
Особенности работы шпиндельного узла
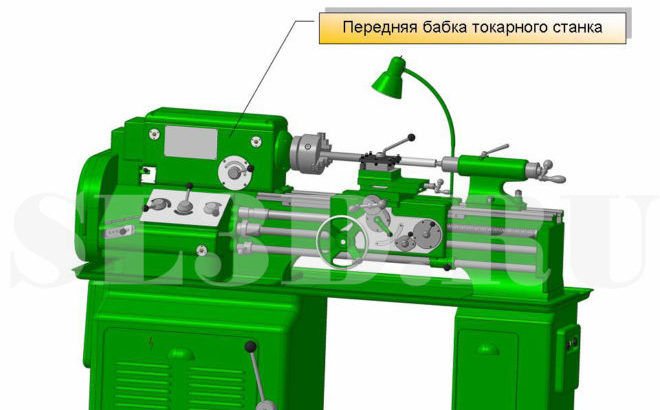
Передняя бабка токарного станка размещается в левой части основания из чугуна. В ее состав входит шпиндельный узел, который необходим для осуществления вращательных движений.
Данная деталь очень важна, поскольку с ее помощью производится перемещение обрабатывающейся заготовки.
Шпиндель обладает следующими техническими характеристиками:
- диаметр отверстия по всей толщи шпинделя – 18 мм;
- количество ступеней вращения равняется восьми, что обеспечивает более качественную обработку деталей;
- наличие посадочного конуса Морзе №3;
- диапазон скорости вращения за одну минуту – 60-1000 оборотов.
Фиксация заготовки на поверхности шпинделя во время ее обработки осуществляется при помощи специального патрона или планшайбы. Сами эти детали фиксируются на агрегате благодаря наличию резьбового соединения. Если возникает потребность обработки заготовки в центрах, на шпиндель монтируется нужный конусный центр.
Чтобы данный узел смог работать качественно и бесперебойно, его устанавливают в опорные элементы передней бабки. Они оснащены специальными подшипниками, которые обеспечивают все эти качества.
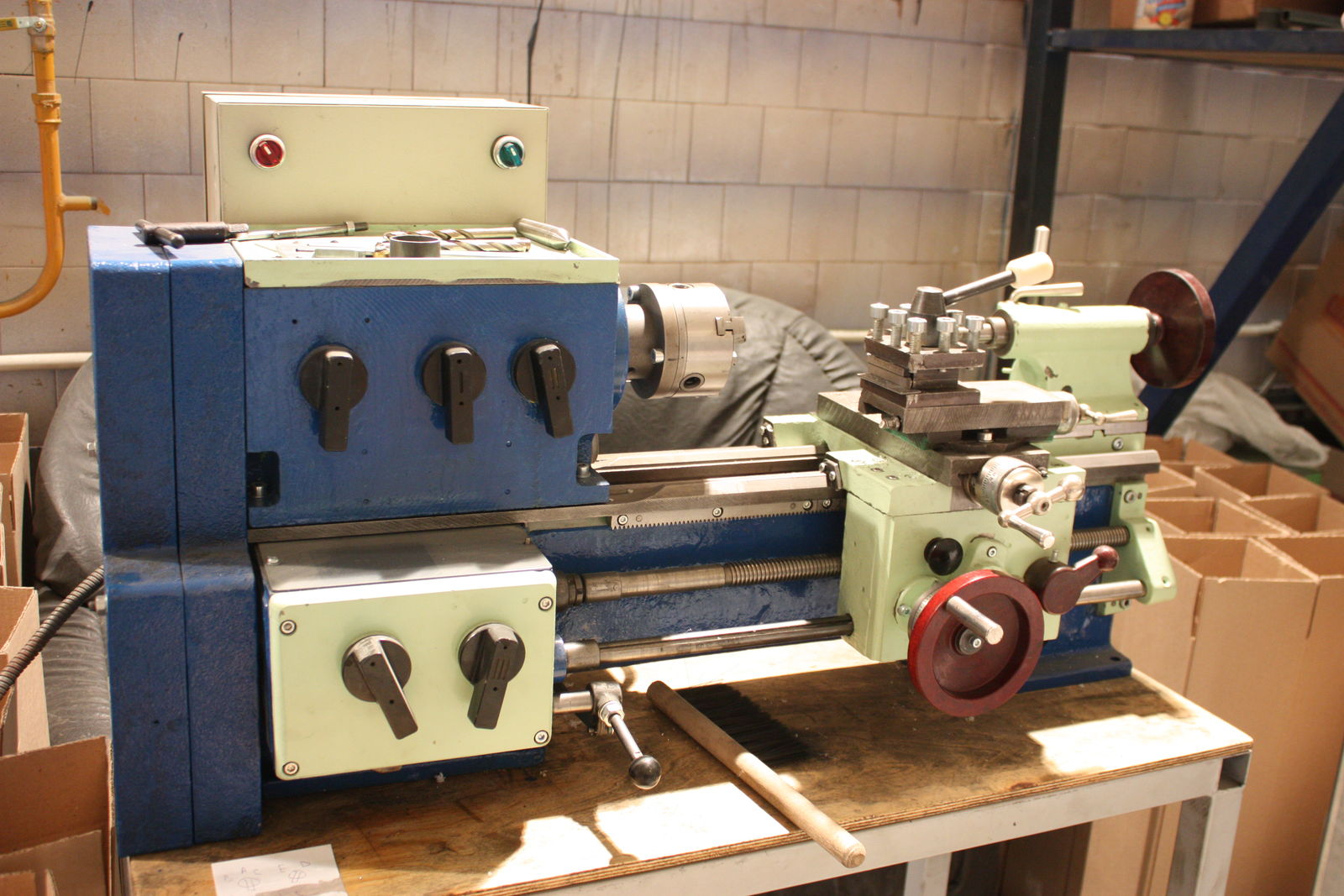
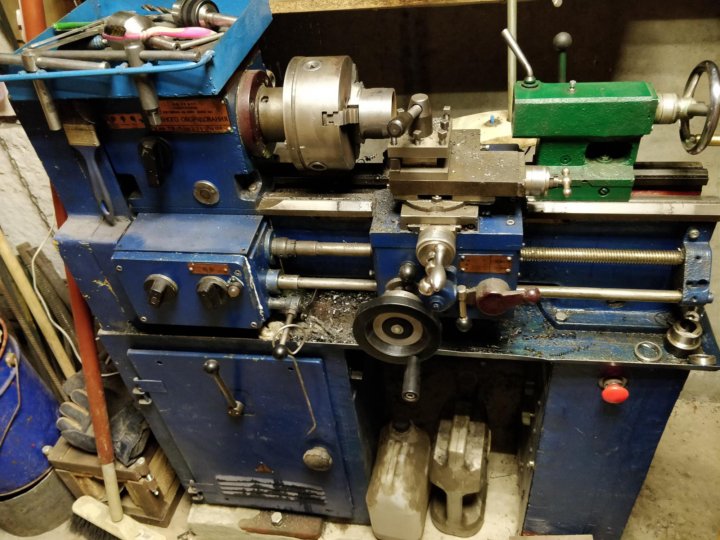
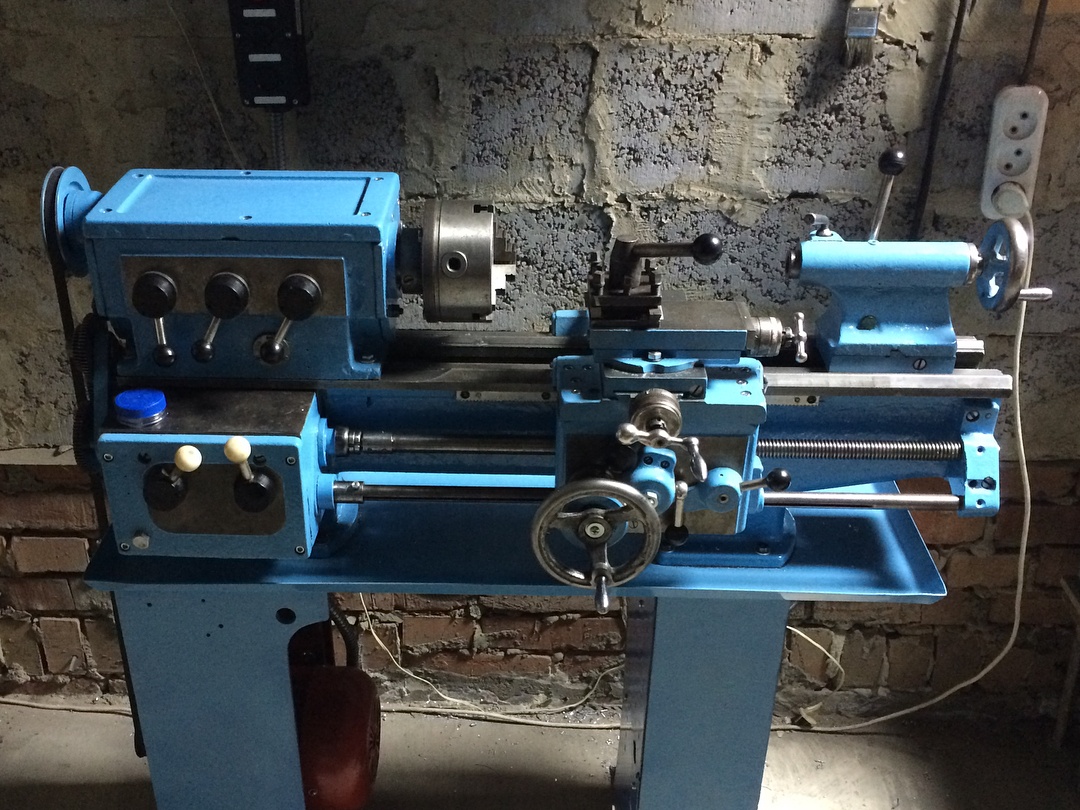
Конструктивные особенности станка
Внешний вид
Станок предназначен для обработки заготовок из различных сортов стали, цветных металлов методом вращения. Дополнительно с его помощью можно выполнять операции по резанию без предварительного нагрева детали.
Отличия этой модели заключаются в конструкции передней бабки и механизма коробки скоростей. Изменение режима работы происходит с помощью переброски ремней по шкивам валов (ведомого и ведущего). Это осуществляется при включении пониженной передачи. Благодаря этому в функционале оборудования добавились три дополнительные подачи и возможность нарезать три резьбы метрического типа.
Для понимания конструктивных особенностей агрегата следует изучить его узлы и характеристики:
- станина. Является базовым компонентом, на который устанавливаются остальные элементы. Изготовлена из чугуна методом литья, для монтажа узлов предусмотрены ниши и защитные дверцы;
- передняя бабка. Предназначена для фиксации и изменения положения обрабатываемой заготовки. Она же передает последней вращательное движение. Для привода есть коробка передач, которая соединена со шкивом шпинделя;
- понижающая коробка. С ее помощью происходит увеличение вариантов оборота шпинделя. Она монтируется на общей салазки вместе с электродвигателем. Для контроля уровня масла на передней части корпуса имеется соответствующий указатель;
- коробка передач. Она необходима для передачи вращения конструкции фартука. Таким образом происходит формирование резьбы;
- суппорт. На нем расположен резцедержатель. Этот механизм предназначен для изменения положения резца относительно вращающейся заготовки.
Задняя бабка имеет стандартную конструкцию. Она нужна для фиксации обрабатываемой детали. Также в нее могут устанавливаться сверлильные патроны, развертки и т.д. Во время работы необходимо следить, чтобы пиноль задней бабки и ось шпинделя совпадали.
Технические характеристики
Новое приспособление было получено в результате модернизации станка ТВ-6.Оно отличается от предыдущего наличием коробки скоростей, вала, служащего для передачи усилия от электродвигателя к обрабатываемой детали. Устройство позволяет осуществить выверку соосности детали с ее осью вращения.
Описание главных отличительных признаков:
- классификация по точности изготовления резьбы – «Н»;
- масса – 40 кг;
- размеры – 105х53,5 см и 105х120 см;
- расстояние от станины до центральной части – 120 мм;
- протяженность закрепленной в центральной части точке болванки – 330 мм, то же в патроне – 310 мм;
- расстояние проточки болванки – 300 мм;
- длина передвижения салазок резца – 85 мм;
- хорда просвета главного вала, проходящего через внутреннюю часть детали – 18 мм;
- величина периода вращения детали вокруг оси – 8;
- степень повторений кручения головки главного вала – 60-1000 об/мин;
- поперечник болванки, которая закреплена над корпусом приспособления – 220 мм, резцедержателем – 100 мм;
- высота приспособления, удерживающего резец – 16х16 мм;
- расстояние передвижки резцедержателя – 260 мм;
- продольное и поперечное перестановка резцедержателя соответственного разбивки лимба – 0,025 мм;
- величина периода подвода резцедержателя – 8;
- угол разворота салазок, где установлен резец – +/- 45.

Первый установлен над патроном, а второй – на суппорте. Он опущен над зоной, в которой обрабатывается деталь.
https://youtube.com/watch?v=zxcLVpPoYJ4
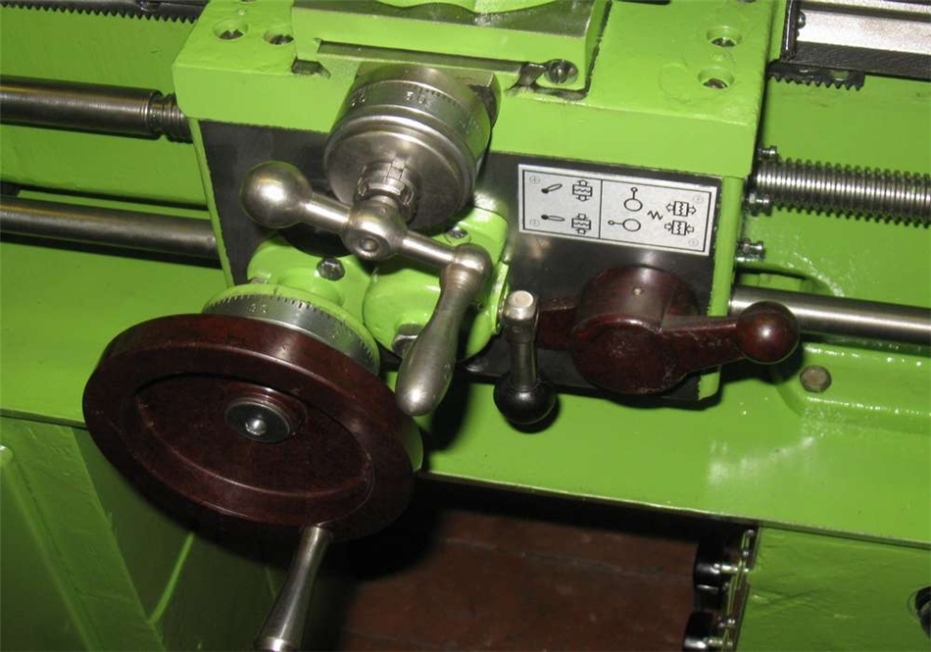
Принцип работы
Как именно работает ТВ 3 — разумно рассматривать, базируясь на описании кинематической схемы. Основное функциональное движение — вращение заготовки, зажатой в патроне шпинделя передней бабки. Передача мощности для этого процесса производится от главного привода через клиноременную передачу. При этом доступно изменение скорости вращения путем изменения передаточного числа шестернями коробки передач. Также предусмотрена возможность обратного вращения заготовки.
Второе функциональное движение, обеспечиваемое кинематикой станка — работа с режущим инструментом. Подвод к зоне обработки может осуществляться как вручную, путем вращения соответствующего колеса, так и механическим способом. Для последнего используется коробка подач, ходовой валик. Два этих элемента конструкции производят преобразование циклического вращения вала главного привода через передаточное устройство — в продольное/поперечное, сугубо поступательное смещение суппорта с блоком резцедержки.
Шаг перемещения суппорта регулируется коробкой подач, путем изменения передаточного числа для выбора необходимой скорости вращения ходового винта. Для изменения глубины реза или величины снятия материала в ходе точения — используется механика смещения резцедержателя суппорта в поперечном направлении. Это достигается применением конструкции салазок, приводимых в движение как механическим способом, так и предназначенным для этого колесом ручной регулировки.
Станок ТВ3 позволяет производить нарезку резьбы вручную, путем регулировки положения резца соответствующими колесами подачи в продольном и поперечном направлении. Доступен и механический способ с передачей момента вращения от главного привода. При этом необходимо многократное прохождение резца по обрабатываемой детали. Механический способ нарезки показывает гораздо более высокую точность работы, при сниженных требованиях к квалификации персонала.
Станок ТВ 3 предусматривает установку патрона на конус пиноли задней бабки. Это позволяет нарезать внутренние и наружные резьбы при помощи широкого набора метчиков, плашек. Также, данный функционал удобен для сверления глухих и сквозных отверстий в заготовках, проведении операций расточки.
Цены и продавцы
1) Посмотрите всех продавцов, ведь за счёт скидок или акций, которые видно только на их сайте, покупка может стать более выгодной, чем предложение в виджете. Используйте для клика колёсико мыши, чтобы открыть продавца в новой вкладке, не покидая страницу. 2) Если предложений нет, значит подождите немного загрузку или ваш блокировщик рекламы отключил наш виджет. Отключите блокировщик на нашем сайте и появятся 10 лучших предложений от продавцов.
3) Если виджет не вывел нужную модель, то обратитесь к появившимся поставщикам и в 99% вы получите предложение на нужный товар или более выгодный аналог. Часто компании выкладывают в систему не весь ассортимент.
место
| Ø обработки над станиной | 140 |
| РМЦ | 300 |
| Макс. обороты | 3000 |
| Мощность , кВт | 0.45 |
| Напряжение | 220В |
| Масса, кг | 23 |
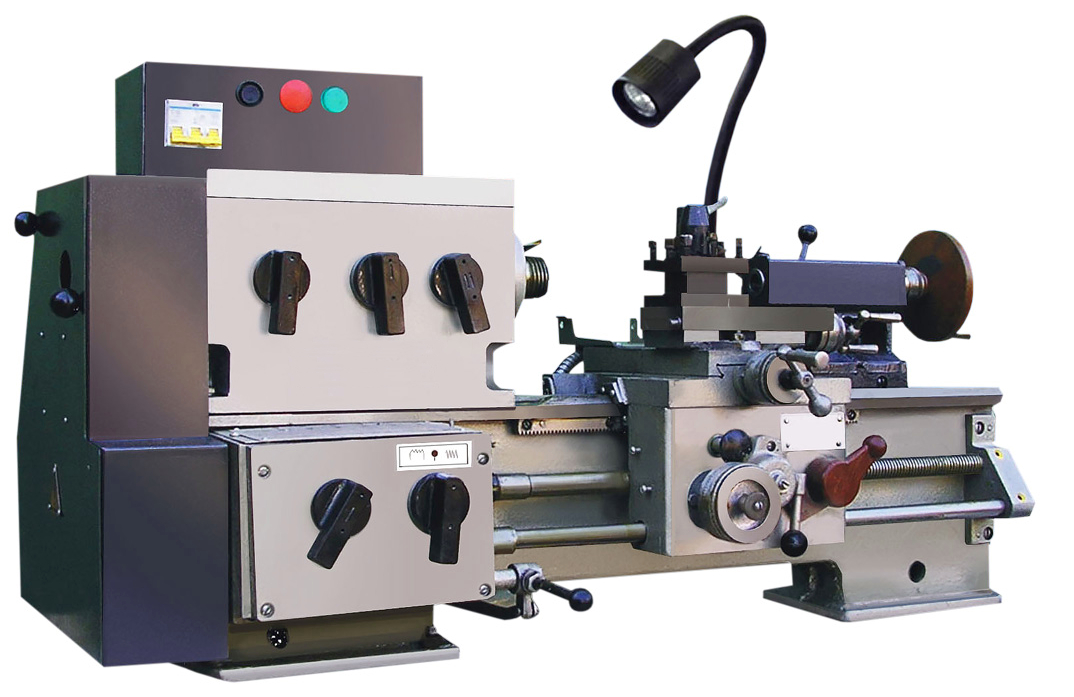
Настольный токарный станок Optimum D140x250/TU1503V Vario предназначен для механической обработки изделий из металлов, древесины и пластмасс. Технологические возможности станка могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя. Малые габариты, низкий уровень шума, возможность подключения к бытовой электросети позволяют заниматься техническим творчеством на дому.
Станок выполнен с приводом бесступенчатого регулирования частоты вращения шпинделя.
Полное описание …
Конструктивные узлы станка и их характеристики
Используется классическая схема сборки. Управление функциональным резаком проводится механически образом или вручную. Приведение в работу и остановка осуществляются при помощи специальной кнопки.





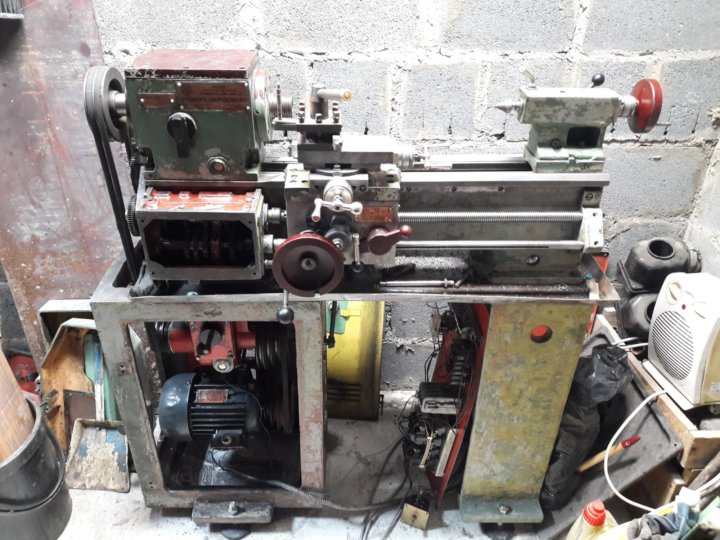
Станина станка
Станина является необходимым соединительным элементом токарного станка. Благодаря ней все узлы надежно крепится друг к другу и совместно могут выполнять работу. При этом передняя часть станины является механизмом передвижения каретки, а задняя необходима для работы задней бабки. На лицевой стороне установлена рейка и ходовой винт. Сама же форма станины коробчатая, направляющих две. Станина держится в неизменном положении на двух тумбах, которые обеспечивают безопасность использования станка ТВ 3.
Передняя бабка
У передней бабки есть два основных свойства. Первое заключается в том, что она поддерживает и не дает выпасть из агрегата детали, которая в данный момент обрабатывается. Второе же предназначение — это придание элементу вращательного движения, благодаря чему возможна обработка. В ТВ 3 передняя бабка выполняет функции коробки передачи скоростей. Передача движения происходит по алгоритму:
- индивидуальный электроноситель;
- шпиндель;
- первый вал;
- закрепленная на первом валу шестерня;
- второй вал;
- несколько видов шестеренок на втором валу;
- третий вал;
- несколько шестеренок на третьем валу.
Последний блок шестерен сцепляется с блоками вторых и предает им движение. В результате блоки передаются на шпиндель основного станка, который и проводит обработку элемента. При этом происходит это при помощи шайбы, которая установлена на резьбе устройства.
Момент вращения передается несколько раз и достигает необходимого размера и мощности
При этом важное значение имеет позиционирование и установка шестерней на нескольких валах, так как они определяют то, какая мощность подается. Передаточное отношение определяется, каково будет число оборотов
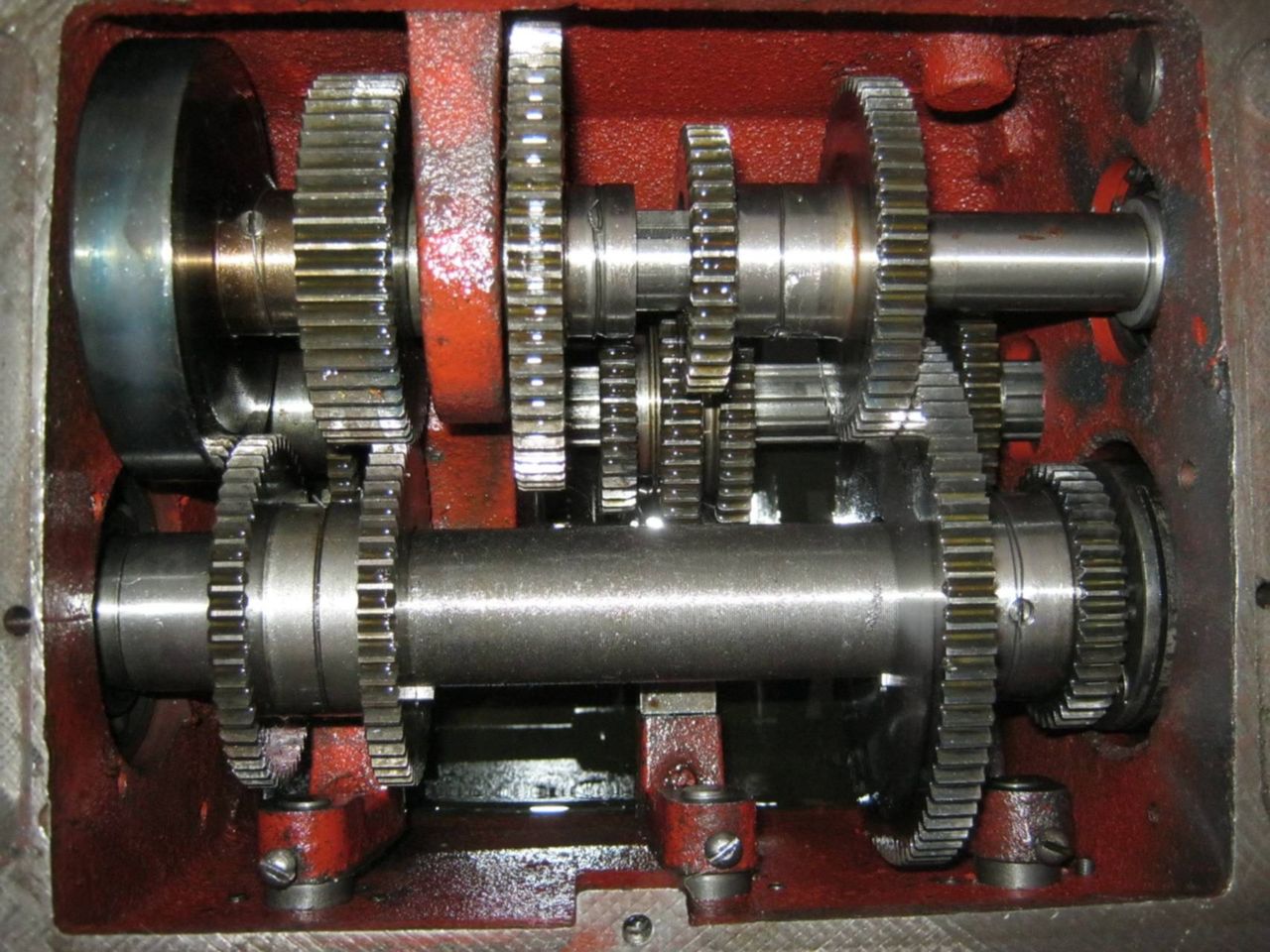
Передаточный механизм
Механизм необходим для поступления момента вращения от коробки скоростей к передачам. Скорость суппорта, шаг меняется в зависимости от установки позиции шестерней. Передаточный механизм включает в себя кронштейн с первым валиком из трех шестерней (72 зубьев), вторым из четырех (42 зубьев). Второй вал сцеплен со следующей шестерней (70 зубьев), а первый с коробкой скоростей. Есть формула, определяющая размер передаточного отношения: i = 24/72 * 42/70 = 1/5.
Количество передаточного отношения остается постоянным, так как в токарном станке ТВ 3 нет возможности устанавливать иные по своим техническим характеристикам и количеству зубьев шестерни. Работа механизма опасна, ученик защищен слоем железа, который устанавливается в виде кожуха.
Коробка подач
Коробка получает момент движения из передаточного механизма. При этом есть возможность становить подачу суппорта от 0,4 до 0,6, а резьбу с шагом от 0,6 до 1 мм.
В зависимости от передвижения шестерни меняется ход валика. Если рычаг помещается влево, то цепляется муфта — движение будет у ходового винта.
Коробка передач защищена от постороннего воздействия. В механизм можно заливать масло, когда в этом есть необходимость, через специальные отверстия. Коробка плотно крепится к станине.
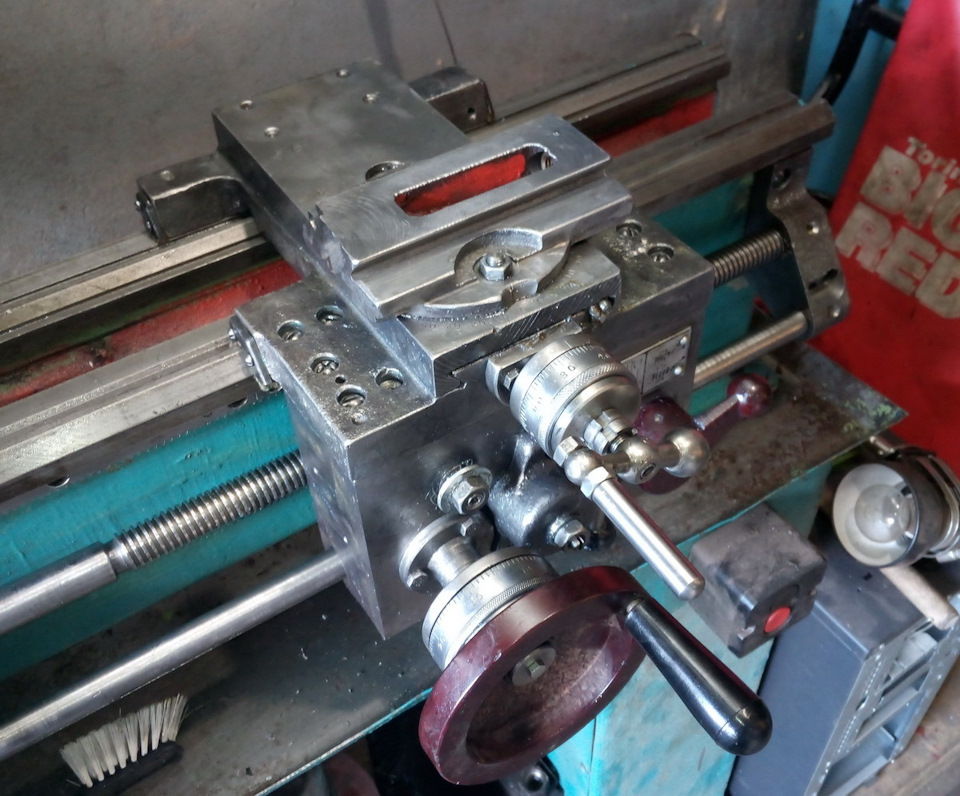
Суппорт
Суппорт позволяет крепить и перемещать резец в зависимости от размеров, диаметра и формы обрабатываемого изделия. Суппорт на токарном станке ТВ 3 имеет четыре каретки, которые приводят соответствующие гайки и винты в работу. Суппорт является деталью, которая часто изнашивается из-за появления зазора между каретками. Если возникают проблемы, то регуляция производится специальными планками.
Фартук
Фартук предназначен для регуляции подачи. Посредством него регулируется, происходит работа при помощи ходового винта, валика, ручным способом или механизировано. Ручная и механическая подача осуществляется разными методиками. Первая при помощи маховика на втором валу, а вторая благодаря скользящей шпонке.
Задняя бабка
Эта деталь необходима для удержания в ровном положения другого конца обрабатываемого элемента. Установка производится в пиноль конусной формы. Для установки в правильном положении используются винты, гайка и зажимы, расположенные около механизма. Задняя бабка изменяет свое положение в зависимости от того, каким образом происходит обработка детали на токарном станке.
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;
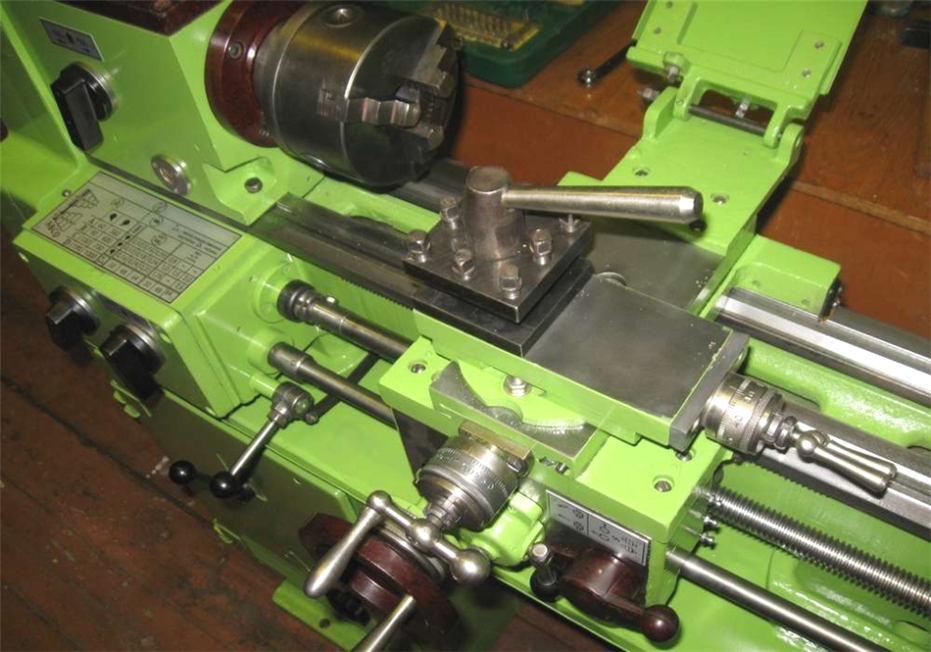
Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
Смазка
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:







- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
Настольные токарно-винторезные станки
Настольные токарные станки по металлу используются как в домашних мастерских, так и в производственных цехах. На них можно работать с внутренними или внешними поверхностями, нарезать метрические и дюймовые резьбы.
Некоторые модели настольных станков поставляются вместе с такими комплектующими материалами, с помощью которых можно также проводить сверлильные работы.
Отличительными особенностями такого оборудования являются низкий уровень шума и вибрации, относительно невысокая цена, простота в обслуживании и эксплуатации, соответствие технических характеристик установленным нормам.
Небольшие габариты настольных токарно-винторезных станков позволяют устанавливать их даже в городских квартирах.
Различные модели токарно-винторезных станков демонстрируются на ежегодной выставке «Металлообработка».
Токарно-винторезные станкиa href=»/ru/ui/17136/»>Рейсмусовые станки
Сфера применения станка
Благодаря своей простоте, хорошим техническим характеристикам, легкости в обслуживании настольный токарный станок универсал ТШ-3 получил достаточно широкое распространение.
Он успешно применяется на крупных производствах, при изготовлении мелких партий деталей, в коммунальных организациях, автосервисах, домашних мастерских. Во всех отраслях он способен качественно выполнять следующие операции:
- сверление и растачивание отверстий различного диаметра;
- отрезание части заготовки заданной длины;
- обработка поверхностей деталей различной геометрической формы (конических, цилиндрических, фасонных);
- фрезерование различных частей сложных деталей;
- нарезание резьбы с помощью резца, плашек, метчиков;
- предварительная шлифовка и конечное полирование поверхностей;
- заточку металлообрабатывающего, слесарного, деревообрабатывающего и бытового инструмента.
Модернизация токарного станка позволяет расширить число производимых операций. Применение дополнительной оснастки позволяет производить обработку заготовок из различных сортов дерева: распиливание, строгание, фугование. Станок ТШ-3 может производить навивку пружин.
Его применяют для операций над сборными и сварными конструкциями небольших размеров. Он способен производить основные токарные и шлифовальные операции деталей изготовленных из порошковых материалов, цветных металлов, сплавов, минералокерамики. Класс точности проводимых операций обработки соответствует уровню «Н».

Главными достоинствами этого агрегата является простота конструкции, компактность, небольшая масса, невысокая цена, высокая надёжность и простота в обслуживании.
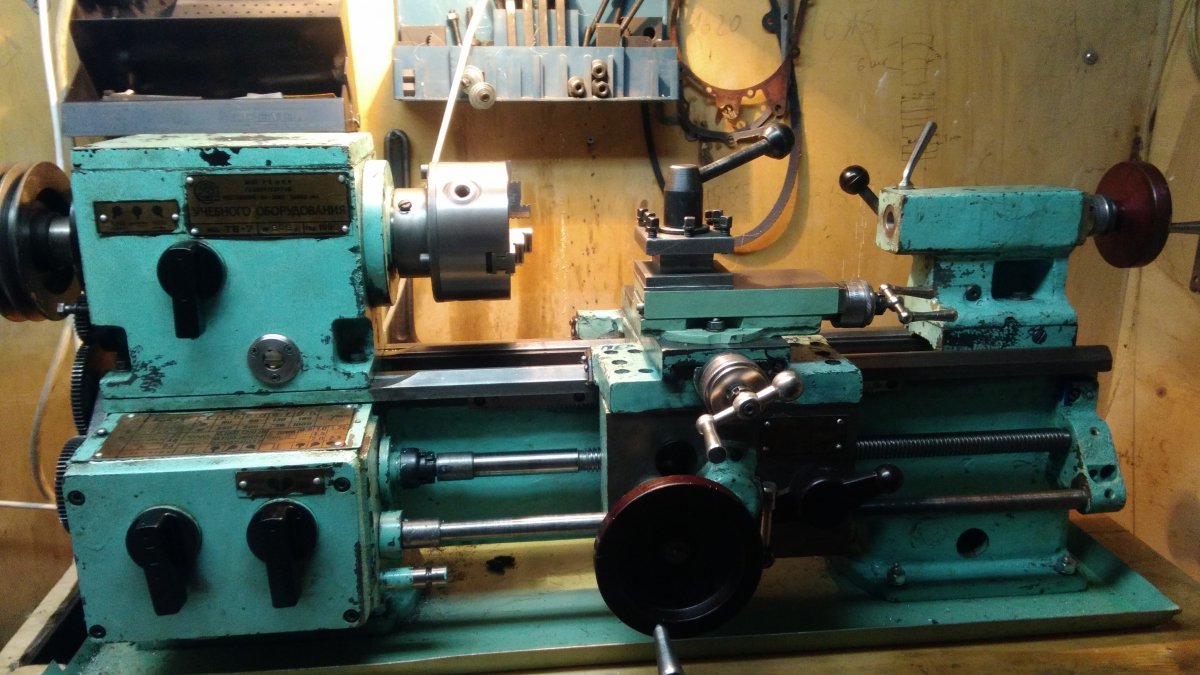
Основные технические характеристики станка ТВ-7
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Диаметр заготовки устанавливаемой в патроне, мм | 5..110 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Передняя бабка. Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4,5 | М36 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60,90, 130, 190, 350, 500, 730, 1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 6 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Список литературы:
Станок токарно-винторезный (учебный), модель ТВ-7. Паспорт, 1988
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988






Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Модель токарно-винторезного станка 1К62
Токарно-винторезный станок 1К62 наиболее распространенная модель оборудования для обработки металлических деталей. Он позволяет обрабатывать цилиндрические, конические и сложные по форме поверхности. Кроме того, этот аппарат используется для нарезания резьбы.
Модель используется также для обработки торцевых поверхностей металлических заготовок. Для этого оператору необходимо использовать специальные резцы, сверла, зенкеры, входящие в комплект оборудования.
Раньше станок 1К62 производился на заводе «Красный пролетарий». Это предприятие прекратило свое существование. Однако сегодня выпуск таких станков освоили другие заводы. Они производят станок 1К62 в модернизированных версиях. Современные вариации этого оборудования оснащены качественными комплектующими и надежной электрикой.
Уход за станком
Станки ТВ-7, ТВ-7м необходимо регулярно осматривать до производства функциональных обязанностей, прибирать металлическую стружку с определяющих направление передвижки деталей, установленных на корпусе и суппорте. Они смазываются маслом по окончанию работ. Точность изготовленных деталей и период эксплуатации станков обуславливаются уходом за ними.
Все подвижно соединенные части и приспособления подлежат своевременной смазке. Процедура осуществляется за счет погруженной в масло шестерни, которая переносит капли на другие элементы. Данной процедуре подвергаются коробка скоростей и подач.
Наблюдение за ней осуществляется через глазок, расположенный на передней бабке. Слив масла осуществляется с задней стороны.
