
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
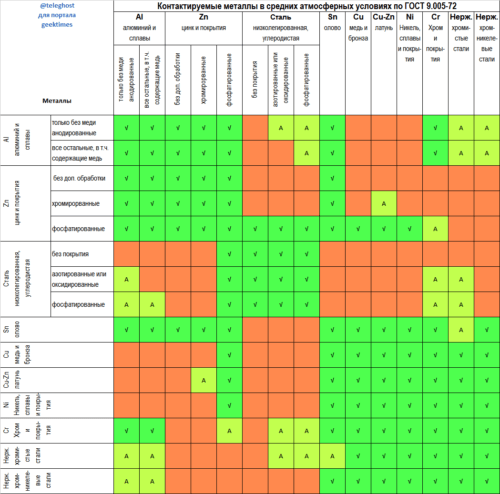
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
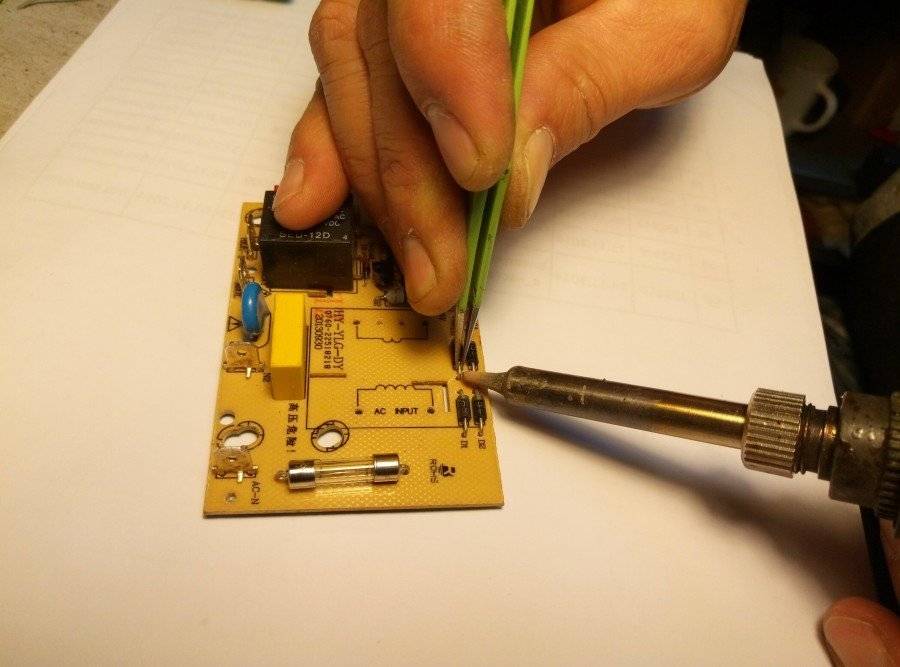
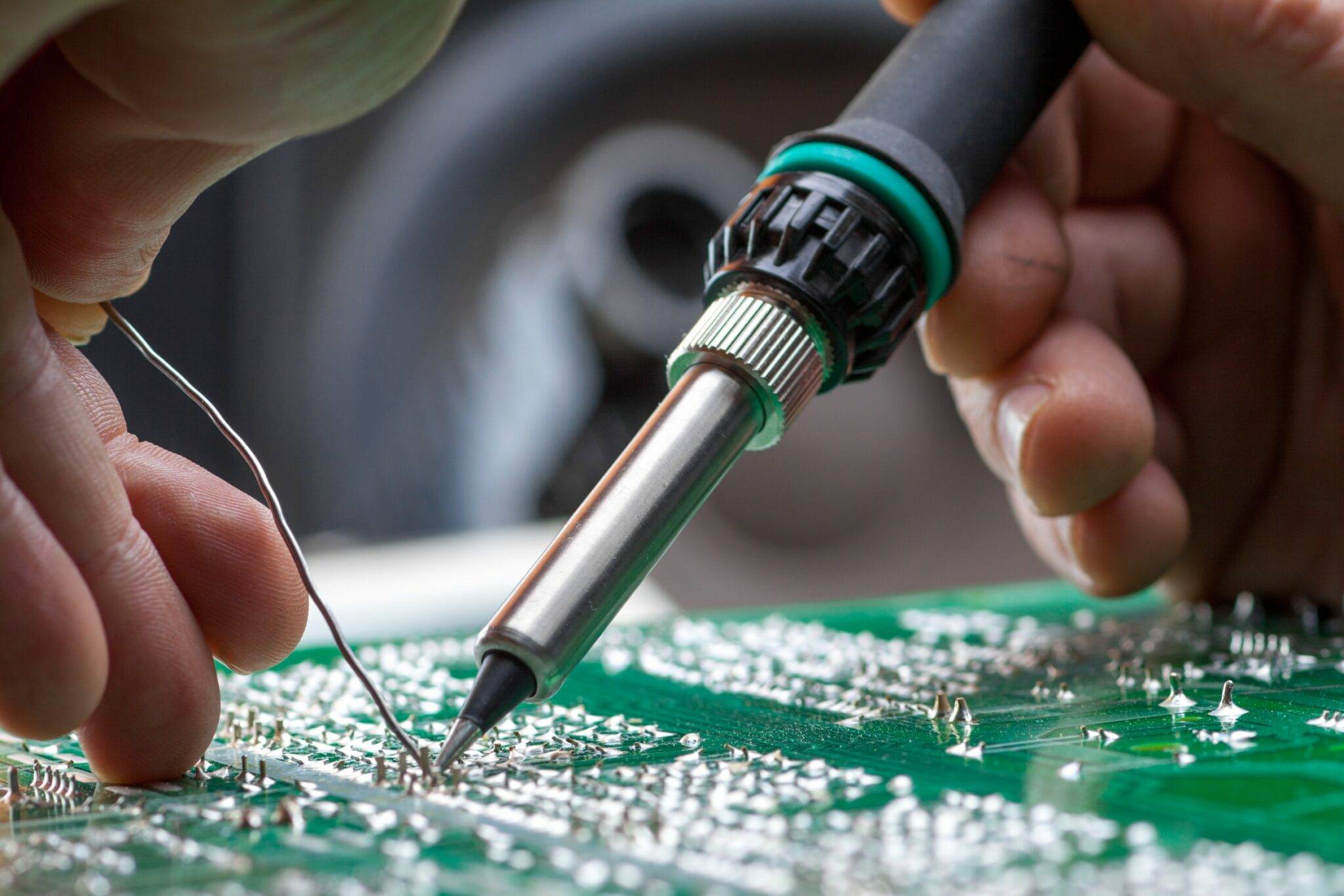
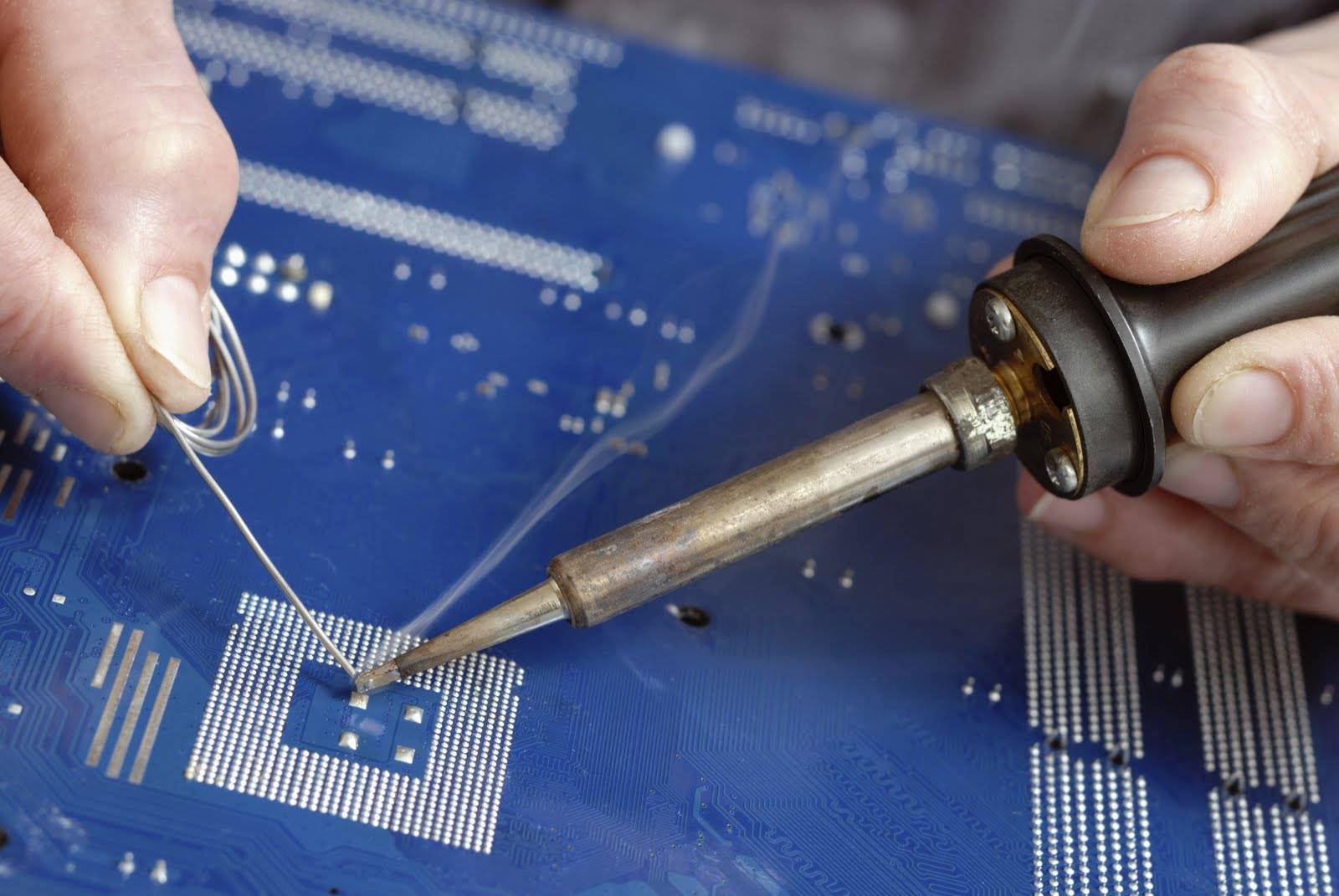
Конструкция паяльника и принцип его работы

Обычный паяльник состоит из:
- жала/стержня;
- держателя;
- нагревательного элемента;
- электрического шнура.
Для спайки деталей друг с другом, мастеру необходим обязательный элемент – припой. Это сплав для паяния, который состоит из разных видов металлов: цинка, олова, меди и других.
При включении прибора в сеть, нагреватель начинает вырабатывать тепло. Он разогревает жало, или стержень, который состоит из материала, обладающего хорошей проводимостью тепла.
Стержень способен нагреваться до 450 градусов. Мастер прислоняет его к припою. Жидкий припой, оставшийся на наконечнике, соединяет нужные детали. В результате получается плотное соединение, которое не может разрушиться самостоятельно. Именно поэтому паяльник выбирают мастера для спайки и крепежа важных деталей в проводах и электроприборах.
Принципы выбора паяльных устройств
Современное оборудование для пайки предназначено для выполнения качественного соединения элементов
И для того чтобы оно могло наиболее эффективно справляться с этой задачей, при его выборе необходимо обращать внимание на следующие конструктивные и технические особенности:
Тип нагревательного элемента. На сегодняшний день в магазинах можно приобрести два вида паяльных устройств в зависимости от используемого в них типа нагревателя — керамические и нихромовые. Керамическим нагревателям требуется минимум времени для нагрева, однако, они отличаются неустойчивостью к неравномерному прогреву и могут треснуть. Однако если паяльное оборудование оснащено системой термостабилизации, то такие нагреватели могут демонстрировать хорошую теплоотдачу, высокую мощность и долговечность. По сравнению с ними нагреватели из нихрома не обладают столь длительным сроком службы, поэтому выбирать их следует, если прибором для пайки планируется пользоваться нечасто. Главное достоинство нагревателей из нихрома — более низкая цена по сравнению с керамическими.
Диапазон регулируемых температурных режимов.
Скорость разогрева.
Мощность. Для обеспечения качественной работы паяльного оборудования необходимо учитывать цели его использования. Если говорить конкретнее, то нужно учитывать тип пайки, который нужно выполнить, а также компоненты, с которыми предстоит работать
Исходя из этого, становится понятно, что именно на мощность нужно обращать в первую очередь внимание при выборе станции. Особенно об этом следует помнить тем покупателям, которые выбирают оборудование для ремонта чувствительных видов аппаратуры — навигаторов, планшетов и пр.
Напряжение.
Эргономические параметры — форма, размеры и вес.
А также не следует оставлять без внимания и объективные факторы, которые смогут помочь в выборе подходящего устройства для пайки:
- Если исходить из действующих в мире стандартов, то все работы, связанные с изготовлением и ремонтом электроники, должны проводиться с использованием метода бессвинцовой пайки. Поэтому в выбираемом оборудовании максимальный температурный режим не должен превышать отметку 250 градусов Цельсия.
- Расположение микросхем в корпусе типа BGA. На первый взгляд может показаться, что в этом есть определенный смысл, ведь так можно уменьшить габариты изделия. Но в то же время возникает и негативный момент — пайка становится более трудоемкой операцией из-за труднодоступности компонентов.
Припои
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов
При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
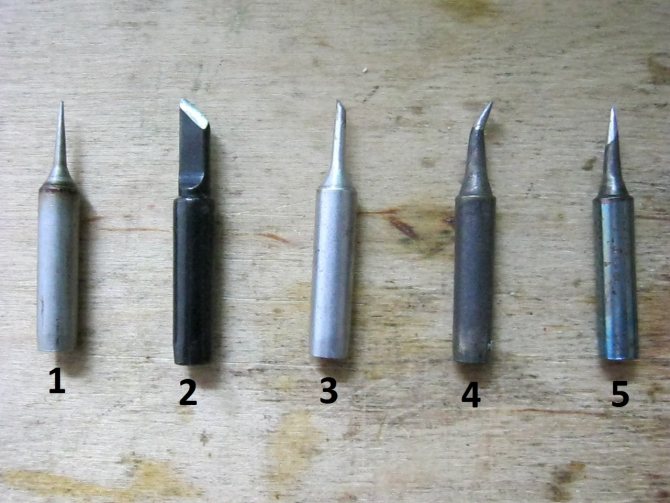
Выбор жала и уход за ним
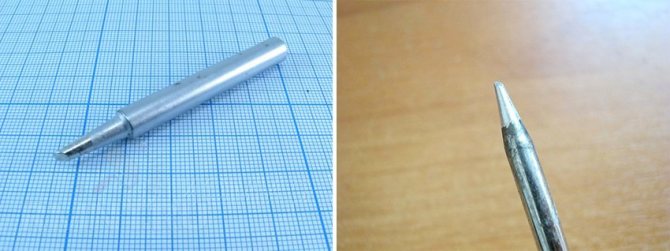
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.

Медные жала для паяльника
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.







Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.

Где применяется
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию. К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
Классификация припоев

Условно можно разделить современные припои на две группы:
- Плавящиеся под низкими температурами.
- Плавящиеся под высокими температурами.
Как уже отмечалось, низкотемпературная пайка выполняется под 450°C и ниже. Сам припой для такого рода операций должен размягчаться уже при 300°C. К подобным материалам относят широкую группу оловянных сплавов с добавлением цинка, свинца и кадмия.
Высокотемпературные средства расплава задействуются для пайки при температурах порядка 500°C. Преимущественно это медные составы, в которые также входит никель, фосфор и цинк
Важно отметить, что, к примеру, припой олово-свинец-кадмий помимо более низкой температуры плавления будет отличаться от медных сплавов и механической прочностью. Соотношение по стойкости перед физическим давлением можно представить так: 20 – 100 МПа против 100 – 500 МПа
Разновидности паяльников по разным признакам
Кроме того, что паяльники для проводов и плат классифицируются на виды по мощности и напряжению, есть и другие критерии их разделения. Знать, какие виды паяльников бывают, и по каким признакам они подразделяются, необходимо для того, чтобы выбрать подходящий прибор в зависимости от возлагаемых на него задач.
По конструктивным особенностям паяльники бывают следующих видов:
- Стержневые — это самые распространенные варианты инструментов для пайки. Их устройство и принцип работы описан в материале выше. Такой вид лучше всего подходит для выполнения спаечных работ по дому — когда необходимо отремонтировать бытовую технику или соединить два электрических провода, исключив уменьшение сопротивления в месте соединения
- Пистолетные — они так называются по причине сходства по внешней форме с огнестрельным оружием. Рабочая часть инструмента располагается непосредственно под углом 90 градусов от рукоятки, что повышает удобство проведения соответствующих работ. Применяются такие паяльники при проведении ремонтных работ
- Паяльные станции — их еще называют стационарными паяльниками. Такое название приборы получили по причине комплектации блоками управления, посредством которых регулируется напряжение, мощность, сила тока, температура
Стержневые приборы еще называют бытовыми, так как они нашли свое применение среди домашних умельцев. Однако ими пользуются не только домашние мастера, но и профессионалы. При проведении более сложных спаечных манипуляций, применяются паяльные станции, которые подразделяются на три основных вида:
- Инфракрасные — процесс пайки реализуется посредством инфракрасного излучения. Длина волны инфракрасного излучения составляет от 2 до 10 мкм, а зона прогрева колеблется от 10 до 60 мм
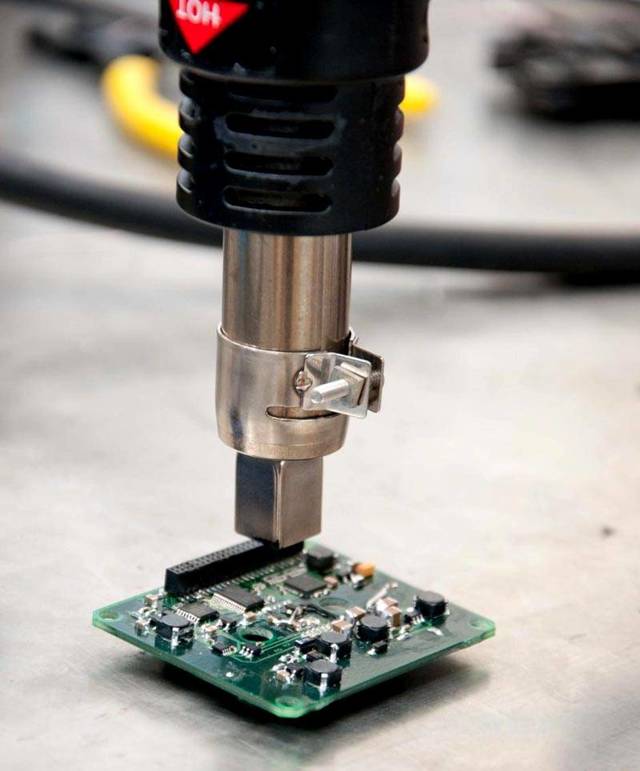
- Термовоздушные — плавление припоя осуществляется посредством воздействия на него потоком горячего воздуха (подобно работе фена). Температура прогретого воздуха, выходящего из сопла инструмента, составляет от 100 до 500 градусов. Фокусирование потока воздуха осуществляется посредством сопла. Создание потока реализуется за счет применения компрессора или турбины. Турбинные модели имеют встроенный электромотор внутри прибора, который соединен с крыльчаткой. Вращение двигателя приводит в действие крыльчатку, что в итоге способствует созданию воздушного потока. Компрессорные модели паяльников создают давление воздуха посредством диафрагменных компрессоров, расположенных в конструкции станции
- Цифровые — это современные профессиональные паяльники, принцип работы которых идентичен со стержневыми приборами. Отличительная их особенность в том, что специалист в зависимости от спайки соответствующих деталей, задает соответствующие параметры напряжения, тока и мощности
Еще одним немаловажным признаком, по которому классифицируются паяльники, является принцип их нагрева.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь

Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой
Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя
Чугун

Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан

Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Рекомендации при покупке и эксплуатации
При покупке оборудования специалисты советуют придерживаться следующих рекомендаций:
- Для монтажа небольших систем в домашних условиях можно купить паяльник российского производства.
- Турецкие аппараты приобретаются при выполнении большого количества соединений в загородном доме или квартире.
- Для разовых работ лучше прибор взять в аренду.
- Европейские модели позволяют проводить монтаж на сложных объектах.
Срок службы оборудования удастся продлить, если аккуратно им пользоваться, соблюдая основные правила эксплуатации. При работе с паяльником необходимо не пренебрегать техникой безопасности.
Рекомендуется защищать руки с помощью рукавиц. Прибор подключать к розетке с заземлением для предотвращения поражения человека током через металлический корпус.








 Паяльник для пайки пп труб в работе
Паяльник для пайки пп труб в работе
Специалисты также советуют при работе применять подставку. Она исключает соприкосновения греющего элемента с другими поверхностями. Поэтому не произойдет возгорание предметов и конструкций, к которым относится деревянный пол.
Перед началом основных работ рекомендуется выполнить пробную пайку, используя ненужные обрезки труб. Периодически также необходимо очищать насадки, удаляя с их поверхностей остатки полипропилена.
Требования к паяльникам для пайки радиодеталей
Чтобы подобрать качественный паяльник для конкретных целей, требуется учитывать все особенности выбранного направления. Работа с микросхемами несколько отличается от пайки труб, проводов и различных контактов. Все это отображается на инструменте, который требуется для выполнения данной процедуры.
Различные типы жал паяльников
Рассматривая варианты, какой паяльник выбрать для пайки радиодеталей для начинающих, стоит обратить внимание на такие требования:
Форма жала. При работе с деталями радиотехники и электроники нужно, чтобы у паяльника было коническое жало. Такая форма лучше всего подходит для работы с мелкими контактами. Благодаря данному подходу, мастеру намного легче выпаивать микросхемы и впаивать их на нужное место, что является основными операциями с использованием этого инструмента.
Материал жала. Лучше всего подбирать керамические модели, так как они помогают защитить чувствительные изделия от статического напряжения. Медные разновидности также используются и являются вполне практичными, но с ними приходится работать более аккуратно. Керамические жала легче чистить и они быстрее подготавливаются к работе.
Регулятор мощности
Рассматривая, какой паяльник лучше выбрать, стоит обратить внимание на современные модели с регулятором мощности. Это позволяет подобрать нужные характеристики инструмента для конкретного вида работы
Благодаря этому, можно одним паяльником выполнять множество видов процедур.
Компактность размеров. Небольшими моделями намного проще управлять при работе с микросхемами. Толстые жала, даже если они имеют нужную форму, не позволят вести тонкую работу. Соответственно, небольшая легкая модель с тонким наконечником будет отличным вариантом выбора.
Наличие дополнительных кнопок. Кнопки для повышения температуры пайки, которые встречаются на импульсных моделях, а также в других разновидностях. Они помогают экономить энергию при работе.

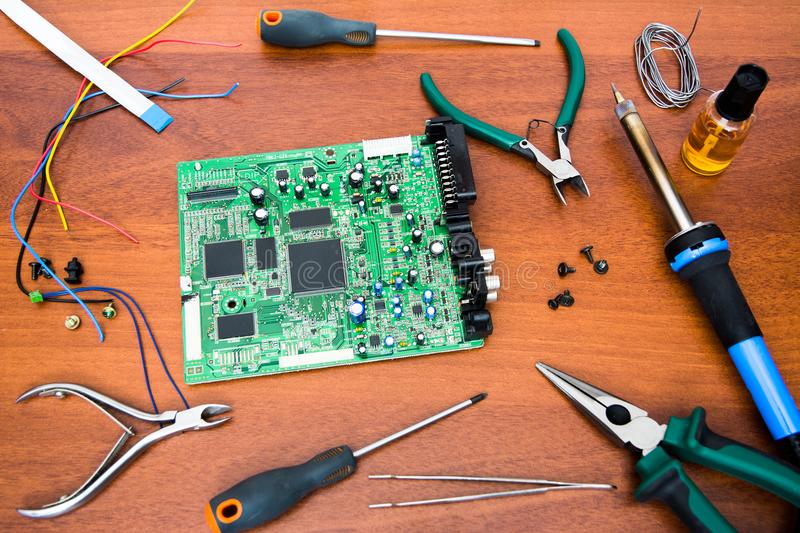
Различные модели паяльников
Паяльник
Главный инструмент для пайки. Существует множество приспособлений, отличающихся ценой и сложностью конструкции. Самый простой контактный аппарат можно изготовить своими руками. Профессионалы используют паяльники с подачей припоя, которые увеличивают производительность процесса.
Рассмотрим основные виды инструментов.
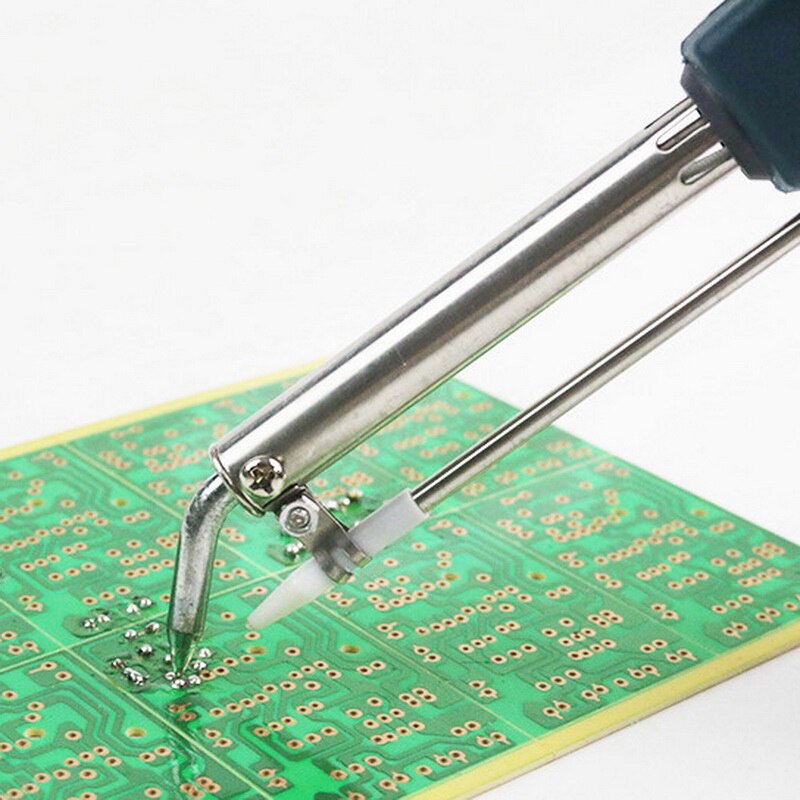
Молотковый

Своим названием обязан специфической форме, напоминающей молоток. Классический инструмент, которым работали на заре развития технологии. Сейчас используется для соединения массивных деталей – проводов большого диаметра, труб, листового металла.
Конструкция представляет собой ручку-держатель и наконечник из меди, способный долго сохранять тепло. Раньше его нагревали на открытом огне и приступали к работе. Современные аппараты используют электричество для достижения заданных параметров.
Электрический
Самая распространенная конструкция. Своей популярностью инструмент обязан простоте исполнения. Устройство состоит из трех элементов:
- корпус;
- термоэлемент;
- стержень.
Простота конструкции позволяет легко ремонтировать прибор в домашних условиях.
По мнению специалистов – это лучший прибор для изучения основ пайки. Рабочие параметры зависят от мощности термоэлемента.

Стержень или жало – контактная часть паяльника
Многофункциональные устройства оснащают функциями регулировки температуры, за счет изменения уровня напряжения. Это увеличивает круг возможностей использования.
Заслуживает внимания импульсные приборы – одна из разновидностей электропаяльников. Их стоимость выше, чем у классических моделей, однако быстрый нагрев и высокая точность работы компенсируют этот недостаток.
Для пайки заготовок, чувствительных к перегреву используют паяльники с безопасным напряжением – 12 В. Наряду с приборами, работающими от домашней сети, имеется множество беспроводных аппаратов со стационарными источниками питания.
Инструменты для пирографии
Виды выжигателей
Для этой работы был задействован станок для выжигания по дереву с ЧПУ
Агрегат с нихромовой петлёй накаливания
Самый распространённый прибор для выжигания по дереву, это аппарат с нихромовой петлёй, которая как раз и является носителем высокой температуры, действуя по принципу спирали – на замыкание, то есть, она нагревается во время замыкания через неё ноля и фазы. На заводских устройствах зачастую есть переключатель мощности, который может быть плавным или шаговым (щелчковым), что, по сути, не имеет никакой разницы. Основное удобство проволочной петли заключается в том, что её накал и полное остывание происходит за несколько секунд, следовательно, вам не придётся держать постоянно такое устройство во включенном состоянии, а это, в свою очередь, положительно отразится на расходе электроэнергии.
Прибор со сменными насадками
Кроме того, для ручной работы используется аппарат со сменными насадками, как на фото вверху, который также может быть задействован в качестве паяльника при работе с оловом и канифолью (электрические устройства и платы). Такое устройство и нагревается тоже, как обычный паяльник, при помощи вмонтированной спирали у держателя насадки, поэтому, процесс прогрева и остывания происходит достаточно долго и при работе его обычно не отключают от сети. Но этот недостаток в некоторой степени компенсируется переключателем мощности и чтобы насадка полностью не остывала, тумблер переводят на самый слабый режим, хотя замену насадок лучше производить в холодном состоянии, так как металл при нагревании расширяется и можно разломать держатель.
Типовое клеймо для выжигания по дереву
Кроме обычных, заостренных насадок, на выжигатель, работающий по принципу электрического паяльника, можно надевать насадку в виде клейма, то есть, это будет та же самая насадка, только с окончанием в виде плоскости с рельефным изображением. Такие приборы чаще всего применяются для маркировки или серийного производства каких-либо поделок и работают от сети 220В.








Самодельный пирограф
Конечно, самый дорогой инструмент, это станок – выжигание лазером по дереву с высокой точностью достижимо только при механизированной обработке с числовым программным управлением. Преимущество пирографа состоит в том, что он управляется через компьютер, и вы сможете закачать туда программу с нужным вам изображением (рисунком или надписью).
Собираем прибор самостоятельно
Иглы готовы к употреблению
Для начала от иглы для шприца откусываем насадочный раструб – он нам не понадобится, но второй экземпляр лучше всего взять не медицинский, а для шитья.
Привязываем иголки параллельно друг другу
Теперь берём шпажку для барбекю (её, кстати, можно сделать и своими руками, отколов кусок сосновой деревянной рейки) и приматываем к ней синтетической сапожной ниткой иглы так, чтобы они располагались вдоль деревянного держателя на противоположных сторонах, как это показано на фотографии выше. При этом постарайтесь, чтобы швейная игла оказалась чуть-чуть длиннее медицинской, примерно, на 2 мм.
Замыкаем концы
Теперь нам нужно аккуратно подогнуть кончик швейной иглы к медицинской, чтобы её остриё попало как раз в выпускной срез отверстия (так фиксация будет более надёжной). Но не старайтесь замыкать концы так, чтобы они были в напряжении – вполне достаточно будет лёгкого касания.
Припаиваем провода
Теперь нужно припаять к иглам провода от нашего зарядного устройства, но сначала следует залудить места пайки и для этого у нас есть канифоль или флюс. После этого припаиваем концы к иглам – переполюсовка в данном случае не имеет никакого значения.
Приматываем провод ниткой
Чтобы сделать ручку длиной примерно 10 см, приматываем на это расстояние провод той же сапожной ниткой. После этого пропитываем нитку любым синтетическим клеем и даём высохнуть.
Подогреваем термонасадку
Натягиваем на держатель термонасадку, подогреваем её и наш выжигатель готов! (См. также статью Гравер по дереву: особенности.)