
Как выбрать тиски
При выборе тисков учитывается сфера их применения и размеры заготовок, которые планируется в них устанавливать.
Слесарные – предполагают повышенное усилие зажима при обработке деталей, поэтому предпочтительны жесткие модели из стали, а не из порошкового металла.
- Ходовой винт с треугольной метрической резьбой быстро изнашивается, а усилия зажима недостаточно для обработки габаритных заготовок.
- Вес конструкции косвенно характеризует его прочность.
- Для обработки деталей в вертикальном положении выбираются модернизированные слесарные тиски. Их основание вращается на 360°. Чаще оснащены увеличенной наковальней.
- Для круглых заготовок предпочтительны модели, корпус которых оснащен призмами. Эти тиски чаще применяются с ползунком.
Столярные – обращайте внимание на диаметр шнека и равномерность выравнивания стержней. Предполагается параллельное движение при вкручивании
Если инструмент идет неравномерно, риск повреждения заготовок увеличивается.
Дополнительно осматриваются накладки зажимов, при выборе проверяются на куске пластика
Важно, чтобы не оставалось следов и вмятин на поверхности.
В моделях с верстаком или станиной визуально проверяется ровность плоскости. Для этого нужно встать таким образом, чтобы ближайший угол станины оказался на уровне глаз – изъяны становятся заметными, когда плоскость выглядит как струна.
Фронтальные тиски доступны лишь с винтовым механизмом и направляющим стержнем
Стоит продумать, удобно ли это для текущих эксплуатационных нужд.
Станочные – выбираются для обработки материалов повышенной жесткости, поэтому в приоритете находится функциональность.
- Губки для фиксации заготовки меньшей высоты, чем в других типах.
- По сравнению со слесарными тисками конструкция является более жесткой.
- Инструмент крепит деталь под конкретным углом и поддерживает поворачивание вокруг вертикальной оси.
При выборе учитывается материал, из которого изготовлен инструмент. Предпочтительны модели из закаленной стали.
Если подобный вариант не укладывается в бюджет, старайтесь выбрать устройство со стальными подвижными деталями, так как они подвержены наибольшему износу.
Важна антикоррозийная обработка инструмента – покрытие чаще всего наносится на резьбовые детали, но встречается и цельное.
Двойные станочные – поддерживают одновременную обработку нескольких деталей, но для постоянной бытовой эксплуатации неудобны.
Синусные – используются при сложной обработке деталей. Они поддерживают уклон крепления детали в нескольких взаимноперпендикулярных плоскостях.
Ручные – при выборе стоит проверить параллельность губок, качество схождения и размер зазора.
- Люфт рукоятки – признак инструмента, с которым будут сложности.
- Ширина рабочего зазора в открытом состоянии – параметр, определяющий, войдет ли заготовка в инструмент. Зазор в ручных моделях, как правило, небольшой, поэтому стоит тщательно примерять габариты.
- Проверьте, оставляют ли зубцы вмятины на мягком металле. В таком случае предпочтителен инструмент с меньшей высотой резьбы зажимов.
Поворотная основа фиксации инструмента удобна в работе, но снижает жесткость конструкции. Механизм поворота – самое слабое звено инструмента, поэтому такая функциональность выбирается только в случаях, когда без нее работа невозможна.
При выборе стоит определить величину угла, который чаще требуется во время работ. Доступны вариации с минимальным углом поворота и модели, вращающиеся на 180 или 360 градусов.
Статичные модели надежнее, но подбор точки крепления затрудняется параметрами верстака. С нестандартными заготовками чаще используются дополнительные устройства для фиксации: наживление с помощью болтов или захват струбциной.
Как сделать тиски своими руками из металла: материалы и последовательность работ
Слесарные и фрезерные тиски предназначены для работ с металлом, поэтому здесь потребуется более надежный и крепкий материал. Речь идет о прочной стали или чугуне. В то же время их, как и деревянные, можно изготовить собственноручно. Проще всего сделать своими руками тиски из швеллера. Для этого понадобится такой набор инструментов:
- сварочный аппарат;
- электрическая дрель;
- болгарка с кругом для зачистки;
- угольник для правильного определения углов;
- сверла разного размера и диаметра.
Кроме того, потребуются такие материалы и подсобные средства для изготовления тисков из швеллера своими руками:
Слесарные тиски проще всего изготовить своими руками из швеллера
- чертежи;
- швеллер из стали толщиной 6 мм;
- лист металла толщиной от 6 мм;
- уголок размером 70х70 либо 50х50;
- шпилька диаметром 16 мм, используемая в качестве прижимного винта;
- болты и гайки – 20 комплектов.
Пару гаек, в которые вкручивается винт, самостоятельно сделать нелегко, здесь лучше всего воспользоваться услугами профессионального токаря. Гайку к швеллеру приваривают максимально соосно. Торцы швеллера следует прикрыть, используя куски металлических листов, в планке необходимо сделать отверстие для винта.
На следующем этапе при помощи болгарки вырезают два уголка и пластину. Готовые уголки прилаживают к швеллеру с обеих сторон и накрывают кусочком металла. Таким образом, получается П-образная конструкция, которая является основой сделанных своими руками тисков из швеллера.
Для изготовления станины потребуется лист металла толщиной 7-10 мм, в котором просверливают по четыре дырки с каждой стороны, а также делают 6 отверстий на П-образном элементе. К станине приваривают одну гайку, а по бокам от нее – два металлических стопора. Изготавливают также своими руками губки для тисков: их вырезают из стали. Одну часть приваривают сразу, а вторую прикрепляют на подвижную деталь.
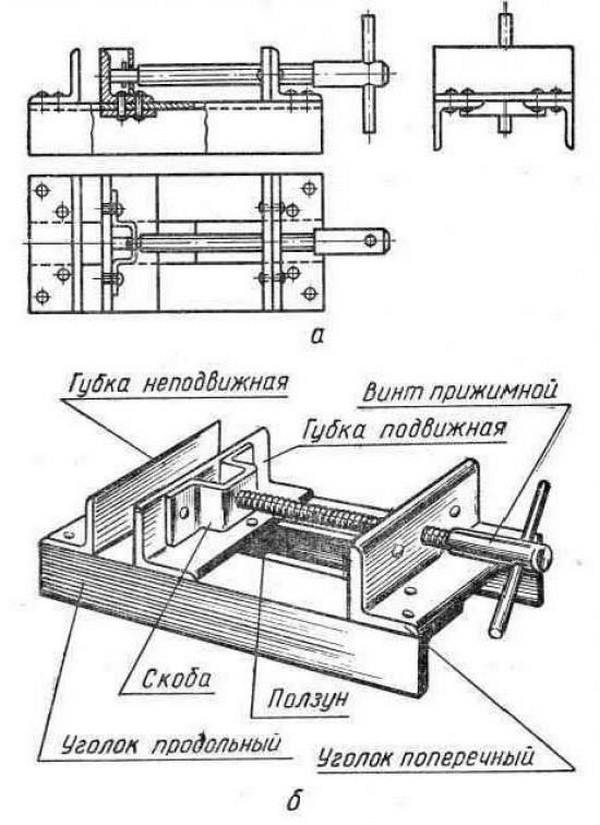
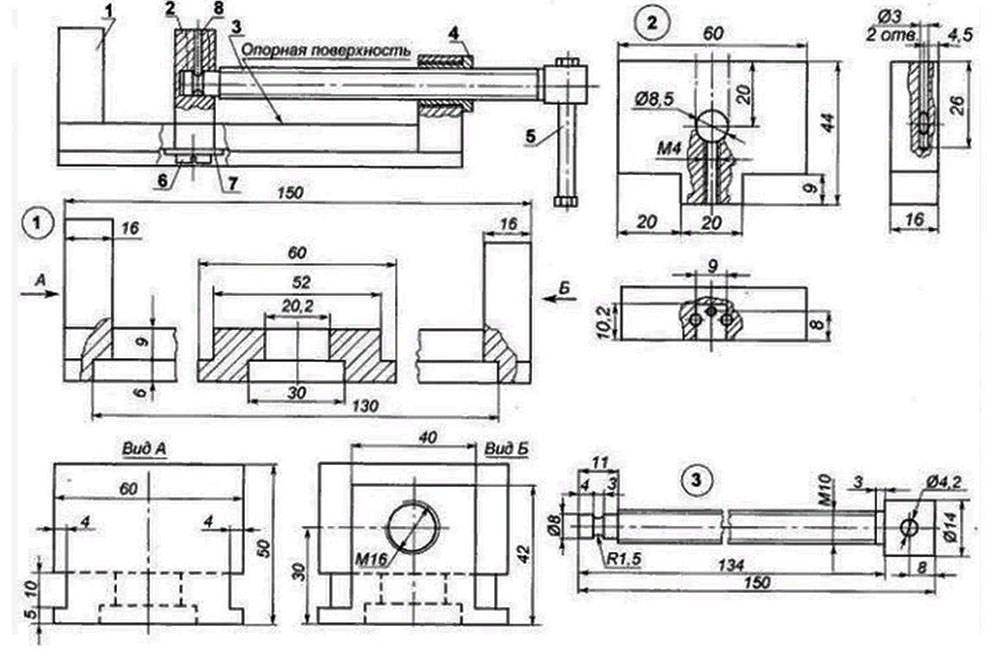
Тиски своими руками из уголка: пошаговая инструкция изготовления
Можно изготовить своими руками станочные тиски из металлического уголка. Для этого потребуются те же инструменты, что и для работы со швеллером, а материалы необходимо подготовить следующие:
- металлический уголок 30х30;
- шпилька с нанесенной резьбой;
- гайки под шпильки;
- маленький подшипник.
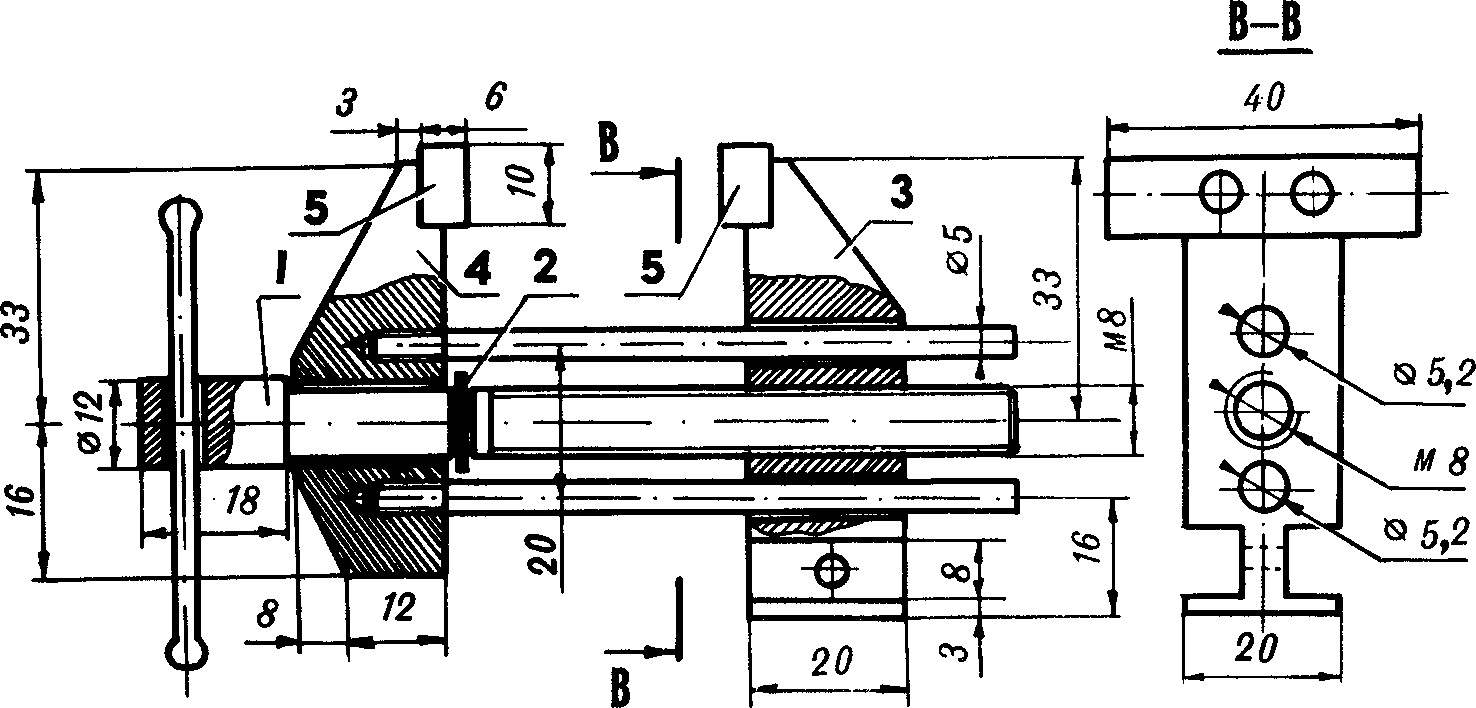
Образец чертежа тисков из уголка можно найти в интернете. В соответствии с требуемыми размерами несложно сделать собственное изделие. Сначала следует подготовить две заготовки, распилив уголок. Их размер зависит от ширины станины сверлильного станка. Далее из толстого металла при помощи болгарки изготавливают две губки и наносят разметку, по которой сверлят отверстия для их фиксации к основанию.
Станочные тиски можно сделать своими руками даже из металлических уголков
Затем необходимо сделать струбцину своими руками. Потребуется взять часть уголка с просверленным отверстием для шпильки. Подшипник лучше приварить сразу. На стороне, противоположной креплению с подшипником, необходимо зафиксировать такой же уголок и сделать отверстие для вала. С другой стороны следует приварить три гайки. Для удобного вращения шпильки к основе гайки крепят вороток. Такие тиски обойдутся значительно дешевле. Кроме того, зная их устройство, можно самостоятельно проводить ремонт тисков в случае необходимости.
Опытные мастера знают, что одновременно сверлить и держать детали довольно сложно. В итоге работа получается неточной, что сказывается на качестве изделия. Упростить задачу в значительной мере помогут тиски соответствующего типа. Используя рекомендации, приведенные в статье, можно сделать их своими руками. При этом такие тиски практически ничем не будут отличаться от приобретенных в магазине, но обойдутся значительно дешевле.
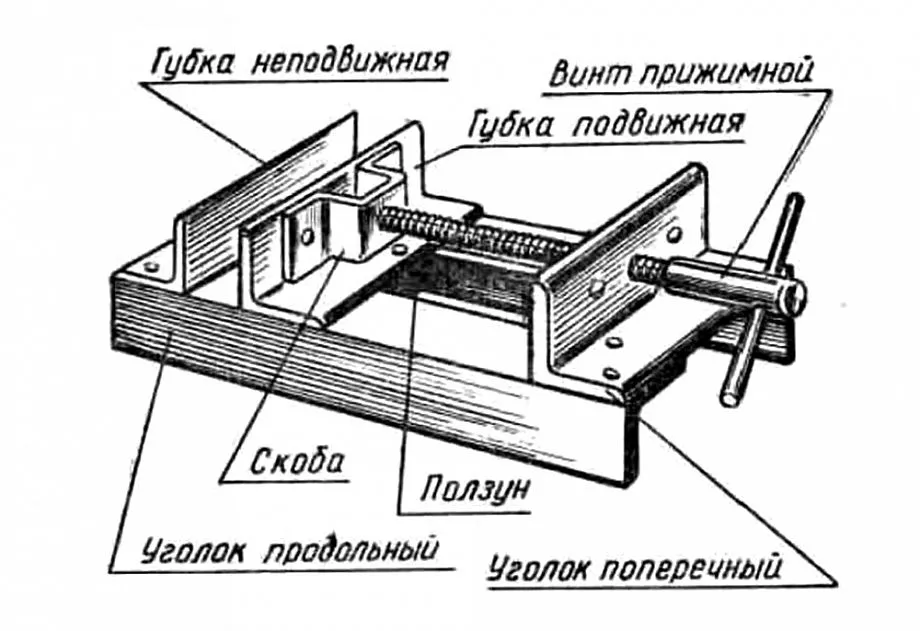
Тиски для сверлильного станка: неотъемлемая деталь аппарата
Тиски, вмонтированные в сверлильный станок, являются не дополнительной деталью, а необходимым аксессуаром установки. С их помощью можно неподвижно зажать деталь в отношении патрона станка и производить максимально точные и даже серийные действия по сверлению.
![]()
Тиски для сверлильного станка являются необходимым инструментом.
Приобретая тиски для сверлильного станка, сразу же следует обратить внимание на размер губок. Их ширина может колебаться в диапазоне 60-150 мм
Важна также их глубина и показатель максимального расхождения. Отдельные модели сверлильных тисков имеют призматические губки, позволяющие фиксировать заготовки и детали круглой формы.
Подвидом тисков для сверлильного станка является инструмент с дополнительной ступенькой, которая позволяет фиксировать деталь маленького размера таким образом, чтобы значительная часть располагалась над поверхностью губок сверлильных тисков.
Основной параметр – это расстояние между пазами, определяющее возможность монтажа определенных тисков на сверлильный станок. Можно встретить модели, которые вместо длинных пазов имеют небольшие ушки
На такие сверлильные тиски следует обратить особое внимание
Современный рынок предлагает широкий выбор оборудования подобного типа. Лучше всего отдать предпочтение модели с трехсторонней установкой. Такие тиски можно легко установить не только на грань нижнего уровня, но и на две другие. Эта возможность делает их более гибкими в работе. Можно приобрести готовую конструкцию, а также вполне доступно изготовить тиски для сверлильного станка своими руками.

![]()
Некоторые модели сверлильных тисков оснащаются призматическими губками, что позволяет фиксировать заготовки круглой формы.
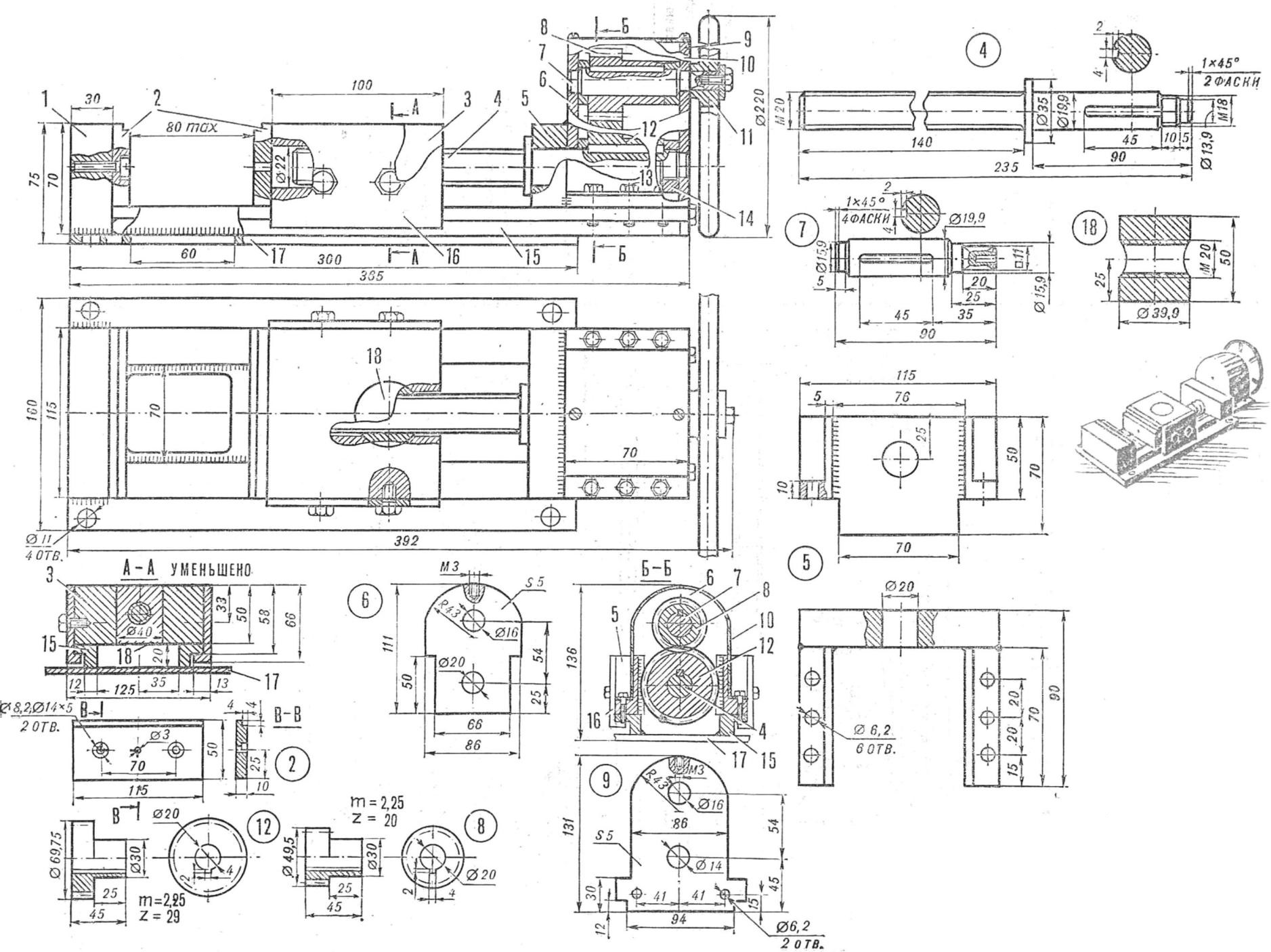
Изготовление тисков
При необходимости и при наличии определённой слесарной подготовки возможно тиски изготовить самостоятельно своими руками. К этому следует добавить умение выполнять сварочные работы и наличие необходимого материала.
Начинать работу следует с чёткой формулировки технического задания – для чего делаются данные тиски и какого они будут размера. Следует оценить свои запасы материала и старых заготовок. На изготовление тисков годится только сталь.
Читать также: Станок для скрепления рамочного багета
Затем выполняется рабочий эскиз общего вида. После обсуждения и необходимой корректировки следует вычертить в масштабе или в натуральную величину чертёж общего вида в трёх проекциях. Следующим этапом конструирования идёт деталировка, выполнение чертежей всех деталей. При этом мастер-самоделкин старается максимально использовать имеющиеся у него в наличии заготовки от других работ.
Корпус –станина тисков может быть сварена или из уголков, или из обрезков трубы квадратного профиля. Подвижная губка перемещается вдоль станины по направлению к неподвижной либо между двумя крайними образующими рамы-станины тисков, либо по специальным направляющим, проходящим сквозь крайние отверстия в подвижной губке. В качестве таких направляющих умельцы используют полированные штоки соответствующей длины диаметром 16 -18 мм.
Упорный винт, перемещающий подвижную губку, тоже можно найти в каком-нибудь старом механизме. Диаметр нужен 14 – 16 мм, резьба упорная. Длина должна обеспечить желаемый полный раствор тисков. На одном конце винта обеспечивается сцепление с подвижной губкой, на другом конце устанавливается ручка для его вращения.
Гайка механизма перемещения подбирается по винту. Она прочно и аккуратно приваривается к станине.
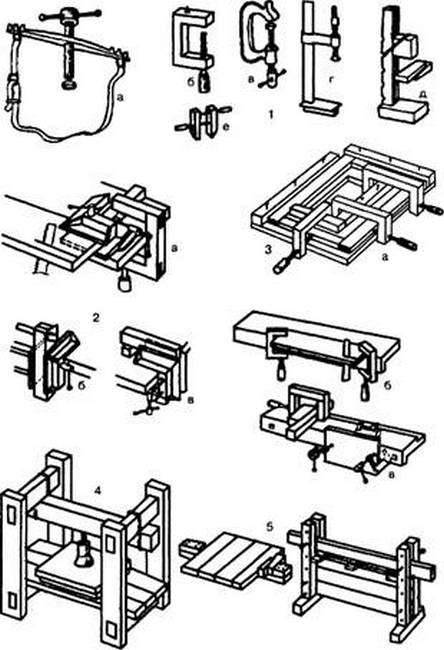
Одним из главных инструментов любой мастерской являются тиски. На первый взгляд это довольно простой инструмент, но на самом деле при помощи тисков можно производить довольно большое количество операций. Существует огромное количество разновидностей: столярные, слесарные, стуловые, крестовые. Случается так, что тиски могут прийти в негодность. В этом случае можно изготовить тиски своими руками.
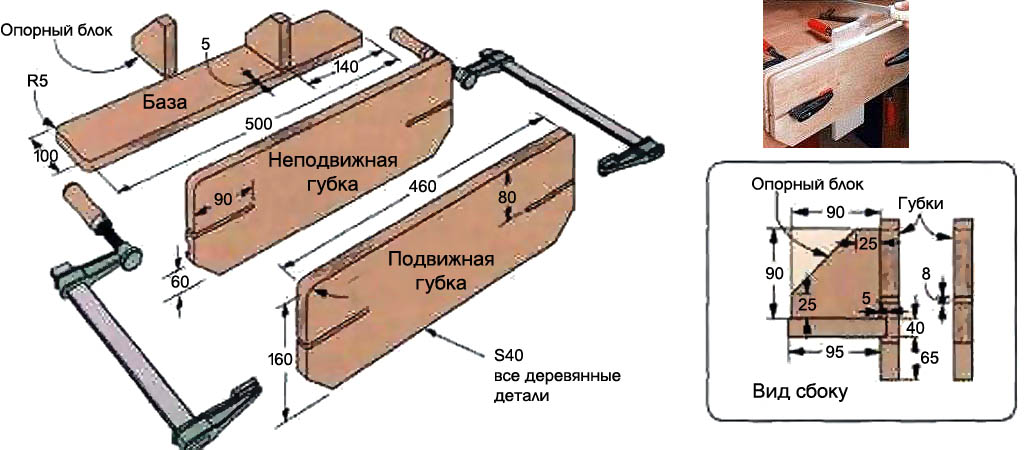
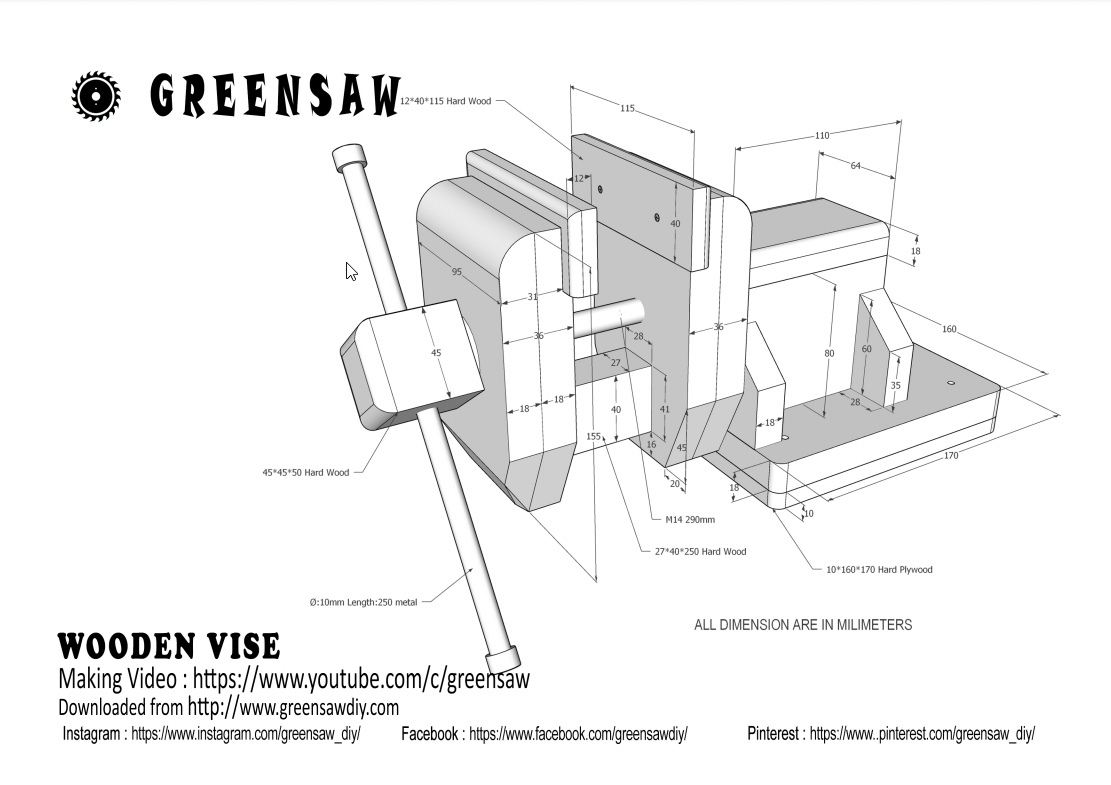
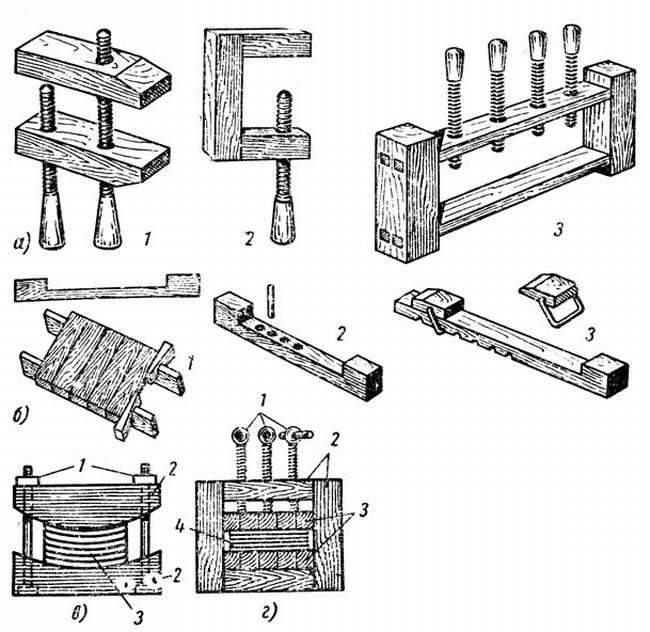
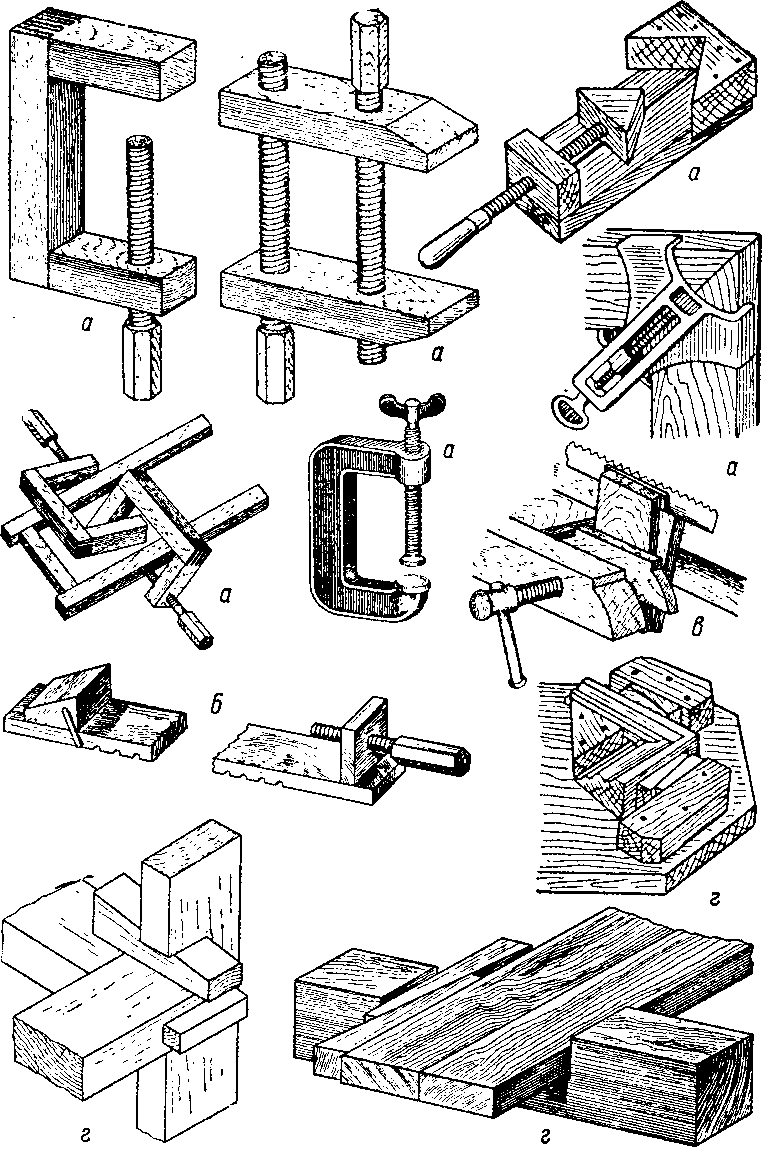
Рекомендации по изготовлению столярных тисков
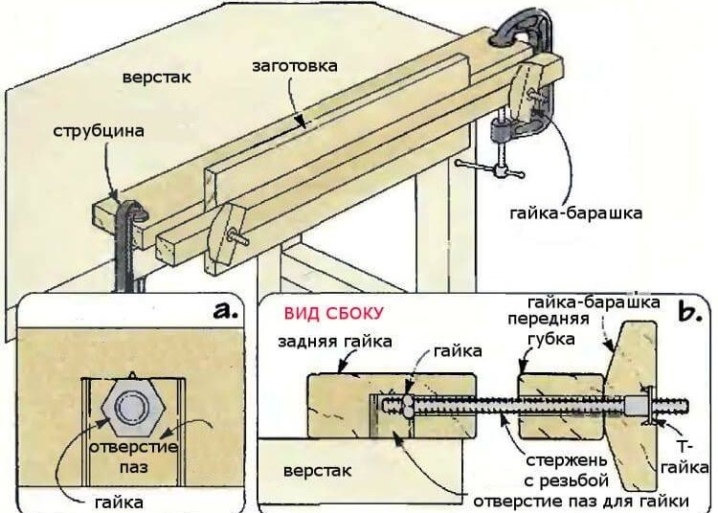
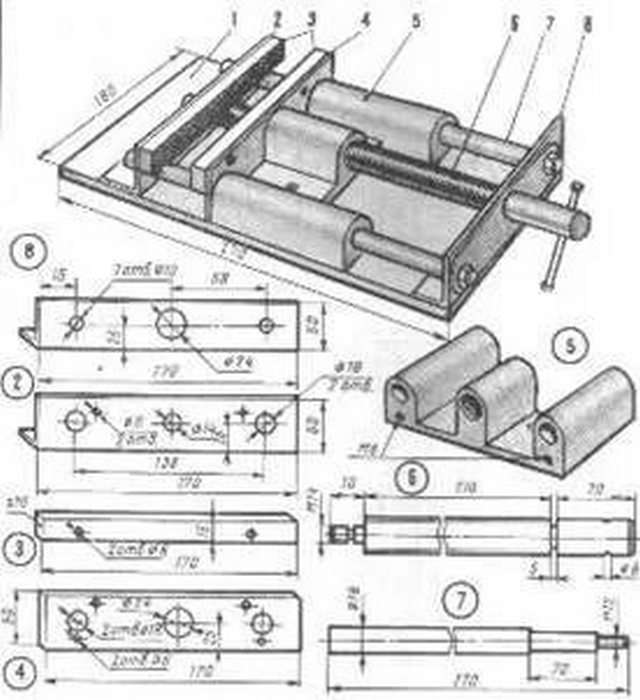
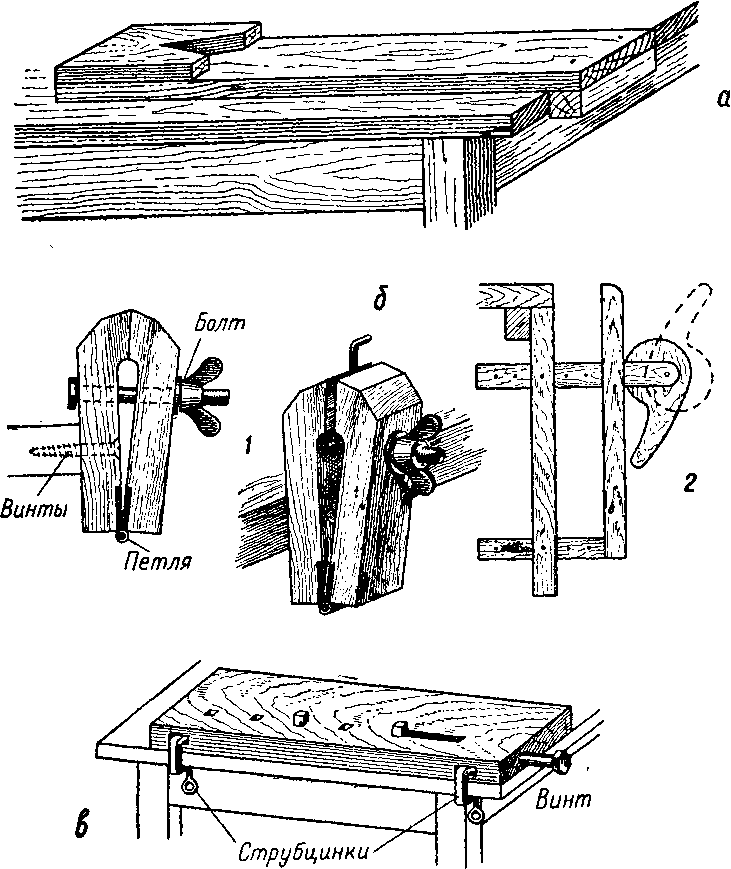
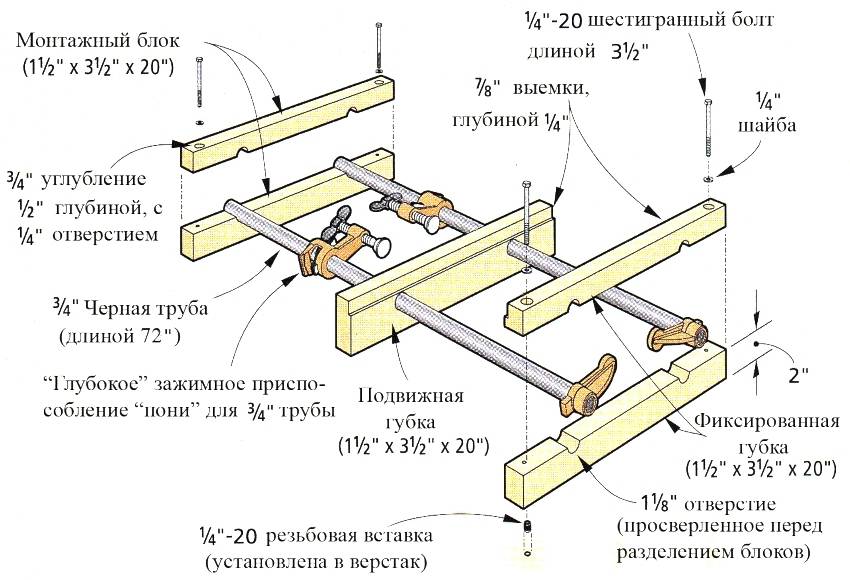
Чтобы изготовить предназначенные для осуществления столярных работ деревянные тиски своими руками, необходимо сделать чертеж и подобрать соответствующие комплектующие. В качестве зажимных губок таких тисков используются деревянные бруски. Один из них, служащий неподвижной губкой, фиксируется на поверхности верстака и будет выступать в роли несущей опоры приспособления.
Вам также потребуется резьбовой винт диаметром не меньше 20 мм. От длины этого элемента, который отвечает за перемещение подвижной губки и, соответственно, за зажим обрабатываемой детали, зависят допустимые габариты заготовки, которую можно зафиксировать в самодельных столярных тисках. Для изготовления столярных тисков также потребуются две металлические направляющие, в качестве которых можно использовать любые штыри из металла (главное, чтобы они были ровными, а их диаметр составлял не меньше 10 мм).
Детали направляющих можно изготовить на металлообрабатывающих станках или использовать для них стойки от передних амортизаторов легкового автомобиля
Любые деревянные тиски, в том числе и самодельные, управляются при помощи воротка, вращение от которого передается ходовому винту. В качестве воротка можно использовать длинную металлическую рейку, которая будет вставляться в прорезь головки ходового винта. Такую прорезь необходимо предварительно проточить под толщину имеющейся рейки. Некоторые домашние мастера в качестве воротка для ходового винта используют обычный гаечный ключ, в который запрессована его головка.
Зажимной узел столярных тисков
Чтобы сделать самодельные верстачные тиски более удобными в использовании, лучше смонтировать на них полноценный вороток. Для этого вам понадобится сварочный аппарат. Сварка нужна для того, чтобы к концу ходового винта приварить гайку или шайбу, в отверстия которых и будет вставлена ручка-вороток. Сделав такой вороток, вы значительно упростите процесс управления столярными тисками, и работать с ними будет намного удобнее.
Чертеж ходового вала и воротка
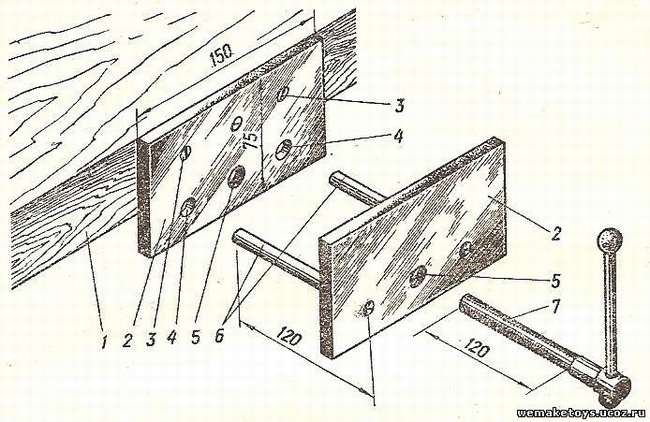
Как говорилось выше, для изготовления подвижной и неподвижной губок столярных тисков вам потребуется два деревянных бруска. В качестве материала изготовления таких брусков лучше всего выбрать сосну: ее древесина достаточно мягкая и одновременно прочная. В обеих губках необходимо просверлить отверстия соответствующего диаметра: два – для направляющих, одно – для ходового винта. Чтобы такие отверстия на подвижной и неподвижной губках располагались точно относительно друг друга, необходимо сверлить их одновременно в двух брусках. Для выполнения такой процедуры бруски можно соединить при помощи гвоздей, а после выполнения отверстий снова разъединить их.
Чертеж деревянных губок для столярных тисков
После того как все подготовительные мероприятия будут выполнены, можно приступать к сборке самодельных столярных тисков. Первое, что необходимо сделать, – это надежно закрепить неподвижную губку-опору на поверхности верстака. После этого в отверстия опоры вставляются направляющие и ходовой винт.
Выступающие с задней стороны опоры концы направляющих необходимо зафиксировать, для чего можно нарезать на них резьбу и накрутить гайки. На выступающий конец винта также накручивается гайка. Для того чтобы обеспечить неподвижность такой гайки в процессе работы, ее можно поместить в предварительно подготовленную выборку на поверхности опоры, в которую она должна входить очень плотно.
Скрепление направляющих с подвижной губкой
Когда неподвижная опора столярных тисков, винт и направляющие смонтированы, можно установить на них подвижную губку, для чего в ней уже имеются подготовленные отверстия. На выступивший над передней поверхностью подвижной губки конец ходового винта необходимо надеть шайбу с большим внешним диаметром и накрутить две гайки, которые будут играть роль стопорного элемента.
Закрепление тисков на перевернутой столешнице
После крепления всех элементов можно соединить конец винта с воротком и начинать пользоваться столярными тисками. После того как вы начнете крутить вороток, винт будет вкручиваться в гайку неподвижной опоры, тем самым притягивая к ней подвижную зажимную губку.
Универсальные станочные приспособления
Как упоминалось ранее, УНП (универсальные станочные приспособления) используют для надежного крепления деталей разной конфигурации и размеров. Применение УНП целесообразно в единичном и мелкосерийном производстве.
Самыми распространенными универсальными приспособлениями являются: различные токарные патроны, машинные тиски, делительные головки.
Токарные патроны бывают:
- 2х кулачковые – применяют для крепления несимметричных деталей;
- 3х кулачковые – предназначены для установки круглых и шестигранных заготовок;
- 4х кулачковые – используют для закрепления прямоугольных и несимметричных деталей;
- 6ти кулачковые – применяют для обработки тонкостенных деталей.
Машинные тиски применяют для крепления заготовок с небольшими размерами при обработке на фрезерных и поперечно-строгальных станках. Выделяют тиски с подвижной губкой, универсальные, поворотные, эксцентриковые и пневматические тиски.
УДГ (универсально-делительная головка) нашла свое применение на фрезерных и координатно-расточных станках, с помощью которой осуществляется периодический поворот заготовки на заданный угол. Выделяют упрощенные, универсальные и оптические УДГ.
Смазываем тиски для увеличения эксплуатационного ресурса
В процессе эксплуатации устройств можно столкнуться с такой проблемой, когда подвижная губка перемещается с необходимостью прикладывания больших усилий. Причины таковых последствий известны без специалистов — отсутствие смазочных веществ. В смазке нуждается ходовой винт со специальной резьбой. Когда смазка на поверхности винта имеется, то величина трения низкая, поэтому подвижная губка движется быстро и без прикладывания значительных усилий. При отсутствии смазки в тисках развиваются следующие процессы:
- Увеличивается трение металлических частей, что влечет за собой ускоренный их износ
- При трении выделяется тепловая энергия, которая также негативно влияет на ресурс инструмента
- Появляется стружка, которая в итоге может привести к скалыванию трапециевидной резьбы ходового винта

Продолжать пользоваться тисками с таким дефектом не рекомендуется. Поэтому необходимо как можно быстрее осуществить внесение смазочных материалов на подвижные части. Для этого все виды тисков имеют способность разборки для внесения смазки. Чтобы смазать тиски, их первоначально следует разобрать. Делается это следующим образом:
- Для начала необходимо развести губки на максимальное расстояние друг от друга, добившись того, чтобы подвижная часть отсоединилась от винта
- Отсоединять тиски от верстака или стола при этом не нужно, если только в конструкции инструмента не предусмотрен ограничительный элемент. Этот элемент препятствует полному схождению подвижной части с винта. Такие ограничительные элементы присутствуют преимущественно на моделях тисков среднего и большого размера. Чтобы снять подвижную часть на таких устройствах, их понадобится отсоединить от верстака, после чего перевернуть, и выкрутить крепежный винт
- Далее необходимо очистить поверхность винта от старой смазки и мелкой металлической пыли. Рекомендуется воспользоваться растворителем или бензином, чтобы очистить поверхность детали
- Осмотреть винт на отсутствие признаков деформации
- Аналогичная процедура проводится с резьбой на подвижной части. И только после этого можно вносить смазку
- Равномерно распределив смазывающий материал по поверхности винта, необходимо установить подвижную часть на свое место, и прокрутить несколько раз до сжатия и разжимания губок
- Можно еще раз снять подвижный элемент тисков, чтобы повторно нанести смазку на винт
В качестве смазывающего вещества можно использовать солидол, литол или обычное бытовое смазочное масло. После этого процедура по очистке и смазке тисков считается успешно завершенной, и можно почувствовать, насколько легче теперь перемещается рукоятка инструмента.
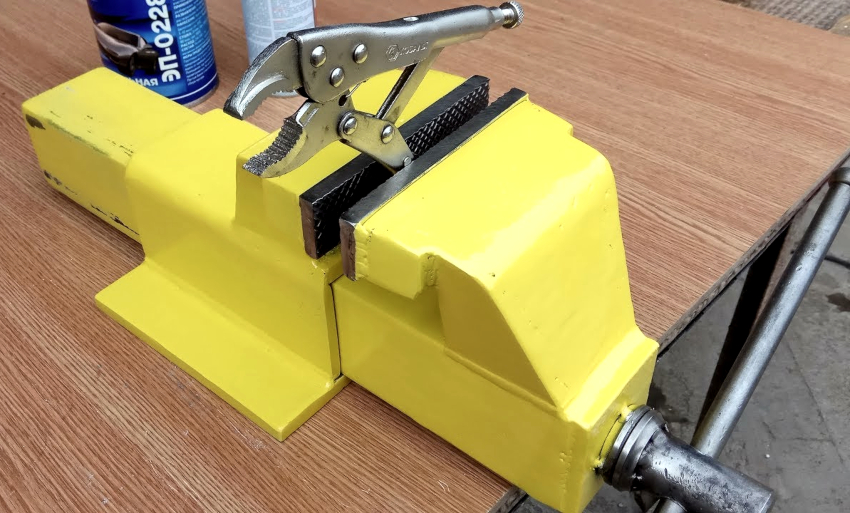
Классический вариант самодельных настольных тисков
Из великого множества слесарных тисков, рекомендуемых к изготовлению своими руками, мы выбрали вариант наиболее близкий к классической схеме, но по некоторым параметрам превосходящий тиски заводского изготовления.

По фотографии четко угадываются стальные детали, практически всегда без особого труда подбираемые на ближайшем вторчермете:
стальная пластина 200 х 200 толщиной 3 – 6 мм (можно и толще); 2 швеллера (120 мм – наружный, 100 мм – внутренний) длиной соответственно 160 мм и 300 мм, в вашем случае размеры могут быть и другими в зависимости от длинны ходового винта; стальные уши от какой-нибудь крупногабаритной емкости; 2 изношенных токарных резца; пруток для воротка, в данном случае кусок арматуры; винт или шпилька, соответствующего прутку диаметра, и 2 гайки; 2 шайбы, диаметром, соответствующим диаметру ходового винта; винтовая пара – любая из описанных (в этом случае – заказанная токарю), длиной 335 мм; мощная пластина для крепления ходового винта.
Slesarnye-tiski-16
Slesarnye-tiski-17
Slesarnye-tiski-19
Ходовой винт с обеих сторон от пластины отделяется шайбами, одна из которых со стороны резьбовой части прихвачена к нему сваркой, хотя при таком диаметре можно закрепить ее при помощи шплинта или стопорного кольца. Тогда этот узел будет полностью разборным, что явно лучше из соображений ремонтопригодности.
Рукоятка с одной стороны глушится приваренной гайкой, а со второй стороны делается разборной, после приваривания к ней резьбы от винта соответствующего диаметра.
Гайка от винтовой пары приваривается к пластине основания заподлицо со 120-м швеллером.

Для нормального вхождения внутреннего швеллера с закрепленным на нем ходовым винтом, его ребра нужно слегка обработать напильником.

Уши с приваренными к ним губками, изготовленными из обрезанных токарных резцов, нужно позиционировать при ввинченном ходовом винте. Так они займут точное место. Можно даже губки скрутить вместе мягкой проволокой, обеспечив идеальное их взаиморасположение.

Также можно до этого нанести на них насечку при помощи угловой шлифмашинки с диском для резки металла.
За счет такого крепления губок, а именно формы крюков и расстояния между ними, в таких тисках можно крепить нестандартные детали, расширенные к низу.

Да и максимальная толщина обрабатываемых в этих тисках заготовок весьма внушительна. А уж о ремонтопригодности такой оснастки и говорить не приходится – сами видите.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами
Главная » Инструменты и оборудование » Ручной инструмент
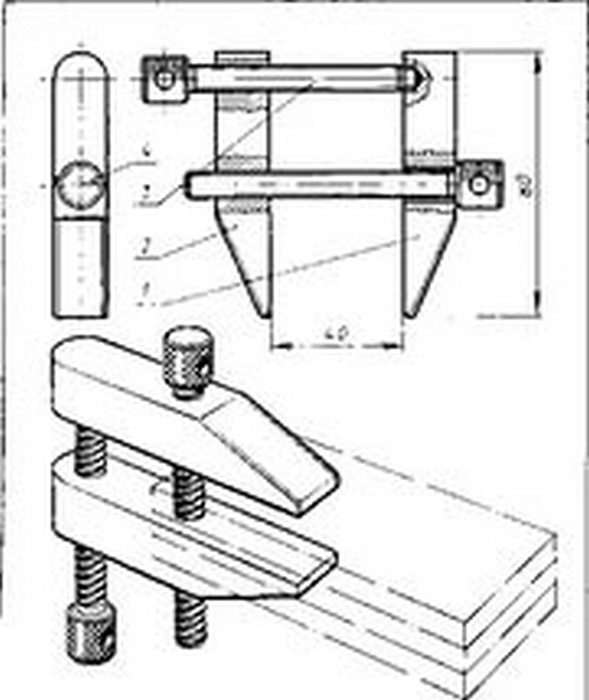
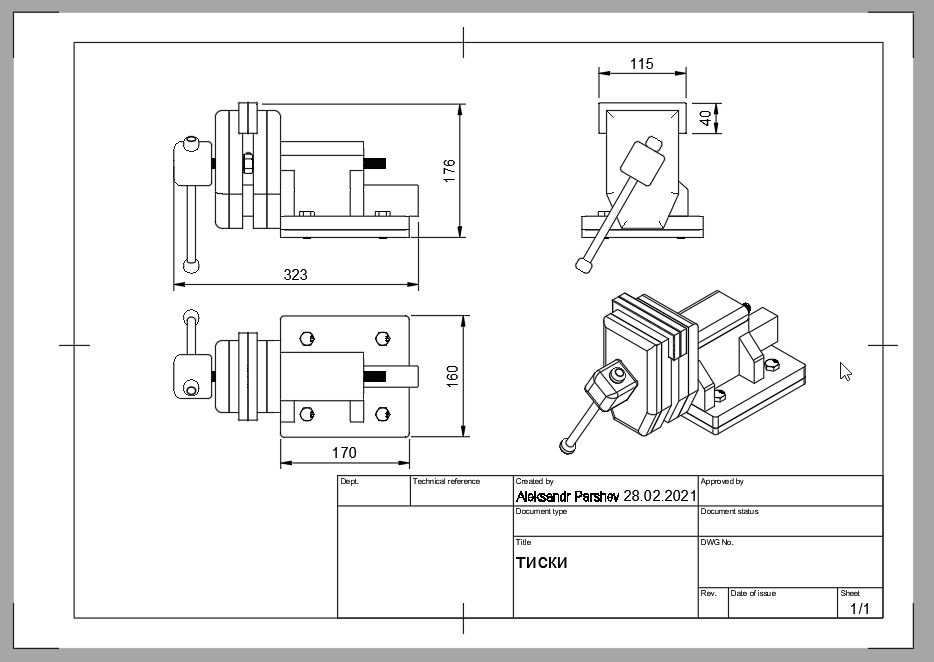
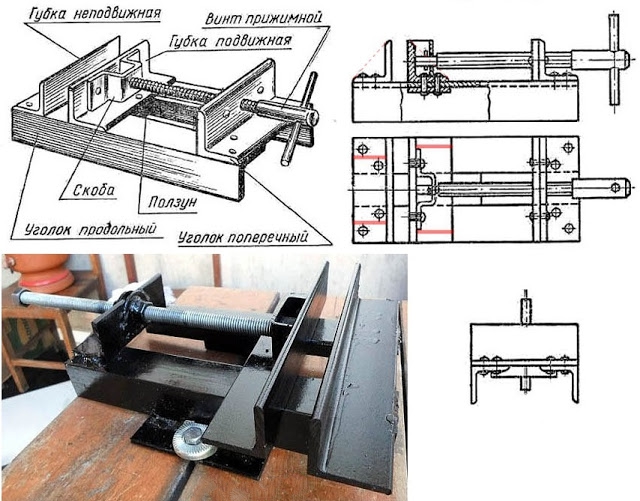
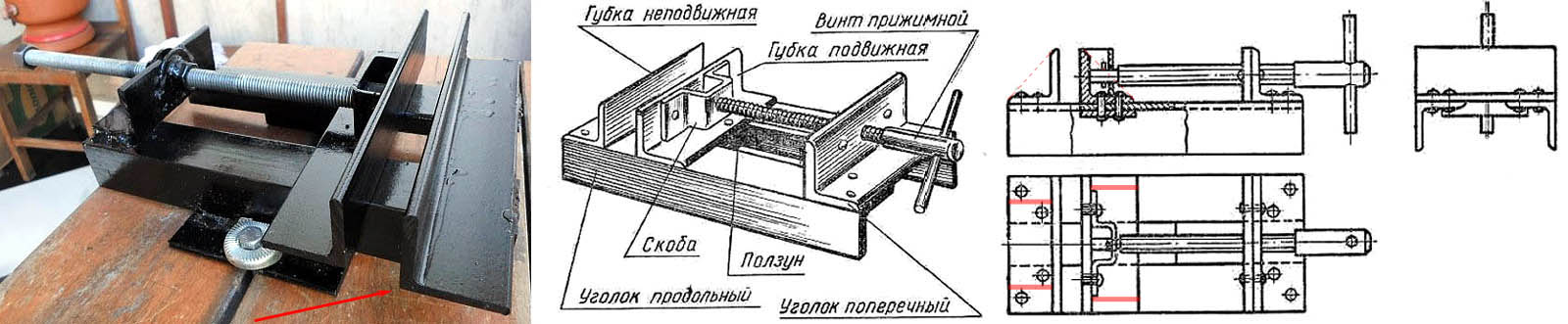
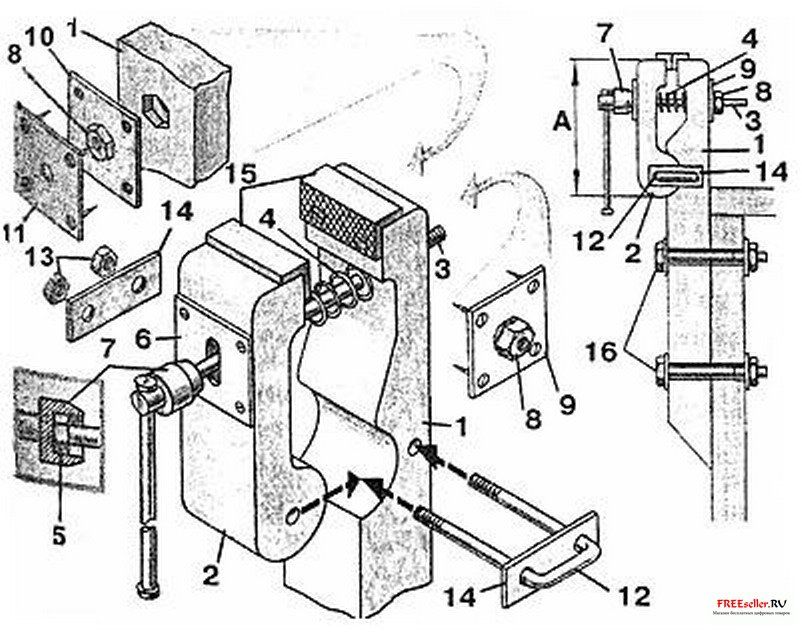
Общее устройство и чертеж самодельных тисков
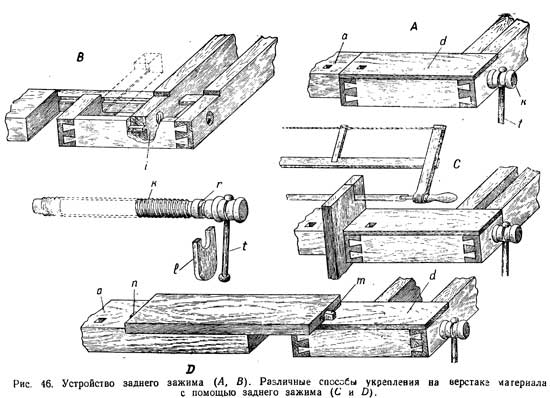
Данные столярные тиски представляют собой простейшую конструкцию с одной передней губкой. Второй прижимной части здесь нет – ее функции выполняет боковина самого верстака. С учетом этой особенности в исходном варианте тиски устанавливают на рабочий стол, у которого крышка установлена заподлицо с царгой. В противном случае придется действовать по ситуации и вносить незначительные конструкторские изменения. Как правило, в таких случаях используют вариант монтажа с использованием дополнительной задней планки (см. схему).
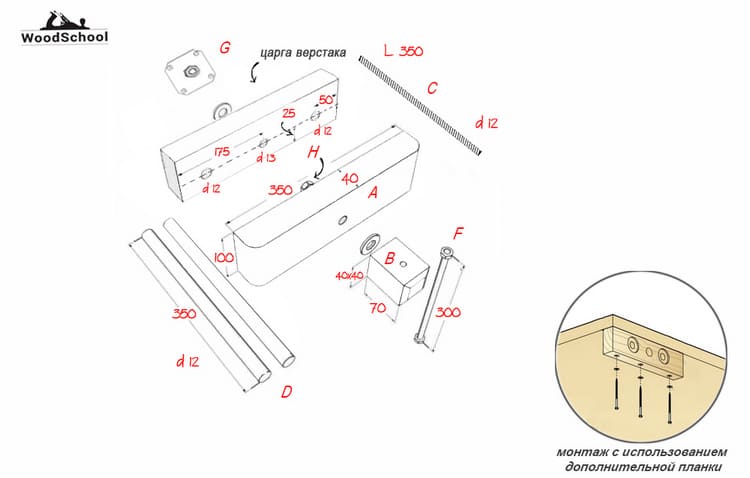
Чертеж столярных тисков с размерами в мм
- A. Передняя губка
- B. Ручка
- C. Ходовой винт
- D. Направляющие штанги
- F. Вороток
- G. Резьбовой фланец
- H. Стопорная гайка
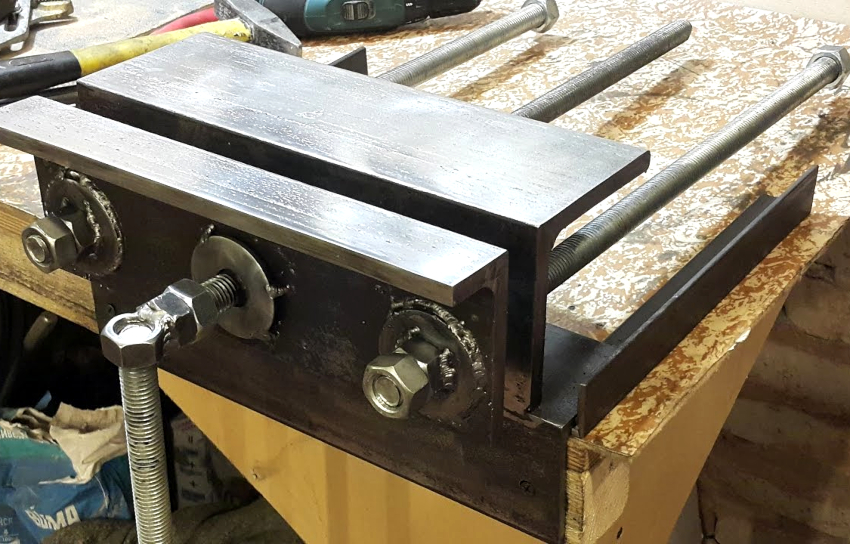
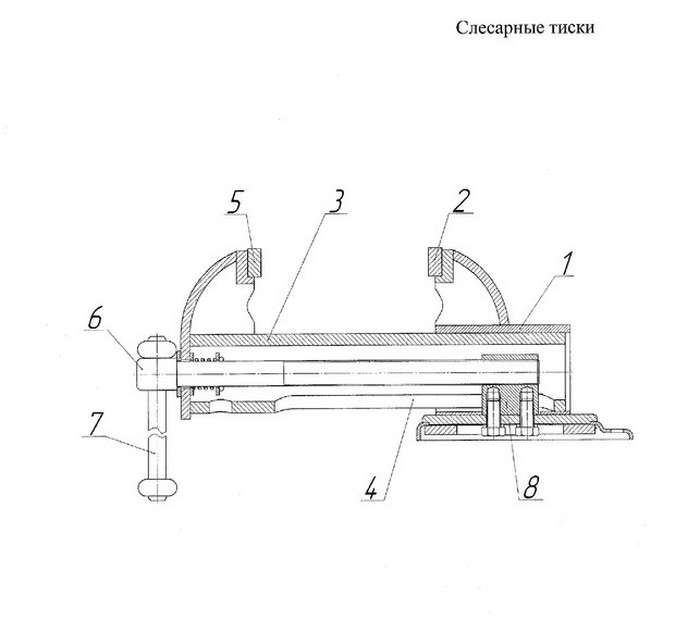
Слесарные тиски своими руками — часть 1
Если зайти в магазин и посмотреть на стоимость слесарных тисков с шириной губок от 120мм, то становится как то грустно… Посмотрев на металл, который у меня имеется в наличии на даче я решил потратить денек на самостоятельное изготовление слесарных тисков.
Материал который я присмотрел для изготовления тисков:
— лист железа для основы тисков толщиной 4мм — профильная квадратная труба 50мм с толщиной стенки 4мм — уголок 60мм с толщиной стенки 5мм — уголок 75мм с толщиной стенки 8мм — полоса толщиной 10мм — шпилька резьбовая 20мм — длинная гайка 20мм
Пластина под основание тисков у меня была размером 200х160мм. Я решил отрезать такую же и насверлив в одной из пластин равномерно отверстий диаметром 8мм точечными сварками скрепил эти две пластины между собой.
Места сварки зачистил:

По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10мм к которой и приварил эту гайку.

Гайку на проставке установил по центру начерченной линии и вкрутив в нее шпильку выровнял по центру.

После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60мм с толщиной стенки 5мм и длиной 200мм. Поставил их чтобы посмотреть как это будет выглядеть:

Вот общий вид деталей для слесарных тисков:

В профильной трубе 50х50мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию. Между этими уголками положил пластину шириной 50мм и толщиной 10мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку. В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб:
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри. Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:

В качестве основания под губки тисков использовал более толстый уголок 75мм и толщиной стенки 8мм. Ширина будущих губок будет 150мм. Установив уголки на будущие места крепления я обрезал их немного на скос.

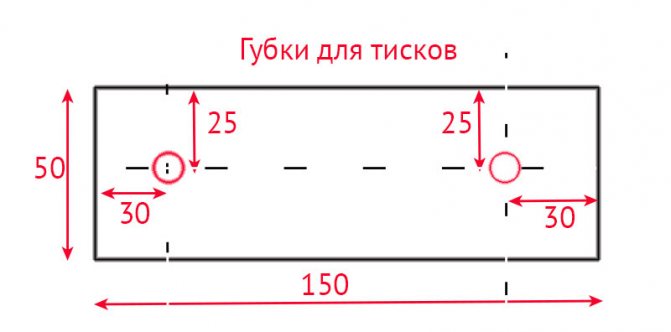
В качестве самих губок будет использоваться отрезок из полосы толщиной 10мм. Губки будут иметь размер: 150х50х10мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами-«собаками» и просверлил насквозь отверстия 4,2мм. Затем в уголках я нарезал резьбу 5мм, а в губках рассверлил отверстия сверлом 5,1мм и сделал зенковку под потай.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5мм.

Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку. Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами. Это позволит мне в дальнейшем при необходимости разобрать тиски.

Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.

В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4мм.

Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8мм (как у уголка губок) и шириной равной общей ширине короба. Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Да, по сварке… Варил я аппаратом Форсаж-161 Электрод — МР-3С 3мм Ток сварки — около 110А.
При обваривании уголков пластиной 4мм я использовал те же электроды, только на токе около 80А.
Затем я это дело все обезжирил и покрыл из баллончика грунтовкой с краской:
В сборе на данный момент это выглядит так:
Во второй части по самостоятельному изготовлению слесарных тисков: — установка губок с нарезкой от скольжения — установка торцевой заглушки с винтом и воротом — крепежные отверстия в подошве тисков
Как сделать столярные тиски самостоятельно
Для работы с металлическими деталями и заготовками используются слесарные тиски. Если же возникает потребность в обработке деревянных заготовок, то для таких целей слесарные тиски подходят меньше всего, так как они имеют некоторые недостатки. Фиксируемые детали могут деформироваться, поэтому для работы с деревообрабатывающими материалами рекомендуется пользоваться слесарными тисками. Покупать их специально для работы с деревом совсем не обязательно. Для таких случаев можно сделать столярные тиски своими руками. Инструкцию по изготовлению рассмотрим подробно.
Столярные тиски делаются из дерева, что является преимуществом при их изготовлении. При работе с деревом исключается необходимость применения сварочного аппарата. Для сверления отверстий используется дрель, а для отрезания деталей будущего инструмента, применяется ручная ножовка, лобзик или болгарка с диском по дереву.
Первым делом подготовим винт. Для этого отрезаем необходимую длину шпильки
На шпильку накручивается с одной стороны гайка
Используя водопроводный тройник, следует надеть его центральным отверстием на шпильку
Причем важно соблюдать, чтобы шпилька не выступала за грани двух параллельных отверстий тройника. Просверлить по центру тройника отверстие для установки болта под ключ на «10»
Сверлить необходимо тройник вместе со шпилькой
В полученное отверстие установить болт под ключ на «10». Таким способом изготавливается рукоятка для будущего инструмента
Далее переходим к изготовлению губок тисков. Для этого из доски, толщиной не менее 6 см, следует отрезать необходимую длину — 20-30 см
Две доски должны получиться одинакового по длине размера. Именно эти доски будут выступать в качестве фиксирующих губок
По центру обеих досок требуется просверлить центральные отверстия, через которые будет проходить шпилька
Просверливаем дополнительные отверстия по бокам обеих досок, которые нужны для направляющих
В одной доске на центральном отверстии нужно сделать паз для размещения гайки
Теперь завинчивается гайка и насаживается шайба на шпильку со стороны, где имеется сквозное отверстие
Устанавливаем шпильку в центральное отверстие доски с пазом
С другой стороны шпильки устанавливается шайба, и насаживается тройник, фиксирующийся болтом
Гайку с обратной стороны доски следует затянуть, утопив ее в пазу. Чтобы предотвратить в будущем вращение этой гайки, ее необходимо соединить со шпилькой. Для этого можно воспользоваться сваркой, но альтернативный способ — применить дрель. При помощи дрели сверлится отверстие в гайке, насаженной на шпильку, посредством которого обеспечивается жесткая фиксация двух деталей
Используя соответствующего диаметра болт, необходимо его забить в отверстие, сделанное в предыдущем пункте
Собираем конструкцию, получая в итоге подвижную губку тисков
Используем два металлических стержня, которые необходимо установить в боковые отверстия доски
К столу или верстаку присоединяется вторая доска, которая будет играть роль неподвижной губки столярных тисков. Для этого фиксируем доску струбциной к столу, после чего сверлим отверстия в конструкции стола
Приступаем к сборке конструкции. Для этого необходимо соединить две части, используя широкую гайку. После накручивания гайки на шпильку, необходимо обвести ее грани по периметру
По полученной разметке необходимо вырубить паз, воспользовавшись стамеской. Это необходимо для того, чтобы зафиксировать гайку в губках тисков
Утапливаем гайку в конструкцию губки
Получается практически готовые столярные тиски, на которых не хватает только рукоятки. Сделать ее можно из деревянной трубки соответствующего диаметра. После этого собираем инструмент
Чтобы направляющие свободно перемещались в неподвижной губке, следует изготовить стальные втулки, и установить их внутрь отверстий. Неподвижная губка фиксируется к поверхности стола посредством саморезов. Причем к этому делу нужно отнестись ответственно. Предварительно следует просверлить отверстия, а также сделать пазы для шляпок саморезов. Ведь поверхность доски является рабочей частью столярных тисков, поэтому любые выступы на ней и прочие дефекты негативно отразятся на качестве обрабатываемых заготовок.
Вот таким вот несложным способом можно изготовить в домашних условиях столярные тиски. Причем для их изготовления не понадобится покупать материалы, так как все самое необходимое наверняка имеется в распоряжении у каждого домашнего мастера.