
Люнет своими руками
Для начала необходимо найти в интернете и скачать чертеж на оригинальную конструкцию, предназначенную под используемый тип оборудования. Чтобы изготовить люнет для токарного станка своими руками, необходимо подобрать материал
. Если для деревообрабатывающего станка с минимальными нагрузками достаточно будет древесины, то для металлорежущего токарного станка необходимы стальные заготовки.
Заводские модели производятся из чугуна и имеют значительную массу. Самодельные конструкции будут отличаться легкостью. Используется профильная труба или стальной лист достаточной толщины.
В качестве вращающихся опорных элементов многие берут ролик от роликовых коньков или простые подшипники качения. После изготовления конструкции ее необходимо отцентрировать относительно оси обработки
. Любое значительное смещение приведет к поломке конструкции.
Люнет для токарного станка по дереву может выполнять двойную функцию. Первая — это поддержка деревянной заготовки
. Вторая — использование в качестве задней бабки. После того, как произведено наружное точение, убирается задняя бабка и конец фиксируется в люнете.
Каким бы ни был люнет, он должен содержать три точки опоры, расположенные по кругу через 120°. Так обеспечивается необходимый зажим заготовки
. После изготовления самодельной конструкции ее необходимо проверить.
Первоначально проверяют положения: перпендикулярность к станине и параллельность к патрону станка. Потом проводится динамическая проверка с вращающейся деталью. Сначала выставляются минимальные обороты, а затем постепенно скорость увеличивается до максимума.
https://www.youtube.com/watch?v=RFgvylbpP3w
#17
Опубликовано: 10 августа 2019
Спасибо за совет , сразу видно знающий человек говорит . Я думаю сделать ещё одну партию пенолей с предусмотреной сменой наконечников ( бронза , чугун и тотже капролан) , если ролики не покатят то придётся
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций
.Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок . В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Токарные работы – это операции, связанные с обработкой цилиндрических заготовок. Из них получают круглые детали различной конфигурации и длины. Если рассматривать токарные работы по металлу, то короткие заготовки обрабатывать проще, и результат получается точнее: здесь отсутствует эффект провисания стальной болванки. Для длинных же заготовок (длина которых превышает диаметр на величину более чем в 12 раз) существуют специальные приспособления – люнеты для токарных станков. Они облегчают работу токаря и повышают точность обработки заготовки. В токарных станках для обработки древесины люнеты тоже бывают нужны, хотя древесина в связи с более легким составом материала менее подвержена провисанию.

Из чего состоит токарный станок: основные узлы
В большинстве своём промышленные и бытовые токарные станки сходны. Разница заключается в функциональности, мощности и весе. На рисунке ниже представлено устройство типового токарно-винторезного станка. Основными узлами являются:
- станина;
- суппорт;
- передняя бабка (размещение коробки передач для регулировки скорости вращения и изменения величины крутящего момента);
- задняя бабка (для более устойчивого и надёжного поддержания заготовки или детали, зажатой в патроне (шпинделе), а также для установки свёрл, метчиков и прочих инструментов);
- резцедержатель.
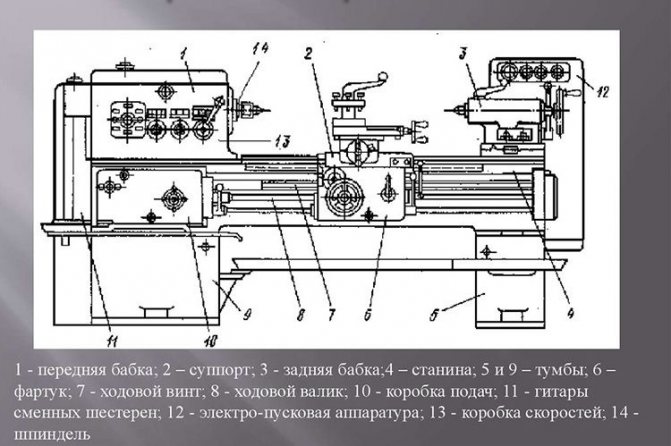
Устройство токарно-винторезного станка
Станина
Одним из главных элементов является станина – массивная металлическая основа, на которой смонтированы все главные узлы и детали оборудования. Она должна быть достаточно прочной, а масса таковой, чтобы не позволить станку опрокинуться в процессе работы. Для напольного варианта добавляются массивные опоры (тумбы).

Станина токарного станка
Суппорт токарного станка
Суппорт токарного станка предназначен для передвижения вдоль, поперёк и под углом к оси шпинделя резцов, закреплённых в резцедержателе. Устройство имеет крестовую конструкцию, состоящую из трёх основных элементов: каретка, поперечные и резцовые салазки.

Суппорт токарного станка по металлу для дома
Изготовление своими руками передней бабки токарного станка
Передняя бабка является одним из наиболее сложных узлов токарного станка, особенно для самостоятельного изготовления. В ней располагается редуктор со шпинделем и блоком управления. Под кожухом передней бабки находится электродвигатель, который соединён ременной передачей со шкивом редуктора.

Самодельная передняя бабка в сборе с патроном
В данном узле расположен блок, состоящий из сменных шестерён, предназначенных для передачи и изменения скорости вращения шпинделя и крутящего момента с вала коробки подач. Можно купить переднюю бабку токарного станка или сделать её самостоятельно.

Гитара токарного станка
Задняя бабка токарного станка
Задняя бабка токарного станка по металлу является подвижной и предназначена для прижима заготовки к центру шпинделя. Один из элементов этого узла – пиноль, на которой установлен неподвижный или вращающийся центр, упирающийся остриём в обрабатываемую деталь. Заготовка устанавливается в патрон на шпинделе и подпирается задней бабкой. Таким образом, обеспечивается надёжное крепление детали для качественной её обработки.
Как установить и настроить опорное приспособление
Обычно люнет для токарного станка закрепляют в необходимой точке при помощи болта, до того как устанавливают заготовку по центру. После этого:
 Люнет предотвращает прогибание вала
Люнет предотвращает прогибание вала
- Все упоры кулачковые или роликовые вкручивают до конца в основание устройства;
- Далее откидывают подвижную часть приспособления с помощью шарнира;
- Закрепляют саму деталь на токарном станке и замеряют ее диаметр в месте будущего контакта с люнетом;
- Закрывают крышку и фиксируют ее к основанию специальным болтом;
- Выдвигают кулачки, чтобы диаметр между ними строго соответствовал диаметру заготовки;
- При правильном выставлении стальные кулачки должны упереться в деталь и при проворачивании ее вручную она должна равномерно вращаться.
 Схема установленного подвижного люнета
Схема установленного подвижного люнета
Есть несколько способов выставления устройства – при помощи конкретной заготовки, специальной стойкой с вмонтированным микрометром. В первом случае болванка должна быть закреплена в центрах, и в месте контакта с люнетом иметь геометрически точную окружность. То есть ее предварительно протачивают. Если приспособление нужно выставить под проточенную заготовку предварительно без наличия последней – используют приборы измерительные высокой точности.




Еще один способ регулировки упоров часто применяемый в производственных цехах, когда люнет выставляют не по реальной заготовке, а по стальному кругляку, на котором протачивают нужный диаметр в месте установки опорного приспособления. Для большей надежности после установки болванки необходимо проверить качество вращения. Оно должно быть свободным и не вызывать дополнительных нагрузок, вибраций.
Варианты конструкций самодельных люнетов
Люнет для токарного станка стоит недешево, поэтому покупать его, если приспособление не так часто используется, нет особого смысла. Проще тогда изготовить своими руками люнет. Например, для токарного станка ИЖ1 можно реализовать самоделку, используя следующую конструкцию:
- В качестве основания, где будут закреплены кулачки, берут фланец для соединения труб. Размер фланца по внешнему диаметру составляет 200 мм, по внутреннему – 110 мм. Фланец при помощи транспортира делят маркером на три равных сектора с углом 120 градусов каждый. Линии соединения секторов как раз и будут местами, куда нужно закрепить механизмы подачи кулачков.
- Вместо кулачков можно использовать три шпильки с резьбой 14 и длиной 150 мм каждая. На шпильки с одного торца наваривают ручки (куски проволоки 8 мм в диаметре и длиной по 30 мм, чтобы получилось подобие буквы «Т» по форме), на другой торец заказывают у токаря три бронзовых остроконечных колпачка внутренним диаметром резьбы на 14.
- Механизм регулировки и фиксации кулачков можно сделать из трех гаек внутренней резьбой на 14 (для каждого кулачка), две из которых приваривают напротив друг друга по заранее прочерченным на фланце линиям.
- Для крепления токарного люнета к станине необходимо сделать специальную подложку, которая бы могла перемещаться по полозьям и фиксироваться в определенном месте. Подложку можно сделать из стального уголка с толщиной металла не менее 10 мм и величиной полок по 100 мм. Длина уголка должна быть равной ширине полозьев станины и захватывать направляющие. Для того чтобы полка двигалась строго по направляющим, из уголков с величиной полок по 15 мм, толщиной металла 2 мм отрезают две заготовки длиной по 100 мм. Их укладывают в полозья (друг напротив друга), сверху на них ставят большой уголок, который прихватывают сваркой.
- Далее в основном уголке сверлят отверстие на 12, чтобы можно было болтом закреплять подложку к стандартной металлической пластине от крепления бабки токарного станка. Фланец фиксируют в передней бабке, выставляют так, чтобы одна пара приваренных гаек смотрела вертикально вверх, придвигают вплотную к фланцу уголок на салазках и приваривают к нему.
- Люнет снимают с бабки, на каждый кулачок накручивают по одной гайке, надевают гравер и вкручивают кулачки в заранее приваренные гайки. После этого на торцы кулачков накручивают бронзовые «колпачки».
Токарное оборудование популярно как на крупных предприятиях, так и в домашних мастерских. С их помощью можно выполнять разные технологические процессы: работать с деревом, пластиком, металлом. Однако у новичков часто возникают проблемы с обработкой длинных заготовок. Они провисают, выгибаются. Чтобы удерживать детали при обработке, рекомендуется использовать люнет для токарного станка.
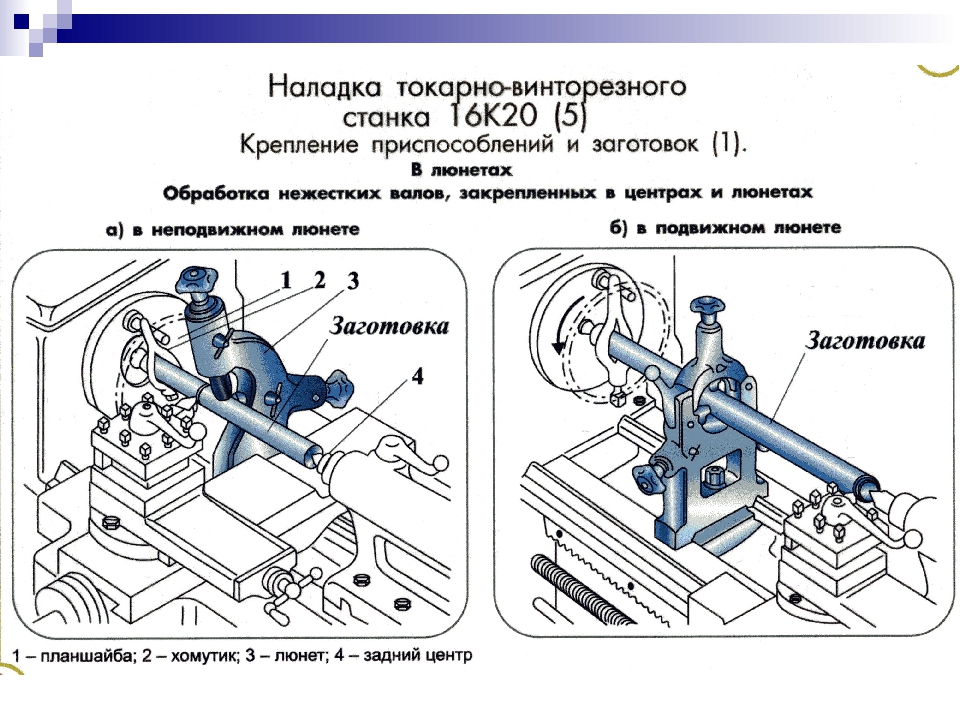
Обработка деталей в люнетах
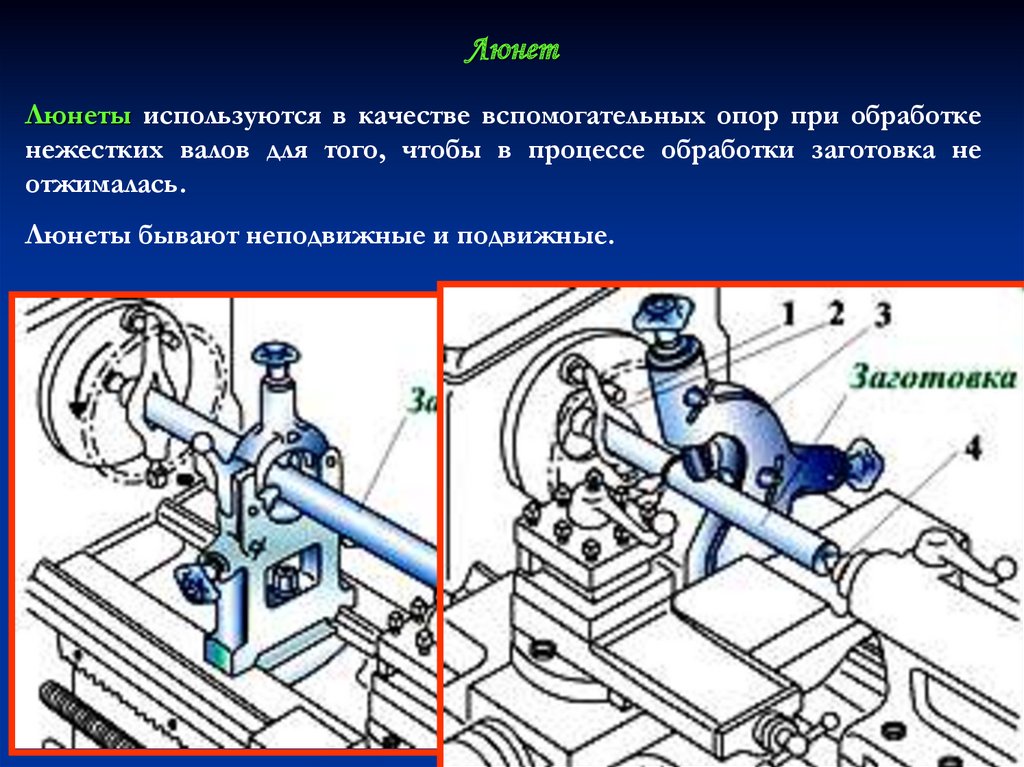
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму – в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление – люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
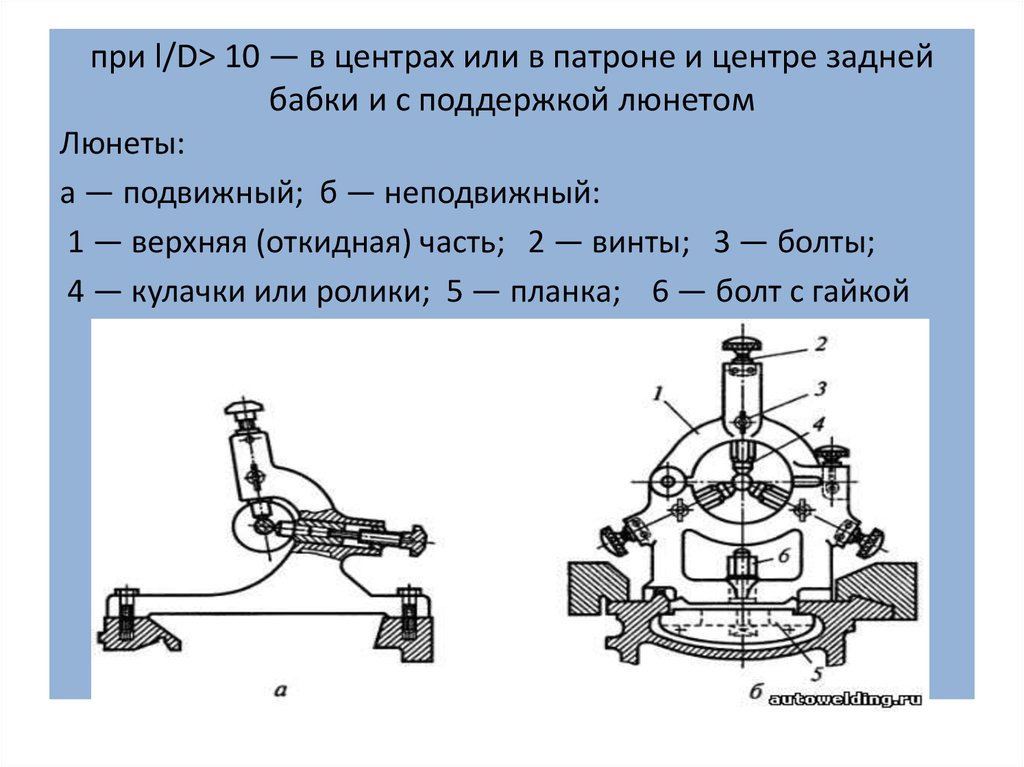
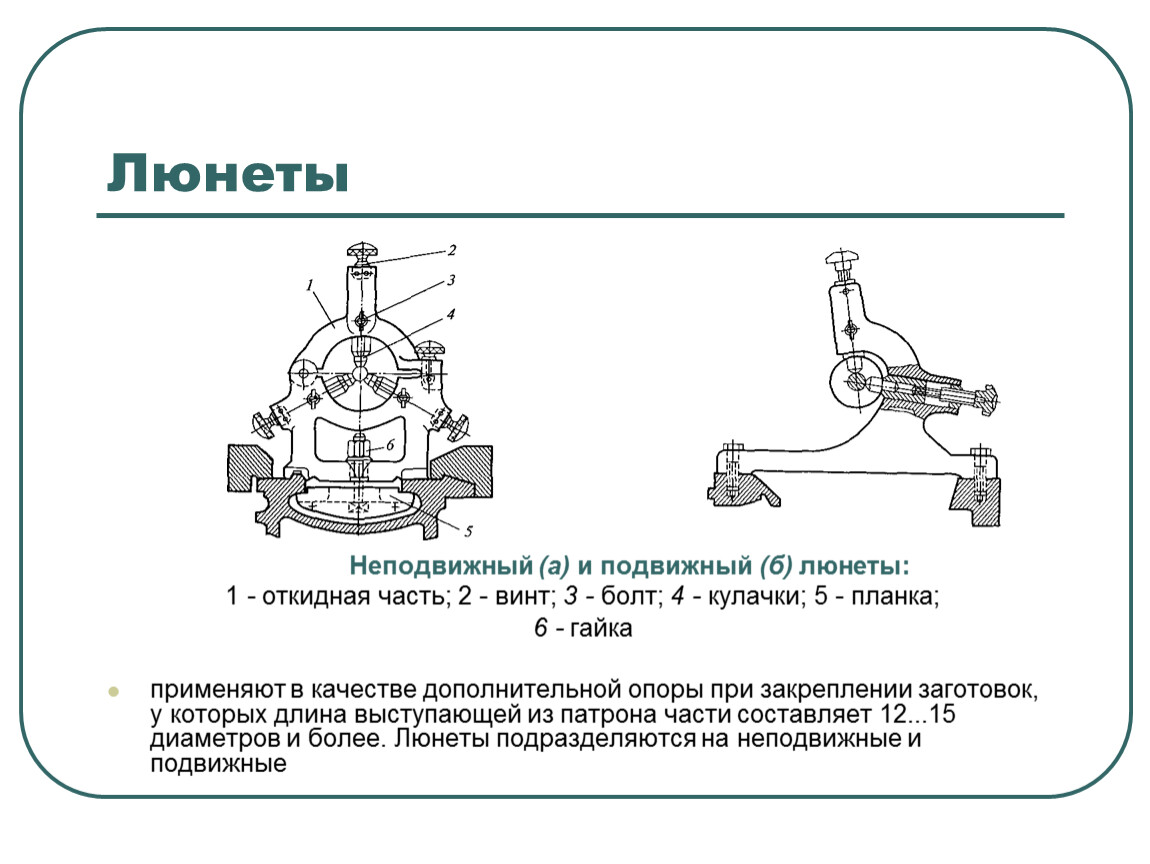
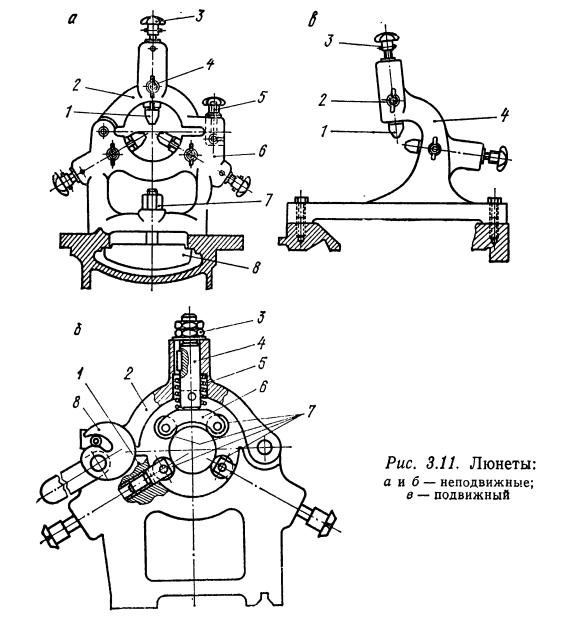
Люнеты бывают неподвижные и подвижные.
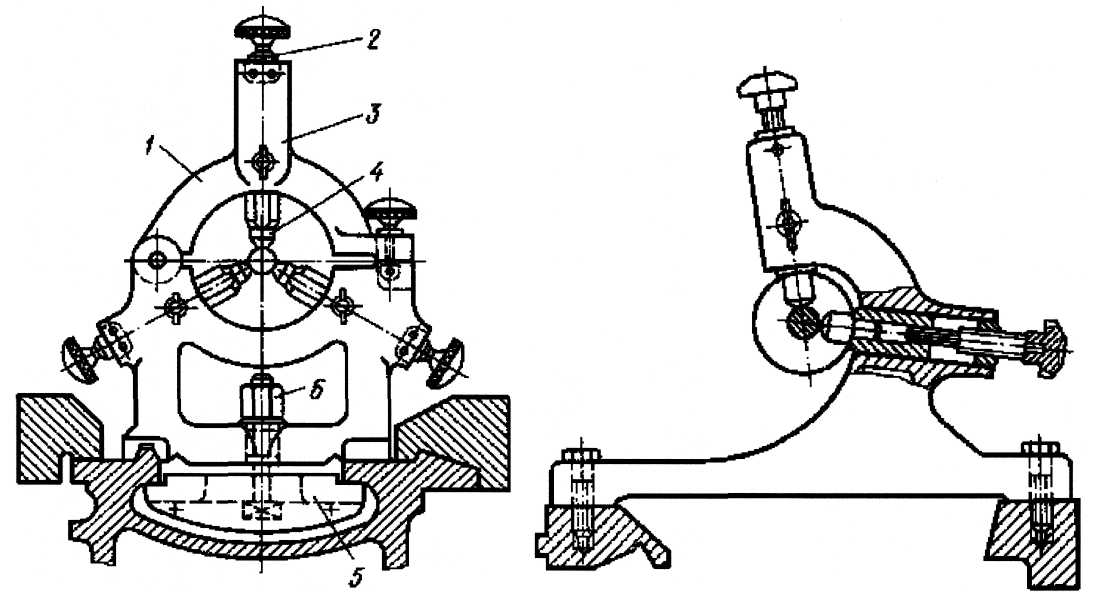
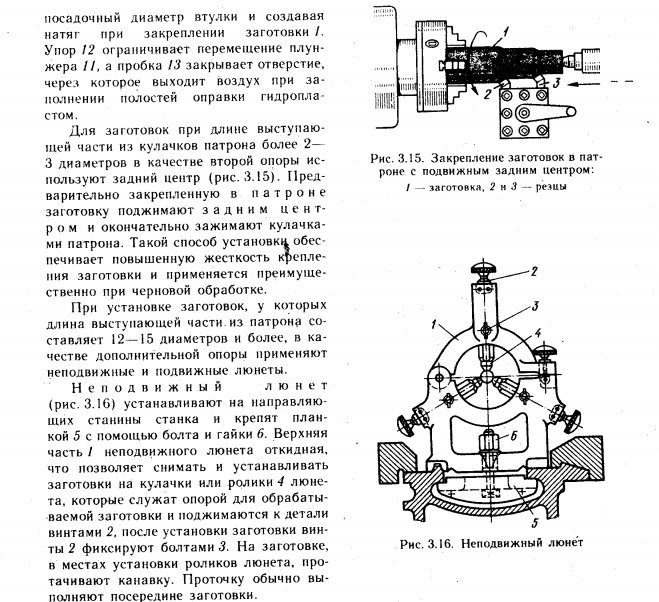
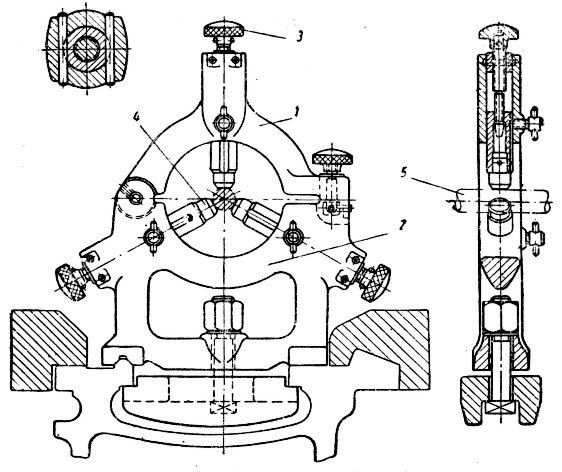
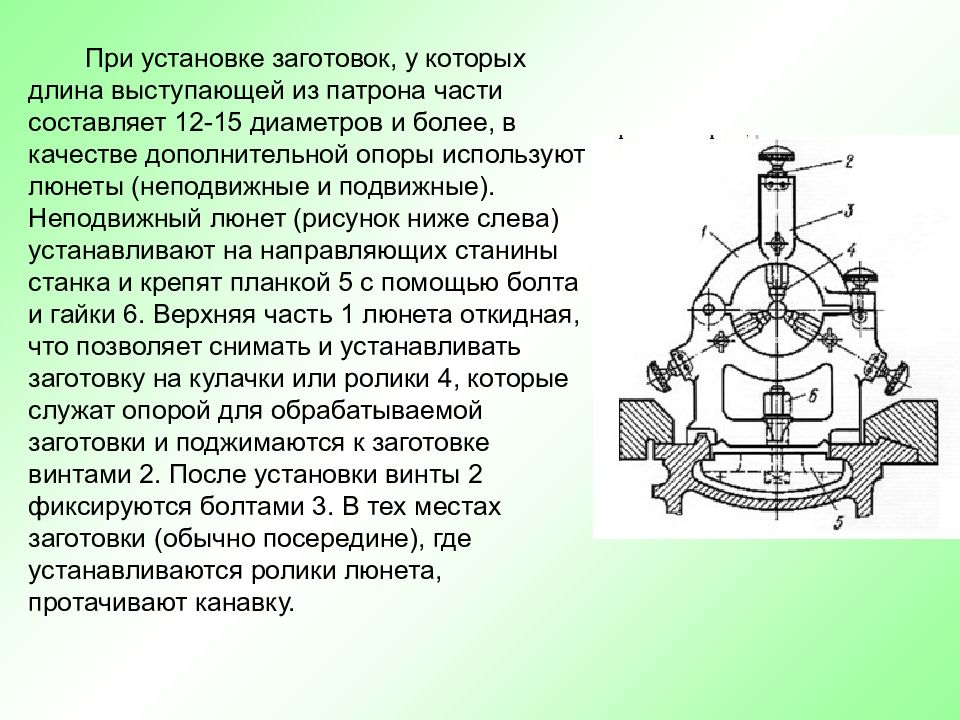
Неподвижный люнет
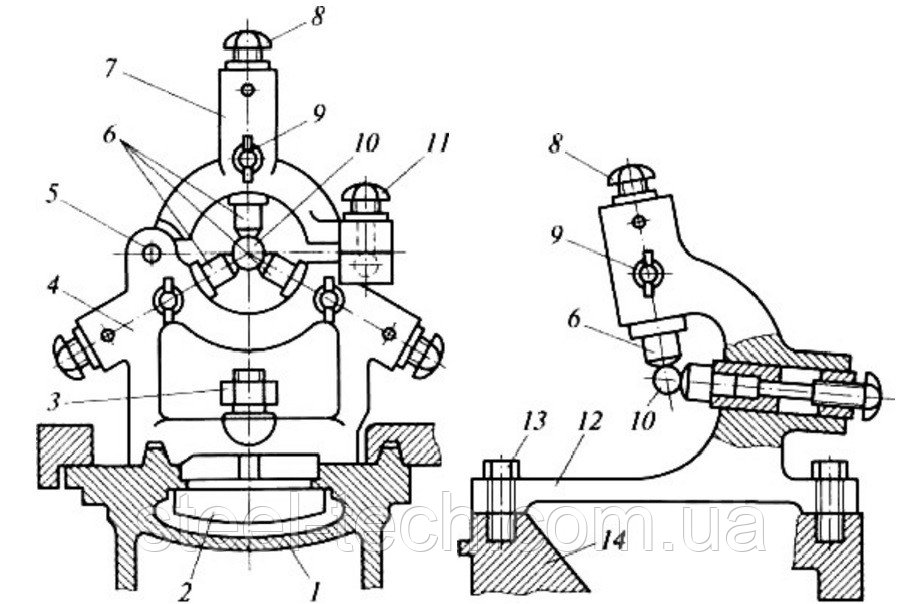
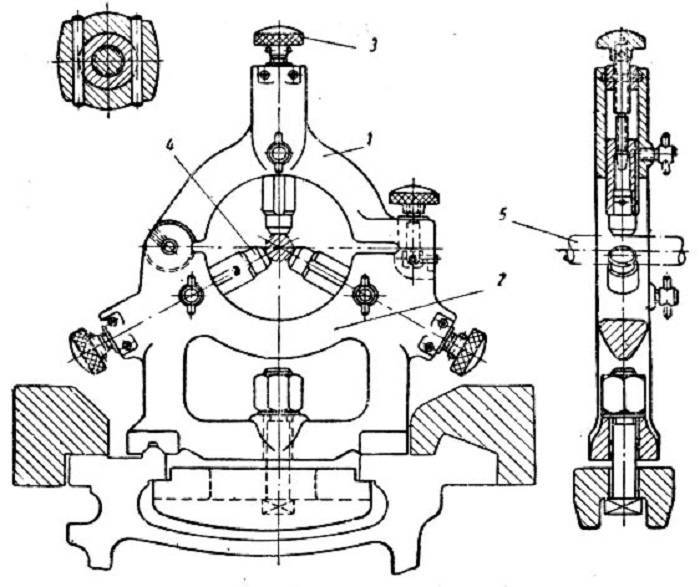
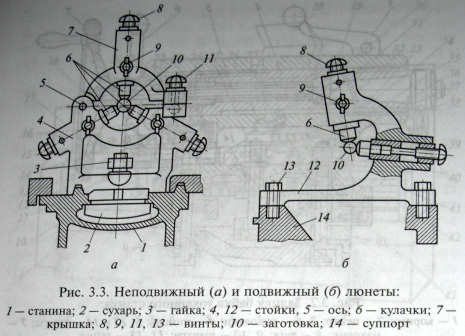
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке – один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами – в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
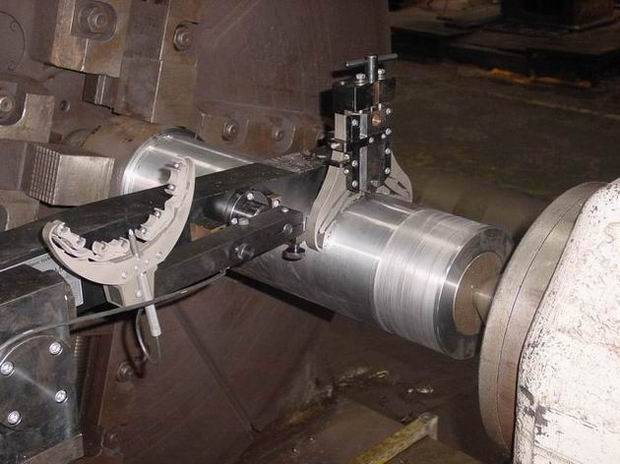
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете
Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете
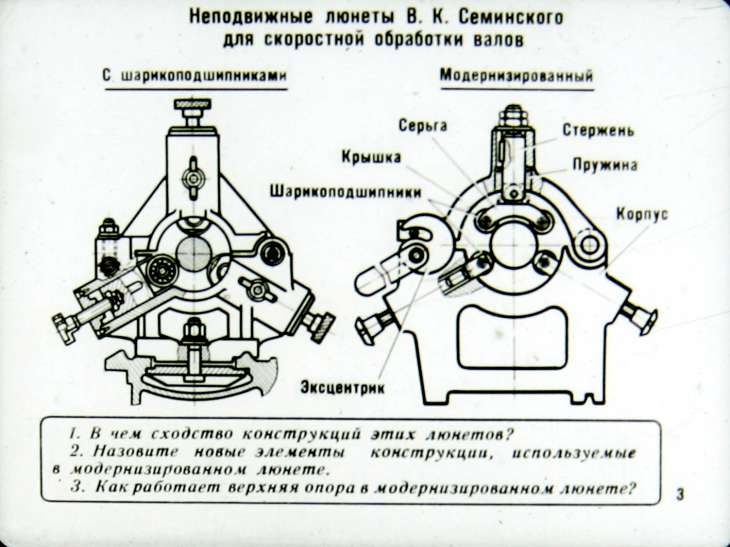
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
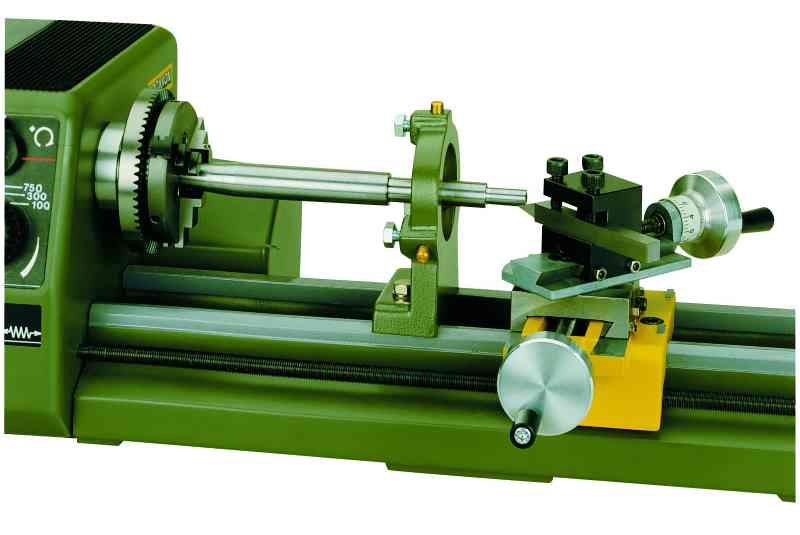
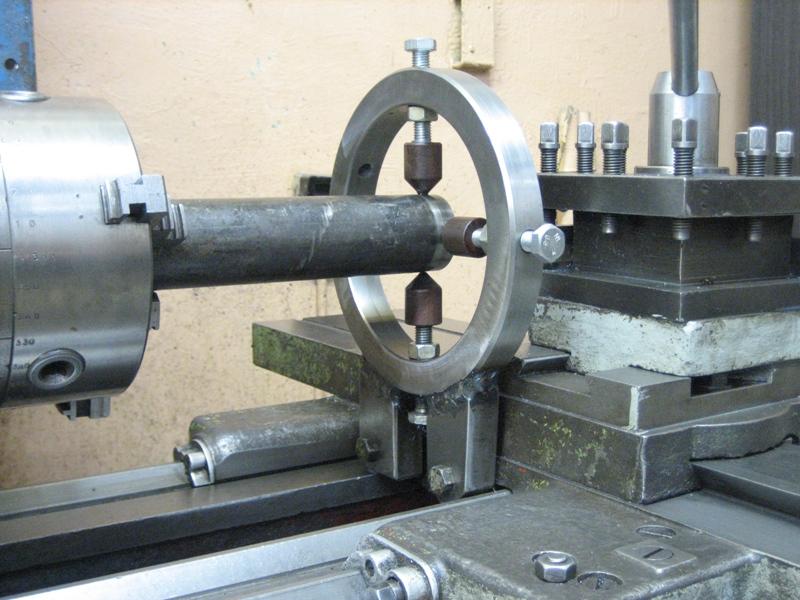
Подвижный люнет
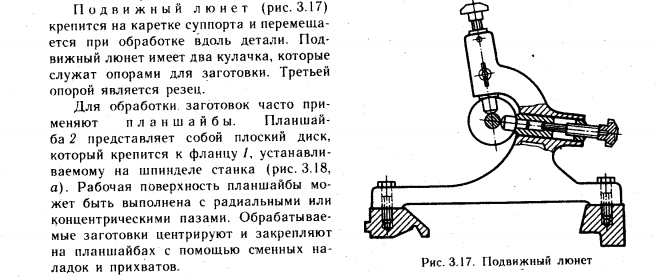
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Какие бывают люнеты, их устройство
Приспособление применяют тогда, когда нужно избежать риска повреждения и деформации изделия или режущих элементов станка за счет придания заготовке дополнительной устойчивости, в отдельных случаях — для возможности обработки детали с торца. Устройства бывают подвижного типа и неподвижные.

Люнет неподвижной конструкции
Механизм этого типа предназначен создавать поддержку для габаритных длинных деталей во время обработки. Его крепят в область нижнего зацепления станка стационарно и неподвижно. Результат использования – уменьшение биений и вибраций, повышение точности обработки. Неподвижный люнет состоит из:
- Основы, которая непосредственно крепится к станку при помощи специального болта,
- Крышки, при помощи шарнира соединенной с основанием,
- Фиксатора крышки к основанию,
- Выдвижных кулачков или роликов (обычно их три),
- Механизмов подачи и фиксации кулачков.
В некоторых случаях первые два элемента могут выступать единой конструкцией.
Так как кулачки имеют непосредственный контакт с обрабатываемой поверхностью, в месте соприкосновения последняя может нарушаться. Во избежание этого на концах упоров есть бронзовые наконечники. Сами же кулачки изготавливают из твердых сплавов, чтобы они выдерживали серьезные динамические нагрузки. Выдвижные ролики оказывают меньшее влияние на заготовку в плане ее повреждения.


Люнет подвижной конструкции
Подвижный токарный люнет устанавливают на станке, на его продольном суппорте, и закрепляют к каретке. Вдоль этого суппорта его можно свободно перемещать аналогично тому, как перемещается токарный резец. Приспособление может быть применено для разных диаметров изделий. Результат использования – токарный резец оказывает меньшее давление на поверхность, обработка проходит более равномерно, исключается риск разрушения режущего элемента.
Кроме системы крепления к станку, все остальные элементы люнета подвижной конструкции схожи с неподвижным приспособлением. Существует определенная классификация устройств подвижного типа для токарных станков:
- По типу элементов удержания заготовки – фиксаторы кулачковые, фиксаторы со встроенными роликами,
- Для разных операций обработки детали – под шлифовку, под обточку, для изготовления подшипников,
- По количеству выдвижных упоров – с тремя и более фиксирующими элементами,
- В зависимости от системы регулировки фиксаторов – механическим способом вручную, гидравлическим способом, автоматически.
Устройство и назначение люнета
Люнет токарный – это своеобразная опора. Он позволяет удерживать цилиндрическую деталь в горизонтальном положении и в то же время не препятствует ее вращению вокруг своей оси. Оборудование в токарном деле применяют в нескольких случаях:
- Болванка длинная, в середине провисает. В этом случае закрепленный посередине люнет выравнивает заготовку, и во время вращения нет опасности, что она будет вращаться «веретеном», то есть в центральной ее части будет утолщение. Оно однозначно приведет к неравномерности обработки на токарном станке и может быть причиной вибраций, заклинивания и разрушения резца и заготовки.
- Нужно обработать торец заготовки. В этом случае нет возможности закрепить деталь за этот торец, так как он будет подвергнут расточке. Люнет токарный выставляют как можно ближе к зоне обрабатываемого участка. Эта операция в основном выполняется в последнюю очередь, когда вся остальная длина детали уже проточена начисто.
Люнет может быть установлен на любом металлорежущем оборудовании, если это токарный, фрезерный или шлифовальный станок.
В конструкции присутствуют следующие элементы:
- Основание люнета – это цельнометаллическая деталь. Она имеет нижнюю плоскость с отверстиями под крепежные болты, за счет которой приспособление устанавливается и фиксируется к станине токарного станка.
- Крышка. Она также относится к основанию, характерна для неподвижных токарных люнетов, выполнена из стали, подвижно крепится к нижней части.
- Выдвижные опоры. Могут быть выполнены с роликами на конце либо работать по принципу скольжения (элементы кулачкового типа). Именно кулачки и создают опору для заготовки. Чтобы они менее изнашивались, их усиливают твердосплавными покрытиями. Для уменьшения воздействия кулачков на деталь (протирание или продавливание) контактную часть снабжают наконечниками из бронзы.
- Регулировочные винты. Назначение этого элемента состоит в выдвижении кулачков и последующей их фиксации в заданном положении.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Republished by Blog Post Promoter
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.
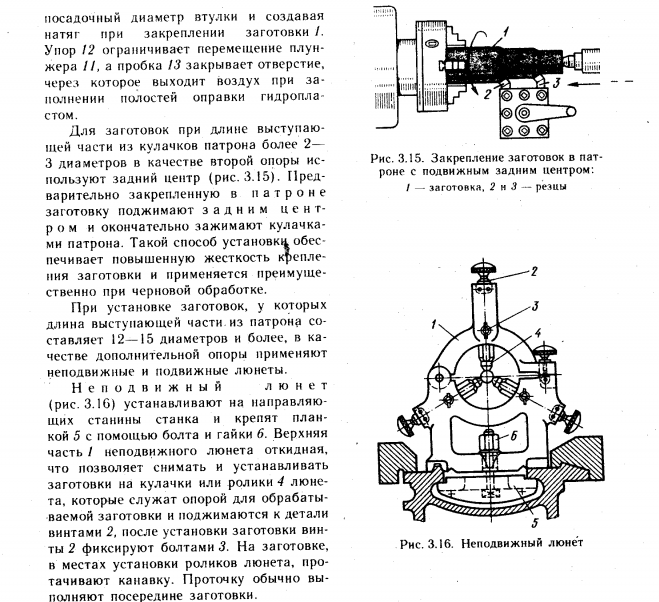
Закрепление заготовки в токарном станке
Перед началом точения заготовку нужно закрепить. Дня этого существует несколько способов и приспособлений: закрепление в центрах обоих бабок и закрепление заготовки за наружную или внутреннюю поверхность, закрепление в патронах и т.д. (рис. 29).
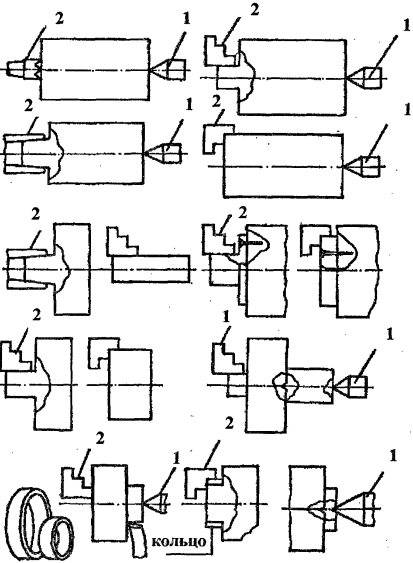
Рис. 29. Способы закрепления деревянных заготовок: 1 — пиноль задней бабки; 2 — передняя бабка
Для этого применяют различные приспособления, представленные на рис. 30 и 31.
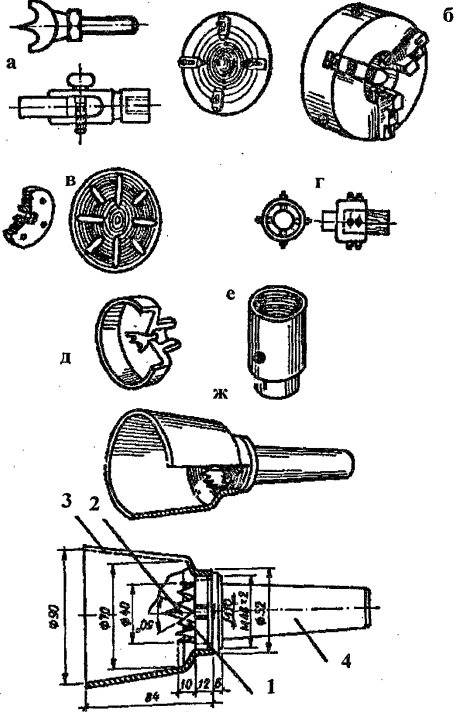
Рис. 30. Приспособления для закрепления и обработки заготовок на станке: а — трезубец; б — спиральный самоцентрирующий патрон; в — планшайба; г — чашечный патрон; д — корпус с центром-вилкой; е — цилиндрический патрон; ж — специальный патрон с зубцами; 1 — зубцы; 2 — центральный зуб; 3 — ограждение зубцов; 4 — конус патрона
Для закрепления заготовки в центрах применяют трезубец, который имеет форму трезубой вилки. При закреплении заготовки один ее конец с намеченным пазом и центром вставляют в трезубец, а второй — поджимается центром пиноли задней бабки.
За наружную поверхность заготовку можно закрепить при помощи чашечных, тисочных и кулачковых патронов или планшайбы.
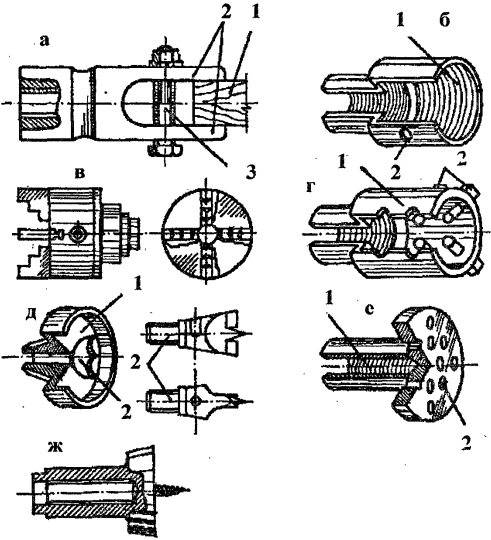
Рис. 31. Зажимные патроны для точения древесины: а — тисочный патрон (1 — заготовки; 2 — губки тисков; 3 — крепежный винт); б — трубчатый патрон (1 — металлический стакан; 2 — отверстие для фиксатора); в — четырехкулачковый патрон; г — чашечный патрон (1 — металлический стакан; 2 — крепежные винты); д — патрон-трезубец (1 — металлический стакан с резьбой; 2 — держатели гребневидного и цилиндрического тисков); е — планшайба (1 — держатель с резьбой; 2 — крепежные отверстия); ж — патрон с коническим винтом
Чашечный патрон имеет с одной стороны цилиндрическую или коническую полость, а с другой — конический хвостовик для установки в шпиндель передней бабки. Для закрепления в чашечном патроне хвостовую часть заготовки округляют или опиливают на конус. Затем, поставив патрон на деревянный брусок, киянкой заколачивают в него заготовку.
Тисочный патрон применяют в тех случаях, когда часть изделия имеет форму четырехугольника. В этом случае заготовку для обработки вставляют в тиски патрона и зажимают винтом.
Для закрепления заготовок за наружную поверхность применяют трехкулачковые самоцентрирующиеся патроны, которые являются наиболее универсальными. Они обеспечивают быстрое и надежное зажатие и центрирование заготовки, благодаря одновременному радиальному перемещению кулачков. Заготовки большого диаметра устанавливают в обратные кулачки. Каждый трехкулачковый патрон может служить для закрепления заготовки как за наружную, так и за внутреннюю поверхность.
Заготовки сложной формы с несколькими осями точения закрепляют и обрабатывают на планшайбах. Дисковые планшайбы изготавливают из металлической пластины толщиной 10-15 мм. К пластине приваривают (или жестко соединяют) фланец, который зажимается в прямые кулачки патрона. Для закрепления заготовки диск может иметь несколько вариантов сквозных отверстий — радиальные пазы и отверстия, расположенные радиально или по квадрату. Крепежные болты пропускаются в эти отверстия и затягиваются гайками. Для упрощения процесса крепления заготовки на планшайбе в отверстиях нарезают резьбу. После чего обрабатываемые заготовки закрепляют прихватами Г — образной формы или планками, которые удерживаются двумя болтами или шпильками. На планшайбе обрабатывают большие и плоские заготовки (вытачивание декоративных тарелок).
Способ закрепления заготовки в патроне зависит от твердости древесины. Если древесина заготовки твердая, она получает небольшую деформацию, поэтому надежно удерживается в трехкулачковом патроне. Мягкая древесина заготовки усложняет приемы ее крепления.
При поджатии заготовки небольшого диаметра вращающимся центром задней бабки его конус может глубоко в нее внедриться и расколоть древесину. Чтобы предотвратить раскол, используют центровочную металлическую вставку.
Эксплуатация
При работе с люнетом необходимо соблюдать правила эксплуатации, учитывать особенности рабочего процесса:
- Заранее проверять надежность выставления изделий из металла.
- Использовать защитные очки, робу, перчатки во время проведения работ.
- Только при черновой обработке нужно обрабатывать место, в котором соприкасается дополнительный элемент с рабочей поверхностью.
- Резцы выставлять под отрицательным углом, чтобы они не мешали работать токарю.
- Проверять целостность кулачков. Если на их поверхности появились трещины, неровности, требуется заменить конструкцию.
- Нельзя использовать самодельные приспособления на промышленном производстве, для серийного изготовления изделий из металла.
- При проведении финишной обработки металлический изделий, требуется использовать вали-накладку для дополнительного удержания заготовки.
Для промышленного оборудования нужно покупать качественные приспособления, изготавливаемые из прочных материалов.
Люнеты для токарных станков используются для проведения более точных работ, исключения вибраций, появления неровностей. Настройку может провести начинающий токарь, прочитав пошаговую инструкция. При желании можно изготовить самоделку.
По какому принципу выбирать
При выборе модели приспособления следует обратить внимание на ряд факторов. Прежде всего, рассматриваются технические характеристики – внутренний диаметр основания люнета, его размеры и масса, предельные (минимальный и максимальный) диаметры обрабатываемой детали, рекомендуемая длина заготовки, способ крепления
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов
Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов. Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Плюсы и минусы
Основные преимущества использования люнетов:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Важно отметить, что подвижный люнет легче устанавливается, однако неподвижный вариант обеспечивает повышенную точность обработки и дает возможность работы с более длинными и габаритными деталями. Важно! Серьезных технических недостатков люнеты не обнаруживают
Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки
Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Важно! Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки
Производительность и стоимость
В качестве основных минусов многие специалисты отмечают влияние на производительность токарных работ и необходимость дополнительных затрат.
Снижение производительности связано с затратой времени на установку люнетов и регулировку опор. При этом необходима тщательная подгонка и многократная проверка. В ряде случаев производится предварительная обработка заготовки в месте фиксации.






Другой важный момент – финансовые затраты, вызванные достаточно высокой стоимостью приспособлений. Она зависит от типа люнета, его модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость подвижных моделей несколько ниже неподвижных люнетов аналогичной категории. Так, цена мобильных приспособлений колеблется от 1100-1300 рублей за простые изделия до 4500–4800 рублей за люнеты повышенной долговечности.