
Другие характеристики
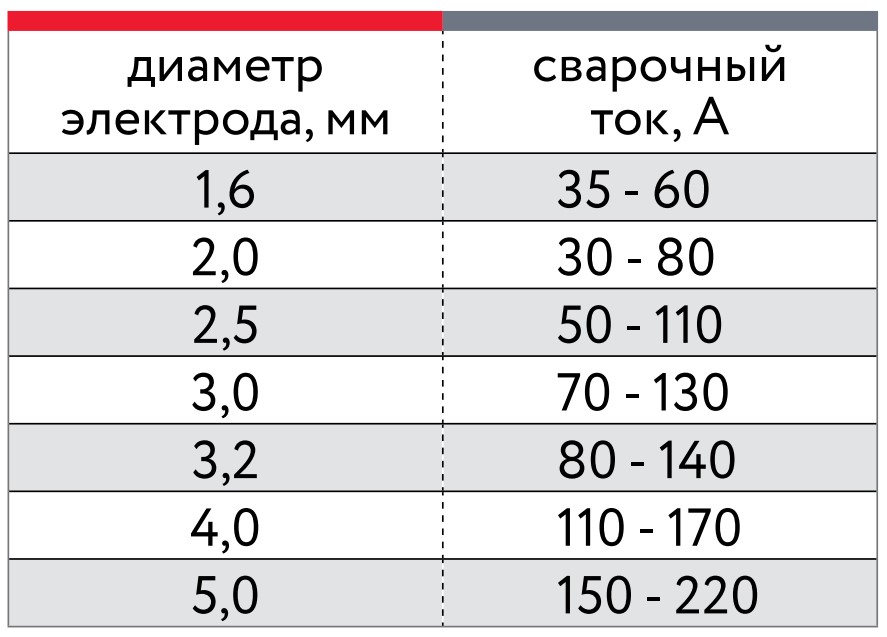
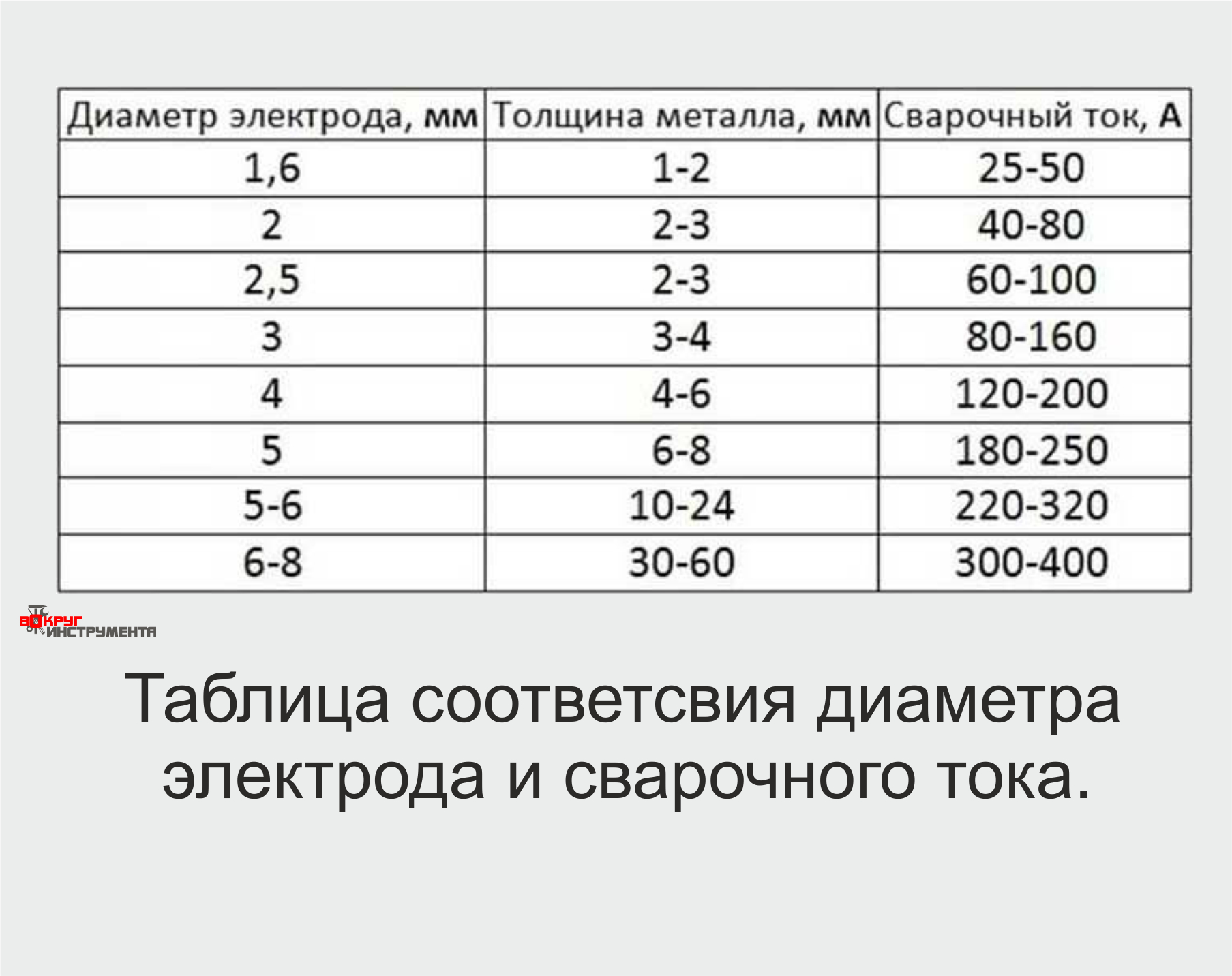
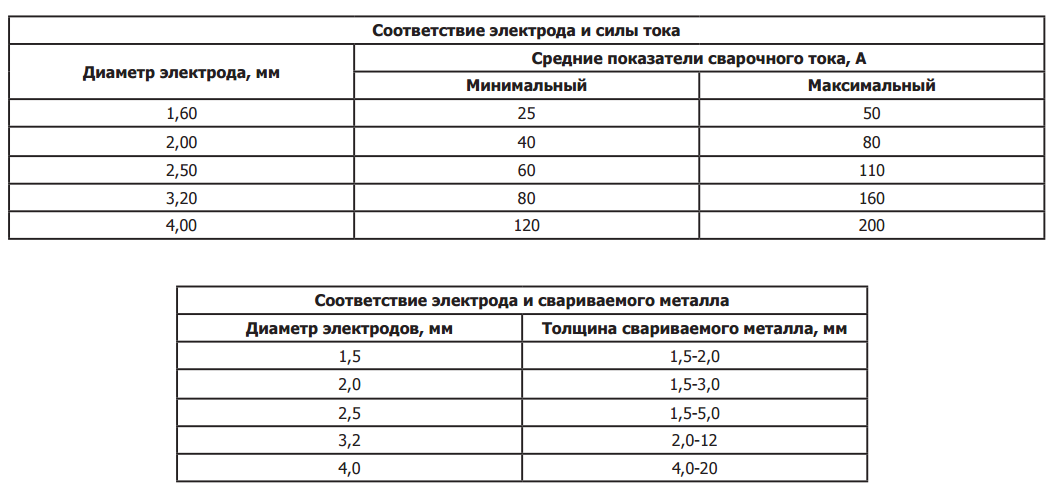
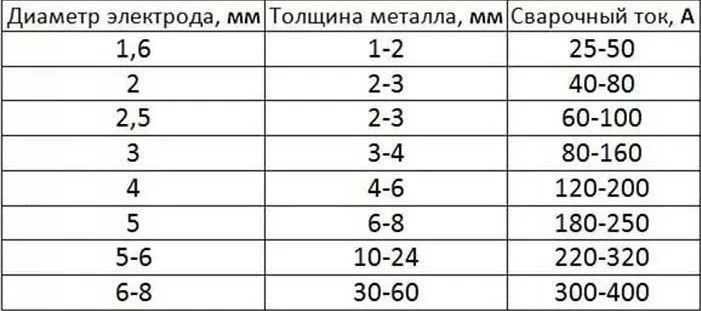
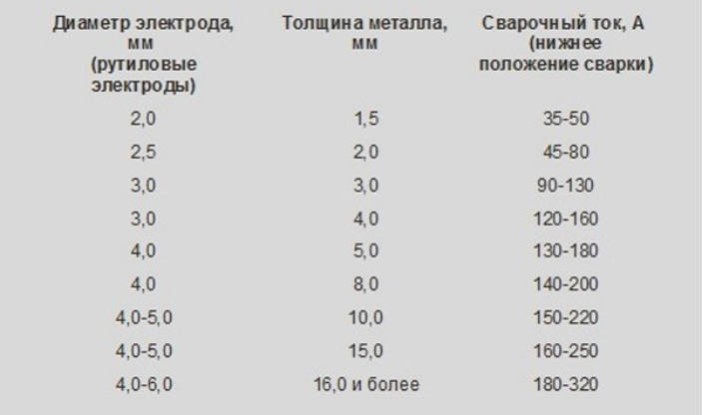
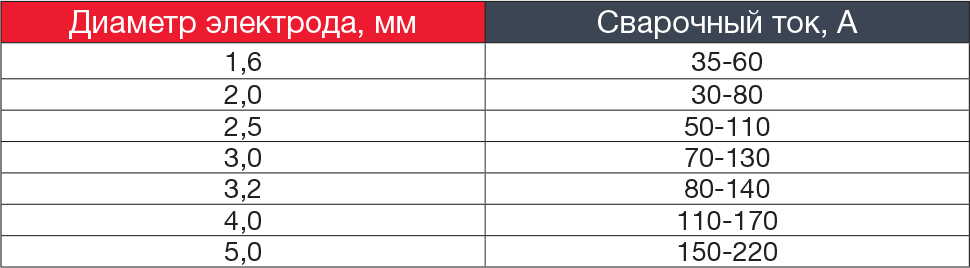
Неопытные сварщики часто выставляют не ту силу тока на инверторе в соответствии с диаметром используемого электрода. Подобные огрехи всегда негативно отражаются на качестве сварного шва и самого соединения
Поэтому крайне важно соотнести показатели правильно
Специалисты утверждают, что расход стержней описываемой марки незначительный. Диаметр изделия — 3 мм. Относительное удлинение на уровне 22%. Чувствительность к загрязнению невелика. Высокий коэффициент наплавки. Стержни данной марки могут использоваться для работы с трубопроводами.
Продаются «Монолит РЦ» в упаковках по 1 кг, а средняя цена равна 340 руб.
Электроды Стандарт
Выбор электродов
При выборе следует обратить внимание на параметры материала:
— состав покрытия;
— расход электродов на один килограмм наплавленного металла;
— коэффициент наплавки.
Когда подбираются электроды, следует учитывать глубину провара и толщину сварочного шва. На эти факторы значительно влияют: сила сварочного тока, полярность и сечение электрода.
Виды сварочных электродов
С целью придания жесткости соединениям изделий металлопроката не всегда подходит болтовое соединение или связывание. Электросварка часто является единственным методом, позволяющим улучшить параметры стойкости конструкции. Из всех типов электросварки самая распространенная сварка электродами. Каждому типу свариваемых сплавов предназначены определенные электроды.
Сварочные электроды марки стандарт пользуются большой популярностью. Они легко зажигаются и не требуют особой подготовки, то есть прокалки. Благодаря этим особенностям, они легко поддаются начинающим сварщикам. Сварочные электроды УОНИ — более серьезные, от других марок их отличает плотность шва. Они требуют использование качественного сварочного аппарата, а также профессиональных навыков у сварщика. При работе с данным типом электродов надо на протяжении сварки выдерживать короткую дугу.
Преимущества и особенности электродов стандарт
Сварочные электроды стандарт успешно конкурируют с более дорогой продукцией производителей сварочного и паяльного оборудования практически не уступая в качестве. Электроды стандарт — это настоящая находка для новичков, так как они могут с легкостью освоить сварочные азы, используя данный материал.
Электроды стандарт изготовлены по улучшенной рецептуре, обеспечивающей отличные сварочно-технологические свойства в процессе сварки малогабаритных (бытовых) трансформаторов. Они обеспечивают легкое зажигание дуги. После формирования шва наблюдается чешуйчатое соединение и шлаковая корка удаляется самопроизвольно.
Используются электроды стандарт для прихваток, корневых и коротких швов в сети низкого напряжения. Также они широко применяются при работе с металлом, имеющим небольшую коррозию на поверхности и при сварке стали с гальваническим покрытием.
Характеристики электродов стандарт
Химический состав рутилового покрытия, а также геометрические размеры электродов марки стандарт регламентируются принятыми техническими условиями ТУ У 05416923.001-95, принятыми стандартами ISO 2560, DIN 1913, а также гостами ГОСТами 9466-75 и 9467-75. Электроды производятся с диаметрами 2,5 мм, 3,03 мм, и другие.
Электроды серии стандарт производятся в герметичной тройной упаковке, за счет чего, при соблюдении условий хранения продукции, не требуется прокалка перед работой. В случае превышения влажности покрытия от 0,9%, электроды надо прокалить при температуре 120°C не менее 40 минут.
Предназначение электродов стандарт
Сварочные электроды популярной торговой марки стандарт предназначены для выполнения ручной дуговой сварки в конструкциях и деталях из углеродистых марок стали. В процессе их изготовления используются исходные материалы высокого качества, которые отличаются пониженной концентрацией вредных выделений в составе сварочного аэрозоля. Могут применяться при сварке газо- и водопроводов малого давления.
Электроды марки стандарт обеспечивают качественное сваривание угловых и стыковых соединений. С их помощью осуществляется сварка деталей небольшой толщины «внахлест» при ремонтах водопроводов и прочих металлических конструкций. Электроды стандарт не требуют зачистки и особой подготовки кромок, а получаемый в результате сварки конечный шов не теряет качества даже при наличии на поверхности металла остатков гальванических покрытий, свариваемых деталей ржавчины и других видов загрязнений.
Электроды стандарт способны обеспечивать качественный, прочный шов при сварке различных конструкций в любых положениях в пространстве. Применяется процесс сварки с постоянным током прямой и обратной полярности и с переменным током при условии минимального напряжения холостого хода в источнике тока. Режим сварки зависит от положения сварочного шва и диаметра используемого электрода. Для сварки и наплавки чугуна Электроды по нержавейке avesta Электроды Уони 13 45 Электроды лэз-11
Конструкция покрытия
Электродное покрытие — это смесь измельченных компонентов и связующего вещества, нанесенная на металлический стержень методом опрессования или (реже) окунанием. Покрытия составляют на базе комбинированной газошлаковой защиты плавящегося металла. В одних видах покрытий имеет место шлаковая защита сварочной ванны, а в других — газовая.
В состав электродных покрытий входят:
- Стабилизирующие элементы процесса зажигания и горения дуги в виде щелочных и щелочно-земельных металлов: калия, натрия, цезия, кальция.
- Газообразующие компоненты, создающие газовую защиту дуги и сварочной ванны в виде органических веществ: крахмала, древесной муки, декстрина и др.
- Шлакообразующие составляющие: полевой шпат, кремнезем, каолин, тальк, рутиловый концентрат, плавиковый шпат и др.
- Раскислители — вещества, способствующие восстановлению окиси железа, имеющие большее сродство с кислородом, чем железо. В качестве раскислителей используют ферромарганец, ферросилиций, ферротитан и др.
- Легирующие элементы (марганец, хром, никель, молибден, ванадий и др.) для придания шву специальных свойств.
- Пластификаторы — составляющие в виде слюды, целлюлозы, бентонита, каолина и др. для повышения пластичности обмазки.
- Рафинирующие компоненты (соединения марганца и окись кальция),выводящие из сварочной ванны серу и фосфор в шлак.
-
Связующие вещества — натриевое, калиевое и натриево-калиевое жидкое стекло.
Большая часть составляющих покрытия выполняет одновременно несколько функций. Например, мрамор, магнезит и доломит являются как газообразующими, так и шлакообразующими; нолевой шпат, слюда, жидкое стекло — шлакообразующими и связующими; ферросплавы — раскислителями и легирующими.
Описание сварочных электродов МОНОЛИТ Professional для сварки углеродистых и низколегированных сталей
Электроды МОНОЛИТ предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех степеней раскисления – “КП”, “ПС”, “СП”) и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Применяются для сваривания угловых, стыковых и в напуск соединений металла толщиной от 1,0 до 20,0 мм.
Электроды МОНОЛИТ обеспечивают легкое начальное и повторное зажигание. Характеризуются спокойной и стабильной дугой, малым разбрызгиванием, хорошей отделяемостью шлака, прекрасным формированием шва, особенно для сварки листовых сталей и стальных конструкций, подверженных статическим и динамическим нагрузкам, сварки резервуаров и трубопроводов, где требуется обеспечение высоких механических свойств швов. Электроды обладают способностью производить сварку в неблагоприятных для других марок электродов, условиях. Вокруг дуги возникает газовый пузырь, который оттесняет воду и обеспечивает приемлемые условия для процесса сварки, что дает возможность варить поврежденные водопроводы, находящиеся под давлением до 1 атм.
Электроды МОНОЛИТ предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей
- Электрод для профессиональных сварщиков.
- Электроды обладают способностью производить сварку в неблагоприятных для других марок электродов условиях. Вокруг дуги возникает газовый пузырь, который оттесняет воду и обеспечивает приемлемые условия для процесса сварки, что дает возможность варить поврежденные водопроводы, находящиеся под давлением до 1 атм.
- Электроды МОНОЛИТ обеспечивают легкое начальное и повторное зажигание. Характеризуются спокойной и стабильной дугой, малым разбрызгиванием, хорошей отделяемостью шлака, прекрасным формированием шва, особенно для сварки листовых сталей и стальных конструкций, подверженных статическим и динамическим нагрузкам, сварки резервуаров и трубопроводов, где требуется обеспечение высоких механических свойств швов, в т.ч. ударной вязкости при -20 ?С.
- Применение: сварка трубопроводов, сосудов под давлением, сварка деталей машин, кораблестроение, бытовых деталей, легкая промышленность.
Параметры сварки электродами МОНОЛИТ Professional
Коэффициент наплавки 8,0 — 9,0 г/А.ч. Расход электродов на 1 кг наплавленного металла 1,7 кг.
Прокалка перед сваркой: При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка перед сваркой: 110±5°С 60 мин.
|
Диаметр электродов МОНОЛИТ Professional, мм |
Длина электродов МОНОЛИТ Professional, мм |
Сварочный ток, A |
Напряжение дуги, В |
Масса (кг) наплавленного металла / масса (кг) электродов |
Количество электродов / масса наплавленного металла (шт/1кг) |
Масса (кг) наплавленного металла/ время работы дуги (час) |
Время сгорания, сек/электрод |
| 2.5 | 350 | 50-100 | |||||
| 3.0 | 350 | 60-120 | |||||
| 4.0 | 450 | 120-190 | |||||
| 5.0 | 450 | 150-240 |
Сварку проводить постоянным током любой полярности (рекомендуется обратной, «+» на электроде) или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
Положение электродов МОНОЛИТ Professional при сварке
Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сваривания во всех пространственных положениях кроме вертикального «сверху-вниз», а диаметром 5,0 мм – для нижнего, горизонтального на вертикальной площади и вертикального способа «снизу-верх».
Упаковка электродов МОНОЛИТ Professional
|
Диаметр электродов МОНОЛИТ Professional, мм |
Длина электродов МОНОЛИТ Professional, мм |
Количество электродов в пачке, шт | Вес пачки, кг |
| 2.5 | 350 | 49-51; 123-127 | 1; 2,5 |
| 3.0 | 350 | 33-35;83-88 | 1; 2,5 |
| 4.0 | 450 | 76-78 | 5 |
| 5.0 | 450 | 56 | 5 |
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
- Положение шва в пространстве — любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.ч. знакопеременные, давление;
- работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.



Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1 кг.
Общая характеристика электродов “УОНИ 13/5”
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % – 22;
- ударная вязкость (KCV), Дж/кв. см:
- при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.
Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.
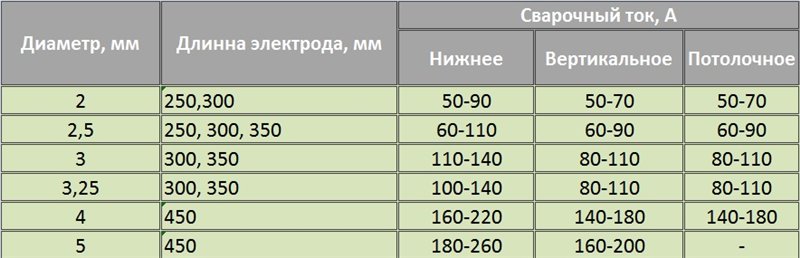
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | – |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Сферы применения
Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.
Это интересно: Сварка нержавеющей стали маркировки 12х18н10т: познаем со всех сторон
Monolith Special ЦЛ-11
Электроды Special ЦЛ-11 обеспечивают сварку эксплуатируемых в агрессивных условиях ответственных изделий из хромоникелевых и коррозионно-стойких сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т). Условия сваривания отличаются стабильностью и высоким качеством шва. Допускается последующая механическая обработка сварных деталей.
Применяются при производстве оборудования для агрессивных сред и высоких температур в пищевой и химической промышленности. Сварной шов характеризуется стойкостью к коррозии и межкристаллическим трещинам. В качестве основы используются проволока Sandvik и обмазка с низким содержанием газов и вредных примесей.
Технические условия
Коэффициент наплавки у этой марки – 11 г/Ач. Потребуется 1,7 кг стержней, чтобы наплавить 1 кг металла. Параметр производительности – 1,5 кг/час. Для прокалки в течение часа после увлажнения нужна температура 200 °C. Для электродов Ø3 мм устанавливают ток 50–90 А, для Ø4 мм – 110–150 А.
Описание и сфера применения
Расходник плавящегося типа представляет собой стальной стержень с защитным покрытием. Под действием высокой температуры обмазка выгорает и превращается в газ, отделяющий расплавленный металл от кислорода атмосферного воздуха.
Большинство электродов этого типа используется для изготовления:
- малонагруженных конструкций;
- тонкостенных труб и емкостей низкого давления.
Допускается проведение с их помощью наплавочного ремонта.
Сфера применения зависит от марки электродов Э42. Они выпускаются в разных исполнениях, отличаются диаметром и составом защитного покрытия.
Улучшенные УОНИ Э42А
Единственная разновидность с основной обмазкой.
Она содержит в себе фосфорные соединения и карбиды, предотвращает появление горячих трещин и придает шву следующие свойства:
- пластичность;
- ударную вязкость.
Об этих особенностях свидетельствует индекс «А» в маркировке.
Они позволяют использовать электроды типа Э42А для изготовления конструкций:
- предъявляющих высокие требования к надежности, в т. ч. испытывающих воздействие знакопеременных нагрузок;
- эксплуатируемых при низких температурах.
 Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды.
Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды.
Расходники выпускаются в категории УОНИ 13/45 и имеют следующие отличительные черты:
- Работают только с постоянным током обратной полярности (электрод-положительной).
- Требуют очистки соединяемых заготовок от ржавчины, пятен масла, грязи и воды.
- Не подходят для сварки в условиях повышенной влажности.
- Экономно расходуются благодаря наличию в покрытии железного порошка, компенсирующего потери металла на испарение и брызги.
Они капризны, поэтому от сварщика требуются опыт и сноровка. Используются сварочные аппараты инверторного типа, выпрямители не способны обеспечить стабильное горение дуги. Завышать ток не следует, поскольку это плохо отражается на качестве шва.
Виды покрытия и диаметры
Кроме основной обмазки, применяют:
Кислую. Она содержит оксиды железа, кремния и марганца
Такими электродами варят с осторожностью ввиду высокой вероятности образования в шве т.н. горячих микротрещин (межкристаллитных разрушений)
Рутиловую. Рутил представляет собой минерал с большим количеством диоксида титана
Покрытые им расходники формируют пластичный шов, по уровню раскисленности соответствующий полуспокойной стали. Они хорошо переносят большой ток, не допускают появления горячих микротрещин.
Рутил представляет собой минерал с большим количеством диоксида титана. Покрытые им расходники формируют пластичный шов, по уровню раскисленности соответствующий полуспокойной стали. Они хорошо переносят большой ток, не допускают появления горячих микротрещин.
 Кислые электроды содержат оксиды железа, кремния и марганца.
Кислые электроды содержат оксиды железа, кремния и марганца.
Кислые и рутиловые электроды типа Э42 выпускаются под многими марками, например ОМА-2, ВСЦ-4 и 4М, «Огонек», ОЗС-23, АНО-6, 6М, 17 и др. Они хорошо варят не только на постоянном, но и на переменном токе и подходят для начинающих.
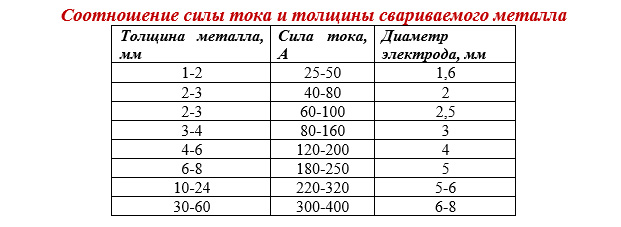
Диаметр расходников Э42 составляет 2-12 мм. Он подбирается в соответствии с толщиной меньшей заготовки. Данный параметр определяет силу тока. Так, для приваривания уголка №5 по ГОСТ 8509-93 с толщиной полки 6 мм необходим электрод размером 4 (мм). Ампераж составляет 120-200 А.
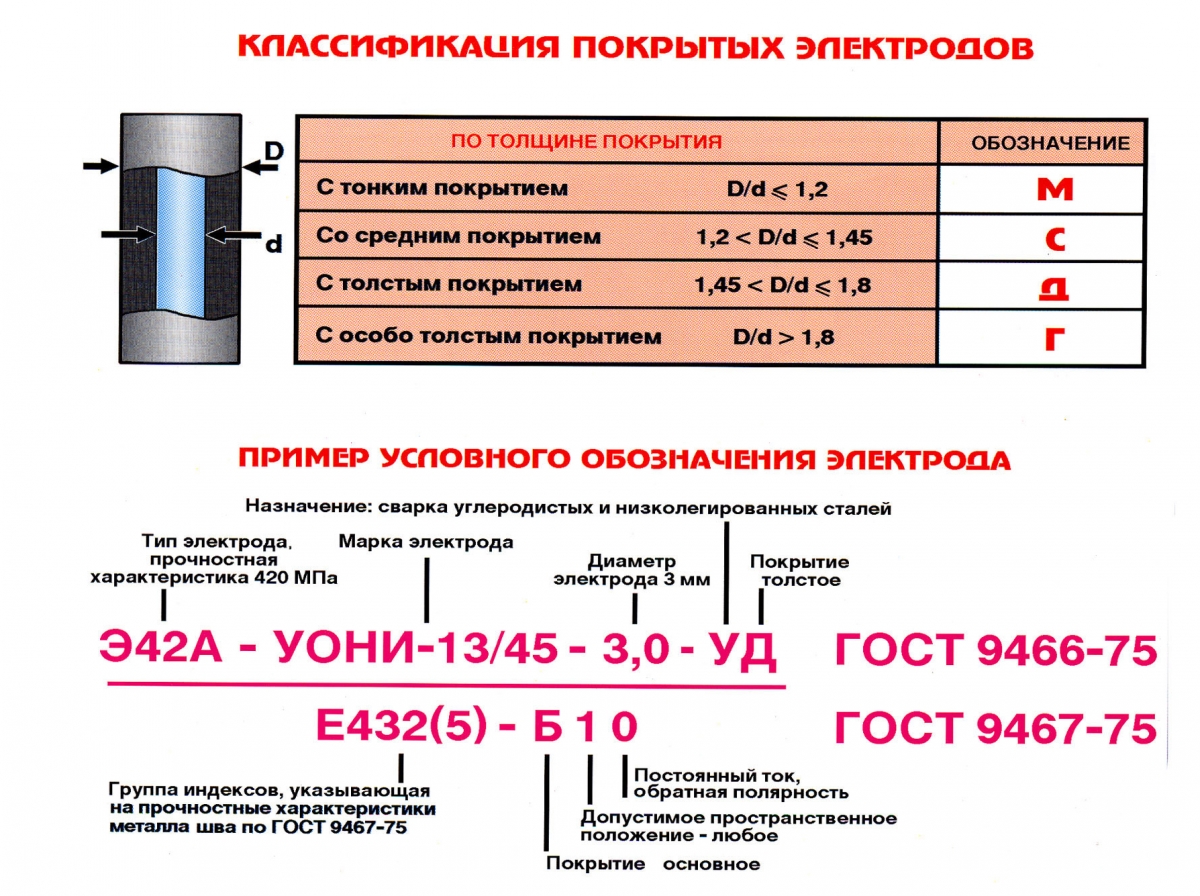
Расшифровка маркировок
Литера «Э» означает «электрод для ручной дуговой сварки», число 42 — временное сопротивление разрыву, которое составляет 42 кгс/кв. мм.



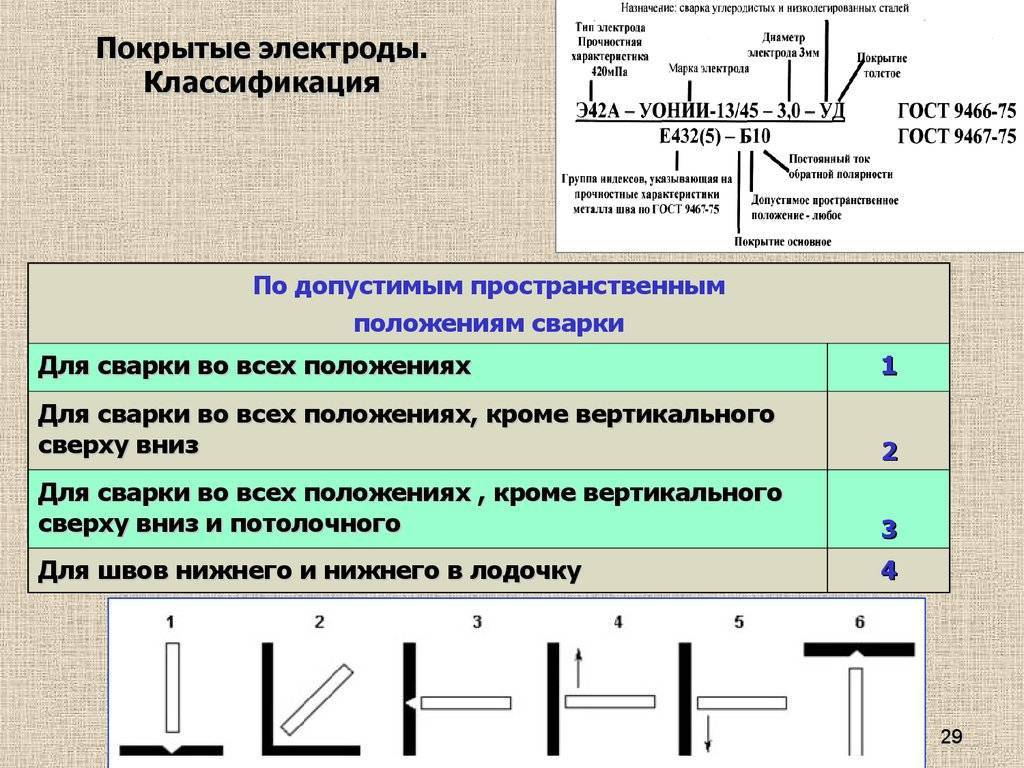

Полная маркировка электрода содержит и другие данные, например Э42А-УОНИ-13/45 СМ-4,0-УД ГОСТ 9467-60.
Расшифровка маркировок изделия:
- СМ-4,0 — выполнено из сварочной проволоки диаметром 4 мм.
- У — предназначено для сварки углеродистой стали.
- Д — имеет толстое покрытие. Другие варианты: С — среднее, М — тонкое.
Изделие соответствует требованиям ГОСТ 9467-60.
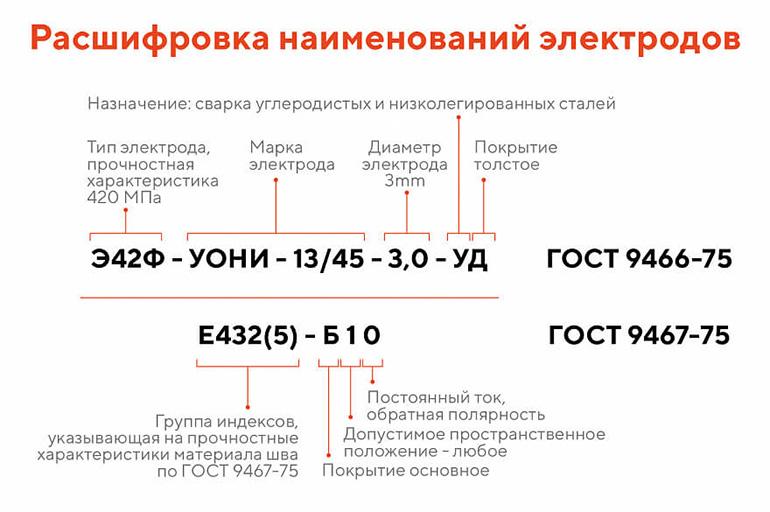 Расшифровка наименований электродов.
Расшифровка наименований электродов.
Какое нужно покрытие
Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства. 1. Кислое покрытие состоит в основном из железа, марганца, кремния и прочих химических элементов. Электроды с данным видом обмазки имеют в маркировке букву “А”. Преимущества расходников с кислым покрытием: высокая сопротивляемость появлению в сварном соединении воздушных каналов; возможность обработки ржавых изделий и деталей с окалиной. Основной недостаток – опасность появления горячих трещин на металле сварочного шва.
2. Электрические проводники с целлюлозным видом обмазки обозначаются буквой “Ц”. Особенность – высокое содержание органических веществ (массовая доля может достигать 50%): целлюлоза, органические смолы, ферроспалвы и т.д. При сгорании в дуге такого рода покрытия выделяют большое количество защитных газов и малое – шлака. Это гарантирует удобство сварочных работ в вертикальном положении. Недостатки: высокое содержание водорода при работе со сталью могут отрицательно сказываться на характеристиках наплавленного металла; значительно количество брызг.
3. Рутиловые электроды имеют в маркировке букву “Р”. Основой покрытия является рутил, а также некоторое содержание кремния и кислорода. Данный вид характеризуется спокойным расплавлением, небольшим количеством брызг, легким отделением шлака, шов имеет тонкий рисунок. Важная особенность – простота повторного зажигания дуги. Сварочные работы следует проводить в условиях нормальной влажности и после прокалки материалов, иначе качество соединения ухудшается и появляются признаки окисления.
4. Основное покрытие электродов обозначается буквой “Б”, состоит из карбонатов магния и кальция. Проводники с данным типом обмазки предназначены для работы на постоянном токе, а также для соединения ответственных конструкций и трубопроводов. Наплавленный металл обладает повышенным уровнем пластичности, не отличается склонностью к окислению. Главное достоинство – слабая насыщенность такого типа покрытия водородом позволяет исключить ухудшение характеристик стали и других металлов. Основной недостаток – образование большого количества шлака.
Рейтинг лучших электродов с основным типом покрытия
Этот типа покрытия предназначен для работы при постоянном и переменном токе. Образуют швы высокого качества, поэтому данное изделие может применяться для ответственных соединений. Однако при этом возникают затруднения с зажиганием дуги, кроме того изделие имеет чувствительность к влаге. В связи с этим возникает необходимость в прокалке электродов, при этом режимы прокалки разных марок отличаются.
УОНИ 13/55
Очень популярная марка надежных электродов от российской фирмы Tigarbo, идеально подходящие для бытовой сварки при постоянном токе. Предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей, а также соединений, испытывающих воздействие низких температур. Шов отличается пластичностью и вязкостью. Средняя стоимость составляет 600 руб.
УОНИ 13/55
Достоинства:
- низкая чувствительность к отсыреванию;
- не образуется вредных включений в швах;
- создание долговечных и надежных соединений;
- стабильная защита сварочной ванны от кислорода.
Недостатки:
- необходимость обработки поверхности перед работой;
- затрудненное зажигание дуги (в том числе повторное);
- обязательный контроль за длиной и состоянием дуги.
ЭА-400/10У
Электроды российского производства, предназначенные для сварки ответственных соединений из нержавеющей, коррозионностойкой стали, а также изделий испытывающих на себе воздействие агрессивных сред (температурой до +360 градусов). Могут применяться при любом положении и направлении. Средняя цена 900 руб.
Достоинства:
- удобное зажигание;
- стабильное горение дуги;
- качество соответствует цене.
Недостатки:
- необходимость бережного хранения от сырости;
- обязательна прокалка.
LB-52U
Сварочные элементы японской фирмы Kobelco, хорошо справляющиеся со сваркой низкоуглеродистых видов стали при постоянном и переменном токе. Подходит для сварки ответственных конструкций, трубопроводов. Соединения отличаются герметичностью, высоким качеством ударной вязкости. Еще одно преимущество – формирование обратного валика, отличающегося аккуратностью. Средняя цена – 1 700 руб.
LB-52U
Достоинства:
- высокие показатели прочности и чистоты шва;
- простота в применении;
- поддержание и контроль дуги при любом направлении.
Недостатки:
- обязательная прокалка перед началом работы;
- при отсыревании происходит ухудшение качества;
- высокая стоимость.
ОЗЛ-8
Марка электродов российского производства, применяющихся для нержавеющей стали, а также материалов, состав которых отличается высоким содержанием хрома и никеля. Изделие подходит только для работы при постоянном токе обратной полярности, при этом длина дуги должна быть короткой. Шов получается прочным, не боящимся коррозии. Средняя цена составляет – 530 руб.
ОЗЛ-8
Достоинства:
- отсутствие трещин в шве;
- легкое отделение шлака;
- идеально для работы с нержавеющей сталью.
Недостатки:
ухудшение характеристик при отсыревании.
Общая информация
СЗСЭ – производитель сварочной комплектации. Он расположен на территории Республики Беларусь, в г. Светлогорске. Уже более десяти лет этот завод производит детали для сварщиков.
Эти годы опытным путем доказали, что производимые здесь материалы надежны.
Электроды Светлогорский завод выпускает под несколькими брендовыми именами. Среди них торговые марки Монолит, Арсенал и, конечно же, электроды Континент.
Оно обеспечивает легкость поджига и стабильность горения дуги во время работы. Эта характеристика важна для начинающих мастеров, не имеющих опыта для правильного разжигания дуги.
СЗСЭ производит плавящиеся и неплавящиеся модели электродов. Однако это не все. В ассортименте в Светлогорске есть еще куча всего.
Монолит Professional
Электроды Монолит Professional Э50 используются для ручной дуговой сварки изделий из стали обыкновенного качества и низколегированной. Позволяют работать при неблагоприятных условиях за счет образования газового пузыря, который нейтрализует влагу и создает необходимую для сваривания среду.

Рисунок 2 — Электроды Монолит Professional
Поэтому они успешно применяются для восстановления водопроводных магистралей под давлением до 1 атм и сваривания резервуаров, в кораблестроении, для деталей общемашиностроительного назначения. Шов обеспечивает высокие механические характеристики.
Выпускаются диаметром 2,5, 3, 4 и 5 мм. По длине два типоразмера: 350 и 450 мм. Ими можно выполнять угловые и стыковые швы, соединения с напуском. Ограничение по толщине соединяемого металла – 1–20 мм.
Аналогами являются ESAB OK 43.32, Overcord S, Fincord, Lincoin Electric MGM-50K.
Технические характеристики
Величина коэффициента наплавки – 8–9 г/Ач. Для наплавки 1 кг металла потребуется 1,7 кг расходных материалов. Стержни сечением 2–4 мм позволяют работать во всех положениях, кроме вертикального в направлении сверху вниз. Для этого следует брать стержни диаметром 5 мм.
| Диаметр электрода, мм | 2,5 | 3 | 4 | 5 |
| Ток сварки, А | 50–100 | 60–120 | 120–190 | 240 |
Общая информация
Monolith электроды предназначены для РДС сварки, как домашней, так и промышленной. Можно варить на любом токе, как постоянном, так и переменном. Основная сфера применения — сварка низкоуглеродистой стали. Можно варить ответственные металлоконструкции.




Основная характеристика этих электродов — это их покрытие. Оно рутилово-целлюлозное, поэтому отмечается крайне стабильное горение дуги и отличное качество готовых сварных швов.

Сварочные электроды Монолит можно использовать даже на неочищенной поверхности. Они устойчивы к коррозии, следам краски и масла. Но для лучшего качества рекомендуется все же обезжирить детали и отшлифовать. Электроды подходят для сварки стыковых, нахлесточных и угловых швов.
Другие характеристики
- Электроды имеют рутил-целлюлозное покрытие.
- Коэффициент наплавляемости — 9,5 г/А.ч.
- Расход расходника (Ø3 мм) на 1 кг наплавления — 1,75 кг.
Неопытные сварщики часто выставляют не ту силу тока на инверторе в соответствии с диаметром используемого электрода. Подобные огрехи всегда негативно отражаются на качестве сварного шва и самого соединения
Поэтому крайне важно соотнести показатели правильно
Если стержень намочен или находился достаточно долго в сыром помещении, варить им запрещается! Перед сваркой обязательно прокаливают его в течение 30 мин. при температуре 120 ° C .
«Монолит РЦ» подходят для стыковых соединений. Временное сопротивление электродов равно 340 Н на мм², наименьший угол наклона — 35°
Важно отметить и то, что в этом случае используют рутиловое покрытие. Наибольший угол наклона — 70°
Специалисты утверждают, что расход стержней описываемой марки незначительный. Диаметр изделия — 3 мм. Относительное удлинение на уровне 22%. Чувствительность к загрязнению невелика. Высокий коэффициент наплавки. Стержни данной марки могут использоваться для работы с трубопроводами.
Продаются «Монолит РЦ» в упаковках по 1 кг, а средняя цена равна 340 руб.
https://youtube.com/watch?v=6TzcrCoctAo
Monolith Special ЦЛ-11
Электроды Special ЦЛ-11 обеспечивают сварку эксплуатируемых в агрессивных условиях ответственных изделий из хромоникелевых и коррозионно-стойких сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т). Условия сваривания отличаются стабильностью и высоким качеством шва. Допускается последующая механическая обработка сварных деталей.
Применяются при производстве оборудования для агрессивных сред и высоких температур в пищевой и химической промышленности. Сварной шов характеризуется стойкостью к коррозии и межкристаллическим трещинам. В качестве основы используются проволока Sandvik и обмазка с низким содержанием газов и вредных примесей.
Технические условия
Коэффициент наплавки у этой марки – 11 г/Ач. Потребуется 1,7 кг стержней, чтобы наплавить 1 кг металла. Параметр производительности – 1,5 кг/час. Для прокалки в течение часа после увлажнения нужна температура 200 °C. Для электродов Ø3 мм устанавливают ток 50–90 А, для Ø4 мм – 110–150 А.
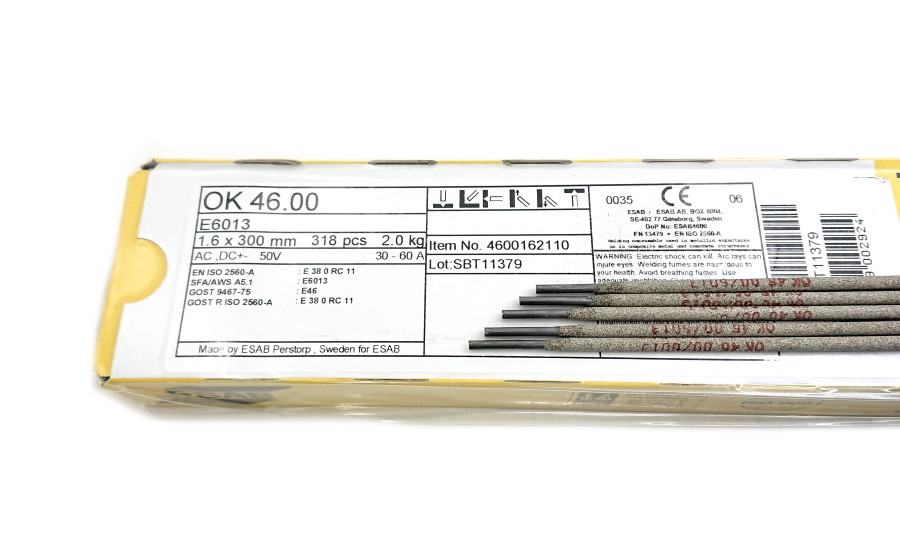
Электроды Монолит РЦ
Марка электродов Монолит РЦ Э46 предназначена для ручной сварки в бытовых и промышленных условиях. Используется для ответственных конструкций из низкоуглеродистых сталей с применением переменного и постоянного тока. Электродами можно проводить монтажную сварку. Работа ведется из всех пространственных положений.

Рисунок 1 — Электроды Монолит
Электроды Монолит с маркировкой РЦ имеют рутил-целлюлозное покрытие. У марки РЦ коэффициент наплавления составляет 9,5 г/Ач, а параметр расхода – 1,75 кг. Можно варить стенки толщиной 3–20 мм при стыковом, угловом соединении и внахлест. Расходные материалы этого типа могут использоваться с бытовыми инверторами и профессиональным оборудованием.
Мастера советуют при сварке в нижнем положении держать стержень под наклоном 20–40°. Вертикальные швы варить короткой дугой с наклоном электрода относительно вертикали 40–70°, так шлак не будет затекать перед дугой.
Отличительные характеристики
Положительные характеристики:
- всегда стабильная и ровная дуга;
- шов получается красивым, с однородным заполнением;
- легкий поджиг в начале и в процессе работы;
- низкий показатель разбрызгивания металла;
- образовавшийся шлак отделяется без особых усилий;
- при сварке в труднодоступных местах есть возможность сгибать стержень без ущерба для качества шва;
- соединение неответственных деталей не требует тщательной подготовки;
- на кромках допускаются следы жира, масла, окислов, ржавчины и других загрязнений.
В условиях повышенной влажности перед сваркой стержни подсушивают полчаса при t=110 °C.
Аналогами являются ESAB OK 46.00, Overcord, AV-31.
Характеристики и критерии выбора
Один из главных параметров сварочных электродов, это — его обмазка, вернее ее состав:
- Проводники с рутиловым покрытием. Сюда же относятся проводники со смешанным покрытием на рутиловой основе. Это — самые популярные электроды, отличающиеся легкостью розжига. Используются при переменном и постоянном токе в любом положении.
- С основным покрытием. Обычно применяются для сварки при постоянном токе. Обеспечивают пластичный шов, но отличаются затрудненным розжигом и повышенной чувствительностью к влажности.
- С кислым покрытием. Как и изделия с рутиловым покрытием, используются для инверторов, однако работу в этом случае необходимо производить в хорошо проветриваемом помещении.
- Для новичков подойдут электроды типа ОЗС-12, тогда как УОНИ относятся больше к профессиональным работам.
- Ручная дуговая сварка подразумевает использование сварочного инвертора. Элементы для этого аппарата должны быть сухими и не иметь повреждений. Они подбираются под тип инвертора, относительно технических характеристик этого приспособления.
- Вес одного электрода для каждой отдельной марки свой, в зависимости от используемых материалов Масса электродов в пачке по стандарту должна составлять 3 кг, 5 кг и 8 кг для электродов диаметром 2,5 мм, 3-4мм, 4мм соответственно.