Цветная и буквенная маркировка
Электроды из вольфрама различаются по материалу легирующих присадок, применяемых при их изготовлении. Эти добавки увеличивают долговечность электродов. Они же и определяют свойства изделий при их использовании для сварки соответствующих материалов.
Буквенная
Первой буквой идет всегда W. Она указывает на материал, из которого изготовлен электрод – вольфрам. Вторая буква латинского алфавита указывает на тип легирующей добавки:
C – оксид церия. Это универсальный вольфрамовый проводник. Его можно применять для сварки постоянным и переменным током. Горение сварочной дуги происходит даже при незначительной величине тока;
Z – оксид циркония (наиболее тугоплавкий). Пригоден для сварки переменным током
Крайне важно соблюдать требования к чистоте сварочной ванны. Недопустимо малейшее загрязнение
Сварка отличается стабильной и мощной дугой;
L – окись лантана. При использовании вольфрамовых стержней с этой добавкой происходит быстрый и легкий розжиг дуги и стабильное ее горение. Практически устраняется возможность прожига свариваемых деталей. Электроды, в составе которых содержится оксид лантана, наиболее долговечны;
T – окись тория. Эта добавка позволяет с высоким качеством сваривать заготовки из коррозионностойкой стали. Сварка при этом должна производиться на постоянном токе. При работе вольфрамовыми электродами с торием предъявляются высокие требования к подготовке свариваемых поверхностей, иначе дуга может «перескакивать» с одного «микровыступа» на другой. Очевидно, что шов будет не проваренным. Из-за высокой радиоактивности тория рабочее место должно быть оборудовано идеальной вентиляцией, иначе пары могут оказать вредное влияние на здоровье;
Y – иттрий. Сварка постоянным током с помощью этих вольфрамовых изделий осуществляется при изготовлении наиболее ответственных конструкций, так как подобные электроды являются наиболее устойчивыми к разрушению;
P – без добавок. В изделиях с такой маркировкой содержание вольфрама должно быть не ниже 99,5 %. Такие электроды обеспечивают устойчивое горение дуги при использовании переменного тока. Это делает их наиболее востребованными при сварке алюминия в среде аргона.
Чтобы донести более полную информацию о характеристиках вольфрамовых электродов, на стержнях после латинских букв указываются два цифровых значения через дефис. Число в первом показывает процентное содержание присадки, увеличенное в десять раз, во втором – длину стержня в миллиметрах. Например, маркировка WL 15-150 указывает, что в составе вольфрамового стержня, длиной 150 миллиметров, содержится 1,5 % оксида лантана.
Цветовая

Цветовое обозначение применяется для большего удобства при необходимости выбора вольфрамовых прутков. Оно представляет собой окраску концов стержня в один из следующих цветов:
- зеленый – изделия без присадок, обозначаемые символами WP;
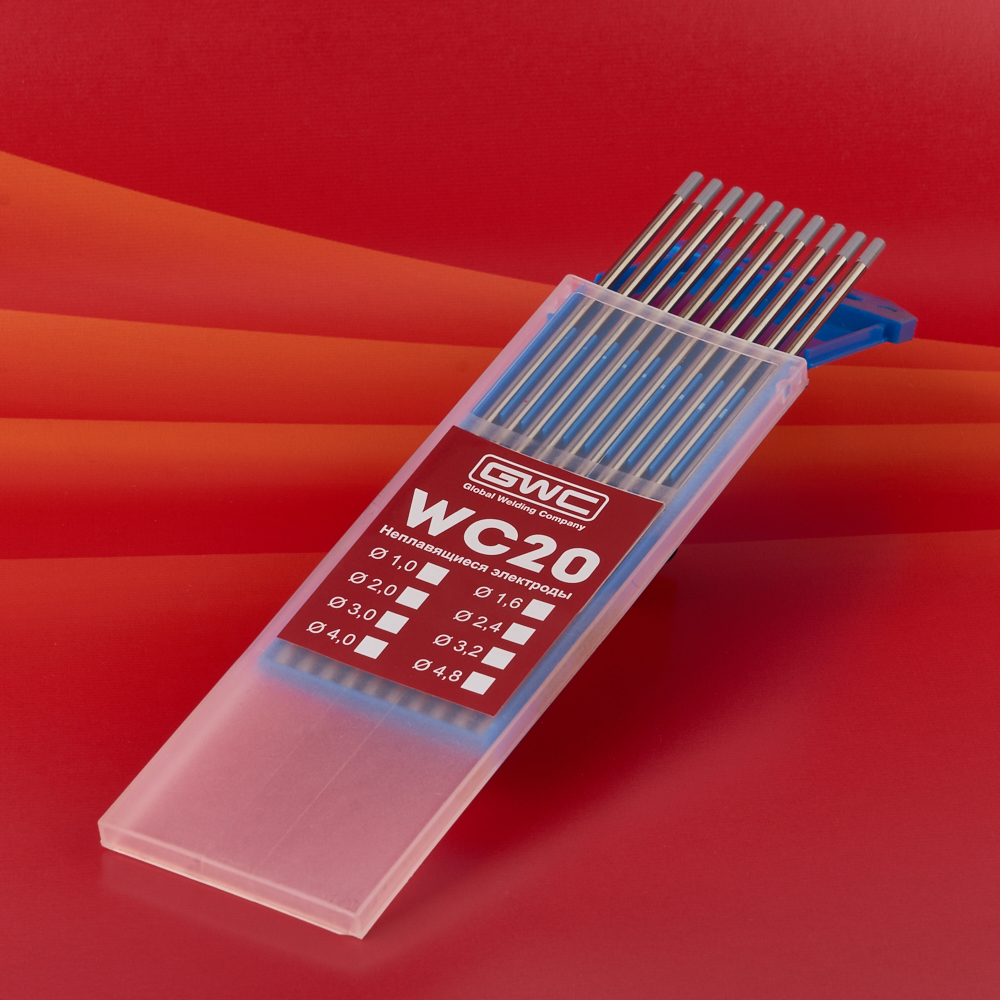
- серый – вольфрамовый электроды с 2,0 % окиси церия, имеющие обозначение WC 20;
- черный – изделия, содержащие 1,0 % оксида лантана, обозначаемые WL 10;
- золотистый – прутки с 1,5 % оксида лантана, на которых проставлено WL 15;
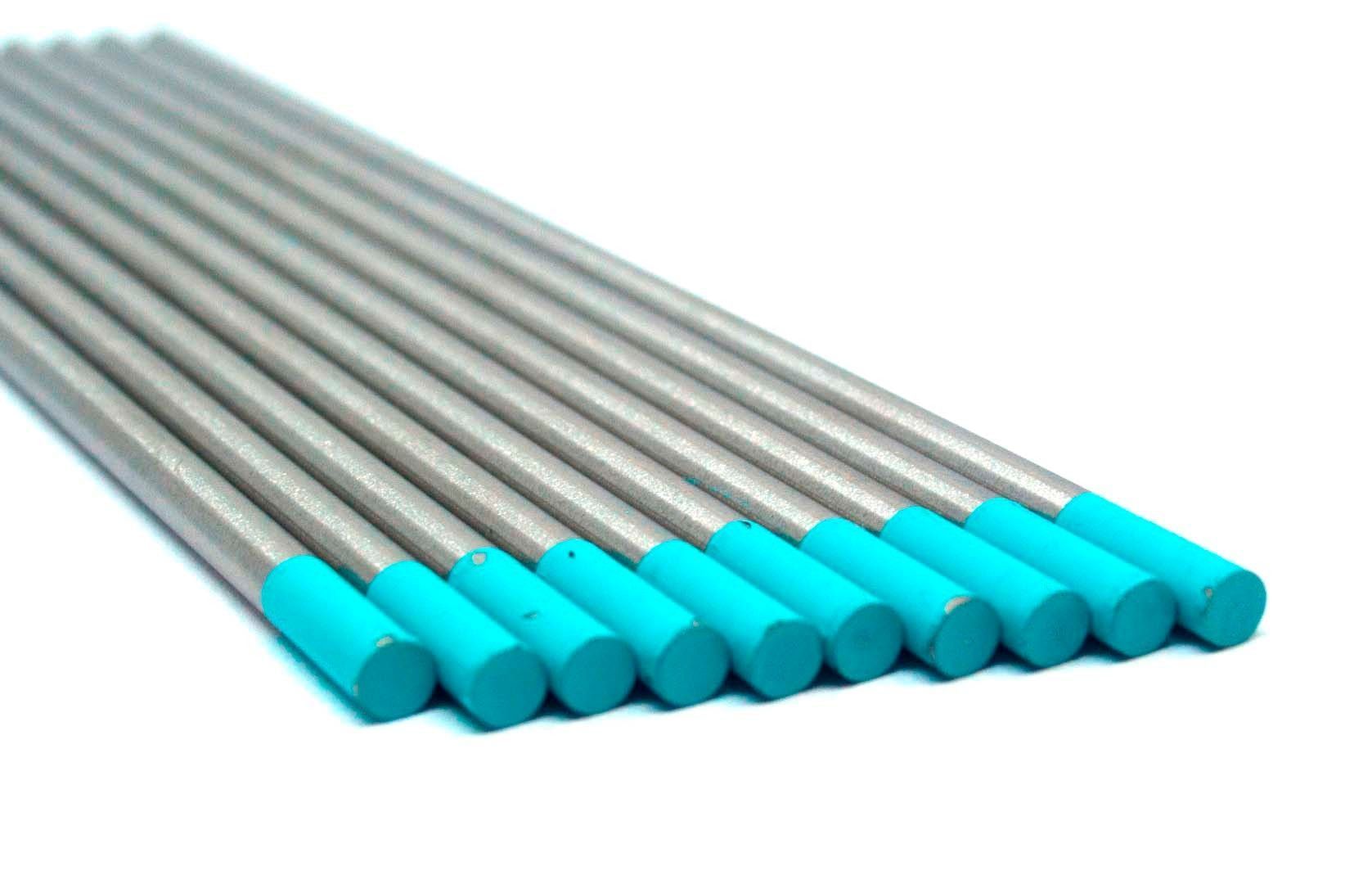
- синий – стержни с 2,0 % окиси лантана, маркируемые как WL 20;
- белый – изделия с оксидом циркония с содержанием его 0,8 %. Обозначение таких изделий – WZ 8;
- желтый – прутки, имеющие в своем составе 1,0 % окиси тория. Их маркировка – WT 10;
- красный – изделия из вольфрама, изготовленные с добавлением 2,0 % оксида тория, имеющие обозначение WT 20;
- фиолетовый – прутки с 3,0 % оксида тория и с маркировкой WT 30;
- оранжевый – стержни, в состав которых включены 4,0 % оксида тория. Обозначение таких электродов – WT 40;
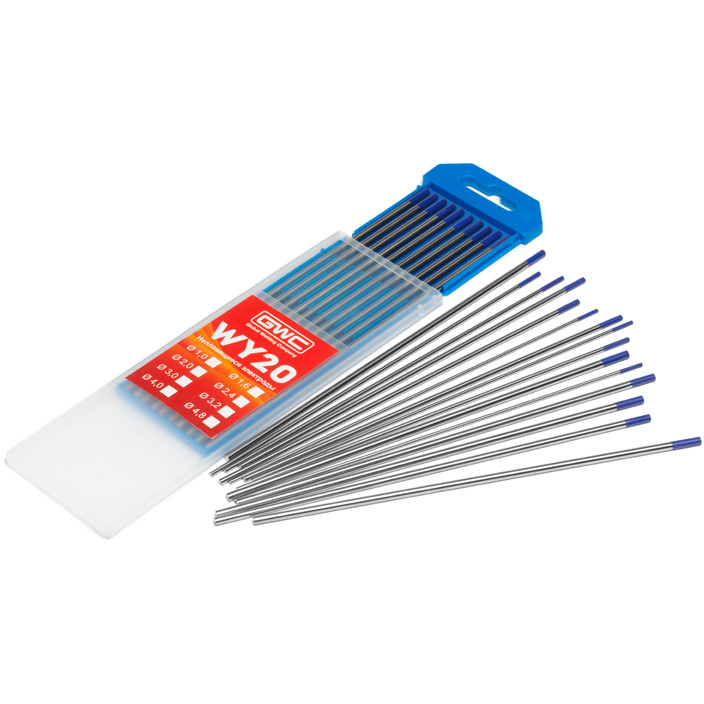
- темно-синий – электроды с иттрием в соотношении 2,0 % к вольфраму. Их обозначение WY 20;
Таким образом, идентификация нужного вида вольфрамовых электродов упрощается.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Рекомендуем! Виды электродов по чугуну. Как сделать своими руками
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Способы заточки
Имеется несколько методов заточки с использованием специального оборудования:
- Специализированный станок.
- Ручная машина.
- Электроточило с мелкозернистым абразивным кругом.
Также можно использовать болгарку, наждак или химическое воздействие. Рекомендуется использовать алмазные круги, поскольку их твердость превышает это значение у вольфрама.
В идеале поверхность заточенной части должна приближаться к полированной. Это может обеспечить станок для заточки вольфрамовых электродов, в состав которого входит алмазный диск, который собственно и осуществляет заточку вольфрамовых расходняков.

Станок является стационарным приспособлением, питающимся от сети электрического тока. Имеется возможность плавной регулировки угла заточки. В комплекте со станком поставляются зажимы для электродов. Простота эксплуатации сочетается с получением качественного результата.
Хороший результат также обеспечит машинка для заточки вольфрамовых электродов, осуществляющая это процесс тоже с помощью алмазного диска. Машинка для заточки электродов позволит быстро и легко осуществить этот процесс, соблюдая выбранные параметры угла. Заточка осуществляется в закрытой камере, что позволяет избежать разлета пыли вольфрама.







Выставить требуемый угол заточки легко по имеющей шкале. Управлять процессом можно через прозрачное смотровое окошко. В комплекте имеется держатель для электрода, обеспечивающий его стабильное положение и уменьшающий риск получения травм для сварщика. Такое устройство относится к типу переносных. Заточка осуществляется вручную.
Приспособление для заточки вольфрамовых электродов можно изготовить самостоятельно. Для этого понадобятся:
- отрезок трубы;
- электрический моторчик;
- зажимной патрон;
- гайка;
- дрель;
- надфиль.
Из оборудования будет нужен сварочный аппарат.
Правильно заточить вольфрамовый электрод
Заточка вольфрамового электрода, точнее способ и угол заточки, оказывают существенное влияние на форму дуги и ее поведение и, как следствие, на форму сварного шва и срок службы неплавящегося электрода.
Для заточки необходимо применять круги с мелким абразивным зерном (идеальный вариант – это алмазный круг). Целесообразно применять шлифовальные круги с зернистостью 40 и менее (размер абразивных части менее 400 мкм), поскольку в данном случае риски от абразива на поверхности будут менее глубокие и в процессе заточки будет стачиваться меньше драгоценного вольфрама. Глубокие канавки от абразива вызывают потери энергии и нестабильное поведение дуги. Желательно на абразивном круге, где производится зачистка не работать с другими материалами т.к. их частички могут осаживаться на поверхность электрода.
Заточку вольфрамового электрода необходимо производить в продольном (по оси электрода), а не в поперечном направлении.
Поскольку вольфрамовые электроды в процессе изготовления имеют структуру зерна, которая расположена вдоль оси и заточка в поперечном направлении является шлифованием поперек зерна. Но это является не столь существенным как тот факт, что электроны текут с большой плотностью по поверхности электрода и, если на нем канавки от заточки расположены поперек – электронам тяжелее их преодолевать. Поскольку дуга ищет места с наименьшим сопротивлением – она может возникнуть не на конце вольфрамового электрода, а в канавках от шлифования и будет вращаться вокруг заостренного конца, что в свою очередь вызывает перегрев электрода и его быстрый износ.
Если следы от абразива расположены вдоль – электроны текут равномерно к заостренному концу электрода с меньшим сопротивлением. В данном случае дуга зажигается на конце, является более стабильной и менее нагревает вольфрамовый электрод, что увеличивает срок его службы.
В процессе заточки следить чтобы металл не перегревался. Признаком перегрева является изменение цвета поверхности и показывает, что на поверхности образовались оксиды, которые имеют большее сопротивление чем вольфрам и будут препятствовать зажиганию дуги.
Угол заточки вольфрамового электрода, играет главную роль при сварке аргоном.
Чем тупее угол заточки >30°:
- тяжелее зажигание дуги;
- более узкий сварной шов;
- необходима больше сила сварочного тока;
- увеличение возможности блуждания дуги;
- возрастание глубины проплавления металла;
- дольше срок службы электрода из вольфрама.
Чем острее угол заточки <30°:
- легче зажигание дуги;
- более широкий сварной шов;
- необходима меньше сила сварочного тока;
- уменьшение возможности блуждания дуги;
- снижение глубины проплавления металла;
- меньше срок службы электрода из вольфрама.
В процессе аргонной сварки на переменном токе на конце неплавящегося электрода выделяется значительное количество тепла, которое расплавляет вольфрам, поэтому необходимо делать небольшое притупление, которое позволит сформировать шарик расплавленного вольфрама на конце.
ВИДЫ ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ: МАРКИРОВКА, ПРИМЕНЕНИЕ, ХАРАКТЕРИСТИКИ
Для удобства подбора вольфрамовых электродов для TIG сварки существует международная маркировка по цветам. Она считается общепринятым стандартом и понятна каждому мастеру. Выделяют несколько основных типов:
, электроды зеленого цвета. В их составе чистый вольфрам (99,9%). Идеальны для сварки алюминия, магния, никеля и сплавов.
, электроды красного цвета. В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами.
, электроды серого цвета. В их формуле есть церий. Такие электроды из вольфрама можно купить для сварки меди, титана, молибдена и прочих материалов.
, электроды темно-синего цвета. Содержат в составе иттрий
Применяют их обычно для работы с конструкциями повышенной важности.
WL-15 (золотой) и WL-20 (синий цвет). Изготавливаются с добавлением лантана
Хороши для обработки стали, алюминия, меди, бронзы.
, белый цвет. Состоят из вольфрама и циркония. Подходят для аргонной сварки меди, бронзы, алюминия, сплавов.
Понять, что каким вольфрамовым электродом варят, поможет и структурированная таблица, представленная ниже.
ОСНОВНЫЕ ОСОБЕННОСТИ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
У каждого из типов есть свои интересные особенности, а также преимущества. Правильно используя их и учитывая эти нюансы в процессе сварки, можно существенно повысить эффективность рабочих процессов.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WL-15, WL-20
Особенности:
- Благодаря наличию лантана в составе они более долговечны. Практически не засоряют сварную ванну вольфрамом.
- Хорошо сохраняют форму первоначальной заточки. Такой эффект достигается равномерным распределением лантана по всей длине изделия.
- С добавлением лантана возрастает допустимый сварочный ток. При этом износ самого электрода снижается практически на 50%, если сравнивать с чистым вольфрамом.
Преимущества:
- Супер легкий первоначальный запуск дуги.
- Имеют низкую склонность к созданию прожогов.
- Поддерживают очень устойчивую дугу.Обеспечивают хорошие показатели повторного розжига.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WC-20
Особенности:
- Изделия с добавлением церия хорошо подходят для работы на исключительно малых токах. Хорошо справляются и с такой сложной работой, как ювелирная сварка, при которой требуется особая точность.
- Если сравнивать WC-20 с другими типами электродов, то при работе на малых токах они обеспечивают более устойчивую дугу, простое зажигание.
- Подходят для сварки в любых плоскостях.
- Специалисты не рекомендуют использовать цериевые электроды для сварочных манипуляций с высокой плотностью тока. Это может привести к потере всех свойств. В такой ситуации электрод ведет себя так, словно изготовлен из чистого вольфрама без добавок.
Преимущества:
- Легкий розжиг и исключительная стабильность дуги.
- Длительный срок эксплуатации.
- Отсутствуют радиоактивные свойства.
- Выдерживают более высокую нагрузку током, нежели электроды из чистого вольфрама.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WZ-8
Особенности:
- Могут быть использованы в тех случаях, когда необходимо исключить даже самое минимальное загрязнение сварочной ванны. При этом подходят для работы на переменном токе.
- При работе на переменном токе AC существенно превосходят по показателям токовой нагрузки такие виды электродов, как WC-20 (цериевые), WL (лантановые), WT-20 (ториевые).
Преимущества:
- Быстрый и легкий розжиг.
- Долговечность.
- Повышенный уровень устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WP
Особенности:
- Довольно сложно разжигаются.
- В процессе работы на кончике электрода температура крайне высока, из-за чего сокращается срок эксплуатации.
Преимущества:
Дают неплохие показатели устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WT-20
Особенности:
Радиоактивны. В процессе работы мастеру требуется дополнительная защита: плотная одежда и респиратор. В помещении должна быть организована хорошая вытяжная вентиляция.









Преимущества:
- Долговечны.
- Хорошо функционируют при токовых перегрузках.
- Обеспечивают легкий розжиг.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WY-20
Особенности:
Подходят для работы с только постоянным током.
Преимущества:
- Не загрязняют сварочную ванну.
- Подходят для работы на ответственных объектах и с важными конструкциями.
Виды вольфрамовых электродов
Модели вольфрамовых электродов различаются по цветам:
Зеленые (WP) – в данной модели самое высокое содержание чистого металла, так как доля примесей составляет всего 0,5%. При использовании переменного тока они дают отличную стабильность горения дуги. Баланс может быть улучшен при помощи высокочастотной стабилизации осциллятором. Лучше всего свойства проявляют себя при синусоидальном переменном токе. Используются вольфрамовые электроды для сварки алюминия, а также его сплавов, и магния. По причине ограниченной тепловой нагрузки, в данных разновидностях конец инструмента выполнен в виде шарика.

Вольфрамовые электроды типа WP
Белые (WZ8) – в данной модели дополнительно присутствует оксид циркония. Здесь ни в коем случае не должно присутствовать какое-либо загрязнение в сварочной ванне. Использование предпочтительно на переменном токе. Данная разновидность обеспечивает повышенную стабильность дуги. Токовая нагрузка является более высокой, которую могут выдержать ториевые, лантановые и цериевые электроды. Заточка вольфрамовых электродов здесь выполнена в виде сферы. Используется для сваривания никеля, магния, бронзы, алюминия, а также сплавов этих металлов.

Вольфрамовые электроды WZ8
Красные (WT20) – в данной модели присутствует оксид тория. Красные являются одними из самых распространенных, так как смогли лучше всех проявить себя при сварке на постоянном токе, существенно превосходя модели без добавок. Сам торий относится к радиоактивным металлам низкого уровня, поэтому они дают негативный осадок не только на окружающую среду, но и на здоровье мастера. Выделения при периодическом использовании не подвергают здоровье большому риску, но постоянное использование может дать осложнения. Вольфрамовый электрод для аргонной сварки с торием отлично проявляется себя как на постоянном, так и на переменном токе. У него можно изменять угол затачивания наконечника, так как даже при высокой силе тока они не плавятся в своих тонких местах. Стандартная заточка делается в виде площадки с выступами. Могут подходить для сваривания мели, никеля, титана, тантала, молибдена и кремниевой бронзы.

Вольфрамовые электроды WT20
Тёмно-синие (WY20) – это иттрированная модель, которая обладает повышенной стойкостью к воздействию высоких температур. Применяют их при постоянном токе с прямой полярностью. Служит инструмент для сварки особо ответственных конструкций. Оксидная добавка здесь составляет около 2%. Благодаря иттрированию повышается стабильность катодного пятна, поэтому, даже при изменении тока в широком диапазоне дуга остается стабильной. Используются вольфрамовые электроды для сварки нержавеющих сталей, низколегированных и углеродистых металлов.

Вольфрамовые электроды WY20
Серые (WC20) – в данной модели присутствует около 2% оксида церия. Церия является весьма распространенным редкоземельным нерадиоактивным металлом. Он положительно влияет на эмиссию электрода. Благодаря этому начальный запуск становится легче, а диапазон работы по току становится шире. Это универсальные инструменты, которые могут применяться при любом роде электричества. Здесь заметна высокая стабильность дуги даже при небольшом токе. Они используются для орбитальной сварке трубопроводов и тонких листов металла. При высоких температурах церий концентрируется в наконечнике, что становится недостатком. Их применяют для работы с необием, танталом, молибденом, бронзой, кремниевой бронзы.

Вольфрамовые электроды WC20
Золотистые и синие (WL15 и WL20) – обе марки содержат в себе оксид лантана. Это дает хорошие показатели для начального запуска дуги. С ними намного ниже вероятность сделать прожог металла. Дуга остается устойчивой на протяжении всего времени эксплуатации. Отличия в марках состоит в том, что в золотистых имеется 1,5% добавок, а в синих – 2%. Чем больше оксида лантана в составе, тем выше диапазон рабочего тока. Здесь он в 1,5 раза больше, чем в других марках. Это влияет на износ поверхности наконечника, который считается одним из самых тонких в этой отрасли. С его помощью сваривают стали высокого легирования, медь, алюминий и бронзу.

Вольфрамовые электроды WL-15
Стоимость электродов
Цена на электроды для нержавейки формируется под влиянием нескольких факторов, среди которых одним из основных является фирма-производитель. Среди предлагаемых разновидностей расходных материалов наиболее демократичные цены имеют электроды, предназначенные для соединения заготовок из стали с низким содержанием углерода.
Из нержавейки изготавливается множество различных изделий и конструкций, хотя этот процесс является довольно сложным. Во многом это связано с низкой свариваемостью этого металла. Чтобы этот нюанс как можно меньше проявил себя не только во время сварочных работ, но и в процессе эксплуатации изделий, необходимо использовать подходящие для этого металла электроды.






Каждый тип электродов, которые сегодня можно приобрести на рынке, предназначен для сварки определенного вида изделий, что обязательно нужно учитывать при выборе этого расходного материала. Профессиональным сварщикам хорошо известно, что означает маркировка электродов, а вот у любителей с этим могут возникнуть проблемы. Поэтому специалисты советуют очень внимательно изучить перед покупкой все характеристики электродов конкретной марки, чтобы впоследствии не пожалеть о низком качестве выполненных сварочных работ.
Читать также: Расчет мощности резания при точении

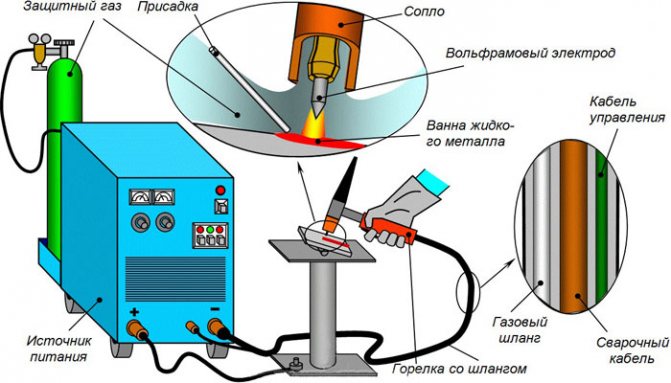
Аргонная сварка – это современная сварка с применением неплавящегося электрода из вольфрама, в среде инертного газа. Такая сварка ограждает металл от взаимодействия с кислородной средой, вызывающей его окисление и азотирование. В виде защиты чаще всего при работе применяется инертный газ аргон, но возможно использование азота, гелия и различных газовых смесей. В TIG сварке, Ar (аргон) имеет повсеместное применение, а вот He (гелий) используют в редких случаях, для решения определённых производственных задач.
У аргонодуговой сварки всего два международных названия. TIG – сварка неплавящимися специальными электродами из вольфрама в среде инертного газа. MIG/MAG – сварка самой электродной проволокой непосредственно в среде инертного аргона или даже углекислого газа.