Наименование
Каждый станок, входящий в токарно-винторезную группу, имеет определенное название с числовым обозначением. Выбор наименования неслучайный: символы отражают признаки прибора по разным направлениям.
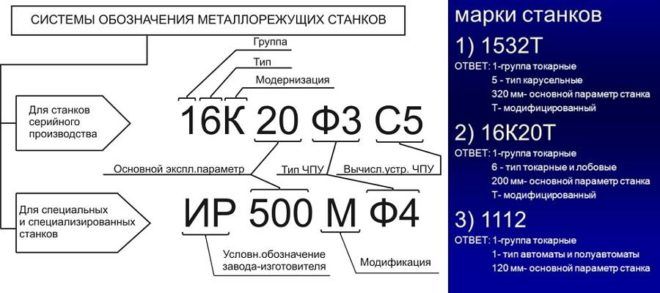
Название модели 16К20 расшифровывается таким образом:
- Цифра «1» – это номер и характеристика типажной группы токарного оборудования по классификации Московского экспериментального научно-исследовательского института металлорежущих станков.
- Цифра «6» обозначает номер подгруппы прибора, указывающий на вид работы – токарно-винторезная.
- Буква «К» сокращает название завода, где был изготовлен станок.
- Цифра «20» дает знание о высоте центров над станиной. В токарном станке рабочая длина поверхности определяет вес, длину и диаметр деталей.
Малый ремонт
Под профилактическим (малым) ремонтом подразумевают ряд манипуляций, которые проходит станок токарно-винторезный 16К20. Технические характеристики можно сохранить в оптимальном состоянии благодаря таким операциям:
- выполнение зачистки и промывки резцовой головки;
- осмотр подвижных элементов, включая бабку, шпиндель и держатель, на предмет деформации;
- очистку деталей от грязи, пыли и ржавчины;
- проверку кнопок управления и ограничителей;
- регулярную смазку зубчатых, регулируемых и шестеренчатых элементов;
- зачистку прижимных планок, корректирующих и фиксирующих частей;
- устранение утечки масла;
- контроль целостности проводки;
- проверка устройства на предмет шумности, чистоты и точность обработки заготовки.
Кроме того, при малом ремонте проверяют действие пневматического блока станка, а также составляют перечень узлов и деталей, требующих срочной замены при средней либо капитальной проверке.

Достоинства
Станок 16К20, технические характеристики которого являются одними из лучших в своем классе, обладает рядом преимуществ, по сравнению с конкурентными агрегатами:
- универсальность, безопасность;
- надежность;
- простота в обслуживании;
- высокая производительность;
- возможность длительной непрерывной работы.
Невзирая на то, что рассматриваемый станок показал себя надежным агрегатом, в процессе эксплуатации его эффективность снижается. Во избежание этого требуется должный уход, соблюдение правил пользования, регулярная профилактика, малый, средний и капитальный ремонт.
Краткая история серии
Московский станкостроительный завод, решил начать разработку и производство новых токарных станков в 1930 году. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Уже весной 32 года, компания начинает подготовку выпуска первых партий. К завершению того же года, фирма выпустила порядка двадцати пяти экземпляров. Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как токарный станок ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили. 1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20. 1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Применение
Паспорт оборудования гласит, что токарный станок марки 16к20 предназначен для проведения следующих типов операций:
- сверловки отверстий;
- обработки торцов деталей, в том числе формовки на них сложного контура, благодаря двухкоординатной системе регулировки положения резца или другого рабочего органа;
- зенкерования;
- нарезания резьбы, как по внешней поверхности заготовки, так и внутри отверстий;
- расточки конических поверхностей, при правильном составлении программы управления гарантируется высокое качество отделки.
Сфера деятельности, в которой рекомендуется использовать токарные станки 16к20ф3 — мелко и среднесерийное производство деталей, компонентов более крупных конструкций. Это обусловлено механикой работы на оборудовании.
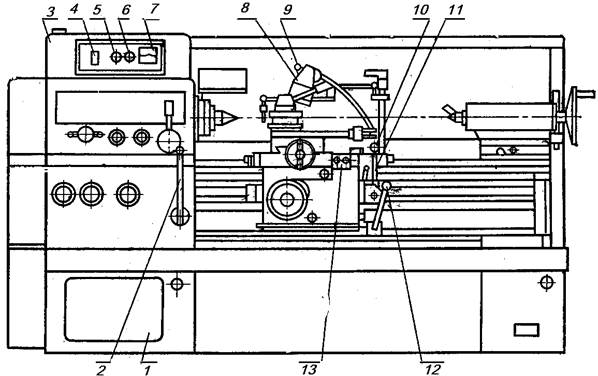
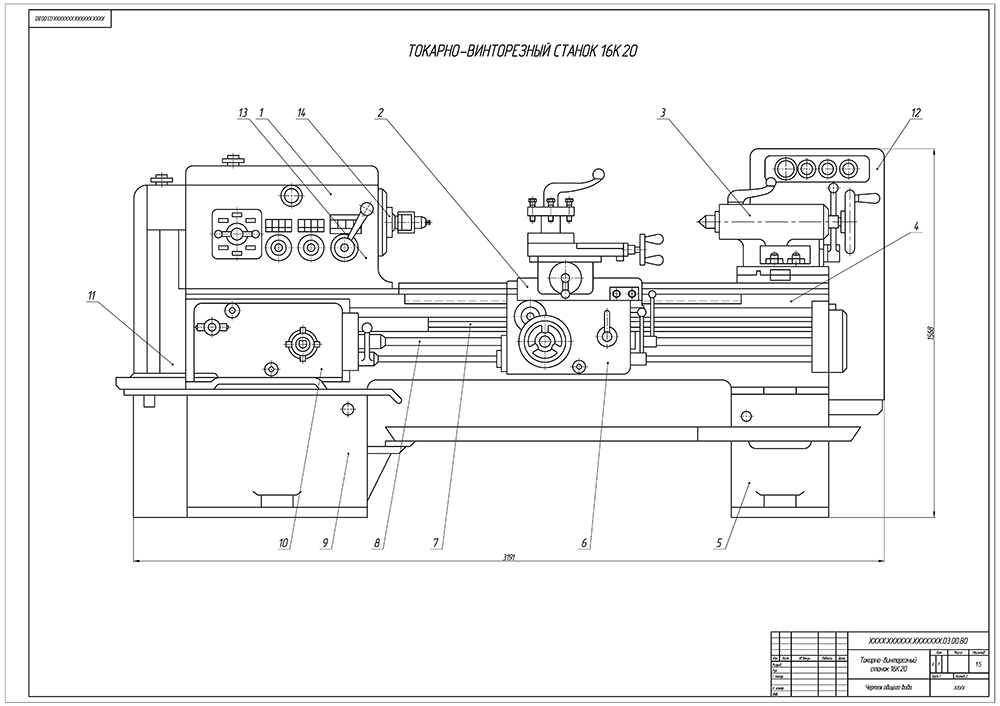
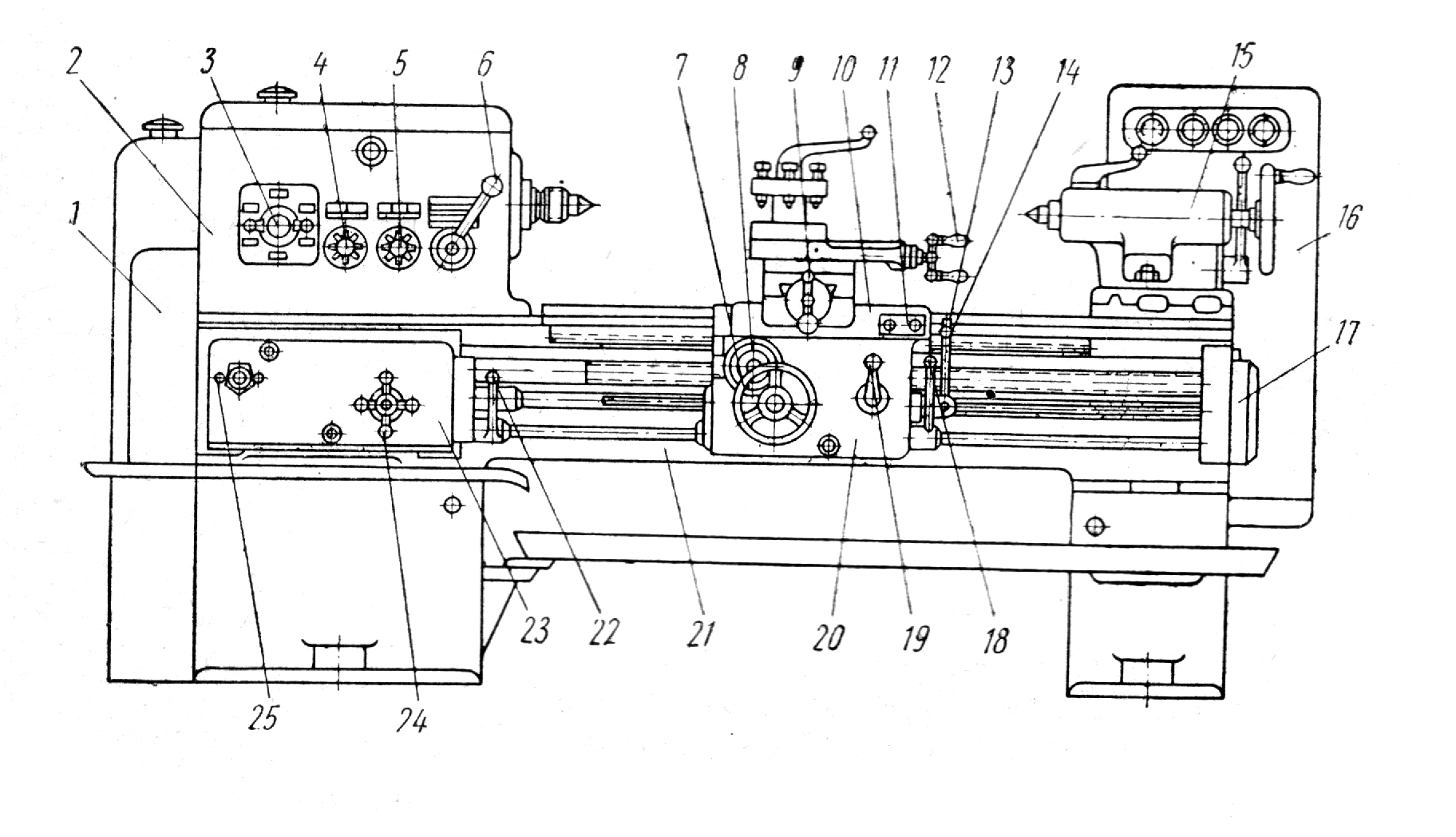
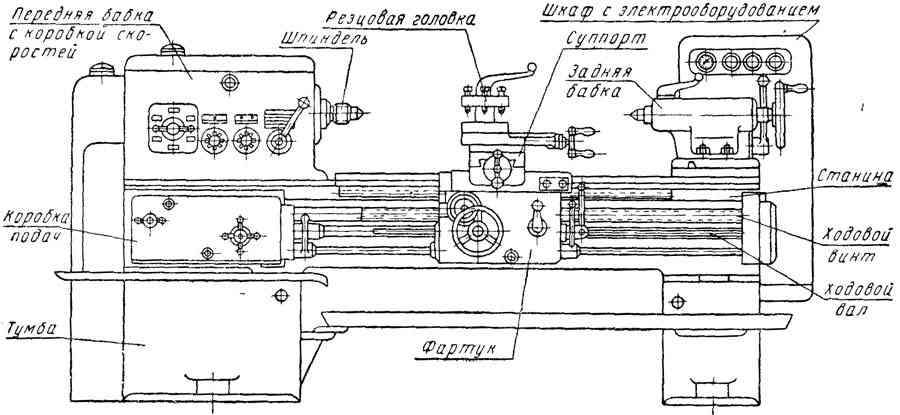
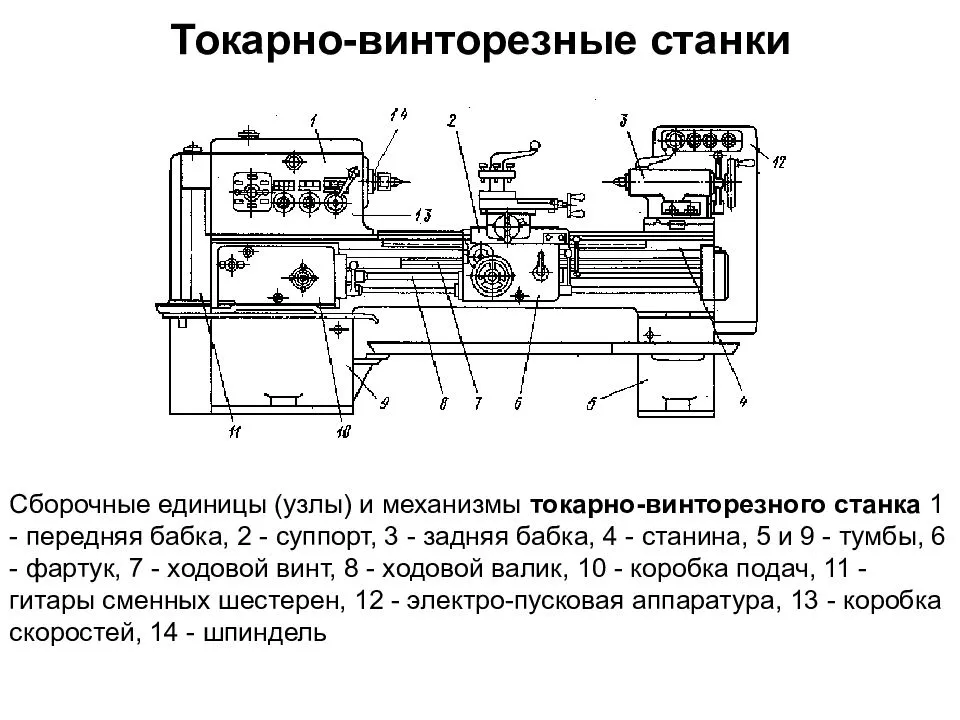
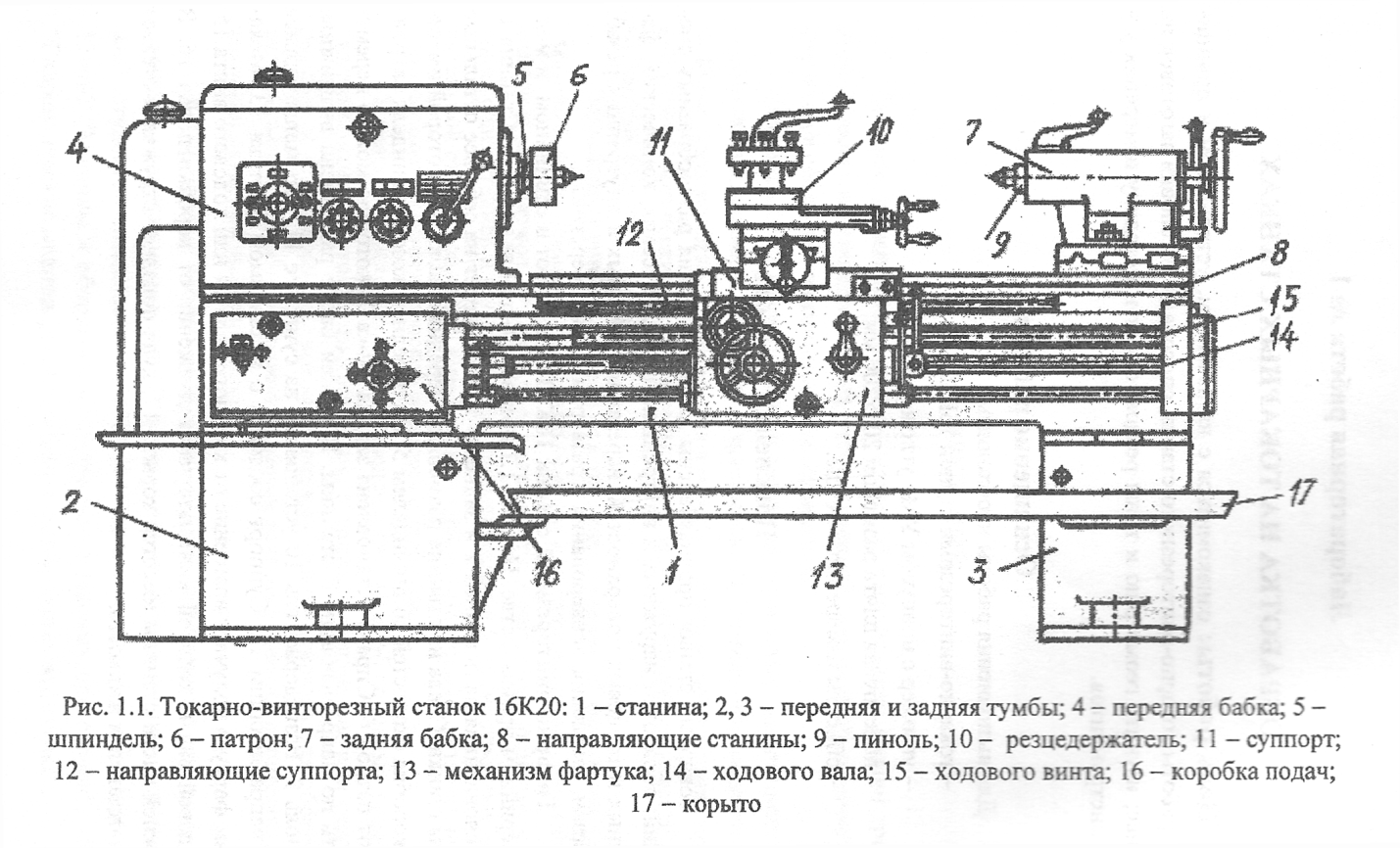
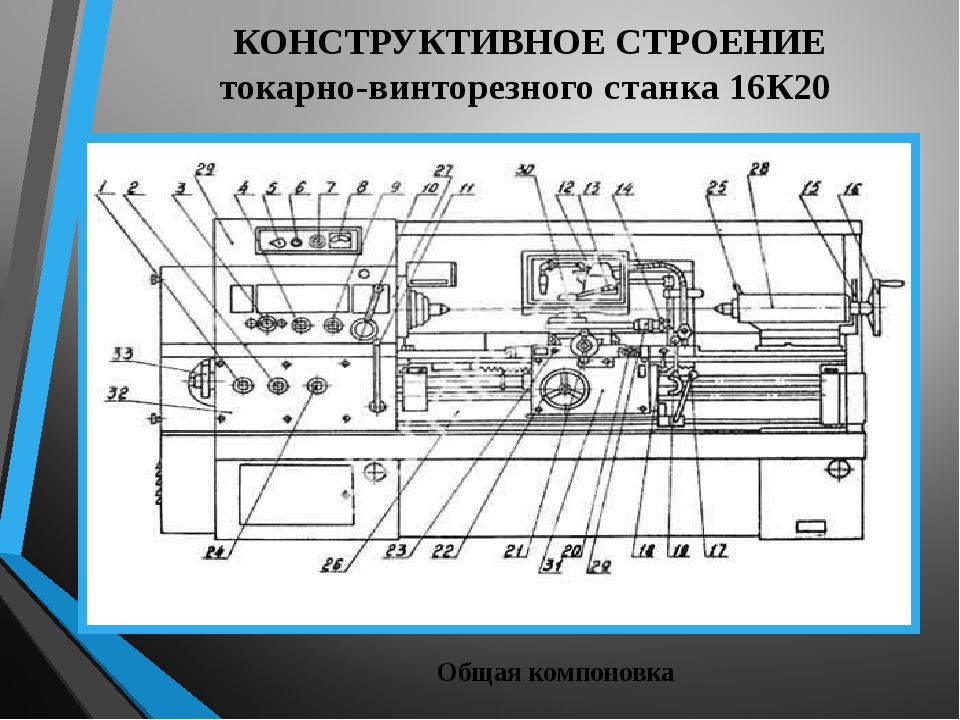
Детализация основных узлов
Станина предназначена для правильного и устойчивого расположения основных узлов (бабок) во время любых нагрузок при эксплуатации. В металлорежущих станках станина может иметь вертикальное или горизонтальное положение. Основные требования к станине любой конструкции:
- устойчивость к вибрации;
- жесткость;
- термостойкость.
Многие типы станков оснащаются траверсой или поперечной балкой, передвигающейся по вертикальным рельсам. На траверсе есть горизонтальные рельсы, по которым передвигаются мобильные узлы. Таким механизмом оснащаются продольно-фрезерные, токарно-карусельные, строгальные, радиально-сверлильные станки. Двухстоечные токарно-карусельные станки дополнительно оборудованы порталом — перекладиной между верхними точками стоек. Портал придает конструкции дополнительную жесткость.
Направляющие — имеют большое значение для точности выполнения деталей, по ним передвигаются мобильные узлы.
Существует несколько разновидностей направляющих:
- качения;
- скольжения;
- комбинированные.
Направляющие быстро изнашиваются, поэтому к подбору материала и изготовлению этих узлов повышенное внимание. Используются серый чугун, сталь, бронза, пластики, композиты
Устройство
Шпиндель, который устанавливают в винторезный станок 16В20, может вращаться со скоростями от 11,5 до 1200 об/мин в прямом направлении, и от 18 до 1520 об/мин в обратном. Для прямого движения задействовано 24 скорости и 12 для обратной. Обратное может быть обеспечено с использованием переборных зубчатых колес, настраиваемых рукоятками, расположенными на передней бабке.
Вращение шпинделя обеспечивает электрический двигатель мощностью 7,5 кВт. Точность его вращения гарантируют установленные подшипники качения повышенной точности.
Запуском, остановкой и включением обратного вращения управляет фрикционная муфта.
При изготовлении переднего конца шпинделя, изготовители руководствуются требованиями ГОСТ 12593. Для присоединения токарного патрона может быть использована поворотная шайба или короткий центрирующий конус.
Для фиксации заготовок применяют токарный патрон с диаметром 200 или 250 мм, который изготовлен под поворотную шайбу.
Размер сквозного отверстия в теле шпинделе составляет 38 миллиметров, то есть на нем можно обрабатывать длинные круглые и полые прутки с диаметром до 36 мм. Внутренний конус – Морзе 5.
Замедление и остановка движения шпинделя осуществляется после отключения фрикционной муфты.
Фартук и коробка подач позволяет выполнять нарезку резьбы разных профилей – метрическую, модульную и многие другие. Для снижения погрешности при ее нарезании ходовой винт включают напрямую, при этом не задействуют коробку подач.
Он предоставляет возможность нарезки метрической резьбы с шагом от 0,5 до 22,4. Кроме этого коробка подач допускает следующие режимы движения:
- Продольные от 0,036 до 22,4 мм/об.
- Поперечные от 0,018 до 11,2 мм/об.
Станина обладает коробчатой формой, что придает ей необходимую жесткость. На ней выполнены направляющие, прошедшие термообработку и шлифовку. Направляющие обеспечивают плавное, а главное точное движение задней бабки и суппорта, на котором смонтирован резцедержатель.
Коробка подач, скоростей, фартук оснащены автономной системой подачи смазки.
Конструкция этого оборудования позволяет монтировать на шпиндельный узел различные привроды – электрический, гидравлический или пневматический патроны для фиксации заготовок.
Резцедержатель надежно фиксирует инструмент или технологические приспособления, например, приспособление для накатки.
Для обеспечения безопасной работы токаря и окружающих его людей предусмотрены ограждения и блокировочные устройства.
Все основные компоненты этого оборудования выполнены из сталей высокого качества, что обуславливает их надежную, долговечную и безопасную работу. В комплект поставки станка входит паспорт, руководство по эксплуатацию и ремонту.
Кстати, эффективную работу станка обеспечивают унифицированные агрегаты – фартук т коробка подач изготавливаемые в Беларуси.
Станок прошел, все необходимые испытания и обладает сертификатом, подтверждающим безопасность его эксплуатации. Он предназначен для использования во всех климатических зонах стран СНГ, только в закрытых, подготовленных производственных помещениях.
Технические характеристики, описание и паспорт 16К20
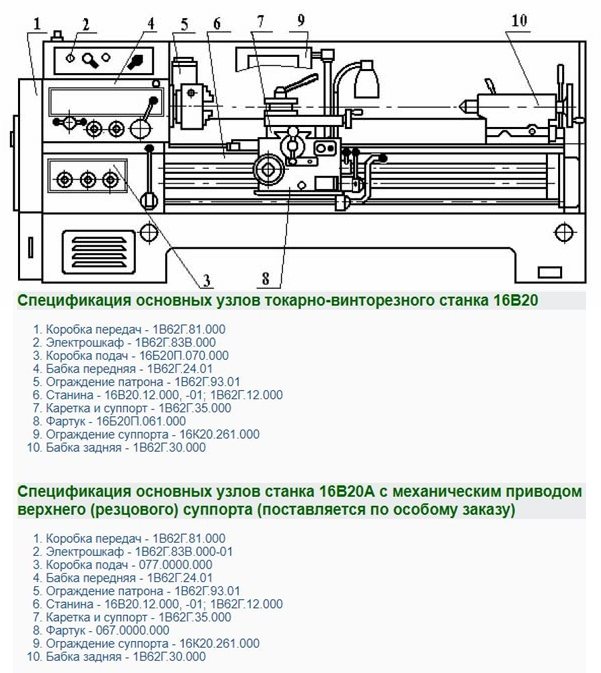
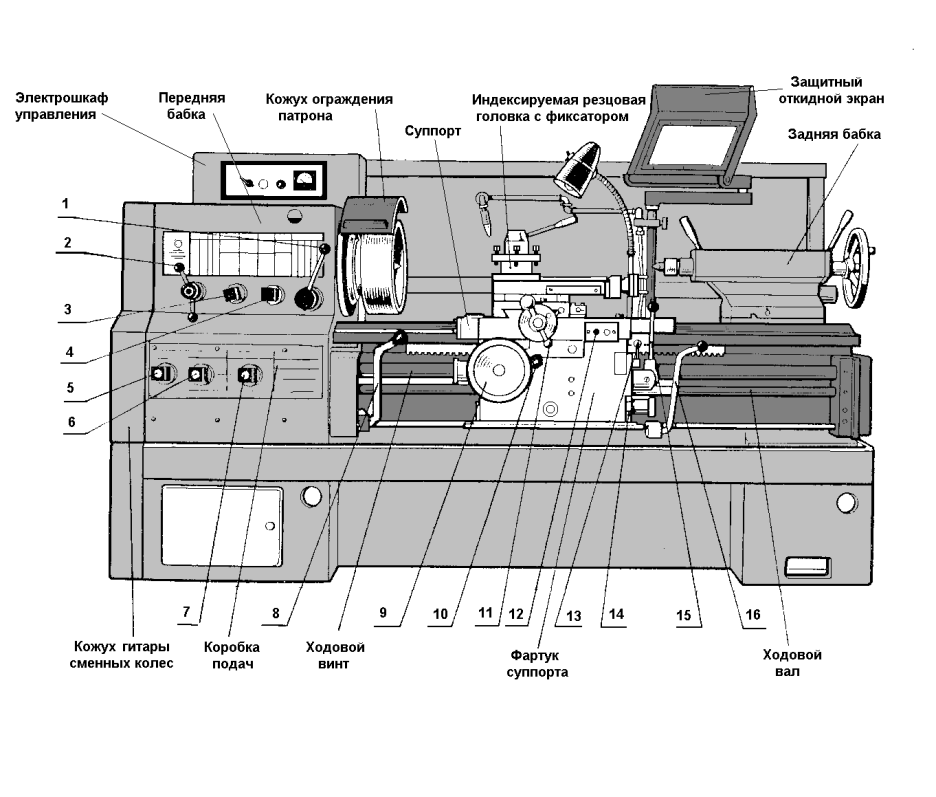
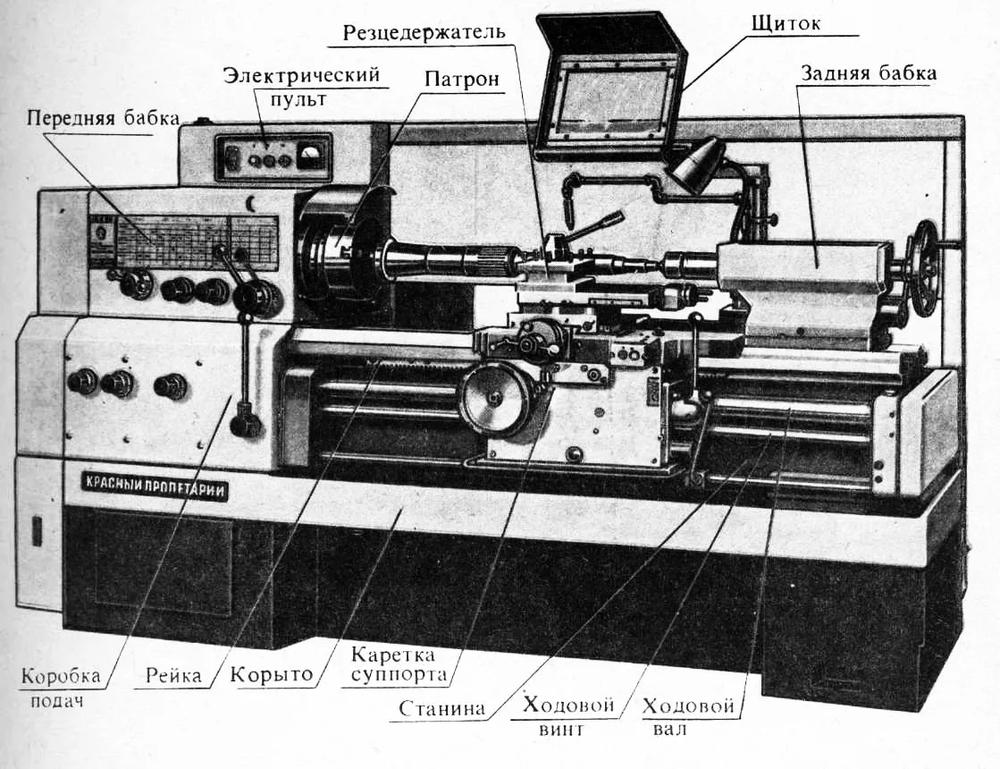
16К20 Токарно-винторезный станок является универсальным оборудованием для точной обработки металлических изделий в полном соответствии с международными стандартами качества. К объективным преимуществам станков данного типа можно отнести удобное управление, широкие функциональные возможности и превосходные эксплуатационные показатели, которые гарантируют высокие результаты и максимальную эффективность при правильном использовании на ремонтных, производственных и других металлообрабатывающих предприятиях. Как правило, станки токарные винторезные применяются для выполнения технологических операций различной сложности с наружными и внутренними поверхностями деталей, включая тела вращения, имеющих разнообразный профиль оси. Помимо этого, станок токарный 16К20 очень часто используется для быстрой и удобной нарезки левой и правой резьбы (метрической, дюймовой, модульной и питчевой), полностью обеспечивая нужды предприятий всех отраслей современной промышленности. Станок токарно-винторезный 16К20 имеет расширенную комплектацию, которая включает в себя все необходимое оборудование для обеспечения успешной работы:
- коробку передач
- электрический шкаф
- коробку подач
- переднюю бабку
- ограждение патрона
- станину
- каретку и суппорт
- фартук
- ограждение суппорта
- заднюю бабку
Технические характеристики токарного станка 16К20
|
Класс точности по ГОСТ 8-82 |
Н |
|
Наибольший диаметр заготовки устанавливаемой над станиной, мм |
400 |
|
Высота оси центров над плоскими направляющими станины, мм |
215 |
|
Наибольший диаметр заготовки обрабатываемой над суппортом, мм |
220 |
|
Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм |
710, 1000, 1400, 2000 |
|
Наибольшее расстояние от оси центров до кромки резцедержателя, мм |
225 |
|
Наибольший диаметр сверла при сверлении стальных деталей, мм |
25 |
|
Наибольшая масса детали, обрабатываемой в центрах, кг |
460..1300 |
|
Наибольшая масса детали, обрабатываемой в патроне, кг |
200 |
|
Шпиндель |
|
|
Диаметр отверстия в шпинделе, мм |
52 |
|
Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм |
50 |
|
Частота вращения шпинделя в прямом направлении, об/мин |
12,5..1600 |
|
Частота вращения шпинделя в обратном направлении, об/мин |
19..1900 |
|
Количество прямых скоростей шпинделя |
22 |
|
Количество обратных скоростей шпинделя |
11 |
|
Конец шпинделя по ГОСТ 12593-72 |
6К |
|
Коническое отверстие шпинделя по ГОСТ 2847-67 |
Морзе 6 |
|
Диаметр фланца шпинделя, мм |
170 |
|
Наибольший крутящий момент на шпинделе, Нм |
1000 |
|
Суппорт. Подачи |
|
|
Наибольшая длина продольного перемещения, мм |
645, 935, 1335, 1935 |
|
Наибольшая длина поперечного перемещения, мм |
300 |
|
Скорость быстрых продольных перемещений, мм/мин |
3800 |
|
Скорость быстрых поперечных перемещений, мм/мин |
1900 |
|
Максимально допустимая скорость перемещений при работе по упорам, мм/мин |
250 |
|
Минимально допустимая скорость перемещения каретки (суппорта), мм/мин |
10 |
|
Цена деления лимба продольного перемещения, мм |
1 |
|
Цена деления лимба поперечного перемещения, мм |
0,05 |
|
Диапазон продольных подач, мм/об |
0,05..2,8 |
|
Диапазон поперечных подач, мм/об |
0,025..1,4 |
|
Количество подач продольных |
42 |
|
Количество подач поперечных |
42 |
|
Количество нарезаемых резьб — метрических |
|
|
Количество нарезаемых резьб — модульных |
|
|
Количество нарезаемых резьб — дюймовых |
|
|
Количество нарезаемых резьб — питчевых |
|
|
Пределы шагов метрических резьб, мм |
0,5..112 |
|
Пределы шагов дюймовых резьб, ниток/дюйм |
56..0,5 |
|
Пределы шагов модульных резьб, модуль |
0,5..112 |
|
Пределы шагов питчевых резьб, питч диаметральный |
56..0,5 |
|
Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н |
5884 |
|
Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н |
3530 |
|
Резцовые салазки |
|
|
Наибольшая длина перемещения резцовых салазок, мм |
150 |
|
Перемещение резцовых салазок на одно деление лимба, мм |
0,05 |
|
Шкала угла поворота резцовых салазок, град |
±90° |
|
Цена деления шкалы поворота резцовых салазок, град |
1° |
|
Наибольшее сечение державки резца, мм |
25 х 25 |
|
Высота от опорной поверхности резца до оси центров (высота резца), мм |
25 |
|
Число резцов в резцовой головке |
4 |
|
Задняя бабка |
|
|
Диаметр пиноли, мм |
|
|
Конус отверстия пиноли задней бабки по ГОСТ 2847-67 |
Морзе 5 |
|
Наибольшее перемещение пиноли, мм |
150 |
|
Перемещение пиноли на одно деление лимба, мм |
0,1 |
|
Величина поперечного смещения корпуса бабки, мм |
±15 |
|
Электрооборудование |
|
|
Электродвигатель главного привода, кВт |
11 |
|
Электродвигатель привода быстрых перемещений, кВт |
0,12 |
|
Электродвигатель насоса СОЖ, кВт |
0,125 |
|
Габариты и масса станка |
|
|
Габариты станка (длина ширина высота) РМЦ=1000, мм |
2795 х 1190 х 1500 |
|
Масса станка, кг |
3010 |


Техника безопасности при работе на токарно-винторезном станке
Перед тем, как приступить к работе токарь должен выполнить следующие действия:
- чтобы одежда не попала под работающие движущие элементы станка, ее необходимо заправить. Длинные волосы должны быть укрыты косынкой, манжеты подвернуты. С забинтованными конечностями также запрещено подходить к работающему агрегату;
- выполнить заземление станка;
- чтобы не оступиться в процессе работы у станка, решетка под ногами должна быть закреплена и устойчива;
- ходовые винты и валики нужно смазать. Уровень масла также надлежит проверить в коробке скоростей и в масляном резервуаре;
- исправность основных приборов нужно проверить вхолостую;
- если присутствуют неисправности в работе, необходимо сразу сообщить мастеру.
При выполнении работ важно:
- пользоваться защитными очками, экранами и щитками;
- специальной щеткой убирать лишнюю стружку с основных узлов и деталей;
- руками останавливать работающий патрон недопустимо;
- на работающий прибор нельзя класть детали, инструменты и прочие предметы;
- коробка скоростей не переключается на ходу;
- запрещено работать с неисправными приборами, а также случайными приспособлениями.
После завершения работ необходимо:
- сразу отключить токарно-винторезный станок из электросети;
- очистить основные узы от мусора и металлической стружки;
- маслом смазать все подвижные детали и поверхность станка, чтобы защитить его от коррозии;
- ремонт и восстановление станка производится после разрешения главного мастера, при соблюдении правил безопасной эксплуатации.
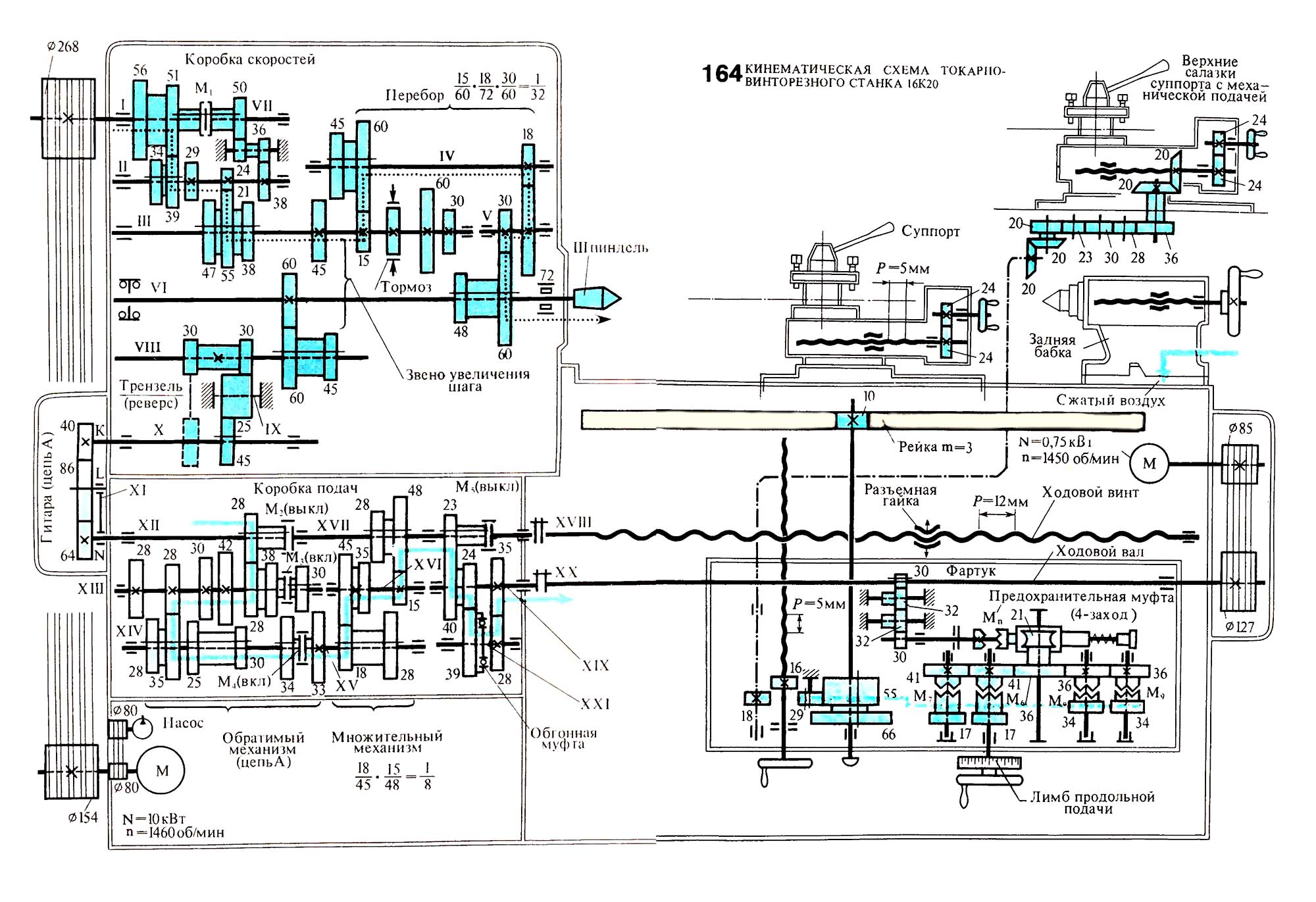
Схема
Основой и источником энергии для любого токарного станка является электрический ток. Схема работы 16К20 выглядит следующим образом.
16К20 Схема электропитания
Схема электропитания и работы данного станка не является оригинальной, вся сила тока распределяется равномерно на рабочие «органы» агрегата, чтобы дать ему максимальную мощность, отличные эксплуатационные характеристики. Разумное и рациональное распределение энергии по всему станку позволяет выполнять работу наиболее продуктивно, с оптимальной затратой энергии. Это немаловажный фактор для любого предприятия!
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
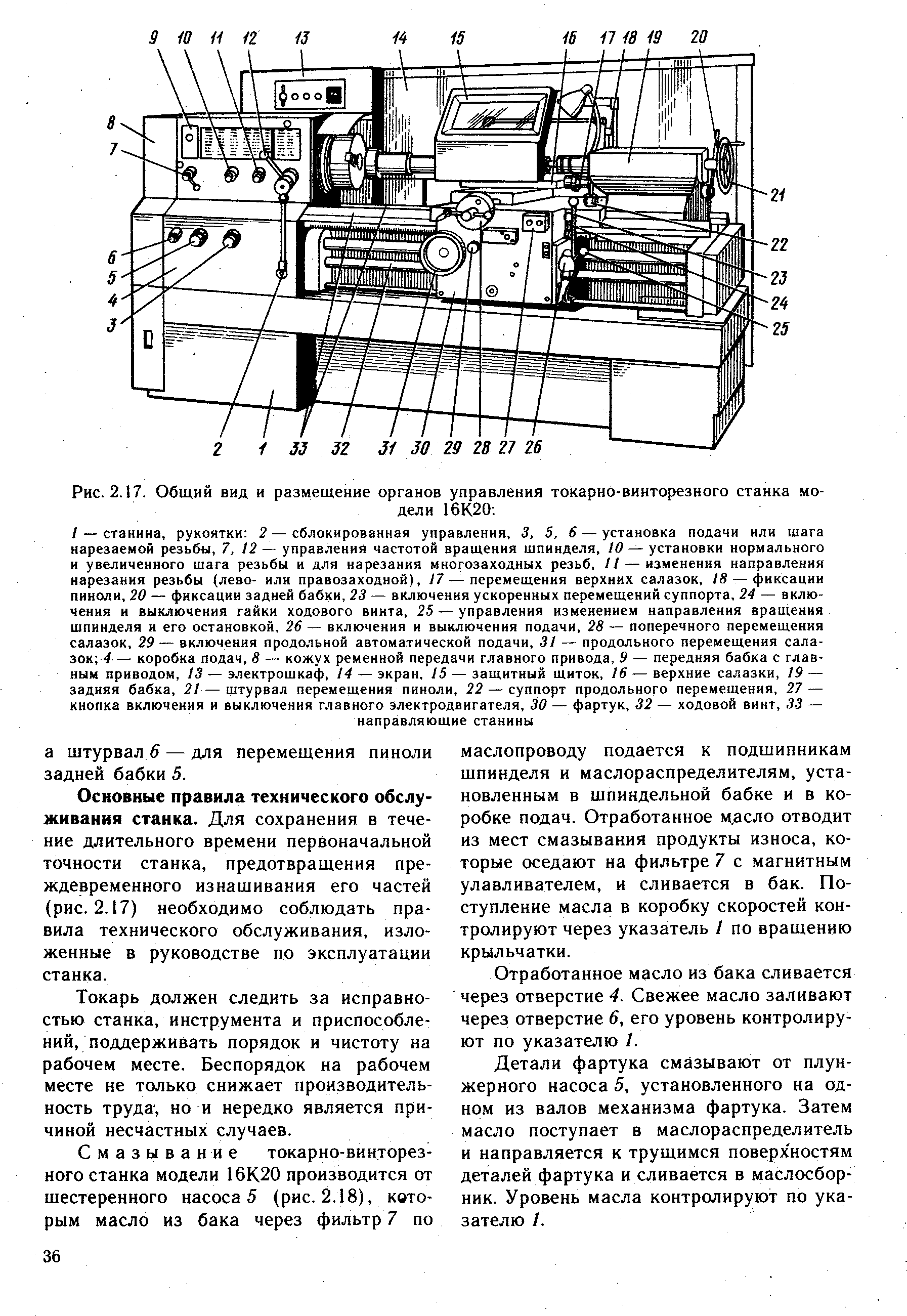
Конструкция механизма фартука токарно-винторезного станка 16К20
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач получает вращение червячное колесо и связанное с ним колесо. Оба колеса сидят свободно на валу. Отсюда вращение передается на колеса, свободно сидящие на валах. На этих валах установлены муфты с торцовыми зубьями, которыми включается подача суппорта в одном из четырех направлений.
Продольное перемещение суппорта (влево или вправо) осуществляется при включении муфт через колеса, далее через колесо, закрепленное на втулке. Последняя подвижным шпоночным соединением связана с реечным колесом, передающим движение через рейку (на рисунке не показана) суппорту. Колесо может быть выведено из зацепления с рейкой кнопкой. Поперечное перемещение суппорта (вперед или назад) осуществляется при включении муфт. Тогда движение зубчатых колес передается на колесо, свободно сидящее на втулке, и далее — на винт поперечной подачи суппорта.
Вал 1 несет зубчатое колесо, которое через колеса сообщает вращение диску и через него — лимбу. Ручное продольное перемещение суппорта осуществляется штурвалом через колеса, втулку и реечное колесо.
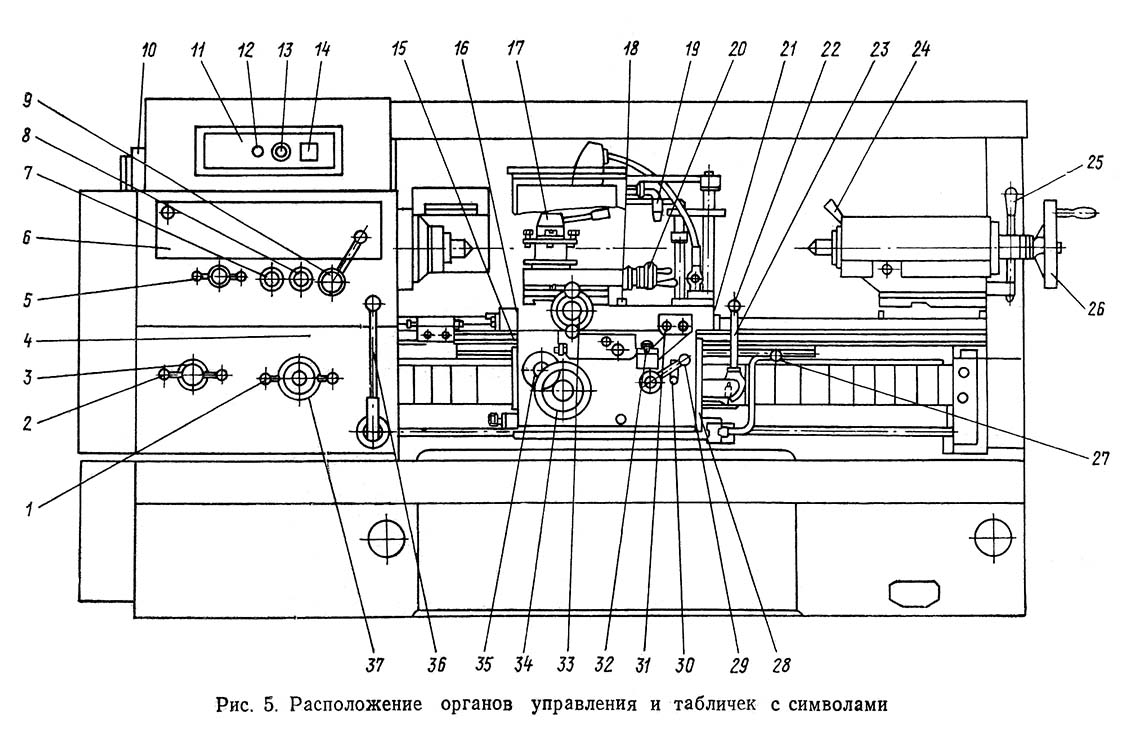
Регулировка механизма фартука станка 16К20
Регулирование усилия, развиваемого механизмом подач, производится поворотом гайки 11. Величина усилия определяется динамометром, который нужно установить между жестким упором 47 (рис. 28) и кареткой 19 (рис. 27). Следует следить за тем, чтобы величина усилия не превышала допустимую по табл. 1 (раздел 19).
Маточная гайка 62, установленная на кронштейне 61, отрегулирована на заводе.
В случае необходимости восстановления или замены изношенной гайки при ремонте нужно воспользоваться специальными кондукторным приспособлением и метчиком, чертежи на которые могут быть высланы по запросу.
Мертвый ход винта 20 привода поперечных салазок 11, возникающий при износе гаек 22 и 23, устраняется следующим образом.
Снимается крышка 12 и при помощи выколотки (бородки) из мягкого металла отворачивается контргайка 15. Выборка зазора в винтовой паре осуществляется вращением гайки 14. Величина зазора определяется по лимбу 40 при легком поворачивании рукоятки 33. Оптимальная величина зазора в винтовой паре соответствует свободному ходу в пределах одного деления лимба. Затем контргайки 15 затягивается и устанавливается крышка 12.
Поставляемый по особому заказу задний резцедержатель 8 устанавливается на поперечных салазках, как показано на рис. 27.
Если по мере износа рукоятка 4 в зажатом положении останавливается в неудобном для токаря месте, то посредством подшлифовывания или замены проставочного кольца 1 можно установить рукоятку 4 в требуемое положение.
При понижении точности фиксации резцедержателя 43 нужно разобрать резцовую головку и произвести тщательную очистку рабочих поверхностей сопрягаемых деталей. При дроблении резцедержателя необходимо провести притирку конусов.
Установка оптимального зазора между кареткой 19 и планками 18, 64 и 66 осуществляется путем шлифования последних.
Выборка зазора в направляющих поперечных салазок 11 и резцовых салазок 9 производится подтягиванием соответствующих клиньев 52 и 42 при помощи винтов, головки которых расположены в отверстиях протекторов 41 и 49.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 9 установлена линейка с ценой деления 1 мм.
Отсчет производится по визиру, закрепленному на поворотной части 10 суппорта.
На каретке 19 установлена линейка с ценой деления 10 мм на диаметр изделия, по которой осуществляется контроль величины перемещения поперечных салазок 11 при помощи закрепленного на них визира.
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу.
Жесткий микрометрический упор 47 ограничения продольных перемещений крепится на передней полке станины двумя винтами 82.
Станок модели 16К20П комплектуется суппортом с механическим приводом резцовых салазок (рис. 29, 30), который также по особому заказу может быть поставлен со станком модели 16К20. Включение механического перемещения резцовых салазок 9 осуществляется вытягиванием на себя кнопки 122 при зажатой рукоятке 129. Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта.
Примечание. Номерами, начинающимися со 100, обозначены детали, относящиеся только к суппорту с механическим приводом резцовых салазок. Числами меньше 100 — детали, унифицированные от суппорта с ручным перемещением резцовых салазок (рис. 27, 28).
Универсальность
Технические характеристики токарно-винторезного станка 16К20Ф3 позволяют использовать его для проведения следующих операций:
- Сверления отверстий различного диаметра.
- Обработки заготовок с торцевых частей.
- Зенкерования.
- Резьбовой нарезки.
- Расточки и отделки поверхностей конического и фасонного типа.
В качестве защиты винторезных пар выступают специальные ограничители, которые позволяют предотвратить преждевременную поломку механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении комплектами ЧПУ отечественного и зарубежного производства с заменяемыми системами электрооснащения. Переоборудование дает возможность усилить мощность в 2-3 раза, в зависимости от состояния агрегатов. Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Модернизацию желательно производить одновременно с капитальным ремонтом.
Ремонтные работы станка 16К20
При эксплуатации станка необходимо строго соблюдать периодичность плановых ремонтных работ и осмотров. Руководствоваться необходимо паспортом станка и руководством по его ремонту.
Соблюдение объемов, сроков и качества выполнения плановых ремонтов позволит снизить количество незапланированных поломок и сохранить класс точности станка.
Перечень работ при выполнении осмотра станка:
- Осуществление наружного осмотра станка и его узлов, без выполнения работ по разборке.
- Проверка надежности крепления всех неподвижных соединений.
- Внутренний осмотр состояния механизмов.
- Устранение люфтов ходового винта.
- Контроль работы скоростей и подач.
- Регулировка муфты основного привода.
- Осмотр системы подачи СОЖ.
- Контроль надежности крепления защитных кожухов, их очистка.
- Осмотр состояния деталей, составление плана по замене или восстановлению изношенных деталей при следующем плановом ремонте.
- Осмотр электрооборудования.
- Малый ремонт токарного станка.
- Неполная разборка шпиндельной бабки, коробки подачи, фартука, и других сильнозагрязненных узлов. Демонтаж кожухов и крышек для очистки механизмов.
- Очистка и промывка всех посадочных поверхностей.
- Регулировка люфтов в подшипниках и втулках. Замена изношенных деталей.
- Удаление заусенец на всех трущихся поверхностях.
- Замена вышедших из строя или сильно изношенных крепежных деталей.
- Ремонт и очистка системы подачи СОЖ.
- Проверка работы органов управления.
- Ремонт защитных элементов.
- Контроль точности и чистоты обработки станка.
- Обязательная проверка отсутствия повышенных шумов, вибраций, нагрева при работе станка на холостом ходу. Проверка работы станка на всех скоростях и реверсе.
https://youtube.com/watch?v=ougw705-mQU
Средний ремонт токарного станка 16К20
- Проверка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Частичная разборка станка.
- Промывка, протирка деталей разобранных узлов, промывка, очистка от грязи неразобранных узлов.
- Контроль жесткости шпиндельного узла.
- Замена или восстановление изношенных втулок и подшипников качения.
- Замена или добавление фрикционных дисков и замена ленты тормоза шпинделя.
- Замена изношенных зубчатых колес и муфт.
- Восстановление или замена изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта путем прорезки.
- Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- При износе шарнирного механизма светильника НКС 01×100/ПОО-03 основание отвернуть, повернуть против часовой стрелки на 90° и снова закрепить.
- Ремонт насоса системы смазки, аппаратуры и арматуры; ремонт или замена маслоуказателей, прокладок, пробок и других элементов системы смазки.
- Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.
- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих щитков, кожухов, экранов и т. п.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Окрашивание наружных нерабочих поверхностей с шпаклевкой.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка станка на соответствие нормам точности.
Капитальный ремонт
- Выполнить все операции малого и среднего ремонтов.
- Разборка станка в полном объеме с очисткой всех узлов и механизмов.
- Осмотр всех узлов, механизмов и деталей в полном объеме.
- Корректировка ранее составленных планов на замену и восстановление узлов и механизмов.
- Восстановление работоспособности всех механизмов и узлов.
- Контроль степени износа фундамента, восстановление его и размещение станка в соответствии с руководством.
- Проверка работоспособности станка на всех режимах и реверсе.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
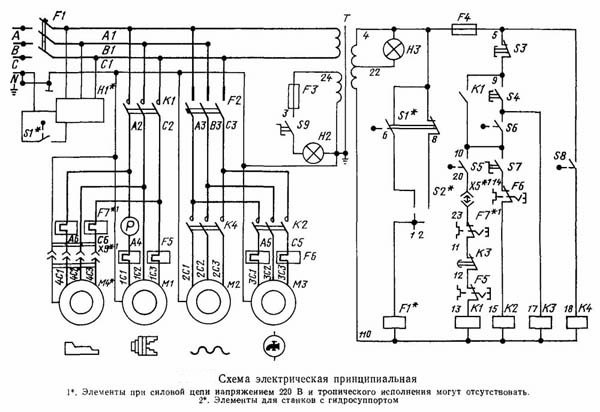
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
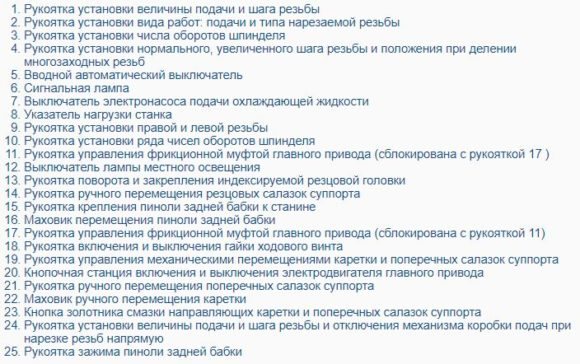
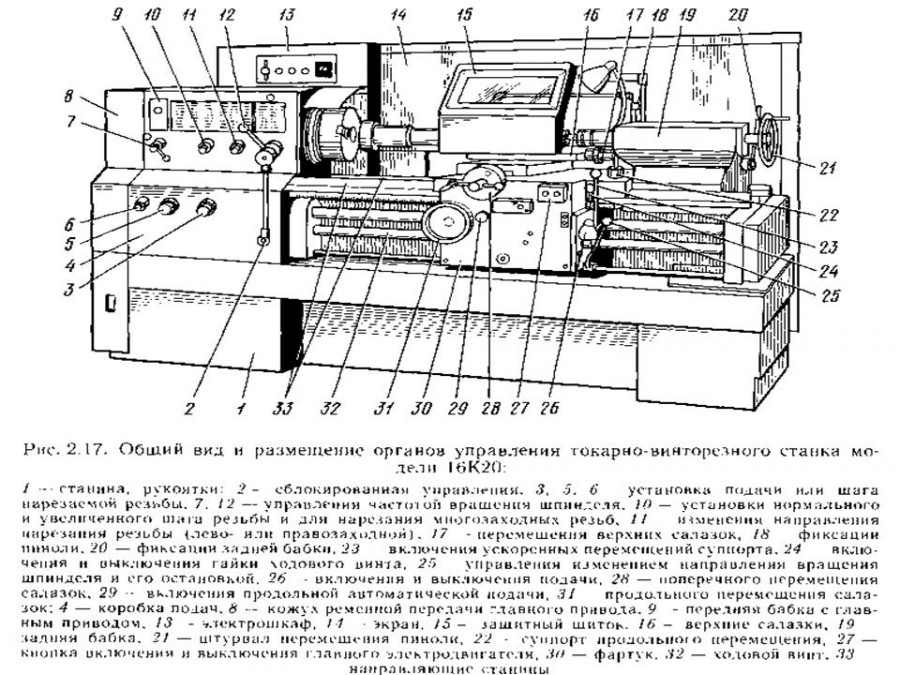
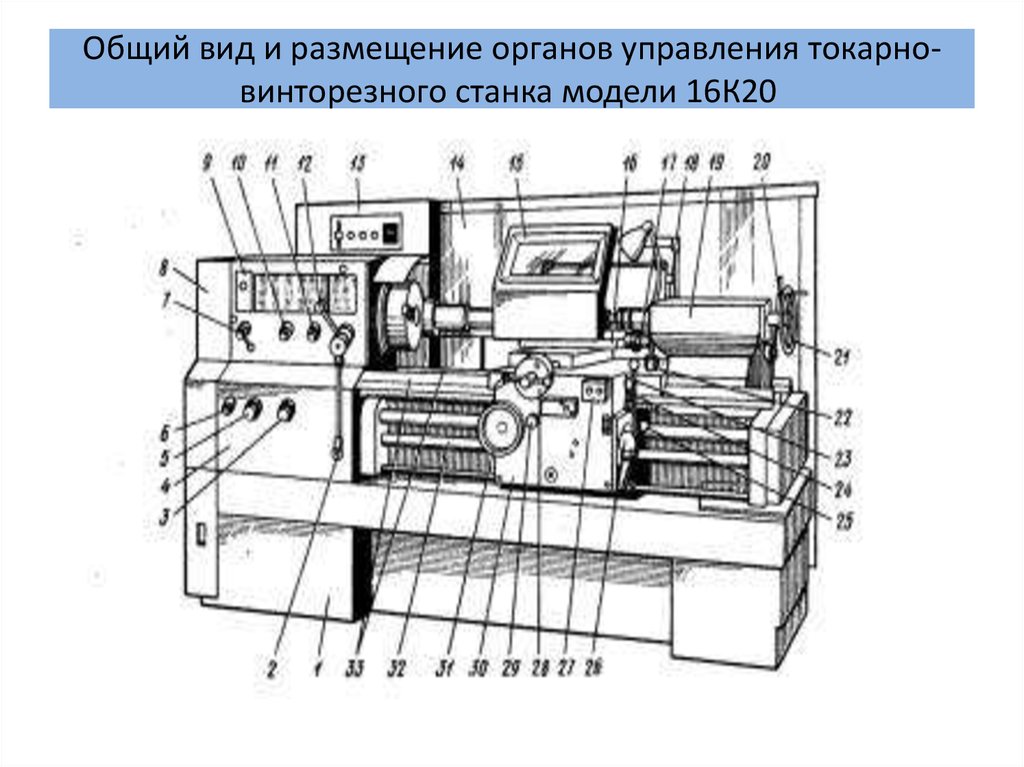
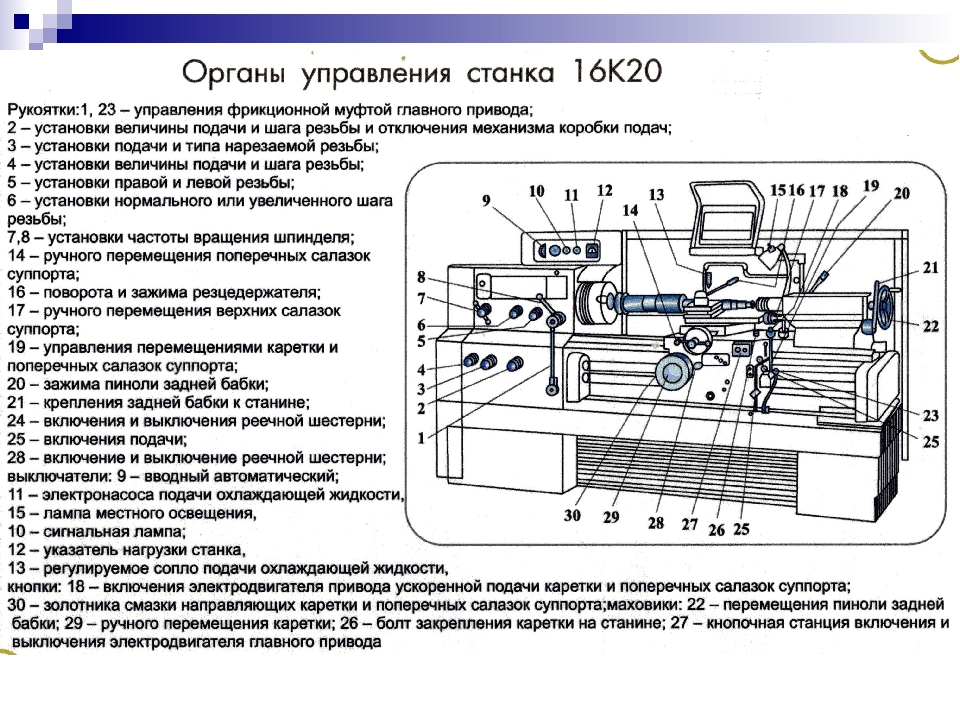
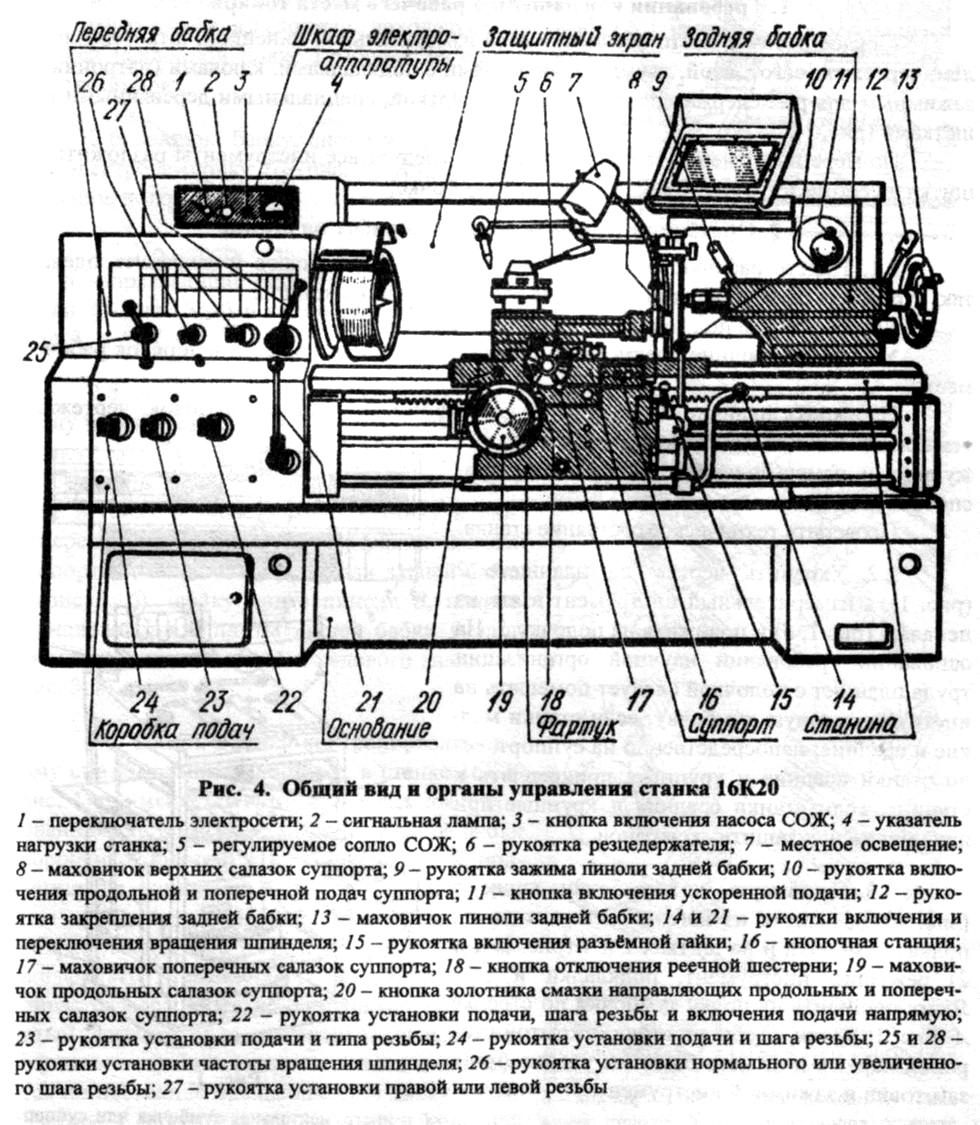
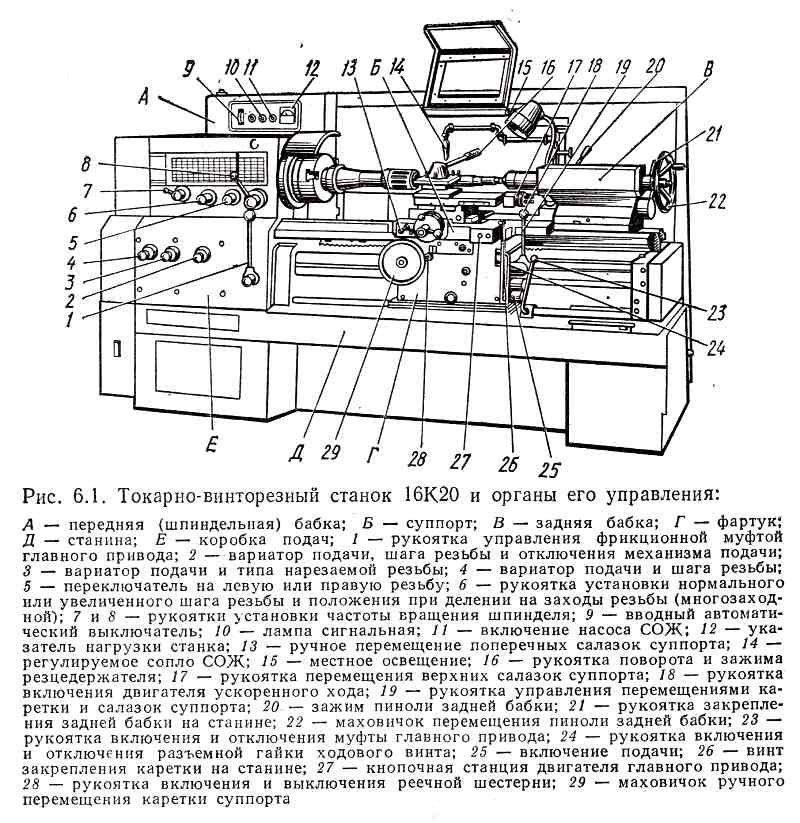
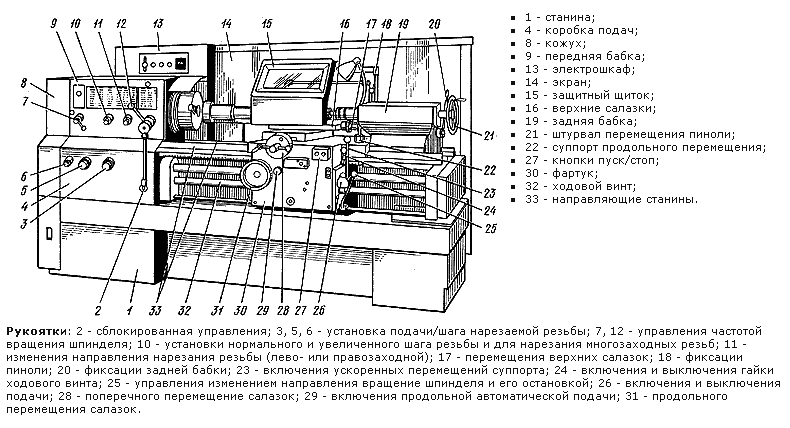
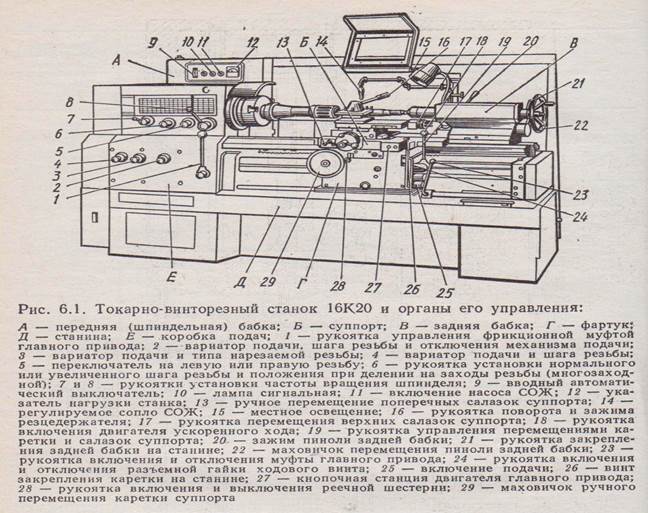
Схема органов управления токарным станком
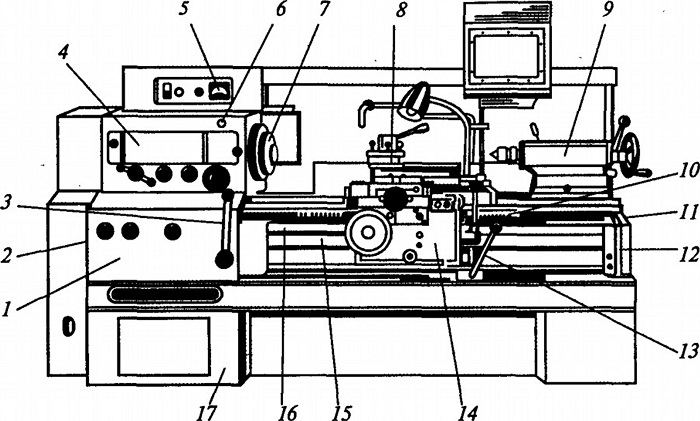
Особенности станка 16К20 и принцип работы:
- Жесткая станина, выполненная в коробчатой форме, стоит на основании монолитного типа, она снабжена шлифованными калеными направляющими;
- Детали, подвергаемые токарной обработке, крепятся в патроне либо в центрах;
- Стабильность фиксации резца в агрегате обеспечивается особой конструкцией его держателя;
- Шпиндель установлен на подшипниках качения прецизионной группы;
- Безопасность использования оборудования гарантируется комплексом блокировочных и ограждающих механизмов;
- Простота установления показателя передвижения поперечных и резцовых салазок при эксплуатации обеспечена линейками (масштабными), которые оснащаются визирами;
- На фартуке установки имеется качественное устройство отключения подачи суппорта.

В конструкции токарного станка 16К20 шпиндель устанавливается на специальные прецизионные подшипники качения, которые требуют регулировки в процессе эксплуатации. Благодаря такой конструкции обеспечивается требуемая жесткость, а так же высокая точность обработки заготовок. По ГОСТ 8-82 токарный станок 16к20 имеет класс точности Н, которая будет обеспечиваться даже в режиме ударных нагрузок.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″).
Включение, отключение, реверс и торможение шпинделя при работе станка выполняются без остановки электродвигателя за счёт фрикционной муфты, которая управляется двумя сблокированными рукоятками, имеющими три положения:
- Нейтральное положение — торможение шпинделя ленточным тормозом, отключение от входного вала;
- Правое положение — реверс шпинделя, работа в обратном направлении;
- Левое положение — шпиндель работает в прямом направлении;
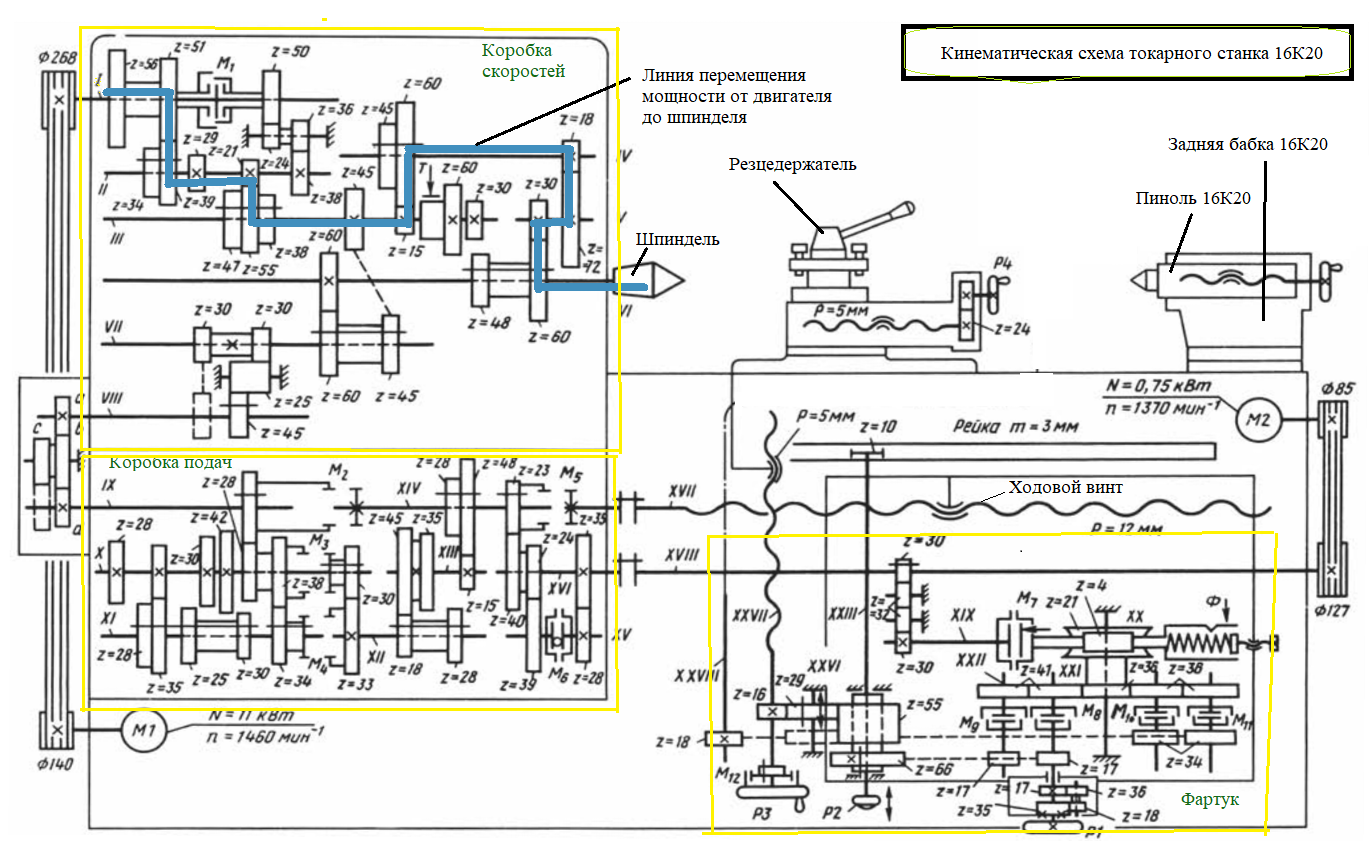
При этом двигатель вращается в одном направлении не останавливаясь.
С помощью правой рукоятки на шпиндельной бабке станка механизм коробки скоростей позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. А в каждом диапазоне левой рукояткой можно выбрать одну из шести скоростей, благодаря чему шпиндель получает 4 х 6 = 24 скорости, две из которых — 500 и 630 об/мин. — повторяются.
Выходной вал коробки скоростей токарного станка соединен с коробкой подач с помощью сменных зубчатых колес, что позволяет перемещать суппорт в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьбы. А для того, чтобы без проблем нарезать точную резьбу конструкция имеет непосредственное соединение ходового винта с входным валом коробки подач.
Суппорт станка 16К20 имеет масштабные линейки с визирами, помогающими определить величину перемещения резцовых и поперечных салазок при работе. При этом удачная конструкция резцедержателя улучшает стабильность фиксации.
Фартук 16К20 имеет специальный механизм выключения подачи суппорта — падающий червяк. Он обеспечивает высокую точность останова на жестком упоре. А специальные ограждающие и блокирующие устройства обеспечивают безопасность работы на станке.
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
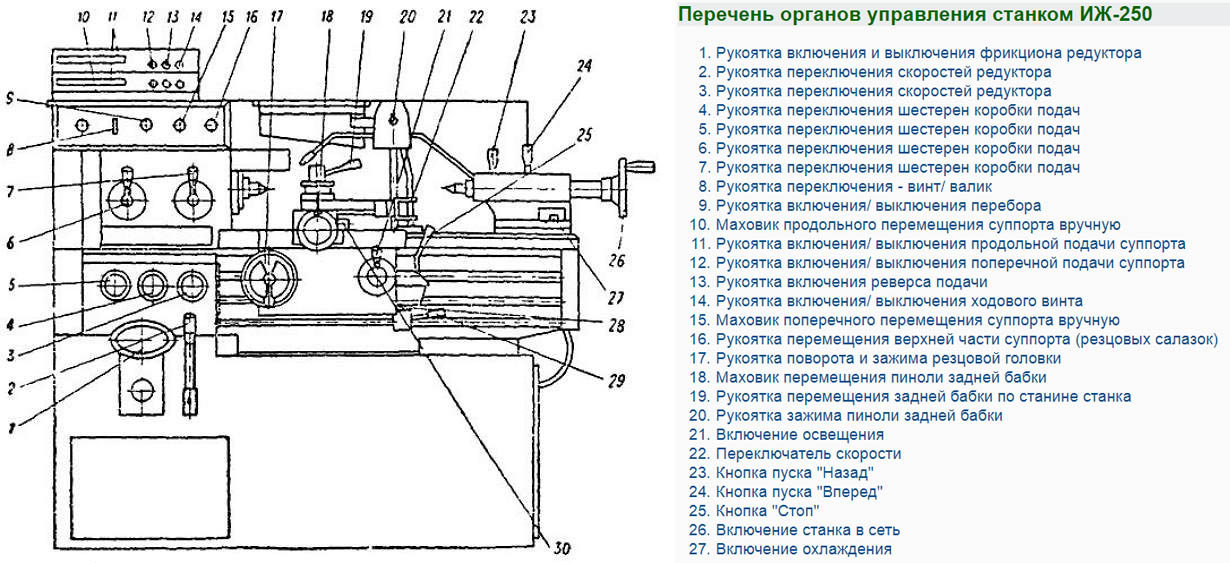
- ИЖ-250 – легендарный токарный станок Ижмаша
- Корвет 403 – функциональный токарный станок для любителей и профессионалов
- TRENS SE 320 и другие станки известного европейского производителя