы с острыми наконечниками
- Ножницы по металлу, можно фигурные
- Шуроповерт с набором насадок
В отличие от стандартных ножниц по металлу, у фигурных инструментов рабочая часть немного загнута и ручки находятся сверху, что делает рабочий процесс намного удобнее и безопаснее.
Как правильно прикрепить профиль без резки
Следует крепить направляющий элемент к стеновой поверхности и потолку, а уже после заводить в него основной. Длина должна быть подкорректирована заранее, чтобы при совмещении не возникало трудностей с подгонкой элементов.
Следующим этапом будет монтаж двух-трех саморезов через стенку профиля, они смогут надежно зафиксировать элемент в заданном направлении. При закручивании крепежа необходимо одной рукой удерживать соединение, чтобы не произошло сдвига профиля.
Чтобы соединить два элемента в углу, нужно подвести их под прямой угол и закрепить по диагонали через само соединение с помощью двух саморезов. Если нет доступа ко второй стороне, то можно ограничиться креплением на одной стороне. Соединение направляющих для гипсокартона выполняется аналогичным способом.
Увеличить запас прочности соединения на углах можно путем надреза бортиков профиля и выгибания его под прямым углом, без разреза основания.
Следует знать, что наращивать таким способом профиля по длине не эффективно, конструкция не получит требуемой жесткости.

Как соединить профиль с надрезанием
Технология крепления трудносоединяемых элементов:
- Произведите замеры, но при этом необходимо учитывать, что длина фрагментов должна быть несколько больше. Ведь торцевые части будут зарезаться для крепления их к стойкам. Оптимальным вариантом будет нужная длина плюс 3-4 см с каждой стороны;
- В случае предполагаемой нагрузки на конструкцию следует установить перемычки. Если нагрузки нет, то боковые стороны можно обрезать, оставив основание, которое будет заходить на профиль;
- Угол надреза не должен превышать 45 градусов.
При необходимости более прочного соединения применяется комбинированный способ из крепления крабов и скручивания элементов между собой. Это отличный вариант для монтажа тяжелого стенового гипсокартона, отличающийся наивысшей степенью надежности.
Усиленный способ фиксирования перемычек
Если требуется высокая прочность перемычек в потолочных и стеновых конструкциях, то пользуются следующей технологией:
- Нарежьте направляющий профиль на равные куски с длиной 10 см, их необходимо крепить с двух сторон перемычек. Нарезать их нужно в два раза больше, чем изготовлено ребер жесткости;
- Готовые элементы приставьте к боковой стороне стоек на заданном уровне и прикрутите их двумя-тремя саморезами. Должны получиться дополнительные пазы для основной стойки, за счет которых конструкция получит нужную жесткость.
Теперь понятно, как правильно соединять профили для гипсокартона своими руками при помощи саморезов.
Преимущества и недостатки
Угловое соединение является прочным и распространенным, однако важно учесть, что угловой шов в то же время сложный и требует определенных навыков и опыта. При несоблюдении правил сваривания угловых швов возникнут дефекты в виде
- прожегов ( сквозное отверстие в шве, причина высокий ток, задержка электродом на одном месте, большой зазор),
- свищей ( это трубчатая полость в сварном шве. Образуется за счет коротких замыканий электрода или резком прерывании дуги, так же причиной может стать отсутствие хорошей технологической подготовки свариваемых деталей),
- подрезов ( углубления, образующиеся из-за неправильной техники сварки, неправильное положение электрода, что приводит к ослаблению сечения),
- непроваров ( возникающих из-за силы тока, высокой скорости перемещения электрода, некачественная зачистка, смещение электрода и т.д.),
- наплывов ( стекший металл, так же образованный из-за не правильной техники сварки) и т.д.
Соблюдая технологию, все дефекты можно предотвратить и получить надежное, прочное соединение. Плюсом так же будет экономичность, получение конструкций сложной формы и разной толщины. Минусом так же является опасность процесса и деформация.








Это интересно: Обратноступенчатый способ сварки однослойных и многослойных швов
Сварка швеллеров без потери прочности соединения

Любое сварное соединение ослабляет конструкцию и отдельные его узлы. Поэтому в строительстве для уменьшения сварных соединений при повышенных нагрузках на опорные балки несущих конструкций принято использовать швеллерный и двутавровый металлопрокат. Сварка швеллера при монтаже несущих частей конструкции представляет особую важный этап, но часто вызывает затруднения и невозможность выполнить строгие правила сваривания (ГОСТ).
Общие сведения о швеллере
Стальной швеллер представляет собой металлическое изделие, которое имеет П-образный профиль сечения. Данная конструкция позволяет при минимальном расходе материала, металла, получить высокие конструкционные характеристики. Способы изготовления швеллеров (гибкой на специальном станке или методом горячего проката) не влияют на выбор техники сваривания при его соединении, а только на общие прочностные характеристики.
Основные преимущества швеллера направлены на усиление отдельных узлов конструкции и заключаются:
- В возможности выдерживать большие осевые нагрузки.
- В высоком сопротивлении на изгиб при центральной нагрузке.
- В возможности соединения без использования сварки.
И так же эти же преимущества являются и недостатками при сваривании швеллеров.
В настоящее время выпускается пять видов швеллеров:
- специальные;
- с полками разной величины;
- равнополочные;
- с определенным уклоном полочных граней;
- с параллельными гранями полок.
Самой большой прочности соединения можно добиться при сваривании равнополочных швеллеров с параллельными гранями полок. Они и являются самыми востребованными в сфере строительства.
Трудности соединения швеллеров
Для сборных металлоконструкций швеллера хорошо себя зарекомендовали, но мельчайшие ошибки в их соединении вызывают критичное нарушение прочности всей конструкции. Каждое сварное соединение само по себе ослабляет прочность металлоконструкции на 5-7%, при том, что металл шва имеет более высокие прочностные характеристики, чем металл основной детали.
Проблема заключается в самой техники сваривания, в правильном предварительном разогреве металла и в опыте сварщика. Неудобное положение при сборке некоторых узлов, а так же неправильно выбранные шов приводит к тому, что околошовная зона сваривания (зона не равномерного плавления) теряет до 20% своей прочности. Это самые уязвимые места соединения и на каждый сварной шов их два, с двух сторон. ГОСТ предусматривает самые распространенные узловые соединения, но далеко не все.
Итог:
- Всеми рекомендованными нормами по ГОСТу пренебрегать нельзя.
- Сварка швеллеров по ГОСТу гораздо прочнее, даже при условиях дополнительного усиления конструкции.
- Все дополнительные накладки после сварки между собой встык необходимо выполнять исключительно снаружи швеллеров.
- Сварка во внутренних углах швеллера только ослабляет общую конструкцию, поэтому варить во внутренних углах, как и внутри самого швеллера, не желательно.
- Сваривать можно не только по ГОСТу, так как это иногда неудобно, но и опираясь на рекомендации.
Распространенные варианты соединения швеллеров
Для соединения двух швеллеров между собой используют два основных варианта. Выбор варианта соединения зависит:
- от условий выполнения шва;
- от длины сварного соединения и количества сварщиков для его исполнения;
- от вида нагрузки и зоны ее влияния (чаще всего это сжатие, приложенное к середине центра сечения);
- от толщины и типа швеллера;
- от максимальной общей нагрузки на конструкцию, от необходимой прочности.
Основные типы соединений и самые распространенные металлоконструкции из швеллеров на практике получают при использовании наиболее удобного метода сваривания.
Сварка швеллеров согласно ГОСТу.
Используется электродуговая сварка (ГОСТ 11534) или сварка под флюсом (ГОСТ 15164) с электродами УОНИ. Для начала необходимо сваривать более толстые элементы — полки швеллеров, а только потом менее толстые — стенки.