Как выбрать аргонодуговой сварочный аппарат (TIG)?
При покупке уделяйте особое внимание следующим параметрам:
- Вес и размеры. Актуально, если у вас регулярно возникает потребность перевозить прибор.
- Вид металла и сварочного тока. Для работы со сталью и другими прочными металлами необходимы аппараты, работающие с постоянным током. Для цветных металлов, алюминия, например, требуется ток переменный.
- Диапазон тока. Указывает на доступную толщину материала, с которым можно будет работать. Лучше выбирать приборы с разбросом от 10 до 200-250 А, это сделает вашу покупку универсальной.
- Продолжительность включения. Этот параметр указывает на время работы при максимальной мощности.

Ограничение мощности при импульсной сварке
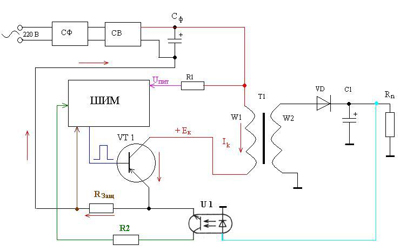
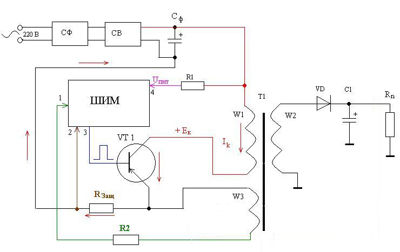
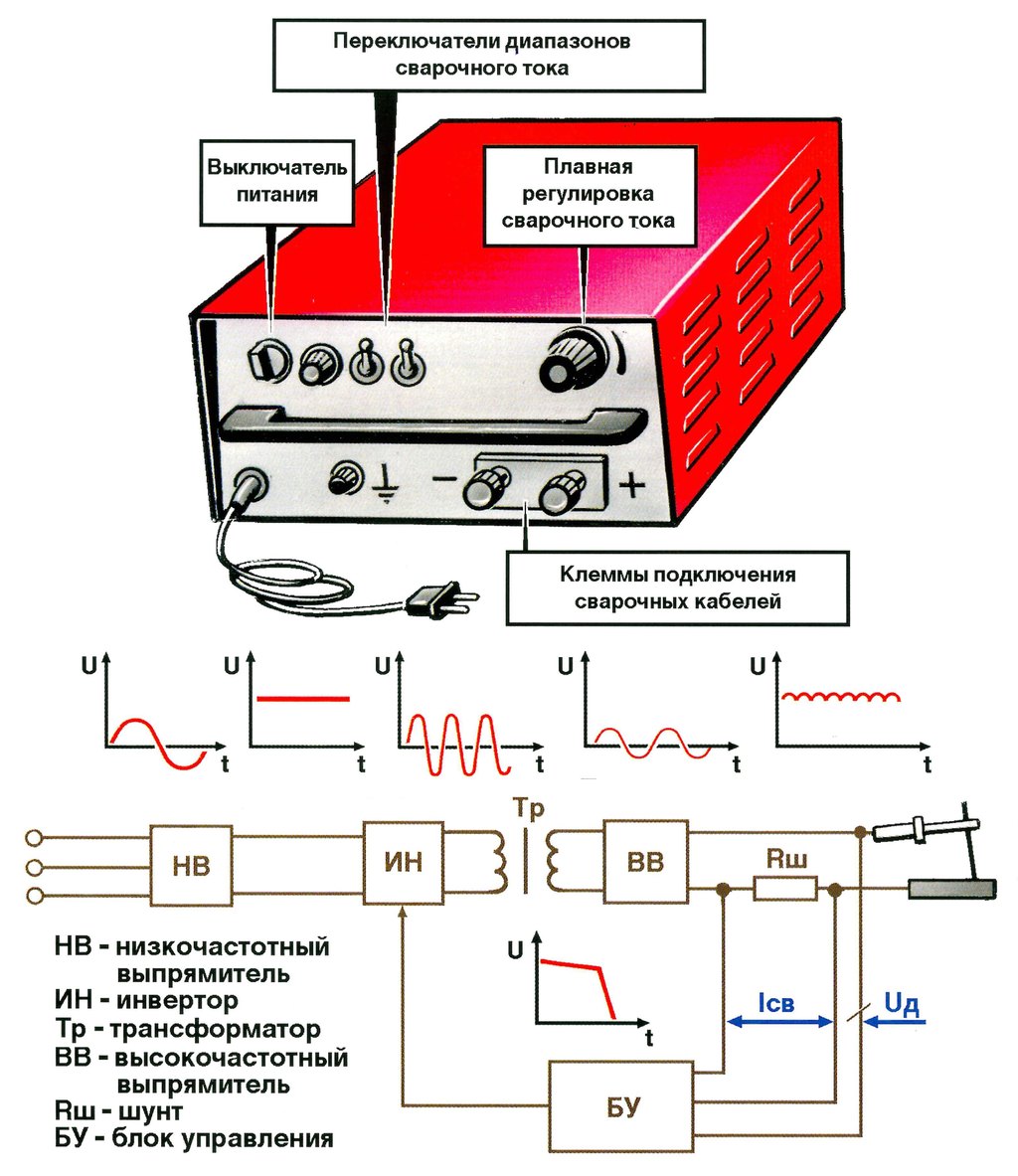
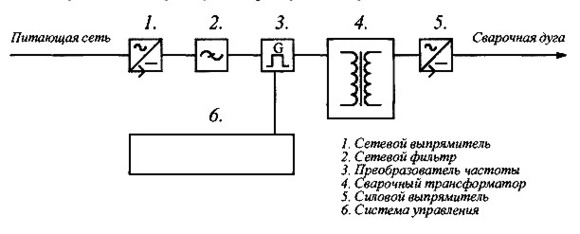
Схема импульсного блока питания.
Импульсная сварка без брызг имеет множество преимуществ, но и она не лишена недостатков. Главным из них является наличие ограничения производительности расплавления металла. Следом уменьшается и рабочая скорость. Ввиду того что проволока плавится с перерывами, то есть покапельно, производительность расплавления при работе в традиционном режиме импульсно-дуговой сварки имеет верхнюю границу. После того как максимальный предел для проволоки конкретного диаметра будет преодолен, промежутка между импульсами станет недостаточно для распознавания нерегулируемого либо регулируемого отрыва капли.
Отмечается ослабевание процесса, но в полностью дуговой он не переходит. Сварщики называют это «достижением предела проволокой». В зависимости от особенностей предстоящей задачи пользователю необходимо решить, рационально ли использовать сварку с минимальными брызгами с учетом скорости выполнения работы. Именно по этой причине многие предприятия до сих пор работают с классической сваркой в защитной газовой среде, в особенности при соединении углеродистых сталей.
Таким образом, импульсная сварка является одним из наиболее эффективных и перспективных методов. При желании она осваивается и прекрасно выполняется своими руками, ничего сложного в таком процессе нет.
Основные преимущества сварки TIG-методом
Высочайшее качество сварного шва. TIG-сварка позволяет качественно сваривать даже алюминий – достаточно прихотливый в обработке металл. Теплопроводность алюминия почти в 5 раз выше, чем у остальных металлов. Из-за этих характеристик теплопроводности в начале сварочного процесса тепло очень быстро распространяется от начала контакта и по всей алюминиевой детали, глубина проварки при этом остается небольшой. Использование защитного газа позволяет избежать подобной ситуации
Также при сварке алюминия важно обеспечить низкую температуру, при которой он начинает плавиться, поскольку металл в расплавленном состоянии не изменяет своего цвета. Только опытный сварщик может «распознать» данный переход.
Точное поддержание глубины проплавки
Этот параметр является одним из важнейших при работе с тонкими металлами, так как исключаются риски непроварки деталей и, наоборот, прожигание металлических элементов насквозь.
Универсальность. С помощью аргонодуговой сварки металлы можно соединять в различных пространственных положениях – вертикальном, горизонтальном, нижнем или потолочном.

Виды сварки алюминия
Присутствие в алюминиевых сплавах легирующих добавок, а также оксидный слой не позволяют сваривать металл обычными способами, поэтому для этих работ используют особые методы соединения деталей. Наиболее популярными из них являются следующие методы:
- соединение деталей вольфрамовым неплавящимся электродом в инертной среде с использованием переменного тока (AC TIG);
- сварка в аргоновой среде постоянным током с полуавтоматической подачей проволоки (DC MIG);
- сплавление сварочным инвертором без использования инертного газа покрытыми плавящимися электродами (ММА).
Аргонодуговой метод (AC TIG) используется при тщательной сварке без пор и грубых швов с ручной подачей проволоки и с подачей аргона 6—8 л в минуту. Переменный ток обеспечивает расплавление тугоплавкого оксидного слоя на поверхности алюминиевых пластин и создаёт сварочную ванну, необходимую для процесса соединения деталей. Такой аппарат для сварки алюминия позволяет ремонтировать тонкостенные детали из различных сплавов, но очень чувствителен к загрязнению вольфрамового неплавящегося электрода.
https://youtube.com/watch?v=TlFlVegc40U
При сварке DC MIG используются регулируемая подача проволоки к месту соединения деталей и подача аргона от газового баллона с расходом 7—9 л в минуту. Работа производится постоянным током с использованием специальной горелки с соплом. Для подачи газа используется регулируемый редуктор, а сварочная проволока толкается специальным механизмом в корпусе сварочного аппарата. Выполнение сварки требует достаточной квалификации и при наличии опыта даёт хороший результат.
Сварка методом ММА требует повышенного внимания к чистоте свариваемых поверхностей, поскольку процесс происходит без инертного газа. Нужно приложить определённые усилия, чтобы свести к минимуму влияние оксидного слоя. Для очистки поверхности используют механический способ, а также ацетоносодержащие растворители. Перед началом работы свариваемые детали прогреваются до температуры 250 оС, а электроды для алюминия прокаливаются, потому что имеют гигроскопичное покрытие. При этом методе на электрод подаётся обратное напряжение.
При работе следует помнить о технике безопасности и о спецодежде, которая состоит из сварочного костюма и перчаток, а также защитной маски со светофильтром.
Микроимпульсная сварка
Для работы с дентальными титановыми сплавами в зубном протезировании разработаны аппараты дуговой микросварки, позволяющими соединять тонколистовые элементы не хуже лазеров. Микроимпульсная сварка образует качественное стыковое соединение, не требующее дополнительной обработки поверхности.
Компактное устройство очень удобное, недорогое. Приобретается небольшими зубопротезными лабораториями и крупными ортопедическими центрами. Закрытый корпус, удобный игольчатый наконечник со светодиодной подсветкой – таким аппаратом работают зуботехники, не имеющие опыта сварщика.
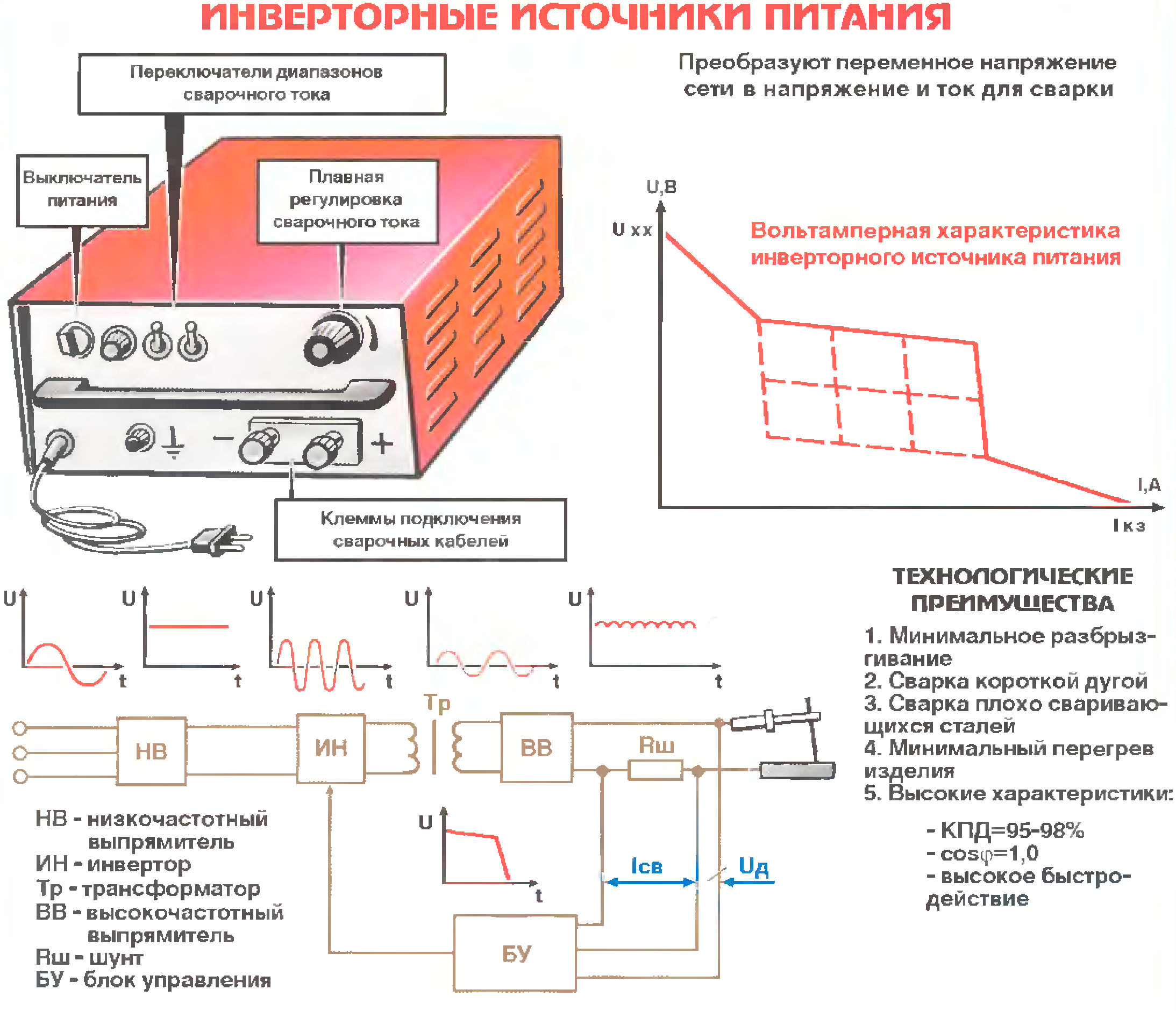
Устройство и основные характеристики инверторов
Еще совсем недавно подобные агрегаты были достаточно простыми по схеме работы. Со временем аппарат был существенно модернизирован и дополнен электроникой.
В результате такие характеристики инверторных аппаратов, как его эффективность и функциональность существенно повысились. А самое главное, в процессе подобных модификаций, устройство не стало стоить дороже.
Как показывают современные тенденции, цена на аппарат, наоборот, снизилась, что не может не радовать сварщиков.
Устройство сварочного инвертора очень схоже с блоками питания, используемыми в компьютерах.
Вольт амперная характеристика инвертора для сварки.
Их схожесть заключается в принципе преобразования энергии, которое осуществляется в соответствии со следующими основными этапами:
- выпрямление переменного напряжения электросети 220 В;
- преобразование напряжения в переменное высокой частоты;
- снижение высокочастотного U;
- выпрямление пониженного напряжения.
Выше лишь кратко перечислены основные действия данного прибора. Как видно, импульсные блоки питания персональных компьютеров выполняют такие же операции, что известно даже чайникам.
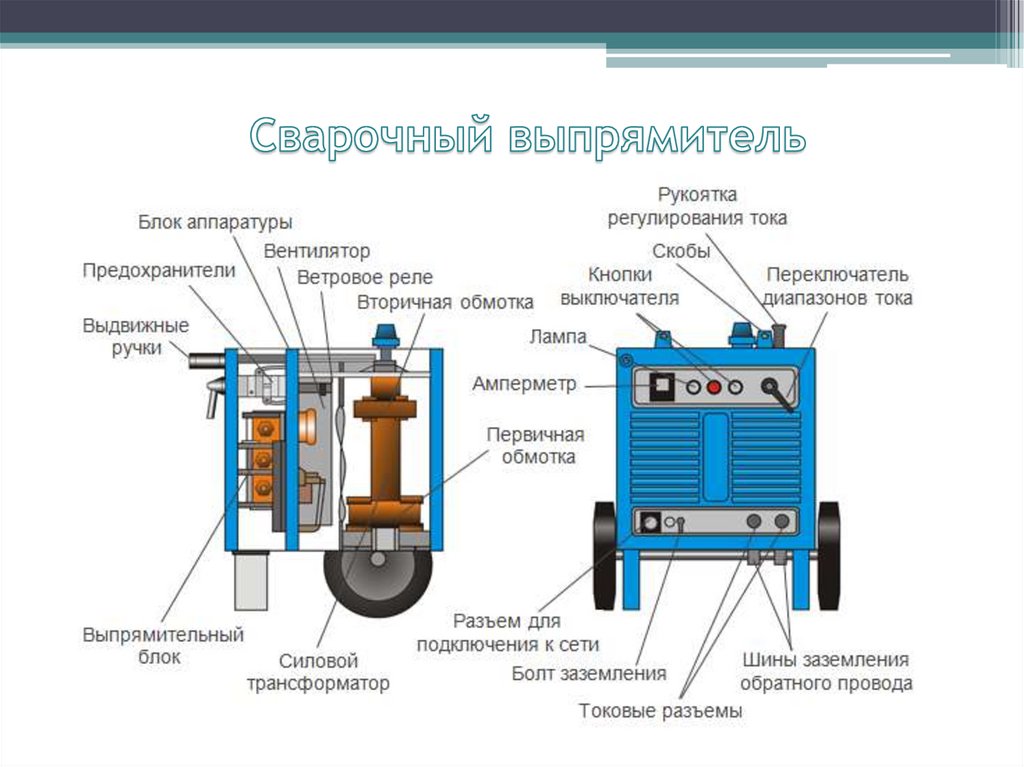
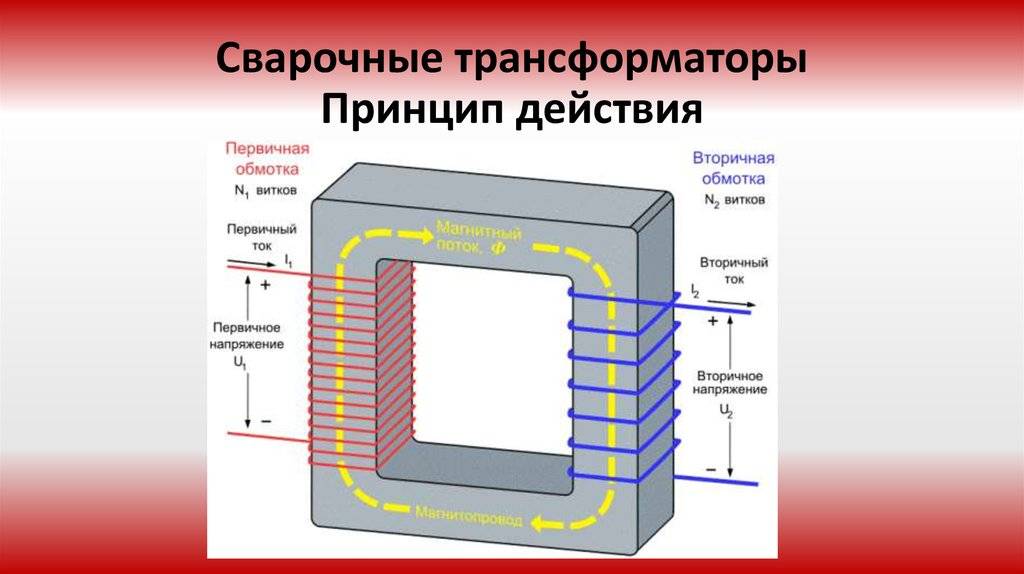
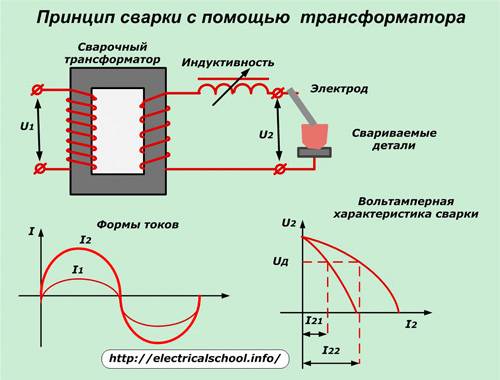
Раньше главным узлом сварочного устройства являлся мощный трансформатор. Он также позволял понижать входное напряжение и снимать со вторичной обмотки большие токи, величина которых могла достигать сотен ампер. Данных параметров было вполне достаточно, чтобы осуществлять сварку.
Недостатком такого агрегата является слишком большой вес, делающий мобильность инструмента минимальной. С целью уменьшения габаритов и веса были разработаны инверторы.
Из чего состоит данный узел? Главными элементами тут являются транзисторы, подключенные к понижающему трансформатору. Они переключаются со значительно большей частотой вплоть до 80 кГц. Это позволяет уменьшить размеры трансформатора до минимума. В то же время их мощность остается такой же высокой, как и у больших собратьев.
Однако напряжение в сварочном инверторе должно быть постоянным. В этих целях используется выпрямитель, представленный диодным мостом и конденсаторами, работающими на сглаживание выходного напряжения.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально
илив перевёрнутом (потолочном) состоянии , когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
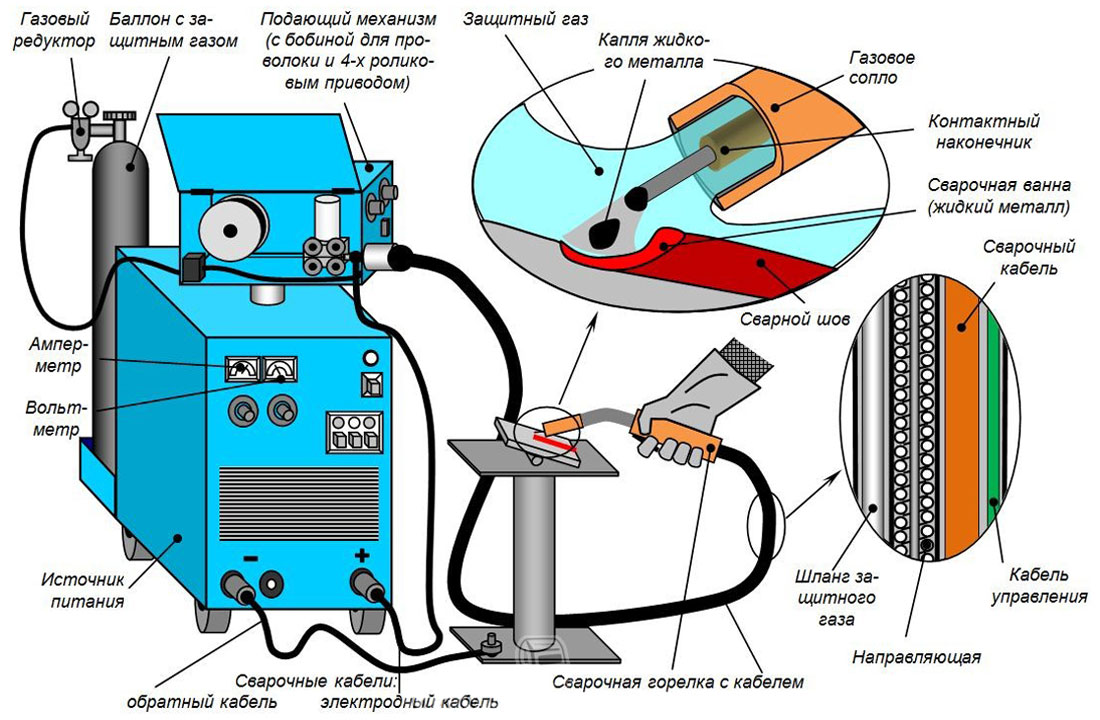
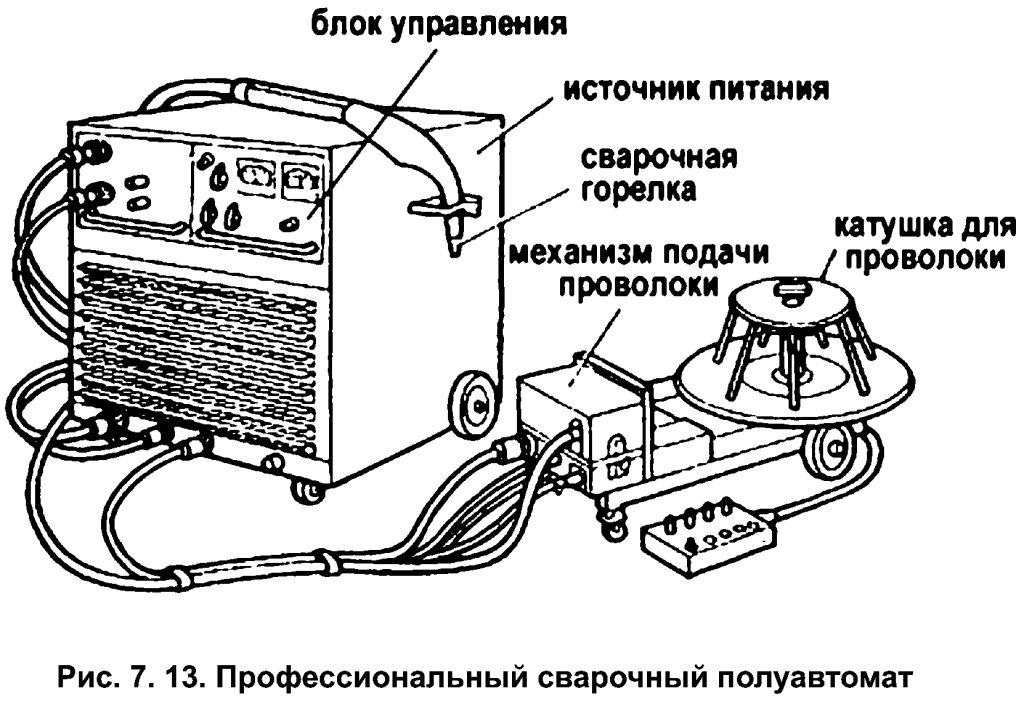
Газовая горелка для полуавтомата
При использовании полуавтоматических сварочных аппаратов MIG и MAG подбор оптимальной горелки зависит от номинального сварочного тока, типа охлаждения и конфигурации разъема. В любом случае, длина рукава горелки составляет от 3 до 5 метров с учетом поставленных задач.





Охлаждение прибора может быть двух видов:
- воздушное;
- водяное (жидкостное).
Горелки первого типа применяются для работы с токами до 350 А (сварка короткими швами). Жидкостное охлаждение актуально для сварки протяженных швов (независимо от сварочной силы тока). Приобрести качественную горелку для полуавтомата в Москве не составит труда. Более того, в ассортименте присутствуют все виды приборов и запчастей в обеспечение качественной и безопасной работы.
Обзор горелок AURORA для полуавтоматов
Сварочную горелку MIG-MAG — можно смело назвать главным инструментом сварщика. От качества исполнения данного устройства зависят производственные затраты, удобство работы сварщика, а значит и производительность его труда. Группа — предлагает своим покупателям огромный выбор сварочных горелок для полуавтоматической сварки. Горелки «Аврора» — позволят сварщику работать с разными диаметрами проволок, от 0,6 до 1,6 мм. Устройства рассчитаны на 60% рабочий цикл с максимальными сварочными токами от 150 до 500А.
Компоненты для инвертора
Горелка для инвертора мало чем отличается от других аналогичных изделий, обеспечивая подключение постоянного тока любой полярности
При выборе надо обратить внимание на продолжительность работы в непрерывном режиме при токах прямой полярности. Например, горелка марки SRT-26V предназначена для аргонодуговой сварки и подходит для соединения разных сортов стали
Ее используют для сварки трубопроводов и когда необходимо получить красивый внешний вид шовного соединения. При этом горелка подключается к минусу на инверторе, а подводящий рукав — к редуктору газового баллона. Подача защитного газа регулируется вентилем на держателе изделия.
Ю. Н. Толстых, образование: колледж, подготовки сварщиков, специальность: сварщик пятого разряда, опыт работы: с 2002 года: «Операции с такими горелками при сварке черного металла надо проводить в режиме постоянного тока и с прямым включением, исключение — работа с цветными металлами, например, с алюминием или магнием».
Какое используется оборудование и материалы
Всё оборудование подбирается с учетом требований и сложности работ. Это привело к разделению его на два подвида, универсальный и специализированный.

Судя из названия, специализированное применяется для работ с серьёзными объектами на территории больших предприятий и для работы со сложными конструкциями. Это привело к тому, что наибольшую популярность получили универсальные сварочные наборы. Они просты в применении, не требуют особого обслуживания, но при этом позволяют провести сварку неплавящимся вольфрамовым электродом в защитных газах на высоком уровне. Их производят массово.
Что включает в себя сварочный набор с неплавким электродом?
- Несколько горелок для разного уровня тока;
- Газовое оборудование;
- Генератор как переменного, так и постоянного тока;
- Средство, управляющее газовой блокадой;
- Прибор для зажжения и поддержания дуги.
Автоматический набор имеет схожесть по составу используемого оборудование, в его состав также входят агрегат и генератор напряжения. Характеристики автоматического устройства определяются уровнем сварного тока, скоростью сварки, диаметрами электродов, расходом газа и скоростью подачи присадок.
Работу устройств для сварки характеризуют такие технические характеристики и наборы функций:
- метод и скорость, с которой подаётся присадочная проволока;
- используемый способ подачи газа в зону сварки и корректировка его расхода;
- длина дуги;
- способность горелки двигаться в рабочей зоне с требуемой скоростью;
- возможность регулировать электроподачу;
Требуемые материалы для выполнения аргонодуговой сварки это вольфрамовый стержень, газы аргон и гелий присадочная проволока. Чтобы получить гелий используют фракционную конденсацию (сжатие природного газа), это объясняет его дороговизну в отличие от аргона. Естественно каждый хочет сэкономить денежные средства, поэтому зачастую использование гелия исключают. Тем более аргон выгодно отличается возможностью удерживать более длинную электрическую дугу.
Какой тип сварки выбрать?
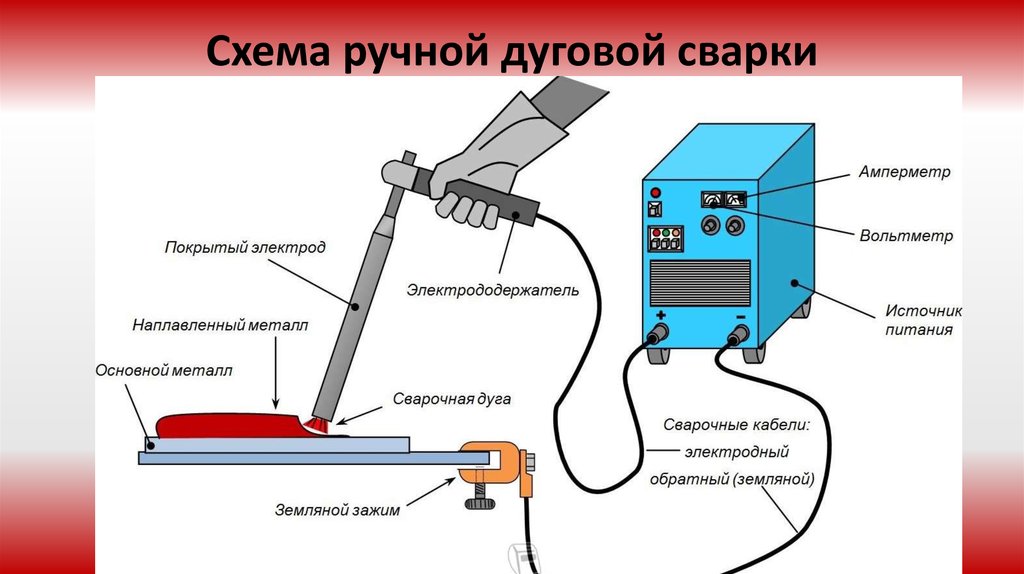
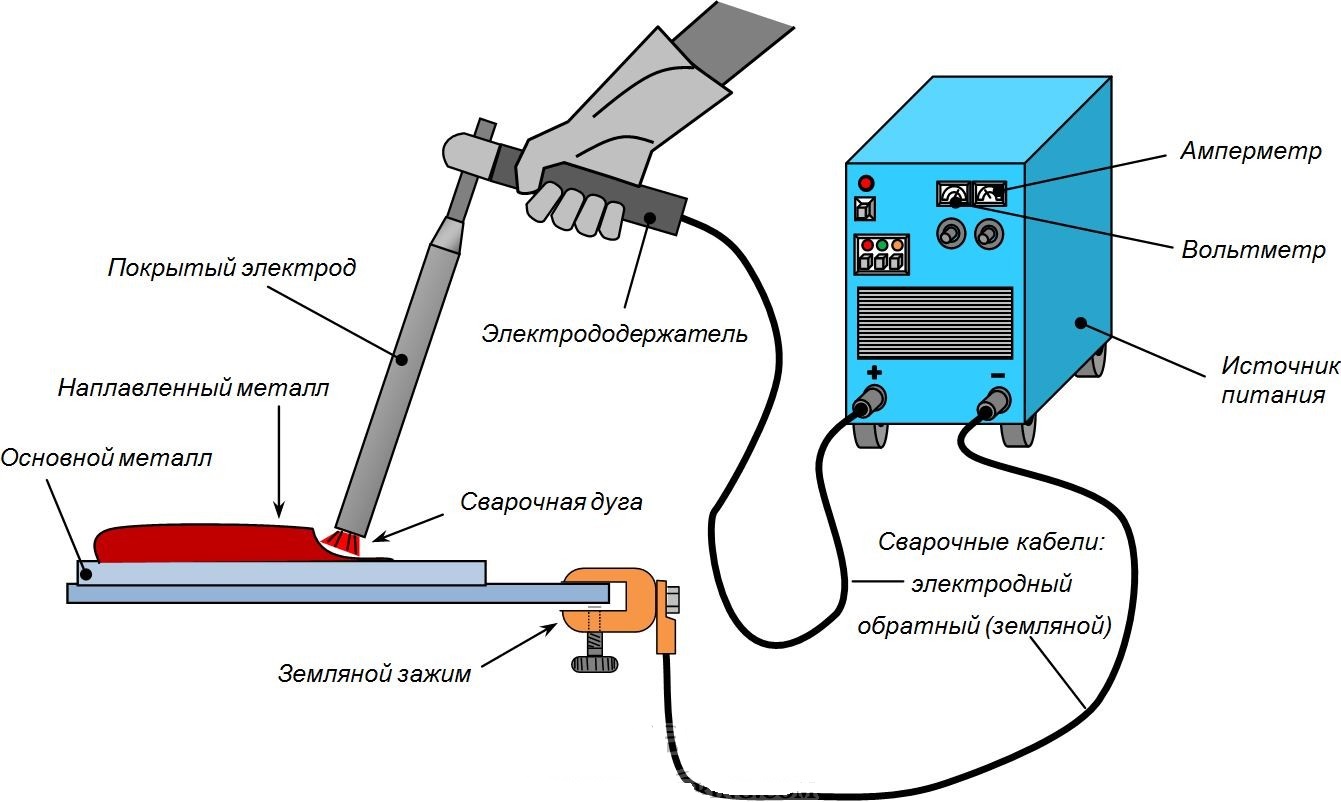
Ручная дуговая (ММА)
Наиболее простой тип сварки, который выполняется с помощью электрической дуги и металлического электрода с покрытием. Во время работы проволока электрода плавится, ложится слоем на свариваемые детали, превращаясь в шов. Качество шва в этом случае во многом зависит от «прямых рук» оператора. Данный тип лучше всего подходит для соединения стальных и чугунных конструкций, причем для грубой работы, например, для сварки закладных деталей под плиты перекрытия или изготовления металлического каркаса забора.
Одна из простых моделей — Wester MINI 160Т. Весит всего 3 кг, имеет удобный ремень для переноски, диапазон сварочных токов — 30-160 А.
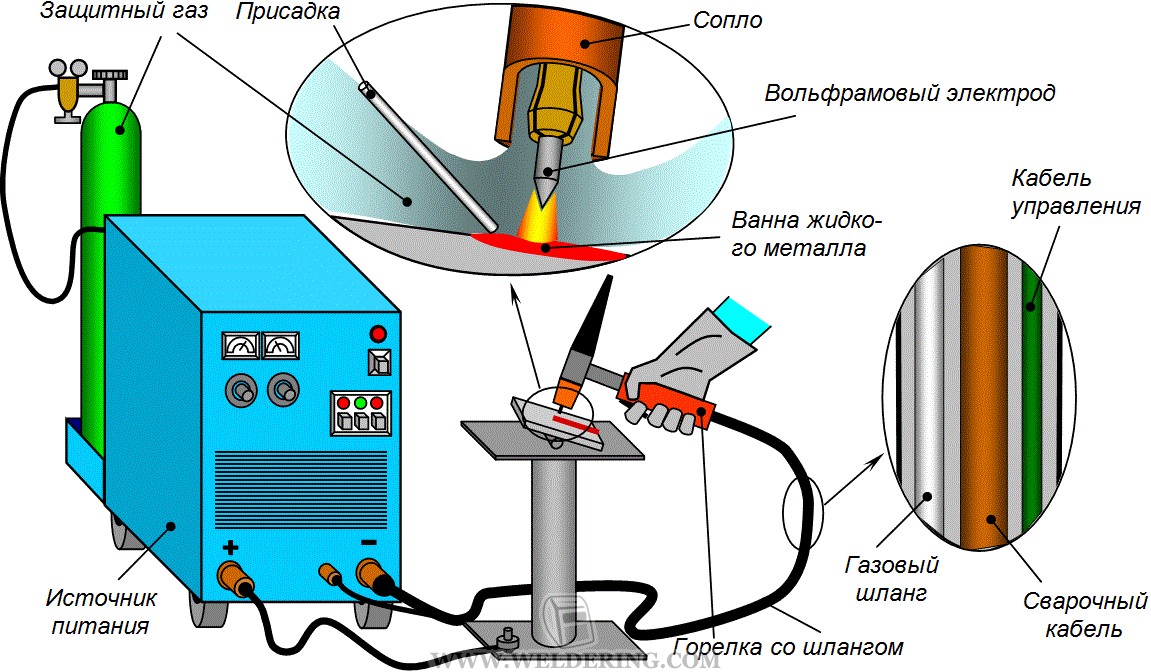
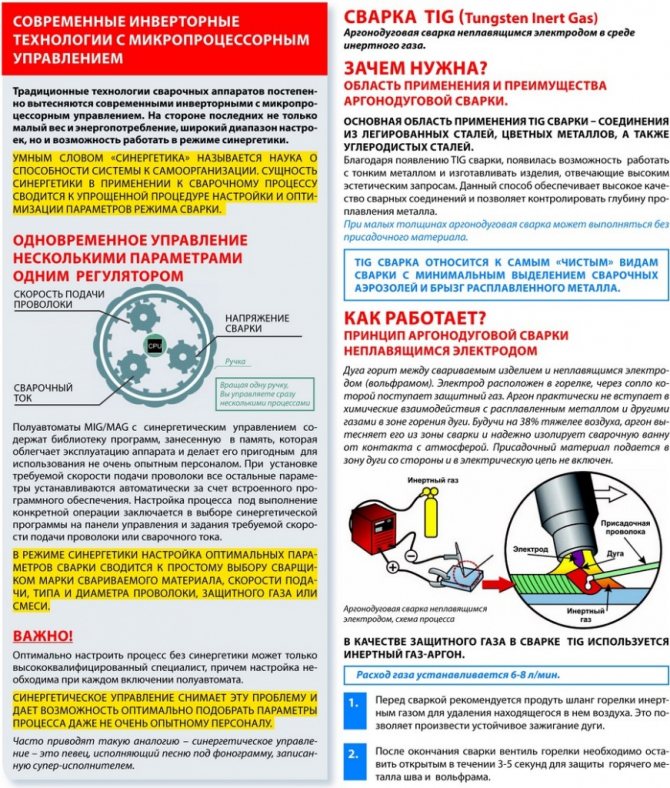
Аргонно-дуговая (TIG)
В отличии от MMA, аргонно-дуговой тип сварки делает шов не из электрода, а из свариваемых деталей. Сам электрод выполнен из неплавящегося материала. А для того, чтобы шов не разрушался под воздействием кислорода, на него в процессе работы подается газ аргон. Благодаря такому процессу шов получается более ровным, чем при MMA.
Аргонно-дуговой тип сварки отлично подходит для соединения цветных металлов и нержавейки. Также в тех случаях, когда необходимо избежать наличия «горбов» на шве, например, когда нужно варить трубы отопления изнутри (сварка «в окно»), применяется инвертор с функцией TIG. Однако, аргонно-дуговая сварка не позволит приварить очень тонкие детали, например, трубы водостоков толщиной 0.5-0.8 мм.
Из недорогих моделей можем посоветовать Hitachi EW3500, которая входит во многие рейтинги сварочных инверторов 2019: ручной аппарат с возможностью работы с газом.
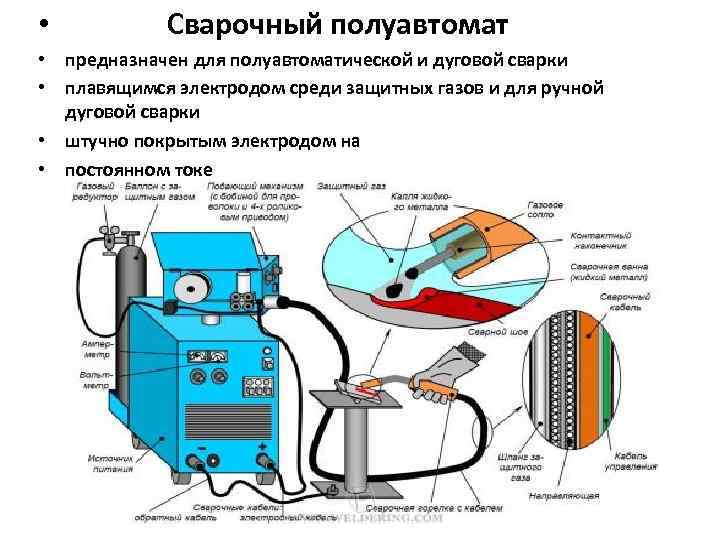
Полуавтоматическая (MIG/MAG)
Полуавтоматическая сварка – это стандартный выбор постоянных «шабашников». Если бы существовал рейтинг сварочных инверторов для дома среди сварщиков, в него бы непременно вошли полуавтоматы, поскольку они позволяют довольно быстро варить все типы металлов. Присадочным материалом в нем выступает проволока сечением от 0.8 до 2 мм. Чем толще проволока, тем толще элементы конструкции может варить инвертор. Для защиты шва от воздействия кислорода в данном случае применяются инертный (MIG) и активный (MAG) газ. Инертный газ применяется для работы с цветными металлами, а активный для варки стальных изделий. Стоит отметить, что полуавтоматы-инверторы дают идеально ровный шов и относительно высокую скорость работы. Например, аппарат Сварог REAL MIG 200 способен приварить две стальные пластины толщиной 3 мм швом, длиной в 5 см, всего за одну минуту.
Также полуавтоматические инверторы позволяют работать, как с проволокой, так и с электродами (ручная дуговая). Если вам необходимо часто варить разные типы металлов для своего дома и подработок, то модель с полуавтоматической сваркой ваш выбор.
Точечная (SPOT)
При данном типе сварки соединение материалов выполняется точечно (похоже на заклепочное соединение), что позволяет сваривать довольно тонкие изделия. Чаще всего точечная сварка применяется при ремонте автомобиля, например, варке кузова. Поэтому, если планируете самостоятельно варить и рихтовать свое авто, то без устройства с точечной сваркой вам не обойтись.
Характеристики некоторых моделей
Понятие мини со временем трансформируется. Совсем недавно все инверторные аппараты можно было отнести к категории мини по сравнению с трансформаторными традиционными сварочными аппаратами.
Теперь инверторные сварочные аппараты стали своего рода стандартом, и только более миниатюрные приборы называют мини аппаратами.
К категории мини относится инверторный аппарат «Спец мини 210». Он весит всего 2,5 кг и отличается компактными габаритами 190х200х290 мм. Максимальный сварочный ток составляет 210 А, потребляемая мощность 6 кВт, напряжение 220 В.
Старшая модель «Спец мини 250» имеет сварочный ток 250 А, мощность потребления 8 кВт, питается от бытовой сети 220 В, а вес составляет 4,2 кг.
Устройство «Радуга 180 мини» имеет сварочный ток 180 А, мощность 5 кВт и массу 6 кг. Все сварочные аппараты могут варить электродами от 1,6 до 4 мм. Одними из лучших в этом классе являются сварочные аппараты финского , например, модель Kemppi Minarc 150VRD.
Этот аппарат способен работать в режиме ручной и аргонодуговой сварки. Он автоматически корректирует параметры дуги, а электроды может использовать любые, особых требований нет.
Устройство может работать в условиях повышенной влажности и пыли, при отрицательных и положительных температурах. Имеет малые габариты и вес около 4 кг.
Сложно сказать, какая модель сварочного аппарата является самой маленькой в мире, поскольку уже многие компании производят такие устройства. Причем ценовая палитра довольно широка. Наиболее доступными считаются китайские модели.
При соблюдении инструкции по эксплуатации мини оборудование прослужит долго. Главное, не превышать предельное время сварки, использовать только рекомендуемые марки и диаметры электродов, постоянно контролировать систему охлаждения .
Wester MINI 220T (MMA)

Фото:https://beru.ru
MINI 220T (MMA) марки Wester считается самым маленьким и самым простым в эксплуатации инвертором для сварки алюминия. Силовые показатели wester tig 220 tig mma — от 30 до 220 А, также имеется приличная мощность — 7 кВт. Аппарат способен долго трудиться без остановок при значительных нагрузках и просадках напряжения. Передняя панель имеет жидкокристаллический дисплей, датчики подключения к энергосети, перегрузку. Есть функции плавной регулировки, горячего старта, антиприлипания, встроенная термозащита. Решетки вентиляции защищены от попадания окалины. Если вы еще не знаете, какой сварочный аппарат лучше, то присмотреть к данной модели.



Сварочный аппарат Wester MINI 220T (MMA)
Недостатки:
отсутствует транспортировочная ручка
На этом наша статья про сварочные аппараты для сварки алюминия подходит к своему завершению. Удачных покупок и правильного выбора!
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
- аккумуляторным;
- конденсаторным;
- электромагнитным;
- инерционным.
Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
Виды сварочных горелок

Производители выпускают широкий ассортимент сварочных горелок, которые различаются по разным параметрам
Важно подобрать подходящие комплектующие для выполнения конкретной работы
От этого во многом зависит успех. В соответствии с нормативами ГОСТ горелки для сварки классифицируют по таким параметрам:
- способ подачи газа и кислорода в смеситель: инжекторные и безинжекторные;
- назначение: специализированные (способны выполнять только одну операцию), универсальные (сваривают, паяют, наплавляют);
- тип охлаждения: воздушный, водяной;
- подключение: евроразъём, штекер;
- управление: универсальный, вентильный, кнопочный;
- тип горючего вещества: для газозаменителей, для жидких горючих, ацетиленовые, водородные;
- особенности пламени: однопламенные, многопламенные;
- тип применения: ручные, машинные.
Приборы классифицируются по мощности, расходу топлива, конфигурации наконечников, материалу, форме сопла. Также модели различают по габаритам, весу. Диапазон цен довольно широкий: от бюджетных до профессиональных.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Оборудование для ручной сварки
Для проведения ручной домашней сварки нужно собрать аппарат из отдельных элементов. Основное оборудование — горелка для аргонодуговой сварки, сварочный инвертор, баллоны с газом, специальная одежда.
Ниже мы рассмотрим особенности этого оборудования, а потом узнаем о том, как из него собрать полноценный сварочный аппарат для аргонодуговой сварки.
Аргоновый инвертор
Главный элемент установки — это сварочный инвертор с функцией аргонодуговой сварки. Главной функцией этого устройства является преобразование переменного электрического тока из розетки в постоянным электрический ток, который потом поступает на аргоновую горелку (этот ток используется для создания электрической дуги).
Главный параметр аргонового инвертора — это сила тока. Этот параметр может контролировать сам сварщик с помощью специальной панели, а контроль нужно осуществлять с умом:
- Чем выше будет сила тока, тем качественнее будет проводиться сварка. При слабом токе электрическая дуга будет очень маленькой, поэтому ею нельзя будет проводить сварку толстых металлических объектов.
- Величина силы тока влияет на сохранность электрода — чем больше будет ток, тем активнее будет проходить разрушение электрода.
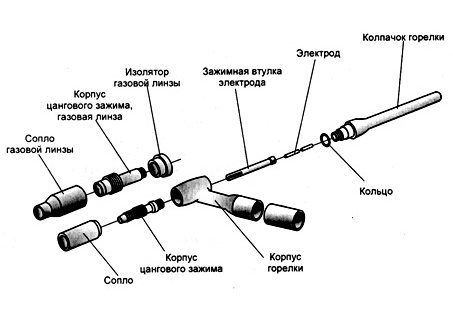
Аргоновая горелка
Горелка — вторая по значимости деталь после инвертора. С помощью горелки создается электрическая дуга, а также происходит регулирование подачи аргонового газа.
Главный элемент аргоновой горелки — это вольфрамовый съемный электрод, который не плавится под воздействием высоких температур, создаваемых электрической дугой. Горелка подключается к инвертору напрямую с помощью специального аргонового рукава.
При выборе аргоновой горелки обратите внимание на напряжение. Этот показатель должен совпадать с напряжением, которое генерируется аргоновым инвертором
Охлаждение аргоновой горелки обычно осуществляется воздушным методом (с помощью атмосферного воздуха).
Помимо этого существуют специальные горелки, у которых охлаждение осуществляется водяным способом. К горелке подводится специальная охлаждающая жидкость, которая снимает «излишки» тепла за счет испарения. После проведения работ пар вновь переходит в жидкое состояние из-за конденсации.



Дополнительное оборудование
Аргоновый рукав. Имеет вид провода, который подключается сразу к трем элементам. К баллону с аргоном, к газовой горелке и к инвертору. Имеет вид двухкамерной установки — посередине располагается первая камера с электрическим проводом, который подключается к электроду; вторая камера представляет собой пустое пространство, которое заполняется аргоном.
Баллон с аргоном
Этот элемент является третьим по важности после инвертора и горелки. Подключается баллон к рукаву с помощью специальной газового провода
В большинстве случаев провод дополнительно оснащается специальным запирающим механизмом, который позволяет контролировать подачу аргона и уровень давления в сварочной установке. При покупке баллона с аргоном будьте внимательны. Не перепутайте аргон с другим газом. Обычно баллон с аргоном окрашен в желтый или белый цвет.
Защитная одежда. При проведении сварочных работ создается очень яркий свет и большое количество тепла. Поэтому перед проведением работ сварщик должен обязательно надеть защитную одежду.
Сборка сварочного аппарата
Поставьте на пол или на любую плоскую устойчивую поверхность инвертор. Подключите его к розетке, но не включайте его.
Подсоедините к рукаву горелку и баллон с аргоном (аргоновый газ не подавайте в систему). Подключите рукав к инвертору.
Посмотрите напряжение на горелке. Этот параметр указан на самой горелке или в сопровождающих документах. Выставите тот же показатель напряжения на инверторе.
Наденьте защитную одежду, а потом включите инвертор и подайте газ в систему
Попробуйте создать электрическую дугу, обратите внимание на подачу газа из сопла. Если все хорошо, то можно приступать.
Сам процесс осуществляется стандартным образом
Поместите два металлических элемента рядом и с помощью аппарата произведите их сварку. При необходимости для создания шва используйте пруток.
Правильная аргоновая горелка
Горелка для аргоновой сварки.
Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
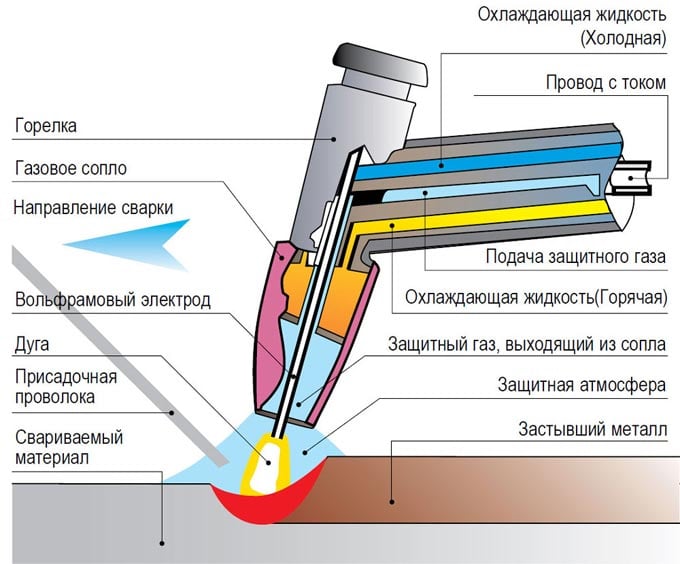
Горелка с неплавящимся электродом

Процесс сварки горелкой с защитным газом.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами – алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом
Современные технологии сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.
























 Понижающий трансформатор ОСО-0,25 220/12
Понижающий трансформатор ОСО-0,25 220/12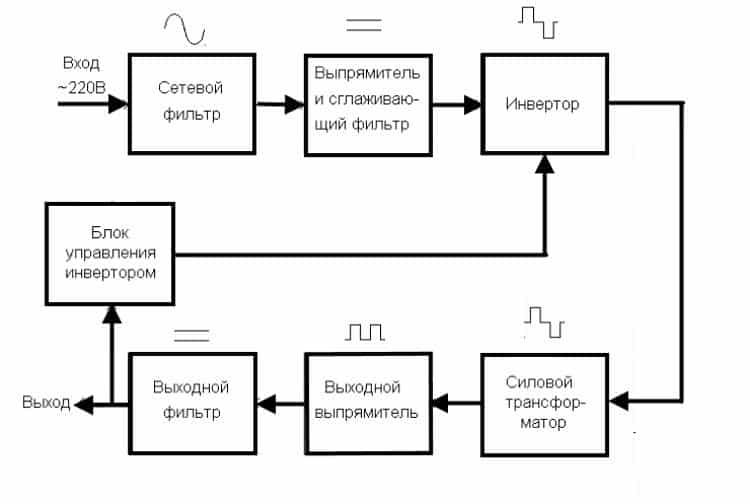 Рисунок 3. Структурная схема импульсного блока питания
Рисунок 3. Структурная схема импульсного блока питания