
Выбор электродов
Наплавочный материал для присоединения нержавейки к черному металлу выбирают под марку сталей. Только в этом случае не будет трещин в области шва. В присадке должны быть основные легирующие элементы, ведь в диффузном сварочном слое содержится до 40% присадочного сплава. Электроды выбирают в зависимости от вида нержавеющей стали:
- для аустенитной (кислотоустойчивой) нержавейки подойдут электроды НИАТ-5, ЭФ400/10У с основным покрытием, стержнем, легированным хромом, никелем, молибденом (четвертый вид свариваемости);
- для хромоникелевых нержавеющих сталей – ЦТ-28, ЦЛ-11 с основным видом обмазки, легирующие добавки: молибден, хром, вольфрам, марганец; ОЗЛ-22, ОЗЛ-14А, ОЗЛ-7, ОЗЛ-36 со специальным флюсовым покрытием, стержнями с высоким содержанием хрома, никеля, марганца;
- для стали с никелем – ESAB OK 67.70, OK 67.75 с рутиловой обмазкой, содержащей оксид титана (ограниченная свариваемость);
- для теплоустойчивой нержавейки – Э50А (УОНИ 13/55) с основным видом покрытия из карбонатов и фторидов, с повышенным содержанием марганца;
- для жаропрочных нержавеющих сталей – ОЗЛ-25Б, ЗИО-8 с основной обмазкой, стержнем с высоким содержанием хрома, марганца, молибдена.
Перед работой электроды прокаливают в течение часа, нагревают их до + 180–200°С. Берут только нужно количество с запасом 2–3 штуки. После прокалки присадочные стержни долго не хранятся, обмазка начнет осыпаться. Для ответственных швов выбирают электроды по справочной таблице.
Какой тип сварки выбрать?
Ручная дуговая (ММА)
Наиболее простой тип сварки, который выполняется с помощью электрической дуги и металлического электрода с покрытием. Во время работы проволока электрода плавится, ложится слоем на свариваемые детали, превращаясь в шов. Качество шва в этом случае во многом зависит от «прямых рук» оператора. Данный тип лучше всего подходит для соединения стальных и чугунных конструкций, причем для грубой работы, например, для сварки закладных деталей под плиты перекрытия или изготовления металлического каркаса забора.
Одна из простых моделей — Wester MINI 160Т. Весит всего 3 кг, имеет удобный ремень для переноски, диапазон сварочных токов — 30-160 А.
Аргонно-дуговая (TIG)
В отличии от MMA, аргонно-дуговой тип сварки делает шов не из электрода, а из свариваемых деталей. Сам электрод выполнен из неплавящегося материала. А для того, чтобы шов не разрушался под воздействием кислорода, на него в процессе работы подается газ аргон. Благодаря такому процессу шов получается более ровным, чем при MMA.
Аргонно-дуговой тип сварки отлично подходит для соединения цветных металлов и нержавейки. Также в тех случаях, когда необходимо избежать наличия «горбов» на шве, например, когда нужно варить трубы отопления изнутри (сварка «в окно»), применяется инвертор с функцией TIG. Однако, аргонно-дуговая сварка не позволит приварить очень тонкие детали, например, трубы водостоков толщиной 0.5-0.8 мм.
Из недорогих моделей можем посоветовать Hitachi EW3500, которая входит во многие рейтинги сварочных инверторов 2021: ручной аппарат с возможностью работы с газом.
Полуавтоматическая (MIG/MAG)
Полуавтоматическая сварка – это стандартный выбор постоянных «шабашников». Если бы существовал рейтинг сварочных инверторов для дома среди сварщиков, в него бы непременно вошли полуавтоматы, поскольку они позволяют довольно быстро варить все типы металлов. Присадочным материалом в нем выступает проволока сечением от 0.8 до 2 мм. Чем толще проволока, тем толще элементы конструкции может варить инвертор. Для защиты шва от воздействия кислорода в данном случае применяются инертный (MIG) и активный (MAG) газ. Инертный газ применяется для работы с цветными металлами, а активный для варки стальных изделий. Стоит отметить, что полуавтоматы-инверторы дают идеально ровный шов и относительно высокую скорость работы. Например, аппарат Сварог REAL MIG 200 способен приварить две стальные пластины толщиной 3 мм швом, длиной в 5 см, всего за одну минуту.
Также полуавтоматические инверторы позволяют работать, как с проволокой, так и с электродами (ручная дуговая). Если вам необходимо часто варить разные типы металлов для своего дома и подработок, то модель с полуавтоматической сваркой ваш выбор.
Точечная (SPOT)
При данном типе сварки соединение материалов выполняется точечно (похоже на заклепочное соединение), что позволяет сваривать довольно тонкие изделия. Чаще всего точечная сварка применяется при ремонте автомобиля, например, варке кузова. Поэтому, если планируете самостоятельно варить и рихтовать свое авто, то без устройства с точечной сваркой вам не обойтись.
Можно ли варить нержавейку полуавтоматом и что это такое?
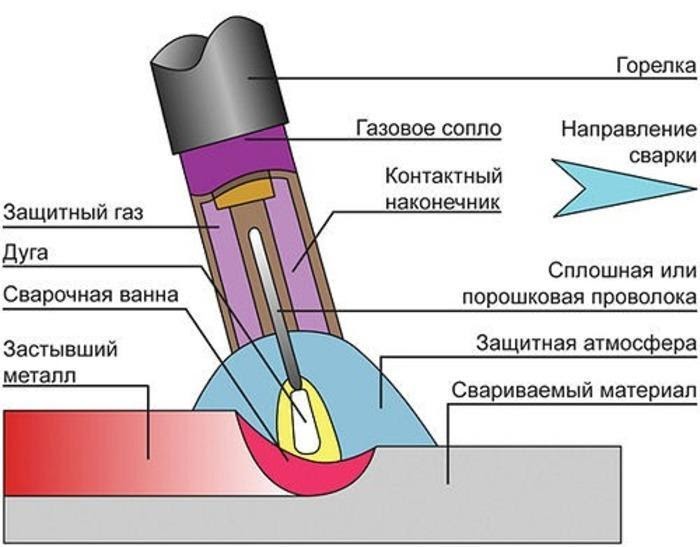
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Ниже представлена схема сварки полуавтоматом:
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа — самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ — нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке — порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва — он становится менее долговечным и прочным.










Необходим при сварке полуавтоматом для регулирования давления газа, поступающего из баллона. Для каждого вида газа предусмотрен свой редуктор.
Сплошная или порошковая проволока (идентичного со свариваемыми деталями материала для повышения качества шва)
Как варить нержавейку инвертором. Нюансы технологии
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи:
Сергей, любитель:
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
Особенности металлов
![]()
Алюминиевый пруток
Алюминий — легкий металл серебристого цвета с матовым тусклым отливом. Температура плавления около 660°C. Плотность примерно 2700кг/м³. Обладает высокими показателями по электропроводности. Хорошо проводит тепло. Легко вступает в реакцию со многими минеральными кислотами и кислородом. Пластичен, легко гнется.
Но у него есть одна особенность — металл и сплавы на его основе покрыты защитной пленкой, предохраняющей от коррозии. Это вещество относится к группе тугоплавких материалов: температура плавления 2050-2100°C. Такие особенности создают технологические трудности при обработке алюминия термическим способом, то есть при сварке.
Нержавеющая сталь — группа коррозионно-стойких сталей. Основное преимущество — противостояние агрессивным средам при нормальных условиях или повышенных температурах. В последнем случае материал подразделяется на:
- Жаростойкий — свойство противостоять коррозионному разрушению при высоких температурах.
- Жаропрочный — свойство сохранять прочностные характеристики при повышенных температурах.
Такие характеристики сталь получает при введении в состав легирующих добавок (хром, никель, молибден, титан, ниобий) и последующей специальной обработке. Последняя создает в изделии прочную межкристаллическую структуру. Но трансформируется при тепловом воздействии. Поэтому при проведении сварочных работ требуется соблюдать определенные требования.
https://youtube.com/watch?v=5y16U1ezbs8
Сравнение алюминия и нержавеющей стали
Алюминий и нержавеющую сталь можно сравнить по многим параметрам. Например, вы узнали о химическом составе алюминия и нержавеющей стали. Другие свойства, которые можно использовать для прямого сравнения, включают:
Стоимость алюминия и нержавеющей стали
Цена на алюминий и нержавеющую сталь — это фактор, который следует учитывать при принятии решения о покупке
Важно отметить, что стоимость алюминия и нержавеющей стали колеблется в зависимости от спроса и предложения на мировом рынке, стоимости топлива и наличия бокситов и железной руды, среди прочего
Однако в параллельном масштабе цена на нержавеющую сталь значительно ниже, чем на алюминий. Стоимость сырья значительно влияет на цену двух металлов после завершения прядения. Могут быть исключения на основе разных оценок. Однако при использовании двух идентичных прядильных машин, один из которых изготовлен из алюминия, а другой из нержавеющей стали, вы обнаружите, что алюминиевые детали стоят дороже, потому что для них требуется больше сырья, чем для нержавеющей стали.










Алюминий против нержавеющей стали: устойчивость к коррозии
Производители предпочитают ковкие материалы на стадии производства, и одним из самых исключительных свойств алюминия является то, что он обладает высокой устойчивостью к коррозии сразу после формования и не требует дополнительных процессов обработки. Алюминий не требует покрытия или краски для предотвращения ржавчины. С другой стороны, нержавеющая сталь требует наличия слоя оксида хрома на своей поверхности и других процессов обработки, таких как окраска, чтобы избежать коррозии и ржавчины. Если поверхность поцарапана, есть вероятность появления ржавчины. Это требование даже выше, если материал будет использоваться во влажных условиях.
Алюминий против нержавеющей стали: прочность и пластичность
Алюминий более ковкий и пластичный, чем нержавеющая сталь. Это делает алюминий идеальным выбором для применений, требующих большей формовки для создания различных форм и форм. С другой стороны, нержавеющая сталь прочна и эластична. Однако нержавеющая сталь не может быть сформирована с такими же габаритными пределами, как алюминий, потому что в некоторых местах она трескается из-за своей жесткости.
Алюминий против нержавеющей стали: разница в весе
Несмотря на то, что нержавеющая сталь в какой-то момент может подвергнуться коррозии, она все же тверже алюминия. Большинство прядильных материалов из алюминия быстро вмятины при сильном ударе или давлении по сравнению с нержавеющей сталью. С другой стороны, нержавеющая сталь более эластична, долговечна и не деформируется, не деформируется и не сгибается под действием тепла или давления. Однако эта прочность зависит от веса, и поэтому нержавеющая сталь намного тяжелее и плотнее алюминия. Обычно нержавеющая сталь в 2.5 раза тяжелее алюминия.
Как выбрать аппарат для полуавтоматической сварки алюминия
Выбор оборудования зависит от условий выполнения работ и требований, предъявляемых к качеству соединения. Для достижения наилучших результатов рекомендуется выполнять сварку алюминия полуавтоматом с импульсным режимом. Так называется метод бесконтактного переноса присадочного материала в сварочную ванну. На кончике проволоки формируются капли расплавленного металла, которые выталкиваются в зону расплава под действием кратковременного импульса тока. По сравнению со струйным и крупнокапельным переносом металла, метод отличается меньшими тепловложениями и низким коэффициентом разбрызгивания.
Современные аппараты с синергетическим управлением располагают встроенными интеллектуальными системами, которые самостоятельно подбирают оптимальные параметры работы, исходя из диаметра проволоки и типа защитного газа. При этом вероятность образования дефектов сведена к минимуму.
При сварке алюминия обычным полуавтоматом рабочие параметры выставляют вручную.
Технология сварки алюминия и его сплавов
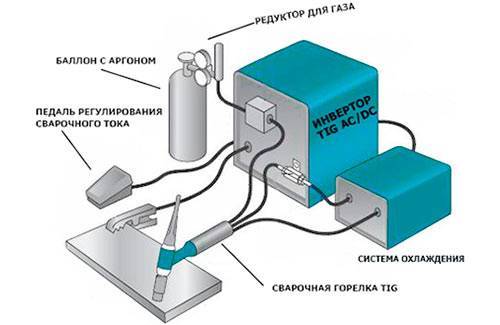
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.

Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Методика с использованием инвертора
Работа требует опыта и не каждому новичку доступна.
Преимущества сварки нержавейки обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
Недостатки способа:
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа ведется тремя способами:
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом

Необходимые расходники
Используя инвертор, нужно подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы – зажимы для заземления;
- кабели длиной от 2 до 6 м.
Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, выполнить которую можно с помощью инвертора с осциллятором и с возможностью проведения аргонодуговой сварки (АДС).
Таким аппаратом может стать популярное устройство Aurora PRO INTER TIG 200 PULSE. АДС позволяет создавать красивые и прочные швы на тонких листах или трубах.








Настройка инвертора
Перед сваркой аппарат правильно настраивают. Делается это переключателями на панели прибора. Нужные значения можно посмотреть в таблице:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 – 60 | 13 | 2 |
| 3,0 | 75 – 85 | 15 | 3 |
| 4,0 | 90 – 100 | 16 | 3 |
| 6,0 | 140 – 150 | 18 | 4 |
| 8,0 | 150 – 180 | 20 | 4 |
| 12,0 | 180 – 220 | 22 | 5 |
| 15,0 | 220 – 260 | 26 | 6 |
При работе в режиме полуавтоматической или аргонодуговой сварки устанавливается расход инертного защитного газа. Делается все опытным путем. Оптимальные значения – 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Процесс пошагово
Перед работой мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
Рекомендуем к прочтению Как приварить нержавейку к чермету
При работе с постоянным током устанавливают обратную полярность.

Обработка после сварки
По окончании работы детали остужаются естественным образом. Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Чтобы место стыка оставалось прочным и эстетичным, его покрывают пастой с антикоррозийными свойствами. При несоблюдении этих рекомендаций качество изделия снижается из-за возникновения очагов ржавчины.
Вместо заключения: ручная сварка часто используется при небольших бытовых и производственных проблемах. Ее применяют для соединения труб, нержавеющих баков и других изделий на даче, в доме, в гараже. Отремонтированные вещи служат еще долгие годы.