
Электроды и флюсы
Сварочные электроды и флюсы, как правило, на месте подвергаются прокалке или просушке по режимам приведенным в паспортах или ТУ, разработанных заводом-изготовителем. Например, электроды марки МР-3 прокаливают при температуре 170-200°С в течение 1,5 часов; электроды марки УОНИ 13/45 — при температуре 350-400°С в течении 1,5 часов. Флюсы ОСЦ-45 и АН-348 прокаливают при температуре 300-400°С в течении 5 часов. После прокалки или просушки электроды должны быть использованы в течение ближайших 5 суток, а флюсы — в течение 15 суток. Прокалка электродов может быть произведена не более двух раз, не считая прокалку при изготовлении. В противном случае электроды либо вновь отсыреют, либо в процессе третьей или четвертой прокалки обмазка будет отслаиваться или осыпаться.
Контроль материалов
Все поступающие на предприятие сварочные элементы и материалы обязаны снабжаться сертификатами, которые оговаривают данные ГОСТов, СНиПов, технических факторов и паспортов.
Упаковки коробок, ящиков, пачек и емкости под давлением должны иметь бирки либо ярлыки, где указаны паспортные сведения сварочного материала.
Несоблюдение указанного условия не позволяет использовать специализированное вещество для проведения работы, что является причиной полной проверки сварочного материала по всем параметрам качества. Они должны соответствовать данному типу сварочных элементов.
Как хранить
Так как электродная обмазка является пористой, хорошо поглощающей влагу, требуются особые условия для сохранения её качества. Согласно ГОСТу 9466-75, электроды для сварки следует хранить в сухом отапливаемом помещении при +15°С, в условиях, предохраняющих их от загрязнений, увлажнения и различных механических повреждений. Наиболее оптимальной является влажность воздуха не выше 50%.
В картонные коробки загружают до 30 кг. Лучшее место для длительного хранения – полка или поддон, чтобы исключить попадания влаги с пола и стен.

При условии строгого соблюдения правил хранения и транспортировки, а также, если не нарушена упаковка, электроды могут храниться неограниченный срок.
Как правильно хранить электроды
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.
Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.
Контроль качества сварочных материалов
Качество шва зависит от многих факторов. Но самая высокая зависимость всегда от одного и того же фактора: качества расходных материалов. Это качество нужно постоянно контролировать с выполнением стандартов и правил контроля и, самое главное, хранения и употребления всех сварочных компонентов.
Самым первым и простым требованием является соблюдение маркировки упаковочных изделий в виде коробок, пачек, баллоном или паллет, на которых в обязательном порядке должны быть указаны главные паспортные данные.
Без такого рода данных вся партия расходных материалов должна быть проверена по всем установленным показателям с вскрытием упаковки, до конца которой использование этих изделий запрещается.
Вопрос, как и в каком объеме можно использовать расходники, которые имеют несоответствие, или упаковка которых повреждена, решается начальством в каждом индивидуальном случае.
Несколько обмоток
Для замеров сопротивления освобождают концы от электрических соединений. Выбирают любой вывод и замеряют все сопротивления относительно остальных. Рекомендуется записывать значения и маркировать проверенные концы.

Так мы сможем определить тип соединения обмоток: со средними выводами, без них, с общей точкой подключения. Чаще встречаются с отдельным подключением обмоток. Замер получится сделать только с одним из всех проводов.
Если имеется общая точка, то сопротивление замерим между всеми имеющимися проводниками. Две обмотки со средним выводом будут иметь значения только между тремя проводами. Несколько выводов встречается в трансформаторах, рассчитанных на работу в нескольких сетях номиналом 110 или 220 Вольт.
Причины недолговечности электродов контактной электросварки
Процесс контактной сварки состоит из следующих стадий:
- Предварительной подготовки поверхности соединяемых деталей – она должна быть непросто очищена от загрязнений и окислов, но и очень ровной, чтобы исключить неравномерность возникающего напряжения электрического поля.
- Ручного или механического прижима свариваемых изделий – с увеличением усилия прижима растут интенсивность диффузии и механическая прочность сварного шва.
- Локального расплавления металлов в зоне прижима теплом электрического тока, в результате чего формируется сварочное соединение. Прижим электродов на этой стадии препятствует образованию сварочных брызг.
- Отключения тока и постепенного остывания сварного шва.
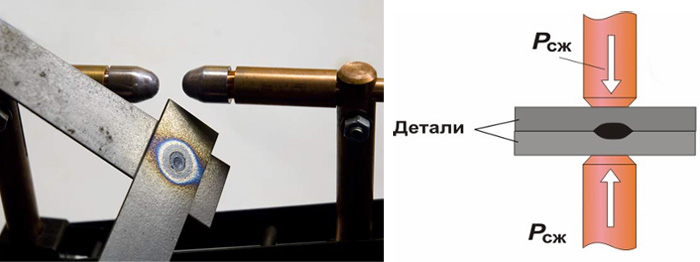
Таким образом, материал электродов для контактной сварки претерпевает не только значительные термические напряжения, но и механические нагрузки. Поэтому к нему предъявляется ряд требований – высокая электропроводность, высокая термическая стойкость (в том числе – и от постоянных колебаний температуры), повышенные значения предела прочности на сжатие, малый коэффициент теплоёмкости. Таким комплексом свойств обладает ограниченное число металлов. В первую очередь – это медь, и сплавы на её основе, однако и они не всегда удовлетворяют производственным требованиям.
В связи с постоянным повышением энергетических характеристик производимых сварочными клещями для точечной сварки многие торговые марки ориентируют потребителя на применение только «своих», фирменных электродов, что не всегда соблюдается. В результате снижается качество сварных швов, получаемых по такой технологии, подрывается доверие к самому процессу контактной электросварки.
Преодоление указанных проблем производится двумя путями: совершенствованием видов и конструкций сварочных электродов для точечной сварки, и разработкой новых материалов, используемых для изготовления таких электродов. Для частных пользователей имеет значение также и цена вопроса.

Как определить, что электроды испорчены и что можно сделать в этом случае
Если не соблюдались правильные условия хранения электродов, то это может привести к ухудшению состояния расходников уже через несколько недель, что будет заметно по ряду внешних признаков:
- Дефекты мелкие, незначительные или загрязнение. Хранение во влажном помещении может привести к образованию белого налета на стержне, следов ржавчины на концах электрода. Такие последствия можно ликвидировать чисткой, сушкой и прокаливанием.
- Дефекты значительные, механические. Например, сильное осыпание обмазки, трещины. Такие изделия можно использовать только в учебных целях или выбрасывают.

Намокшие изделия можно восстановить сушкой на батареях отопления или путём прокаливания. Можно использовать строительный фен, но не допускать сильного нагревания изделий. В этом случае электроды без упаковки необходимо поместить в трубу, желательно чтобы там находился термометр.
В домашних условиях процесс прокалки лучше проводить в электрической духовке: предварительно прогреть при температуре 60-100°С в течение 20-60 минут, а затем можно усилить нагрев. Обычно на упаковке указывают рекомендованные условия термообработки. Затем необходимо убедиться в пригодности расходника на ненужных металлических изделиях.
Прокаливание не рекомендуют применять часто, поэтому лучше это делать непосредственно перед сварочными работами в количестве, необходимом в течение 3 дней. Нельзя сушить электроды на открытом огне.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Особые проверки сварочного оборудования
В отношении сварочного оборудования, не использовавшегося в течение трех и более месяцев, вводимого в эксплуатацию после ремонта либо впервые поступающего на предприятие, проводится особая проверка.
В обязательном порядке проверяют, имеется ли у сварочного оборудования техническая эксплуатационная документация (паспорт изделия, инструкция по эксплуатации, схемы), в полном ли объеме она представлена.
Оборудование осматривается визуально, новые аппараты очищают от лишней смазки, удаляют транспортные крепежи (при наличии), проверяют состояние болтовых соединений, подтягивают при необходимости.
Отметка о поверке метрологических приборов, проставляемая на корпусе оборудования специализированной организацией, должна быть действующей (непросроченной). Данные о сроках поверки могут быть занесены в паспорт аппаратуры.







Проверка сварочного оборудования также включает в себя измерение уровня электрического сопротивления изоляции. Оценка работоспособности аппаратов проводится путем их включения.
Сопротивление изоляции замеряется между обмотками (при проверке трансформаторов и выпрямителей) и между каждой обмоткой и корпусом сварочного аппарата.
Проверки должны проводиться в соответствии с требованиями, прописанными в технических документах к оборудованию. Если инструкция по эксплуатации не содержит раздела о рекомендуемых методиках испытаний, при их выполнении необходимо руководствоваться ГОСТами, к примеру, при работе с автоматическими сварочными аппаратами – ГОСТом 8213.
Полуавтоматические сварочные устройства должны соответствовать требованиям, закрепленным в ГОСТе 18130. При испытаниях оборудования на основе сварочного инвертора необходимо руководствоваться ГОСТом 7237, аппаратов переменного тока (трансформаторов) – ГОСТом 7012.
Руководящим документом при испытаниях электрических генераторов является ГОСТ 304, аппаратов, работающих на выпрямленном сварочном токе, – ГОСТ 13821.
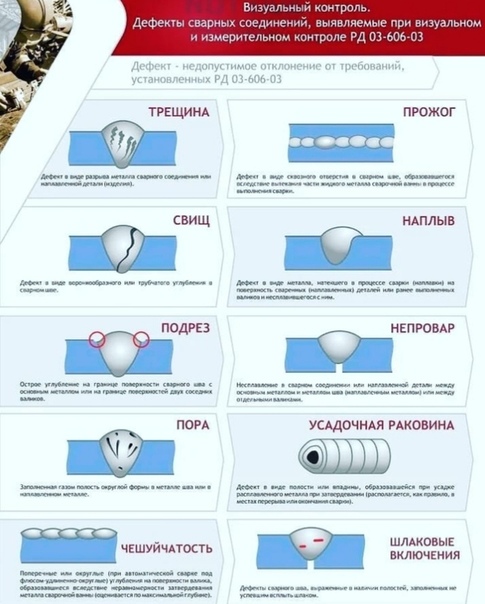
Какими методами контролируют сварные соединения?
Контроль сварных соединений производится с помощью следующих методов контроля:
внешним осмотром, металлографическим анализом, химическим анализом, с помощью
механических испытаний, просвечиванием рентгеновскими, или гамма-лучами, ультразвуковую
дефектоскопию, магнитную дефектоскопию. Для достоверного контроля, сварное соединение
необходимо очистить от шлака, окалины и сварочных брызг.
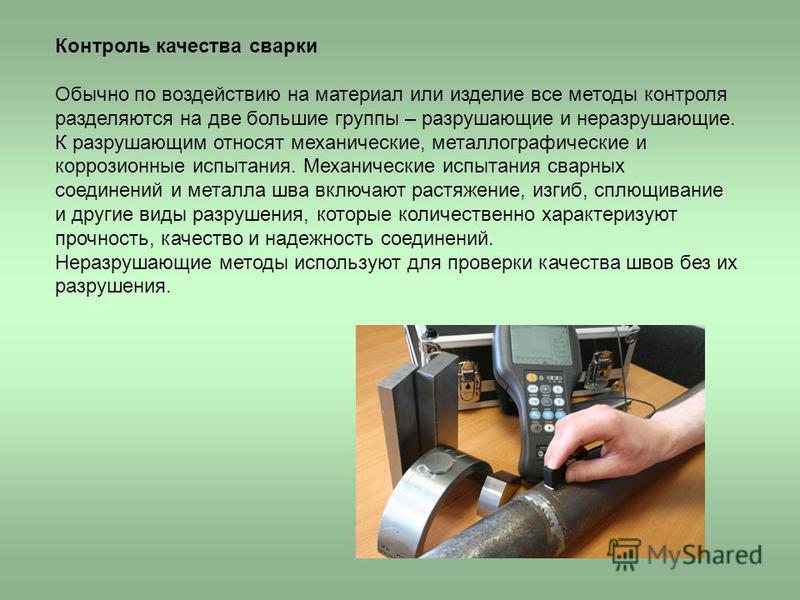
По своей сути, способы контроля сварки можно разделить на две группы: методы
разрушающего контроля и методы неразрушающего контроля сварных соединений. О
каждой из этих групп будет сказано чуть ниже по тексту.
Параметры проверки сварочного оборудования
Проверяя сварочное оборудование, инструменты и приспособления, необходимо сравнивать полученные результаты с приведенными в таблице данными:
| Назначение оборудования, инструмента, приспособлений и основные проверяемые показатели | Технические требования | Возможные отклонения от требований |
| I. Оборудование для контактной стыковой и точечной сварки | ||
| 1. Напряжение первичного тока | 380 В | — 15 В
+ 25 В |
| 2. Рабочее давление сжатого воздуха | 5,5 ати | — 1 ати |
| 3. Герметичность системы охлаждения | Полная | – |
| 4. Циркуляция воды в системе охлаждения | Беспрепятственная, с расходом, указанным в паспорте оборудования или в Приложении 2 Указаний | – |
| 5. Длина рычага механизма осадки у стыковых сварочных машин с ручным приводом | При сварке арматурной стали класса A-IV не меньше 1200 мм | – |
| 6. Длина рукоятки ручных зажимов стержней в электродах стыковых сварочных машин | Не меньше 500 мм | – |
| 7. Установка электродов | а) В машинах для стыковой сварки – соосное расположение свариваемых стержней | – |
| б) В машинах для точечной сварки с двусторонним подводом тока – соосное расположение верхнего и нижнего электродов | – | |
| в) То же, с односторонним подводом тока – оси смежных электродов должны располагаться в одной вертикальной плоскости параллельно друг к другу | – | |
| 8. Закрепление электродов | Надежно, без люфтов | – |
| II. Оборудование для дуговой сварки | ||
| 1. Тип источника питания током | В зависимости от способа сварки в соответствии с рекомендациями Указаний | – |
| 2. Подключение источника питания к сварочным постам | К самостоятельным электрическим сборкам, получающим ток от отдельных фидеров ближайшего трансформаторного поста | – |
| 3. Напряжение тока, питающего первичную обмотку сварочного трансформатора | 380 В | — 15 В
+ 25 В |
| 4. Напряжение холостого хода генератора при полуавтоматической сварке | На 2–5 В выше начального напряжения сварки | – |
| 5. Прикрепление гибких токоподводящих кабелей (к трансформаторам, друг к другу и т. п.) | Плотное, с помощью наконечников, скрепляемых болтами или другим способом, обеспечивающим хороший электрический контакт | – |
| 6. Площадь поперечного сечения гибких токоподводящих кабелей | В зависимости от сварочного тока: до 200 В – 25 мм2 | 2 × 10 мм2 |
| 200–300 – 50 мм2 | 2 × 16 мм2 | |
| 300–400 – 70 мм2 | 2 × 25 мм2 | |
| 400–600 – 95 мм2 | 2 × 35 мм2 | |
| 7. Длина гибкого кабеля | Не более 30 м | – |
| 8. Изоляция гибких кабелей | Без нарушений | – |
| 9. Полярность дуги при сварке постоянным током | В соответствии с рекомендациями Указаний | – |
| 10. Чистота контактных поверхностей электродов (губок) и токоподводящего электрода стола в машинах для сварки под слоем флюса тавровых соединений элементов закладных деталей | Зачистка до металлического блеска | |
| 11. Скорость подачи сварочной проволоки | В зависимости от диаметров проволоки и свариваемых стержней в соответствии с требованиями Указаний | |
| 12. Равномерность подачи сварочной проволоки | Подача без рывков и задержек | |
| 13. Диаметр отверстия в наконечнике держателя полуавтомата | Наконечник выбирается в зависимости от диаметра сварочной проволоки. Диаметр отверстия канала наконечника должен быть больше диаметра проволоки на 0,3 мм | |
| 14. Выработка канала в наконечнике держателя | Местная выработка не более 1,5 мм | Наконечник может быть повернут так, чтобы проволока прижималась к невыработанному участку канала |
| III. Инструмент (электроды) для контактной стыковой или точечной сварки | ||
| 1. Геометрические размеры | В зависимости от диаметра свариваемых стержней в соответствии с требованиями Указаний | При точечной сварке увеличение диаметра или размеров овальной рабочей поверхности в плане вследствие деформации электродов не должно превышать 3 мм |
| 2. Форма электродов для точечной сварки | В зависимости от вида свариваемых элементов в соответствии с рекомендациями Указаний | – |
| 3. Форма гнезд в электродах для сварки арматурной стали встык | В зависимости от класса арматурной стали в соответствии с рекомендациями Указаний | – |
| 4. Состояние рабочих поверхностей электродов | а) Чистые до металлического блеска.
б) Отсутствие вмятины – желобка в месте контакта со стержнями. в) Форма поверхности в соответствии с требованиями Указаний |
Вмятины глубиной не более 1,5 мм |
| IV. Приспособления для дуговой сварки швами или ванной сварки | ||
| 1. Тип электрододержателя для дуговой многоэлектродной ванной сварки | Специальный, в соответствии с рекомендациями Указаний | Обычный |
| 2. Тип и размеры инвентарных форм | В зависимости от положения и диаметра свариваемых стержней в соответствии с рекомендациями Указаний | – |
| 3. Износ инвентарных форм | Зазор между цилиндрическими поверхностями стержней и форм не более 2 мм, а толщина стенок уменьшена не более чем на 0,15 d | – |
| 4. Состояние внутренней (рабочей) поверхности медных форм | Свободна от шлака | – |
Дефектоскопия
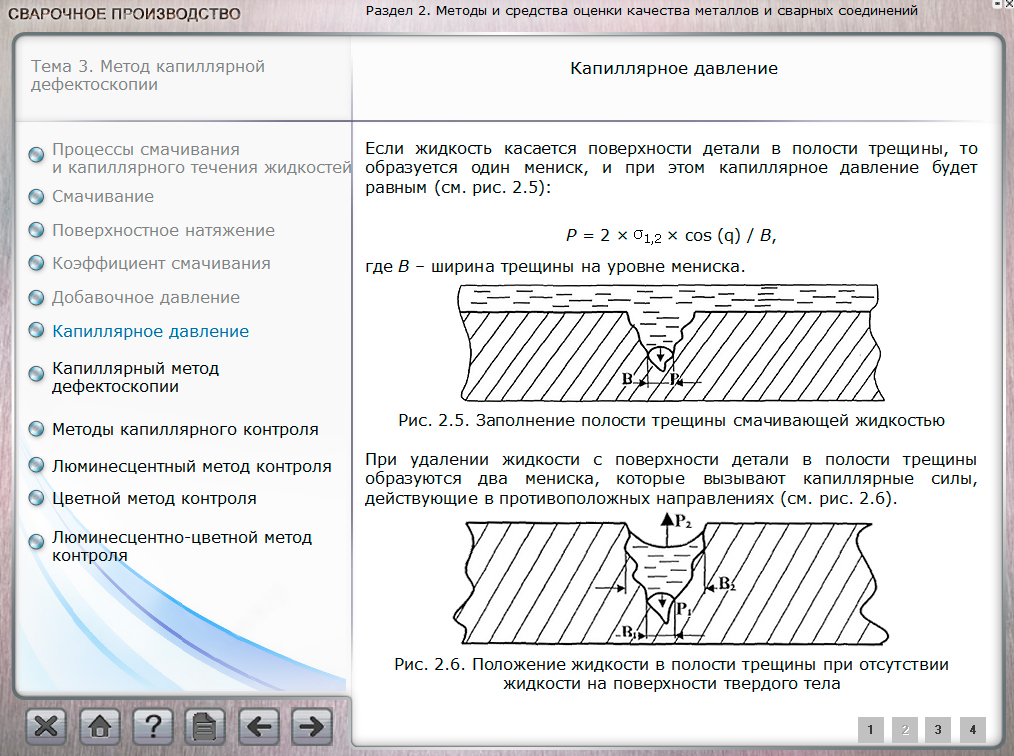
Кроме механических испытаний и исследования химического содержания элементов, сварочные материалы проходят дефектоскопию.
Последняя заключается в применении химических реактивов, рентгеновского контроля, ферромагнитной полосы, усиливающих металлических или флуоресцентных экранов.
Их действие основано на усилении высвобождения вторичных электронов при ионизирующем излучении. При получении информации, она сверяется с бирками упаковочных листов, которые должны иметь хорошую визуальную читаемость.
Любое отступление от норм оформляется специальным актом, однако к описываемому виду исследования допускаются фабрикаты прошедшие предварительный контроль.
Контроль сварочных материалов перед их использованием проводится на предприятии, которое использует их в своей деятельности. Для этого существуют специальные методы и аппараты, позволяющие обнаружить дефекты фабриката любого сварочного типа.
Для нержавеющих сталей
Электроды и сварочные нити — проволока, для высокотемпературной гранецентрированной модификации железа и его сплавов имеют повышенные требования, чем объясняется их особый контроль.
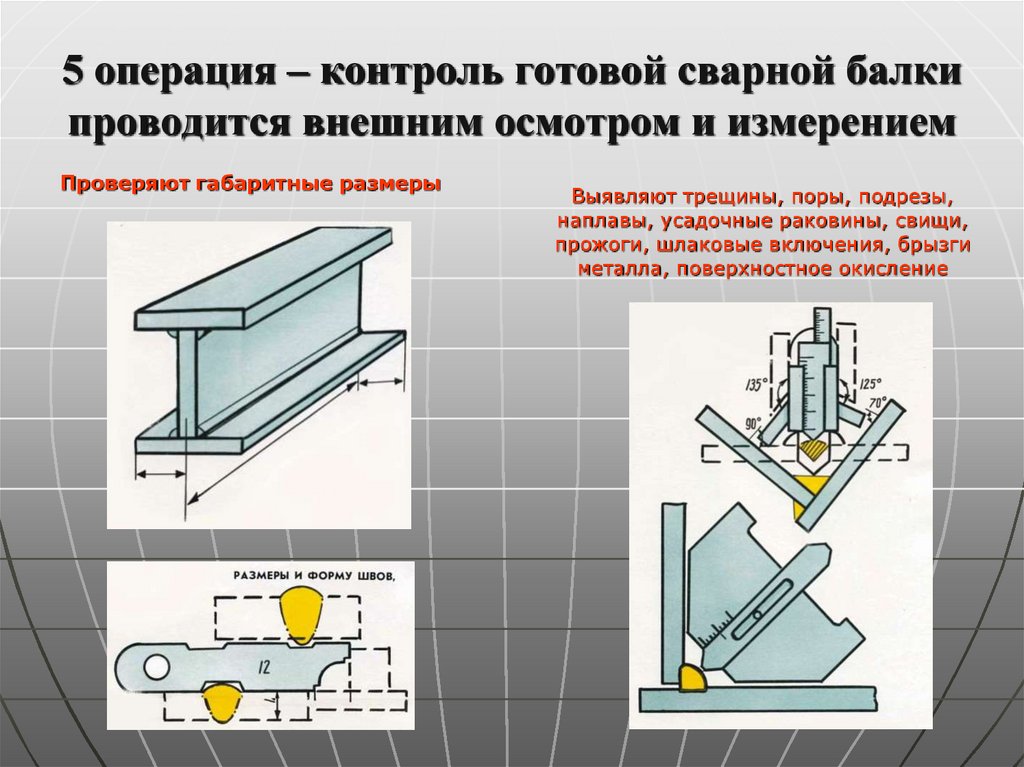
Последний проводится на жесткой балке тавровой формы либо образце, имеющим шесть слоев наплавки. Используемый образец должен быть подобным типу стали, из которого выполнена свариваемая конструкция.
Электропроводный же стержень берется из выбранной для работы партии и на нем проводится контроль качества.
Шестислойное наплавление ведется в нижнем крайнем положении, причем каждый пласт наплавляется в однонаправленном положении. После остывания предшествующего слоя до +18-20° C, на него накладывают следующий.
После окончания процесса и достижения образцом комнатной температуры, удаляется шлак, и образец осматривается на присутствие горячих трещин — дефектов отливки в форме разрыва либо надрыва тела. При этом прототип ломают по линии контролируемого шва.
Затем первый делится на три равных бруска для изготовления материалов со шлифованной поверхностью — макрошлифов. Их плоская поверхность предназначена для травления деталей соляной кислотой либо щелочью.
После обработки агрессивной средой прототипы сушат, затем исследуют наличие дефектов под лупой с сильным увеличением. Присутствие трещин по границам кристаллов говорит о бракованных электродах. Однако контрольная сварка допускает некоторые дефекты.
Таковыми являются отдельные газовые включения или изгари размером до полутора миллиметров и трех штук на 0,15 м длины излома тавра. Включения не могут превышать одной третьей высоты шва.
По окончании контрольного исследования данных сварочных материалов составляется специальный акт.
Это интересно: Что такое форсаж дуги на сварочном инверторе, статья для новичков
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.




Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Как выбрать сварочный электрод?
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
- Толщину металла — (чем толще металл, тем больше диаметр электрода).
- Марку стали — (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
- Положение сварки — (нижнее, горизонтальное, нижнее тавровое, вертикальное — сварка снизу вверх, потолочное, потолочное тавровое).
Какой выбрать сварочный электрод?
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) — только постоянный ток. Идеально подойдут для ответственных конструкций.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB — сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугунсталь ESAB OK 92.18 (новое название OK Ni-Cl) — предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугунчугун; чугунсталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB — им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию — это ОК 96.40
ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым
Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
| Толщина металла, мм. | 1.1-2.0 | 3.0 | 4.0-5.0 | 6.0-8.0 | 9.0-12.0 | 13.0-15.0 |
| Диаметр электрода, мм. | 1.5-2.0 | 3.2 | 3.2-4.0 | 4.0 | 4.0-5.0 | 5.0 |
Контроль качества флюсов
Требования и технология проверки флюсовых смесей изложены в ГОСТе 9087-59. Общее качество проверяется в соответствии с заводским сертификатом, в котором изложены данные о химическом составе смеси. Проверка в принципе простая: это сварка с проверяемым флюсом.
Если в сварочных швах, полученных под данным флюсом, обнаружены дефекты в виде трещин или пор, проводится более глубока проверка смеси: гомогенность гранул, масса, процент влажности, загрязненность и пр. Влажность должна быть не выше 0,1%.
Следующие этап – наплавка шва на образце под флюсом с последующим исследованием наличия серы и углерода. Для этого из верхнего слоя наплавки берется проба для химического анализа.
При наличии значительных дефектов флюс отправляется на прокаливание с последующей перепроверкой или полностью выбраковывается с составлением акта.
https://www.youtube.com/watch?v=rMF3I_u3zjw
Для нержавеющих сталей

Электроды и сварочные нити — проволока, для высокотемпературной гранецентрированной модификации железа и его сплавов имеют повышенные требования, чем объясняется их особый контроль.
Последний проводится на жесткой балке тавровой формы либо образце, имеющим шесть слоев наплавки. Используемый образец должен быть подобным типу стали, из которого выполнена свариваемая конструкция.






Электропроводный же стержень берется из выбранной для работы партии и на нем проводится контроль качества.
Шестислойное наплавление ведется в нижнем крайнем положении, причем каждый пласт наплавляется в однонаправленном положении. После остывания предшествующего слоя до +18-20° C, на него накладывают следующий.
После окончания процесса и достижения образцом комнатной температуры, удаляется шлак, и образец осматривается на присутствие горячих трещин — дефектов отливки в форме разрыва либо надрыва тела. При этом прототип ломают по линии контролируемого шва.
Затем первый делится на три равных бруска для изготовления материалов со шлифованной поверхностью — макрошлифов. Их плоская поверхность предназначена для травления деталей соляной кислотой либо щелочью.
После обработки агрессивной средой прототипы сушат, затем исследуют наличие дефектов под лупой с сильным увеличением. Присутствие трещин по границам кристаллов говорит о бракованных электродах. Однако контрольная сварка допускает некоторые дефекты.
Таковыми являются отдельные газовые включения или изгари размером до полутора миллиметров и трех штук на 0,15 м длины излома тавра. Включения не могут превышать одной третьей высоты шва.
По окончании контрольного исследования данных сварочных материалов составляется специальный акт.
Электроды

Соответствие электродов паспортным данным проверяют на заводе-изготовителе и перед осуществлением работ на производстве или строительной площадке. Освидетельствование стержней из электропроводного материала начинается с внешнего осмотра.
Из каждой партии отбирается на контроль качества по 10-20 сварочных единиц либо 0,5% от партии. Если при испытании обнаруживается повышенное число электродов с изъяном, в брак уходит вся группа.
Механические свойства электропроводных стержней диаметром до 3,0 мм проверяется путем их изгиба, падения на стальную плоскость с высоты 100 см, если толщина электрода превышает указанный размер, высота сокращается вдвое.
Правила контроля качества сварочных материалов предусматривают частичный откол покрытия, однако его общая длина не должна превысить 20 мм, что оговаривается Государственным стандартом 9466—60.
Технические условия допускают также незначительные дефекты площади стержней:
- некоторая шероховатость покрытия, несущественные продольные засечки, задиры, которые имеют глубину, не превышающую четверти покрытия;
- не больше трех локальных впадин на половину толщины обкладки, не длиннее 1,2 см каждая;
- пустоты — до 3 на 10 см длины, причем их диаметр должен быть меньше 2,0 мм, не более половины глубины слоя;
- не более 2 волосяных трещин, характеризующихся длиной до 1,2 см каждая.
Гомогенизированная масса — покрытие, обязано концентрично наноситься относительно стержня. Ее соответствие проверяется по всему сечению, путем проведения надрезов и замером толщины покрытия.
Значение разности толщин не может превышать следующий показатель:
электрод Ø 2,0 мм — 0,080 мм;
- 2,50 — 0,10;
- 3,0 — 0,150;
- 4,0 — 0,20;
- 5,0 — 0,250;
- 6,0 и выше — 0,30 мм.
Слой должен быть водостойким и не крошиться после погружения электрода в жидкость на 24 часа, причем подогрев воды должен составлять +15-25° C. После проведения пробной сварочной операции, стержень с покрытием оценивают по следующим факторам:
- Легкости зажигания электрической дуги.
- Стабильности ее горения.
- Показателю разбрызгивания металла.
- Пропорциональности плавки гомогенизированной массы.
- Отделимости изгари.
На основании полученных данных делается оценка качества сварочных материалов.
Рекомендуется перед началом сварочных процессов, первые подсушивать в специальных печках до +180° C, но не газовыми устройствами. Операция ухудшает эксплуатационные параметры сварочных стержней.