Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Кроме отличий в элементах конструкции, размерах, типах крепления на станину, весь без исключения инструмент может быть отнесен к одной из двух основных категорий:
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.

Люнет неподвижной конструкции
Люнет неподвижный представляет собой приспособление для токарного станка, целевое назначение которого состоит в том, чтобы поддерживать заготовку длинного размера. Это обеспечивает возможность более точной обработки изделия, исключает появление вибрации. Способ крепления оборудования к станине происходит посредством плоской опорной плиты и болтового соединения.
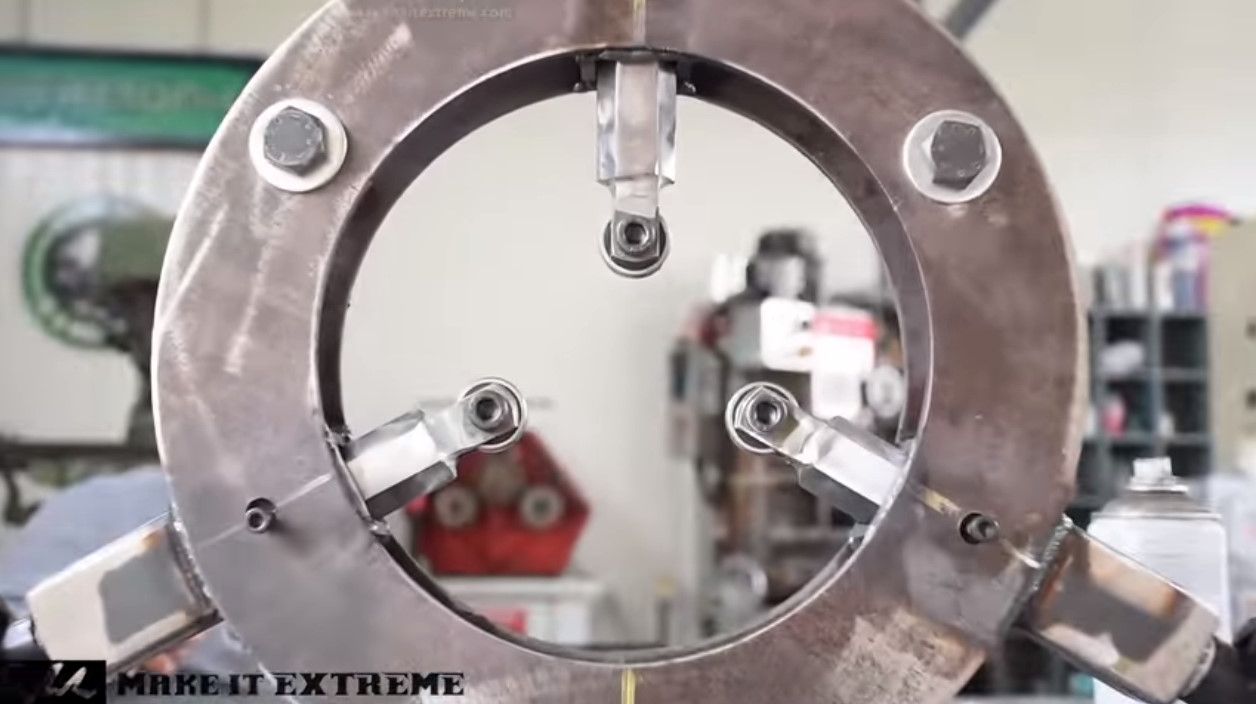
Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».

Люнет подвижной конструкции
Люнет подвижный представляет немного иную конструкцию опоры, нежели неподвижное устройство. Он уже крепится не за станину, а за суппорт продольный на станке токарном. Это позволяет системе двигаться одновременно и в том направлении, куда движется режущий инструмент. То есть он располагается напротив самого резца. Основное целевое назначение подвижного токарного люнета в устранении изгибов тонких и длинных деталей под воздействием на них резца. Это позволяет избегать заклинивания инструмента и порчи изделия.
Приспособление токарное подвижное имеет такие конструктивные элементы:
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
- формообразующая;
- упрочняющая;
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.

Виды накатных роликов для рифления
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Обработка — длинная деталь
При обработке длинных деталей со свисающими за пределы стола или приспособления частями в целях устранения их прогиба и повышения жесткости установки применяют специальные поддерживающие домкраты и люнеты.
При обработке длинных деталей в центрах, а также деталей со свисающими за пределы стола или приспо-собления частями в целях устранения их прогиба и повышения жесткости установки применяют специальные поддерживающие домкраты и люнеты.
При обработке длинных деталей, труб, валов, тяг и др
необходимо соблюдать осторожность, так как они могут причинить травму окружающим.
. При обработке длинных деталей применяют поддерживающие люнеты, предохраняющие от прогиба детали.
При обработке длинных деталей применяют поддерживающие люнеты, предохраняющие от прогиба детали.
|
Закрепление детали на оправке с использованием поводкового патрона. |
При обработке длинных деталей необходимо применять центровые оправки, причем в то время, когда производится обтачивание детали ( при автоматической подаче резца), надо подготовлять к обработке следующую деталь. При таком способе работы необходимо иметь две оправки, чем достигается иногда значительная экономия вспомогательного времени. При шпиндельных оправках так работать, очевидно, нельзя. С другой стороны, установка детали на шпиндельные оправки удобнее, и закрепление на них детали осуществляется быстрее, чем на центровых.
|
Токарные патроны. |
При обработке длинных деталей ( — 10 — 12 ] для предохранения их от прогиба применяют направляющие приспособления — люнеты; они могут быть неподвижными и подвижными. Подвижный люнет крепят на каретке суппорта и вместе с ней перемещают вдоль обрабатываемой детали.
При обработке длинных деталей на токарном станке применяют люнеты. Люнеты бывают неподвижные и подвижные. Неподвижный люнет устанавливают на станине станка, а подвижной — на супорте станка. Люнеты создают дополнительные точки опоры и предохраняют деталь от прогиба во время обработки. Неподвижные люнеты применяют также тогда, когда приходится растачивать отверстие в торце длинного вала.
|
Схема патрона с пневматическим приводом.| Способы закрепления деталей на токарных станках. |
При обработке длинных деталей малого диаметра во избежание их прогиба под действием сил резания применяют люнеты.
Предназначаются для обработки длинных деталей.
Люнеты применяют при обработке длинных деталей малого диаметра во избежание их прогиба под действием сил резания.
Для устранения вибраций при обработке длинных деталей с относительно малыми поперечными сечениями ( типа валиков) необходимо вершину резца устанавливать выше центровой линии станка. При этом для устранения затирания задней поверхности резца о деталь необходимо увеличить задний угол. Целесообразно при обработке таких заготовок применять люнеты.
Горизонтальные хонинговальные станки предназначаются для обработки длинных деталей. В этих станках предусмотрено вращательное движение детали, имеющее целью воспрепятствовать одностороннему давлению хона на обрабатываемую поверхность под действием собственного веса, что может иметь следствием овальность отверстия.
Рекомендации по использованию
Перед тем как купить или применить устройство, необходимо ознакомится с важными моментами:
- место соприкосновения фиксатора с деталью обтачивают только при черновой работе. Если у заготовки фиксированный размер или поверхность ее уже обработана, предварительную обточку проводить не надо;
- в случае чистовой работы и необходимости надежного крепления детали, можно воспользоваться специальным валиком — накладкой цилиндрической формы. Он должен быть таким же диаметром, как диаметр обрабатываемой заготовки в месте, где она соединяется с кулачками. Одну часть накладки фиксируют в приборе, другую — в патроне станка;
- работая с длинными и тонкими деталями, не всегда имеется возможность проточить предварительно шейку. В таких случаях следует делать несколько временных шеек, с наибольшим приближением к передней бабке;
- резец станка лучше настроить с отрицательным углом, в ином случае он может отталкивать от себя деталь. Вследствие этого точность обработки снизится.
Эксплуатация
При работе с люнетом необходимо соблюдать правила эксплуатации, учитывать особенности рабочего процесса:
- Заранее проверять надежность выставления изделий из металла.
- Использовать защитные очки, робу, перчатки во время проведения работ.
- Только при черновой обработке нужно обрабатывать место, в котором соприкасается дополнительный элемент с рабочей поверхностью.
- Резцы выставлять под отрицательным углом, чтобы они не мешали работать токарю.
- Проверять целостность кулачков. Если на их поверхности появились трещины, неровности, требуется заменить конструкцию.
- Нельзя использовать самодельные приспособления на промышленном производстве, для серийного изготовления изделий из металла.
- При проведении финишной обработки металлический изделий, требуется использовать вали-накладку для дополнительного удержания заготовки.
Для промышленного оборудования нужно покупать качественные приспособления, изготавливаемые из прочных материалов.
Люнеты для токарных станков используются для проведения более точных работ, исключения вибраций, появления неровностей. Настройку может провести начинающий токарь, прочитав пошаговую инструкция. При желании можно изготовить самоделку.
Достоинства и недостатки
При использовании люнетов среди положительных качеств отмечаются следующие:
- безопасность станочника;
- точность размеров изделия;
- снижение вибраций;
- предупреждение разрушения заготовки и инструмента;
- расширение диапазона размеров обрабатываемых деталей;
- простая конструкция;
- надежность.
Среди недостатков отмечается маленький ресурс работы элементов, непосредственно находящихся в контакте. Для снижения нагрузок опоры изготавливаются из чугуна или бронзы. Опоры качения, имеющие роликовую форму, более долговечны, но быстро разрушаются опорные подшипники, особенно если их подача механизирована.
https://www.youtube.com/watch?v=bfo0k7cNXnshttps ://www.youtube.com/watch?v=i9F1ns3MiRc
Обработка деталей в люнетах
Обработка в люнете
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму — в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление — люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
Неподвижный люнет
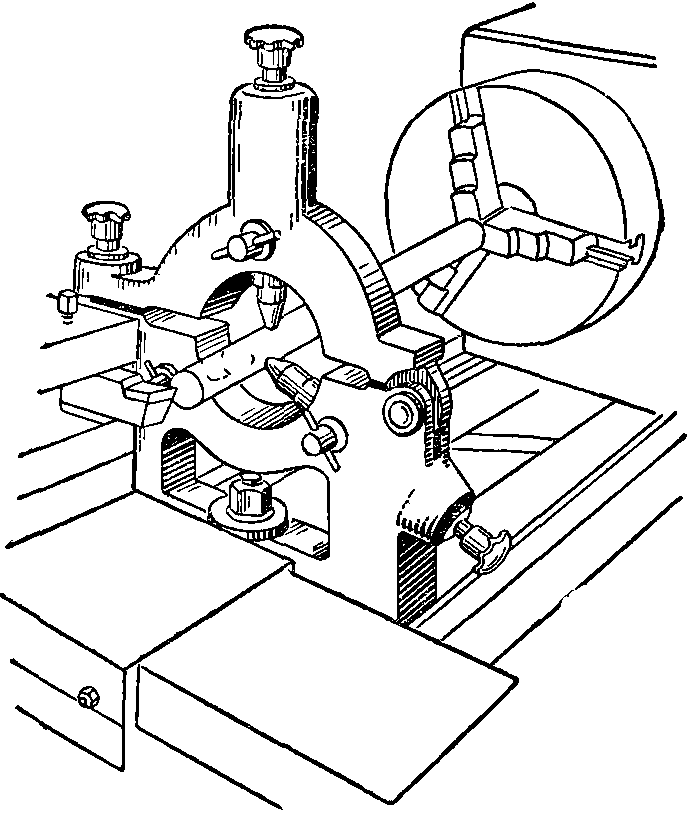
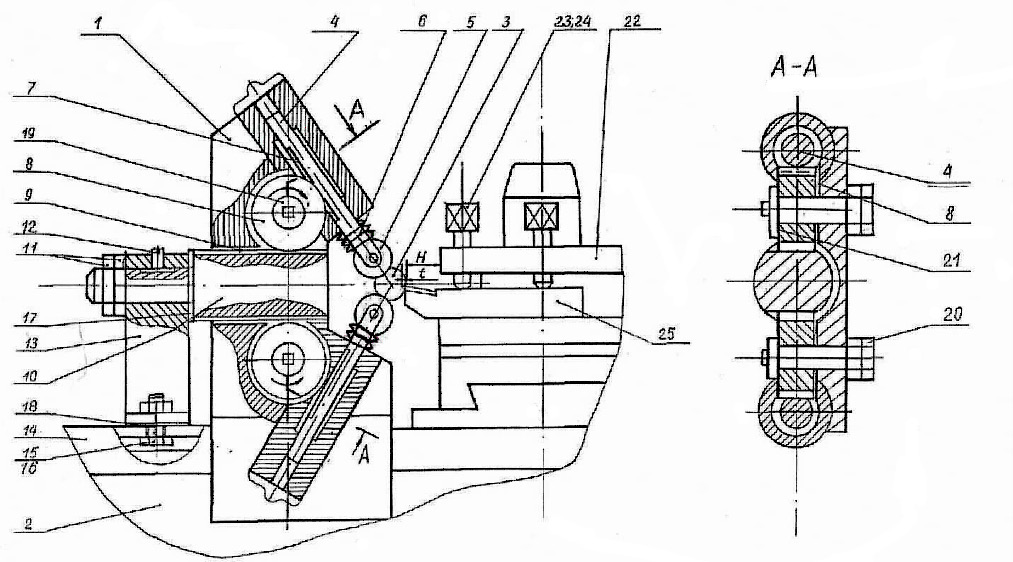
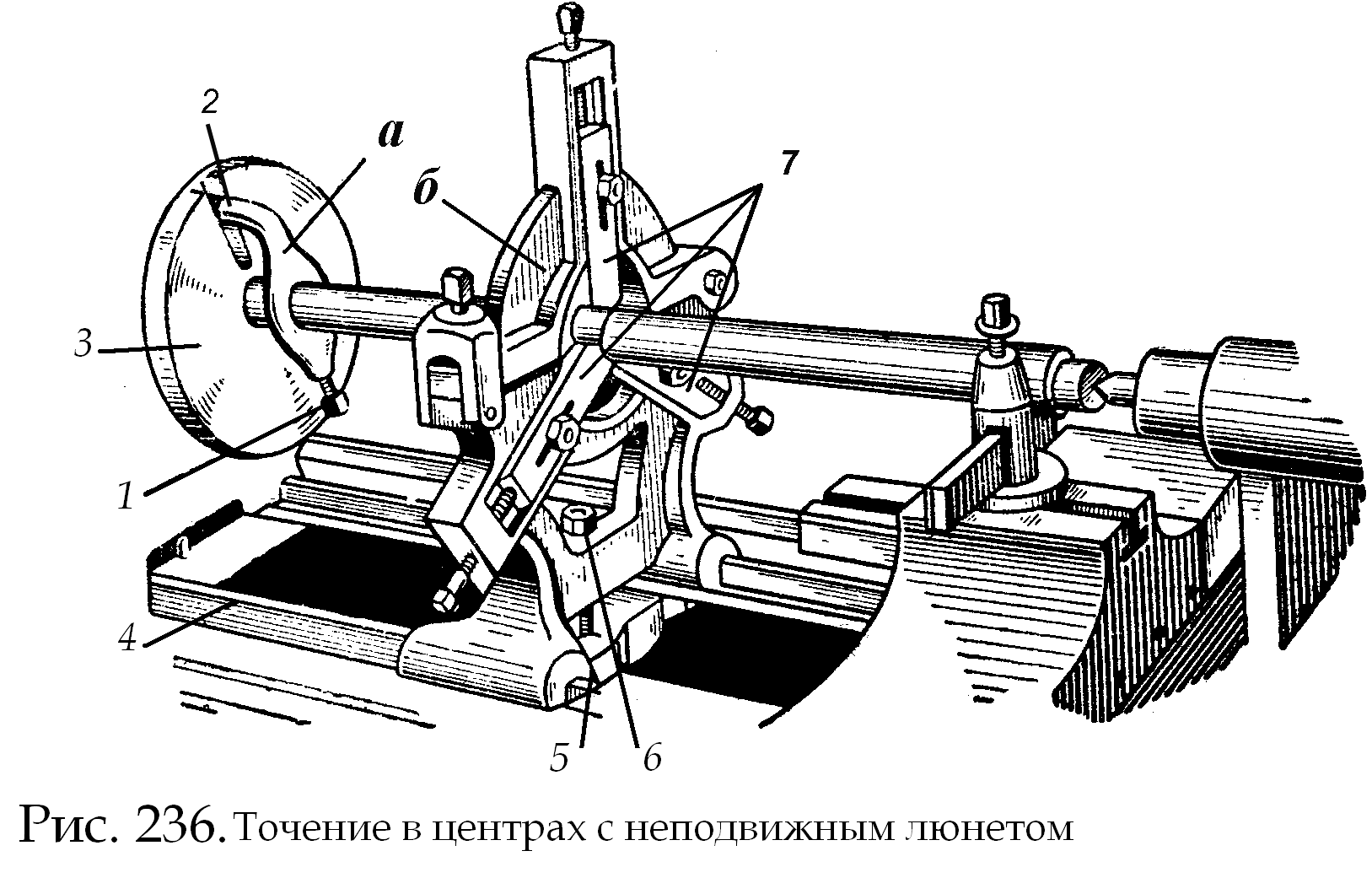
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами — в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
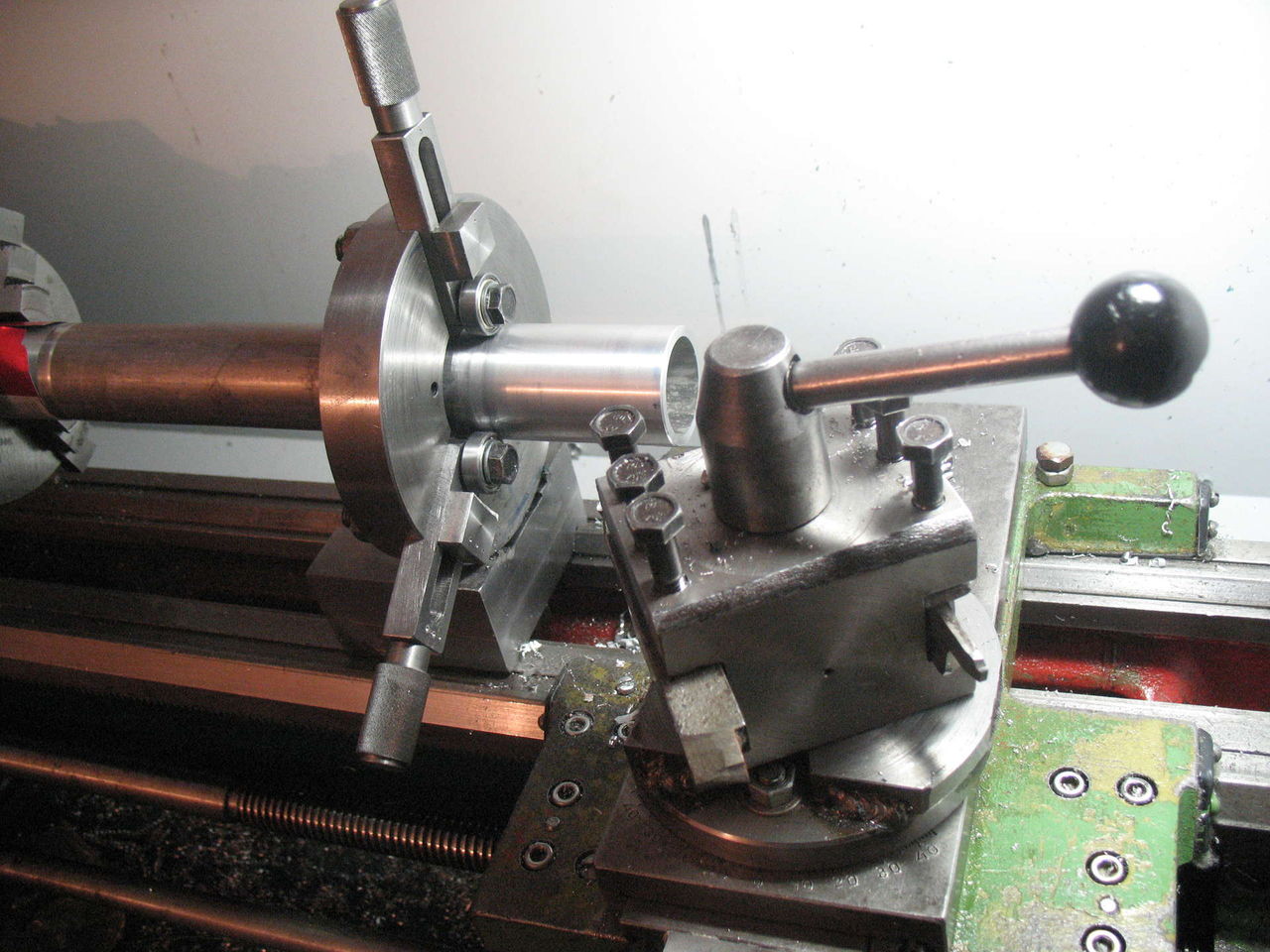
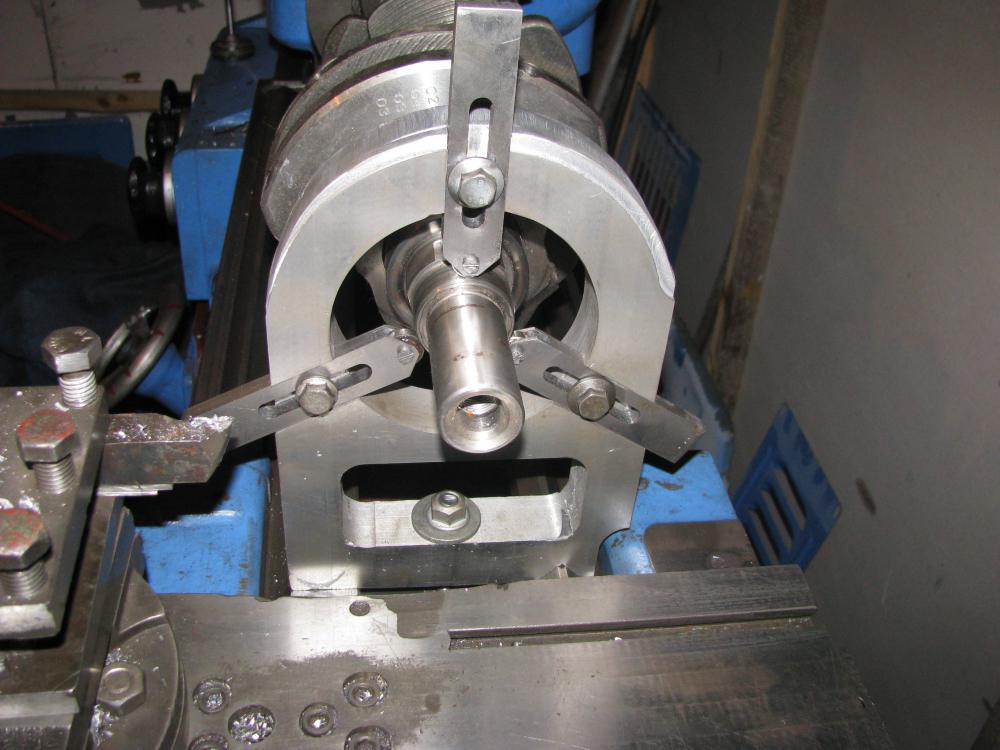
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете
Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете

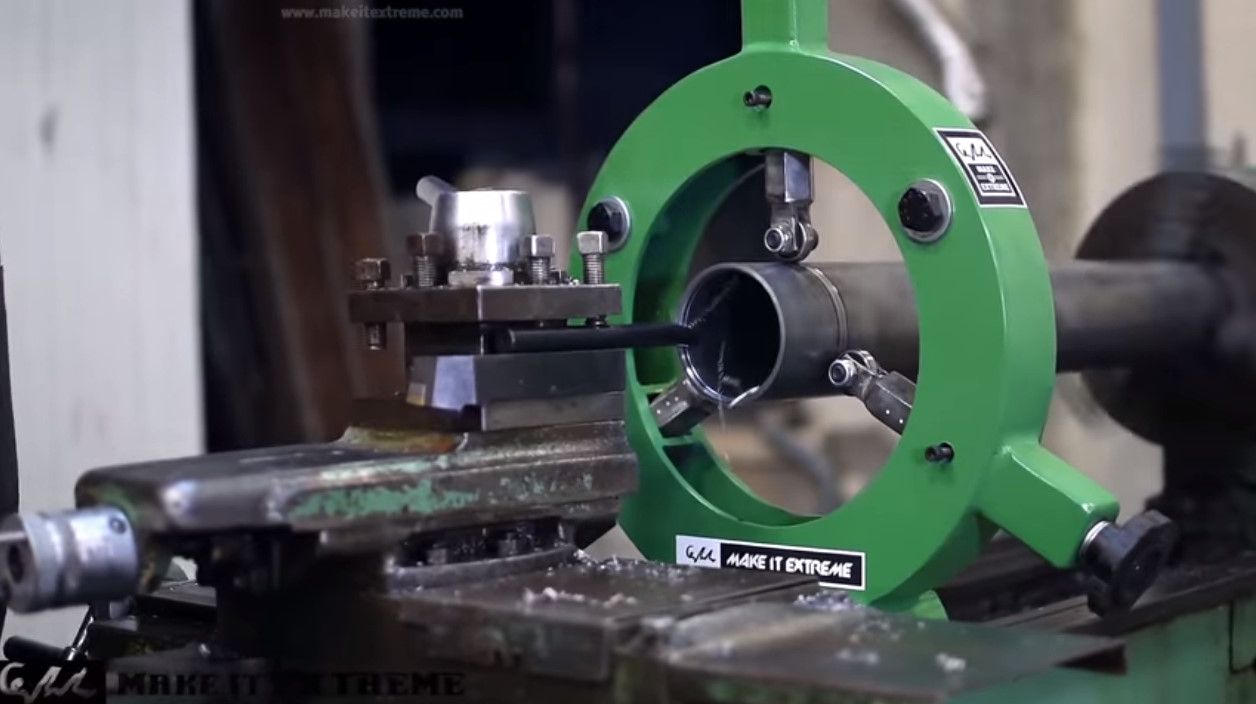
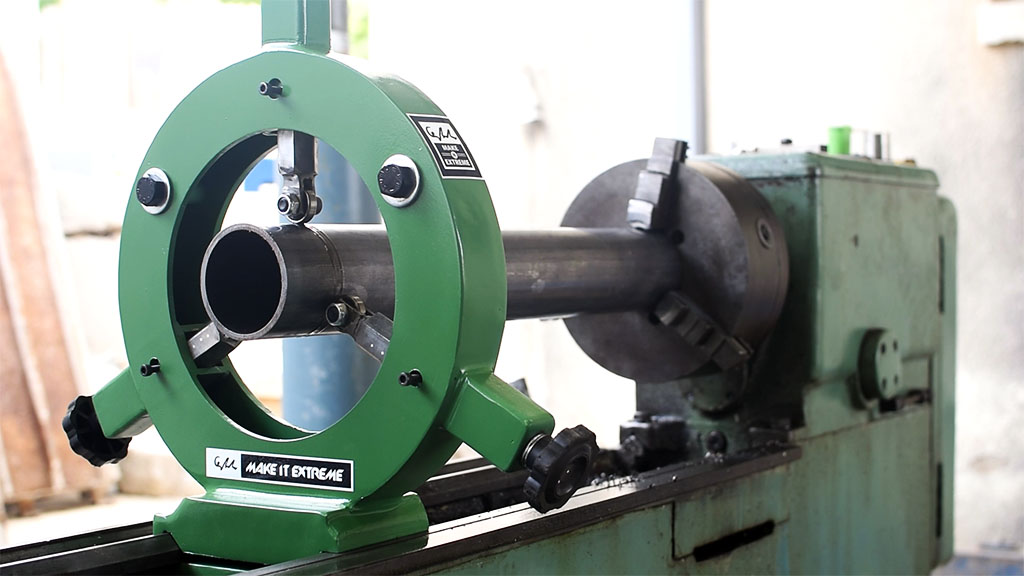
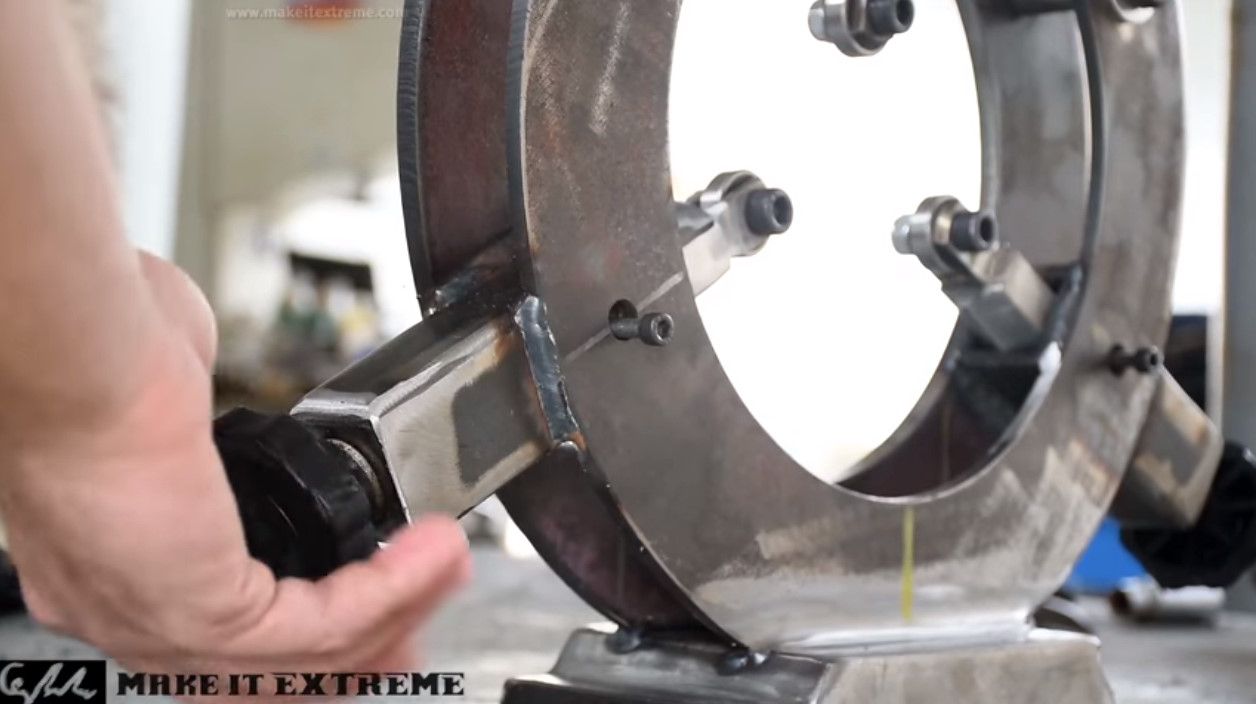
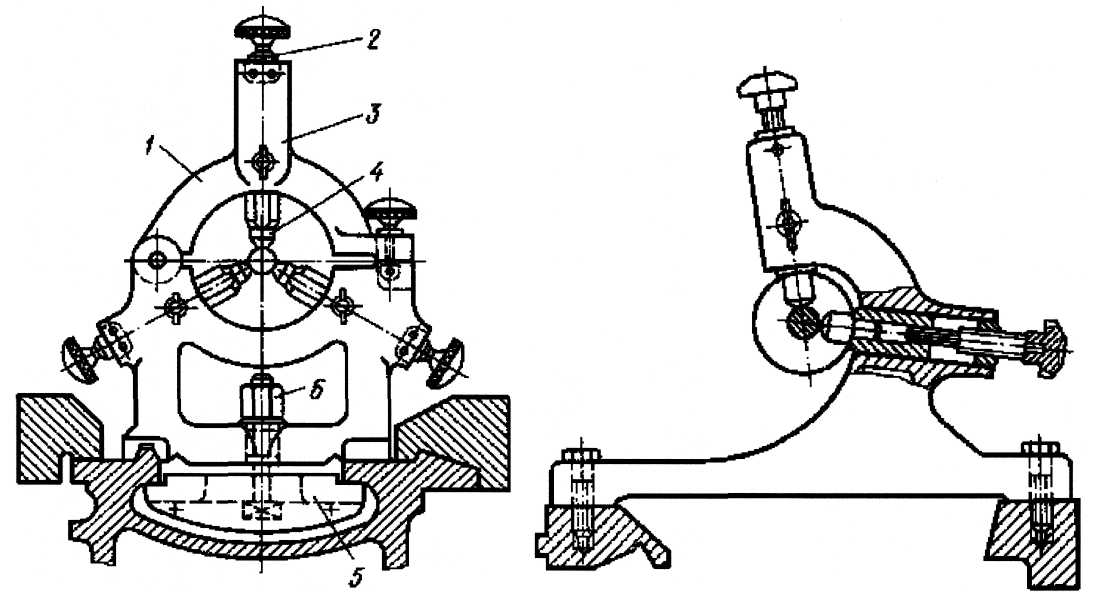

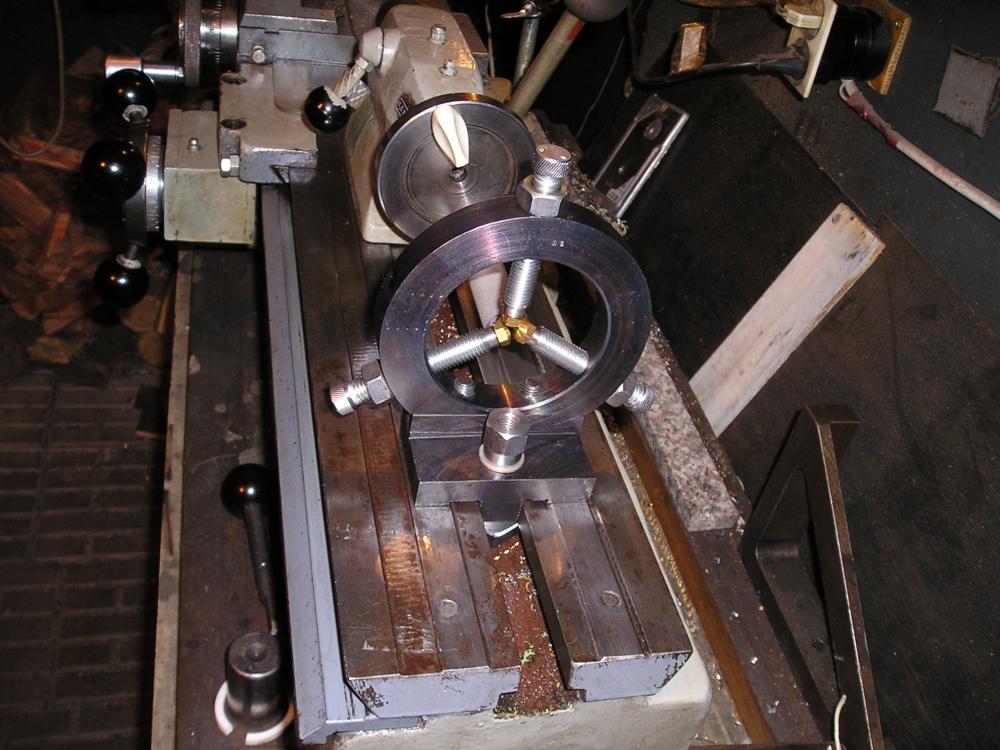
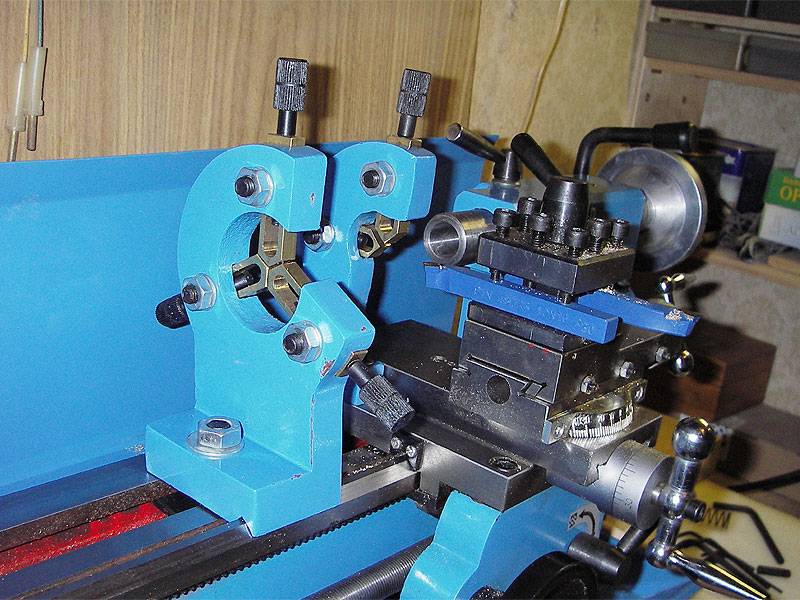


Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
Подвижный люнет
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Обработка нежестких деталей
В процессе работы за токарным станком часто не удается достичь желаемого результата при использовании деталей, длина которых превышает в 10-12 раз диаметр, в сочетании с традиционными методами зажима. Устранить этот недостаток можно путем добавочного закрепления детали. Решить эту задачу позволяют люнеты для токарных станков. Следует заметить, что люнеты бывают разными и предусматривают свои особенности в плане работы с ними.
Неподвижные люнеты для токарных станков и их использование
Местом размещения неподвижного люнета служит станина станка, а в качестве зажимного элемента используется болт и планка. В корпусе этого приспособления можно выделить несколько основных элементов:
- основание;
- крышка, которая скреплена с основанием при помощи шарнира.
Чтобы можно было зафиксировать крышку в рабочем положении, предусмотрен откидной болт с фасонной головкой. Особенностью конструкции люнета для токарных станков является наличие трех кулачков, среди которых два находятся в основании, а еще один на крышке. Подобные кулачки предусматривают возможность изменения их положения в отверстиях, сделанных в корпусе, что осуществляется при помощи регулировочных болтов. Чтобы зафиксировать кулачки в необходимом положении, используют соответствующие винты.
Традиционным материалом для кулачков люнетов служит чугун. Если условия работы создают вероятность того, что поверхность обрабатываемой заготовки будет повреждена в результате трения о кулачки, то нелишним будет дополнить разместить на стальные кулачки защиту в виде бронзовых наконечников. Альтернативным этому решением могут быть кулачки, рабочая поверхность которых имеет специальное покрытие на основе баббита. В тех случаях, когда предполагается слишком быстрый износ кулачков, защиту рабочих поверхностей обеспечивает покрытие из твердого сплава, создаваемого путем наплавления. Заменить их можно люнетами для токарных станков, у которых кулачки имеют встроенные ролики.
Неподвижный люнет для токарных станков устанавливают на токарном станке следующим образом. Саму заготовку фиксируют в центрах, а в качестве опоры для нее выступают три кулачка люнета, которые должны быть предварительно настроены. Если приходится иметь дело с заготовкой, имеющей точные размеры либо уже прошедшей обработку, то установка люнета может быть проведена без предварительного протачивания шейки на участках, где будут размещаться кулачки люнета для токарных станков. Иначе все же потребуется проточить шейку там, где заготовка будет контактировать с кулачками.
Процедура обработки шейки, которая по своей длине должна слегка превышать ширину кулачков люнета, может быть выполнена несколькими способами.
Если работа осуществляется с заготовкой, имеющей большую длину и незначительную толщину, то ее зажимают в центрах, после чего приступают к точке шейки в заранее определенном месте
Важно по возможности минимизировать подачу и глубину резания, тем самым это позволит предотвратить прогиб вала и вибрации. Этим же руководствуются, когда выставляют наиболее максимальный главный угол резца, а радиус закругления вершины резца минимизируют, при этом передней поверхности следует придать выгнутую форму
Главной режущей кромке резца желательно придать отрицательный угол наклона. Это приведет к тому, что резец будет как бы натягивать детали на себя. Если для резца будет выставлен положительный угол наклона, то удастся обеспечить обратный эффект в виде отталкивания детали, что чревато образованием вибрации.
Если приходится иметь дело с очень длинной и тонкой заготовкой, из-за чего не получается проточить шейку в центре, придерживаясь вышеперечисленных правил, то выходом может стать проточка временных шеек, которые должны находиться как можно ближе к передней бабке. Если шейка будет проточена на расстоянии от передней бабки, соответствующем одной четверти общей длины заготовки, то против нее размещается люнет, после чего процедуру повторяют, создавая еще одну временную или требуемую шейку.
Какие бывают люнеты, их устройство
Приспособление применяют тогда, когда нужно избежать риска повреждения и деформации изделия или режущих элементов станка за счет придания заготовке дополнительной устойчивости, в отдельных случаях — для возможности обработки детали с торца. Устройства бывают подвижного типа и неподвижные.
Люнет неподвижной конструкции
Механизм этого типа предназначен создавать поддержку для габаритных длинных деталей во время обработки. Его крепят в область нижнего зацепления станка стационарно и неподвижно. Результат использования – уменьшение биений и вибраций, повышение точности обработки. Неподвижный люнет состоит из:
- Основы, которая непосредственно крепится к станку при помощи специального болта,
- Крышки, при помощи шарнира соединенной с основанием,
- Фиксатора крышки к основанию,
- Выдвижных кулачков или роликов (обычно их три),
- Механизмов подачи и фиксации кулачков.
В некоторых случаях первые два элемента могут выступать единой конструкцией.
Так как кулачки имеют непосредственный контакт с обрабатываемой поверхностью, в месте соприкосновения последняя может нарушаться. Во избежание этого на концах упоров есть бронзовые наконечники. Сами же кулачки изготавливают из твердых сплавов, чтобы они выдерживали серьезные динамические нагрузки. Выдвижные ролики оказывают меньшее влияние на заготовку в плане ее повреждения.
Люнет подвижной конструкции
Подвижный токарный люнет устанавливают на станке, на его продольном суппорте, и закрепляют к каретке. Вдоль этого суппорта его можно свободно перемещать аналогично тому, как перемещается токарный резец. Приспособление может быть применено для разных диаметров изделий. Результат использования – токарный резец оказывает меньшее давление на поверхность, обработка проходит более равномерно, исключается риск разрушения режущего элемента.
Кроме системы крепления к станку, все остальные элементы люнета подвижной конструкции схожи с неподвижным приспособлением. Существует определенная классификация устройств подвижного типа для токарных станков:
- По типу элементов удержания заготовки – фиксаторы кулачковые, фиксаторы со встроенными роликами,
- Для разных операций обработки детали – под шлифовку, под обточку, для изготовления подшипников,
- По количеству выдвижных упоров – с тремя и более фиксирующими элементами,
- В зависимости от системы регулировки фиксаторов – механическим способом вручную, гидравлическим способом, автоматически.
Выделим некоторые преимущества
- Производится отечественным производителем;
- Имеет довольно не большой вес, компактен;
- В основе разработки бесцентровый метод;
- Сверхточный прибор, способный измерять округлости деталей.
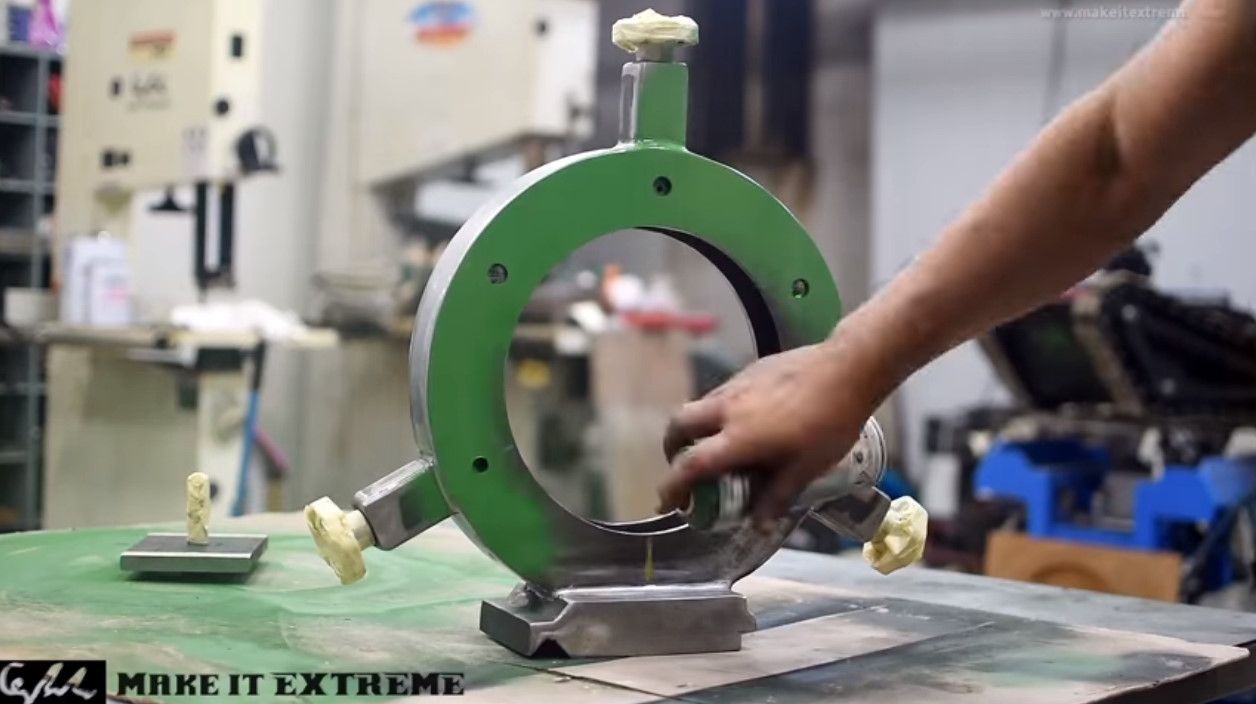
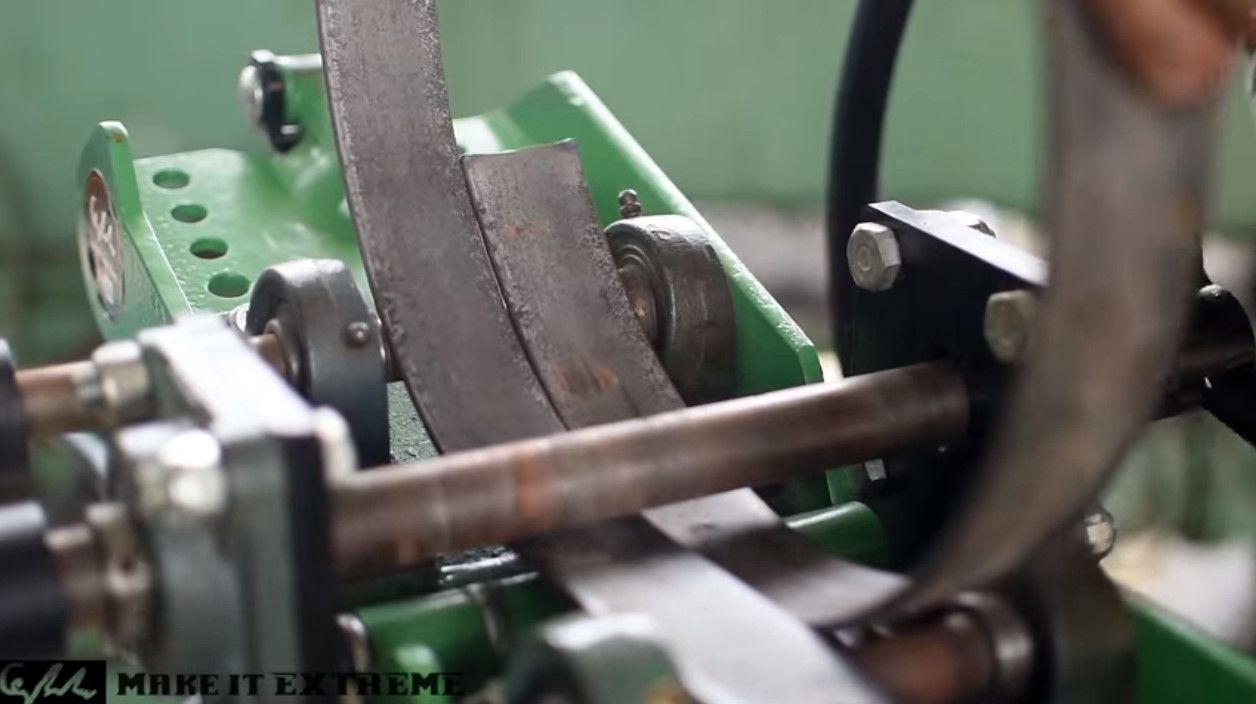
Прилагаем несколько изображений, как выглядят люнеты в работе.
Чертеж люнета (общий вид)
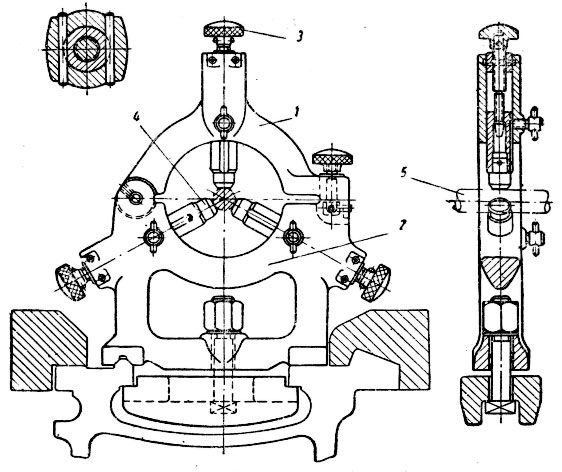
- откидная крышка;
- основание люнета;
- установочные винты;
- колодки;
- обрабатываемая деталь;
| Данные люнеты широко применяются везде, где нужно измерить округлости прокатных валов, а именно: цилиндров печатных машин, валов в бумагоделательной индустрии, валов авиадвигателей, цилиндры печатных машин, роторов генераторов либо турбин. |
| Люнеты, находящиеся на изображении, дают возможность снимать неровности таким образом, что до полного устранения неровностей («как чисто») требуется подать круг на меньшую величину, чем при обычном шлифовании на башмаках. |
Подвижный люнет 1К62
В комплекте к универсальному токарно-винторезному станку 1К62 идет два люнета (неподвижный и подвижный). У неподвижного люнета есть крышка. Она крепится к основанию при помощи винтового соединения. На днище имеются пазы. По форме они идентичны направляющим станины станка, благодаря чему удается хорошо зафиксировать люнет и исключить перемещения по любым осям. Позволяет вести обработку прутков и других тел вращения диаметром от 20 до 130 миллиметров.
Подвижный люнет позволяет обрабатывать изделия диаметром 20 – 80 миллиметров. Таким образом, люнет значительно расширяет технологические возможности станочного оборудования (ведь без него минимальный диаметр обработки составляет 40 миллиметров)
Это очень важно. Существуют определенные ограничения по частоте вращения шпинделя (а значит, и заготовки). Так, максимальная скорость вращения – 2000 оборотов в минуту, а минимальная – 12,5 оборота в минуту
Так, максимальная скорость вращения – 2000 оборотов в минуту, а минимальная – 12,5 оборота в минуту.
Станки данного типа уже давно не производятся и считаются морально устаревшими. А вот люнеты до сих пор изготавливаются многими инструментальными и станкостроительными заводами. Это говорит о многом.
Важные нюансы
Перед покупкой или применением этих устройств следует ознакомиться со следующими важными моментами:
- Обточку места соприкосновения детали с фиксаторами люнета можно проводить только в случае черновых работ. Если деталь имеет фиксированные размеры или ее поверхность уже была предварительно обработана, то не стоит проводить с ней предварительную обточку.
- Если оператор проводить чистовые работы, но есть необходимость надежно закрепить деталь, то можно использовать специальный валик-накладку цилиндрической формы. По диаметру он должен быть сходным с диаметром обрабатываемой заготовки в месте ее контакта с кулачками люнета. Одна часть накладки фиксируется в приборе, а другая в патроне станка.
- При работе с очень тонкими или длинными деталями не всегда есть возможность предварительно проточить шейку для установки в люнете. В этом случае рекомендуют делать несколько временных шеек с максимальным приближением к передней бабке.
- Резец станка желательно настроить с отрицательным углом. В противном случае он может отталкивать деталь от себя, вследствие чего будет снижаться точность обработки.
Основными производителями люнетов являются Jet (США), Днепропресс (Украина), Астраханский станкостроительный завод (Россия), Zmm (Болгария), Proxxon (Германия), SMTCL (Китай).
Токарные работы – это операции, связанные с обработкой цилиндрических заготовок. Из них получают круглые детали различной конфигурации и длины. Если рассматривать токарные работы по металлу, то короткие заготовки обрабатывать проще, и результат получается точнее: здесь отсутствует эффект провисания стальной болванки. Для длинных же заготовок (длина которых превышает диаметр на величину более чем в 12 раз) существуют специальные приспособления – люнеты для токарных станков. Они облегчают работу токаря и повышают точность обработки заготовки. В токарных станках для обработки древесины люнеты тоже бывают нужны, хотя древесина в связи с более легким составом материала менее подвержена провисанию.
Предназначение
На токарных станках можно обрабатывать заготовки разной длины. Это зависит от габаритов оборудования. Многие не знают, зачем используется люнет. Предназначение элемента:
- Предварительная обточка шейки заготовки.
- Обработка изделий большой длины. Посередине она провисает. Люнет закрепляется на центральной части заготовки, чтобы исключить возникновение вибраций, образование неровностей.
- Обработка торца болванки. В таких ситуациях нет возможности закрепить зажим на этой части детали. Люнет должен быть закреплен ближе к обрабатываемой зоне, на последнем этапе проведения работ.
Дополнительный элемент можно перемещать зависимо от того, где нужно сделать дополнительное крепление.
Виды неподвижных люнетов
Данные устройства могут быть нескольких разновидностей, так как люнет неподвижный роликовый и кулачковый хоть и служит для одной цели, имеет различный метод фиксации. Ролики люнета обеспечивают более свободное передвижение при обработке. Помимо этого, существуют также специальные устройства, которые применяются для помощи в шлифовке роликов бесцентровым способом, подшипников и так далее. Они также относятся в данную категорию. Самыми распространенными являются те, у которых имеется ручное независимое ручное перемещение кулачков, но если необходимо применять их на станках, которые снабжены ЧПУ, то здесь более актуальными будут самоцентрующиеся устройства люнеты с гидроприводом.
Размеры люнета также относятся к одному из основных факторов отличия, так как в моделях для одного и того же станка нередко замечается разброс по размерам внутреннего диаметра и диапазону обрабатываемой заготовки.
Это интересно: Ленточный конвейер — ГОСТ, устройство, типы, применение, принцип работы
Из чего состоит токарный станок: основные узлы
В большинстве своём промышленные и бытовые токарные станки сходны. Разница заключается в функциональности, мощности и весе. На рисунке ниже представлено устройство типового токарно-винторезного станка. Основными узлами являются:
- станина;
- суппорт;
- передняя бабка (размещение коробки передач для регулировки скорости вращения и изменения величины крутящего момента);
- задняя бабка (для более устойчивого и надёжного поддержания заготовки или детали, зажатой в патроне (шпинделе), а также для установки свёрл, метчиков и прочих инструментов);
- резцедержатель.
Устройство токарно-винторезного станка
Станина
Одним из главных элементов является станина – массивная металлическая основа, на которой смонтированы все главные узлы и детали оборудования. Она должна быть достаточно прочной, а масса таковой, чтобы не позволить станку опрокинуться в процессе работы. Для напольного варианта добавляются массивные опоры (тумбы).
Станина токарного станка
Суппорт токарного станка
Суппорт токарного станка предназначен для передвижения вдоль, поперёк и под углом к оси шпинделя резцов, закреплённых в резцедержателе. Устройство имеет крестовую конструкцию, состоящую из трёх основных элементов: каретка, поперечные и резцовые салазки.
Суппорт токарного станка по металлу для дома
Изготовление своими руками передней бабки токарного станка
Передняя бабка является одним из наиболее сложных узлов токарного станка, особенно для самостоятельного изготовления. В ней располагается редуктор со шпинделем и блоком управления. Под кожухом передней бабки находится электродвигатель, который соединён ременной передачей со шкивом редуктора.




Самодельная передняя бабка в сборе с патроном
В данном узле расположен блок, состоящий из сменных шестерён, предназначенных для передачи и изменения скорости вращения шпинделя и крутящего момента с вала коробки подач. Можно купить переднюю бабку токарного станка или сделать её самостоятельно.
Гитара токарного станка
Задняя бабка токарного станка
Задняя бабка токарного станка по металлу является подвижной и предназначена для прижима заготовки к центру шпинделя. Один из элементов этого узла – пиноль, на которой установлен неподвижный или вращающийся центр, упирающийся остриём в обрабатываемую деталь. Заготовка устанавливается в патрон на шпинделе и подпирается задней бабкой. Таким образом, обеспечивается надёжное крепление детали для качественной её обработки.
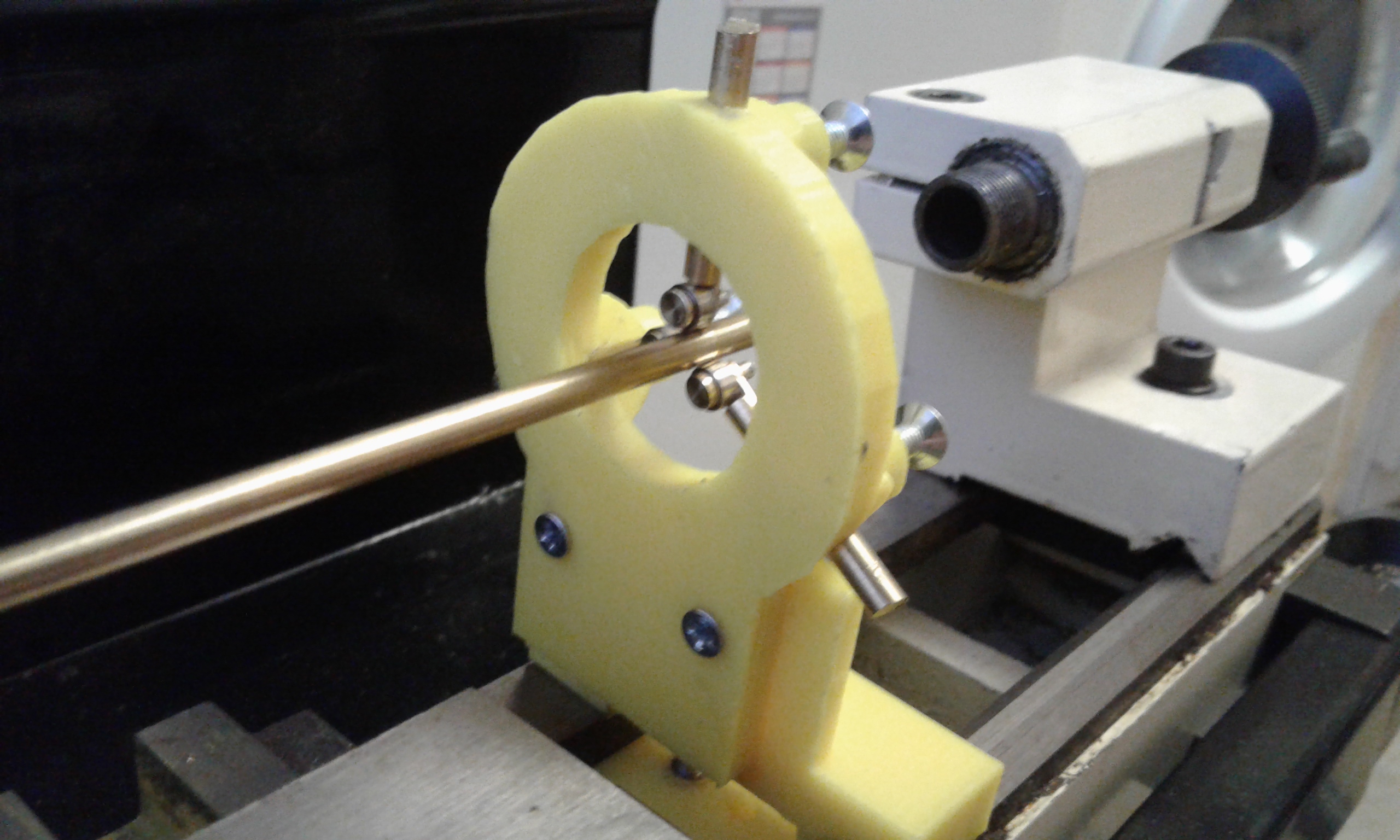
Самодельный неподвижный люнет.
Самодельный неподвижный люнет для моего токарного станка Калибр 350/550.
Люнет приспособление полезное, оно позволяет расширить возможности станка и точность обработки длинных деталей, что для моего хобби может быть очень полезным.
Подвернулся небольшой кусочек стального листа, немного побитый ржой и временем.
Решил сделать из него неподвижный люнет, что только не сделаешь для своего маленького китайского друга.
Приступил к исполнению желания. Вот как это было.
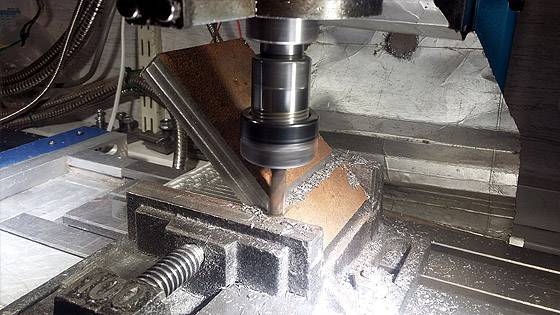
Прорезал на фрезерном станке в листе или заготовке отверстие 100мм.

Примерил к станку.

Отрезал лишний метал, и раскроил его на заготовки для опор подшипников.

Профрезеровал в них пазы.

Вот что у меня получилось.

Сделал небольшой уступ под подшипник с одной стороны, сразу на всех заготовках.

Установил подшипники и примерил к отверстию заготовки люнета. Выглядит вполне похоже на желаемое чудо.

Из небольшого кусочка металла сделал подошву люнету. Сначала прорезал паз под призму.
Ободрал ржавчину и сделал паз, для установки самого люнета.

Этот паз нужен чтобы при сварке детали остались перпендикулярны станине станка, а угол 90 градусов по вертикали можно будет подрихтовать кувалдой или молотком. Вот так выглядит готовая подошва, и заготовка для осей опор подшипников.

Оси, будут представлять конструктивно обычную шпильку, с утолщением по середине. Вот так мы их нарезаем резьбой М10.
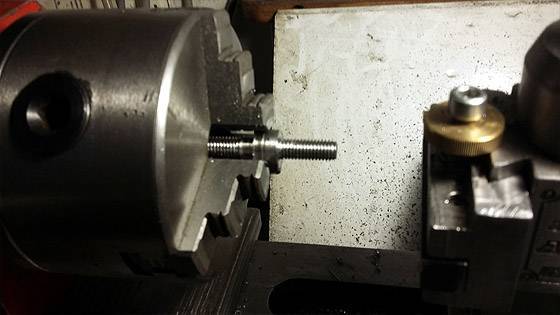
Вот и готово, осталось сделать только отверстие и нарезать резьбу.

На подходящем прутке нарезал резьбу М5.
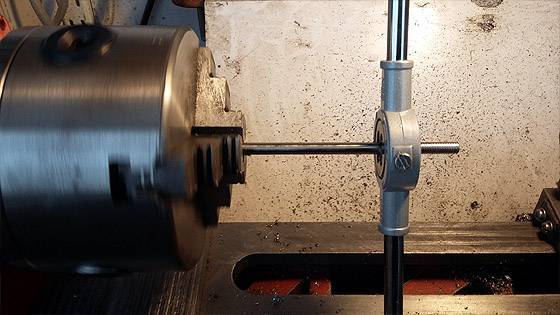
Вот так это будет собираться до кучи.

На основной заготовке люнета сделал пазы и отверстия для крепления осей и упоров. При помощи поворотного стола окружность просто разделить на 120 градусов.

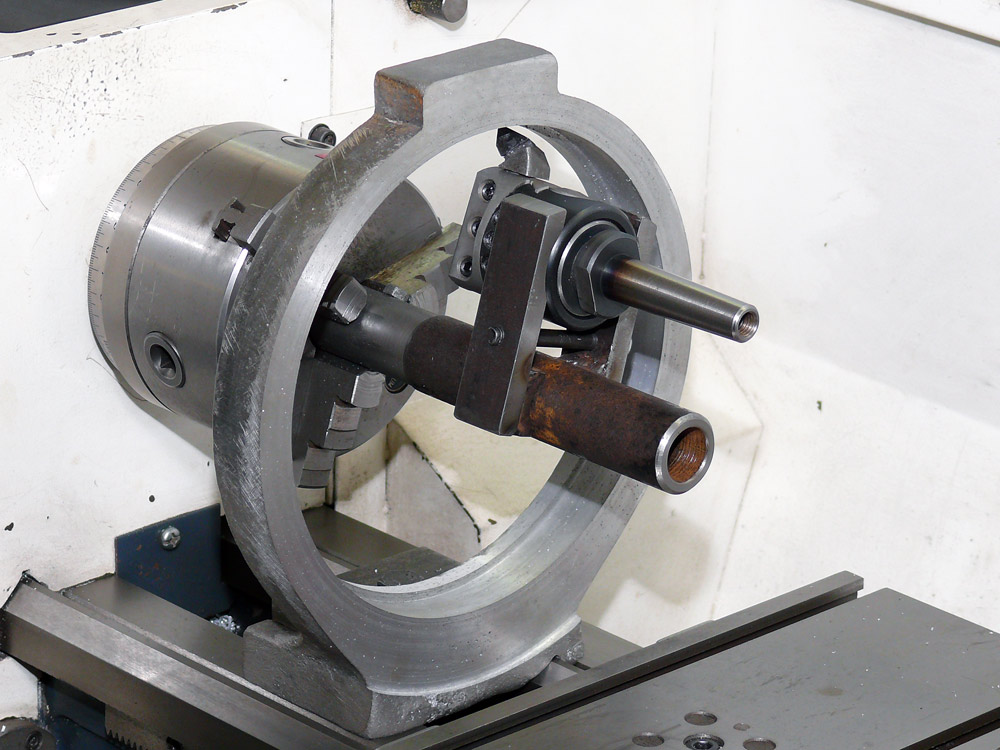
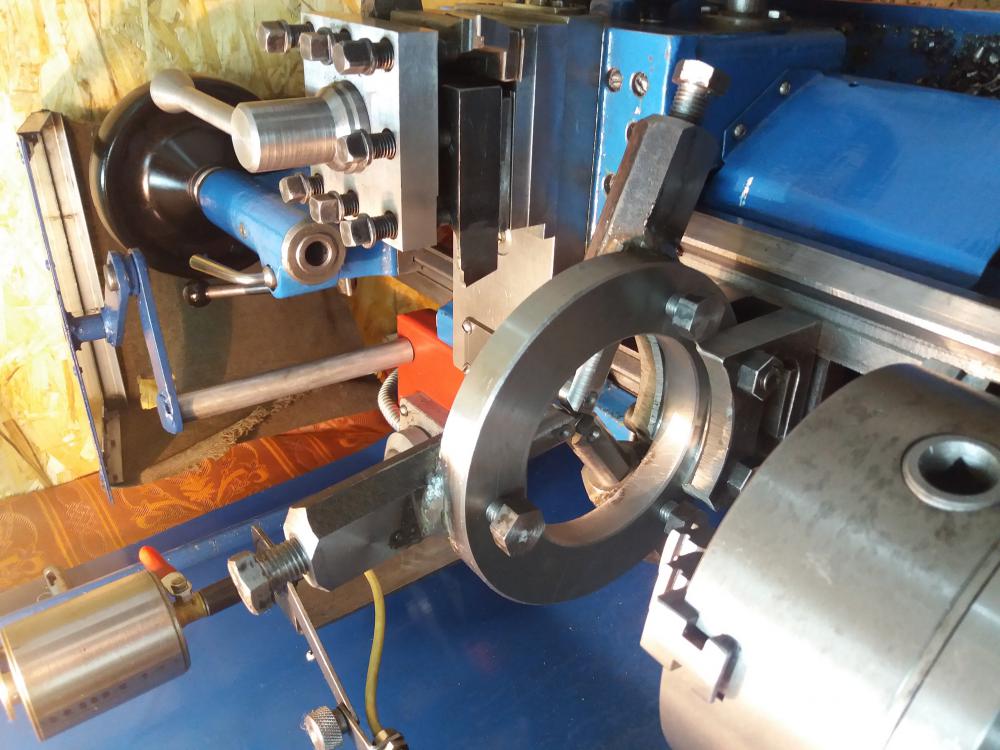
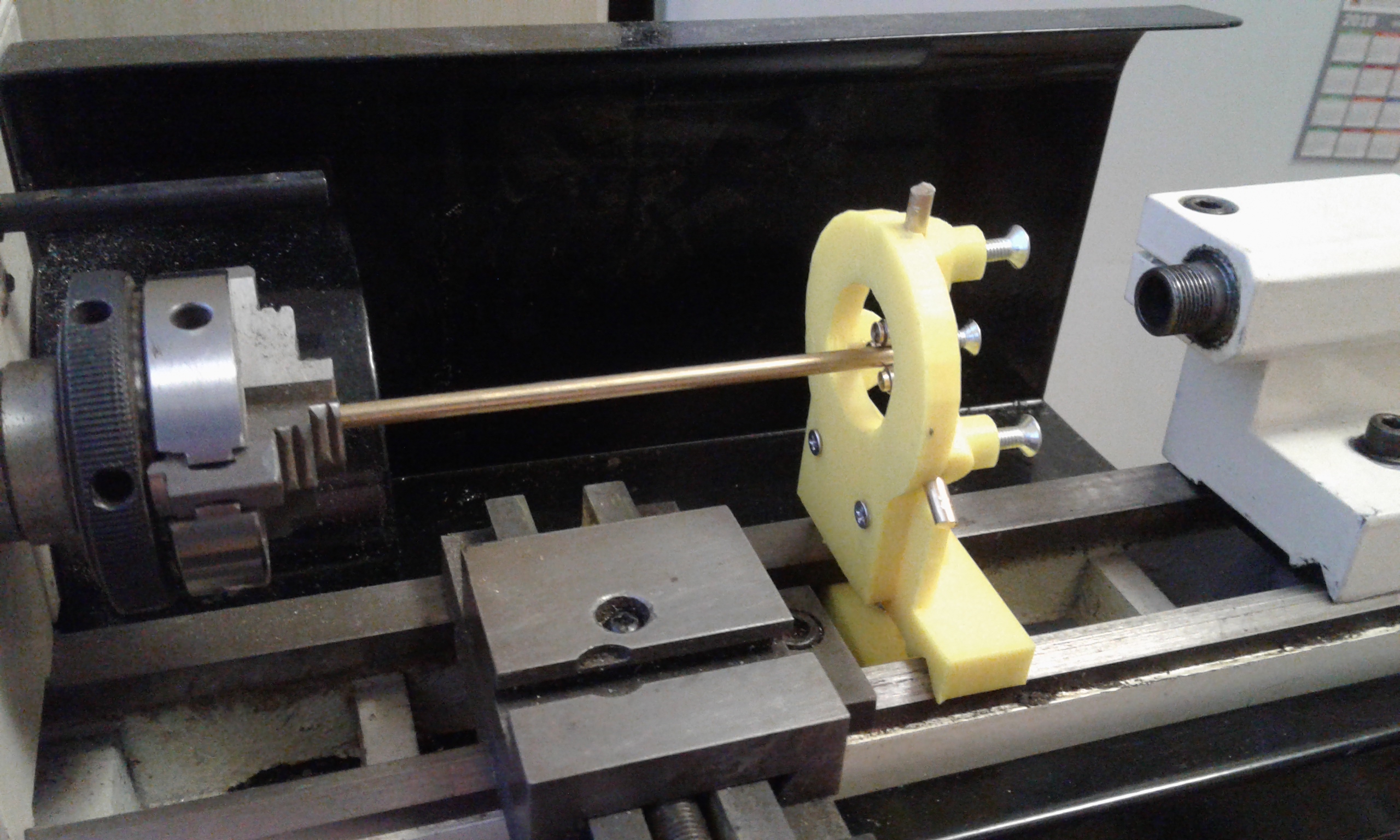
Вот как выглядит теперь моя заготовка люнета на токарном станке.
Вид на люнет, со стороны задней бабки.
Ах да, добавил гаек на оси, и в местах их установки нарезал ответную резьбу.
Выточил барашки и накатал рельеф, получились такие удобные крутилки.
Вид со стороны оператора, на подошву.

Вид на люнет,со стороны передней бабки.

Осталось только сварка, и опробовать приспособление в работе. Как только будет свободное время, сразу продолжу.
Да испытаний дело пока не дошло, так как уперся в прижим к станине.
Станина у меня, имплантирована дополнительными перегородками в окнах.
Поэтому прижим снизу не вставить, и я выпилил типа как на суппорте станка планочки.
Переднею планку сделал со сдвигом, так удобней будет снимать или ставить люнет.
Вот как выглядит процесс установки.
На слегка ослабленных винтах, накидываем подошву на станину станка.

Теперь только нужно придвинуть переднею планку и закрутить винты.

Получилось вполне работоспособно на мой взгляд.

В сборе выглядит так.

Вот теперь точно только сварка нужна.
Приварил подошву к люнету.

Сварщик я ещё тот и подошву лихо выгнуло, такого я сам не ожидал.
Пришлось немного поправить, ну и вот что у меня получилось.
Вот небольшое видео , или пробный пуск…
Ну и ремонт небольшой детали от часов.
Часто спрашивают, что вы на этих станочках делаете.
Принесли вот такую деталь с трещинами.

Нужно укрепить корпус.

Вот из такого кольца, срезанного при изготовлении с будущей шестерни я сделал колечко.

Одел колечко и проточил с наружи.

Получилось не плохо на мой взгляд.
Внешний вид вроде не испортил.
Раскрасил как смог…
Художник из меня ещё тот…
- Назад
- Вперёд