
Особенности станины токарного агрегата ТВ-320
Фрезерный станок 676: краткое описание, технические характеристики. фрезы по металлу для фрезерного станка
Вся конструктивная оснастка станка располагается на чугунном основании, которое имеет коробчатую конфигурацию. В верхнем участке главной опоры оборудования размещены 4 направляющие, три из которых призматические, а одна – плоская. Они установлены на двух чугунных стойках. По призматическим направляющим перемещается поддерживающий узел (суппорт) агрегата, а по остальным задняя бабка.
В левой тумбе опоры располагается блок скоростей токарного агрегата, отдел с электрооборудованием, электропривод, резервуар для охладителя.
Устройство шпиндельной бабки агрегата
Передний узел токарного станка ТВ-320 сделан из чугуна способом литья. В лицевой области токарного станка размещен узел перебора скоростных режимов, а в оборотной части – активный механизм блока подач, функционирующий в нескольких (прямое, обратное) направлениях.
Нагрузка реза, влияющая на шпиндельный механизм по его базисной точке, принимается упорным подшипником.
Компоненты шпиндельной системы должны обладать определенными свойствами:
- расстояние между звеньями заднего оплота – 0,01– 0,015 мм;
- промежуток промеж подшипника и полого вала в поперечном направлении – 0,015–0,03 мм.

Узел агрегата, посредством которого осуществляется изменение подачи, располагается в левой области шпиндельной бабки. Регулировка подшипников качения этого узла выполняется с помощью индивидуальных гаек.
Механический держатель для резцов (суппорт агрегата)
Предназначение поддерживающего узла в токарном станке заключается в решение двух дилемм:
- на приспособление можно закрепить режущий инструментарий;
- передвижение токарного реза в продольном и поперечном направлениях.
Продольное передвижение бывает ручным либо механическим. Внутри конструкции предусмотрены два Т-образных паза для монтажа добавочного реза. Перпендикулярное передвижение осуществляет каретка из резцовых салазок, а уровень регулируется посредством двух упоров – шарикового и поперечного вида.
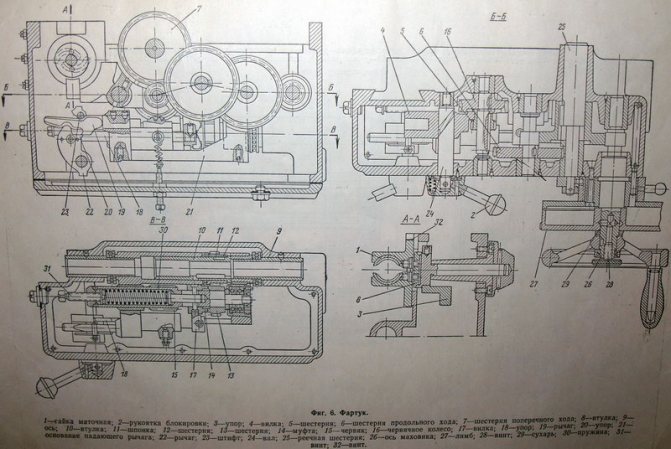
Назначение фартука токарного агрегата
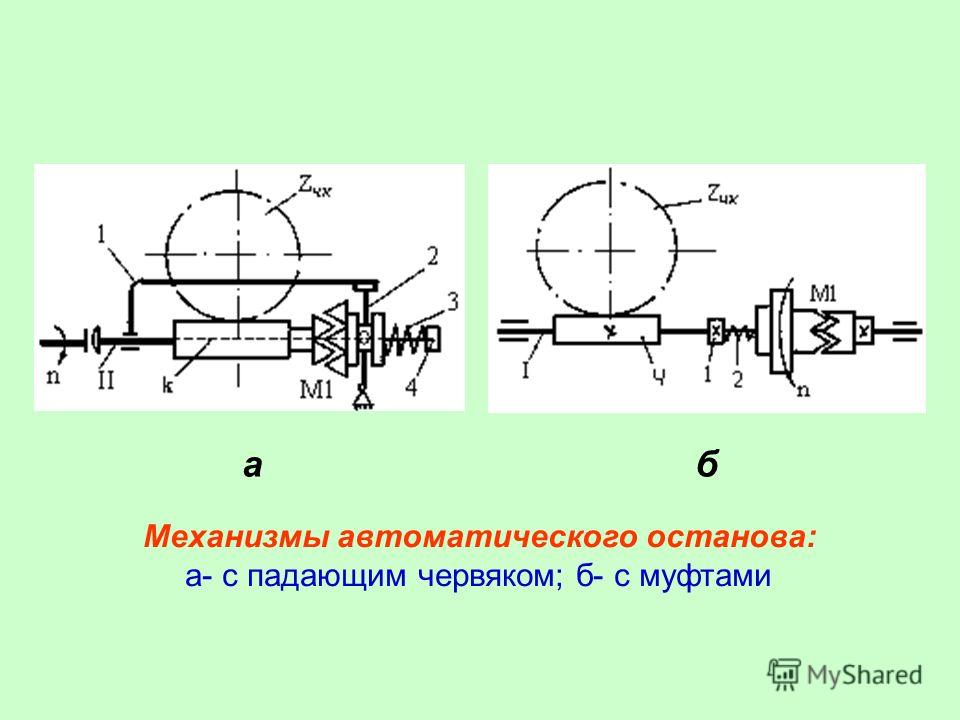
Располагается с лицевой стороны. Специальная оснастка позволяет уберечь устройство от аварийной ситуации, когда происходит внезапный пуск рабочего ролика и винта.
Активная позиция маточной гайки напрямую связана с расположением рукояти, которая отвечает за перевод подач. Данное включение возможно лишь, когда рукоять расположена в средней точке.
При появлении перегрузок в токарной системе во время обработки болванок срабатывает аварийное отключение подачи, которое называют устройством падающего червяка.
Функции блока оборотов агрегата
Через коробку скоростей передается вращательное действие от главного электродвигателя к шпиндельному механизму. На 3 валах блока имеется два коробки шестерен, которые обеспечивают девять скоростей вращения шпинделя. Можно контролировать натяжку ремней, передающих вращательные движения, посредством передвижения корпуса блока скоростей по особым пазам. Если возникает цель передвинуть коробку, то следует ослабить фиксирующие болты.
Чтобы ролики легче претерпевали нагрузки, для этого в их основании размещены подшипники (шарикового и роликового типа), промежуток в которых контролируется особыми винтами и гайконарезными соединениями.
Типовая комплектация станка ТВ-320 предоставляет возможность наносить резьбу метрического типа. Чтобы нанести другой вид резьбы потребуется установка вспомогательных шестерен. Комплект специальных зубчатых колес подбирается на основании таблицы, расположенной на гитаре.
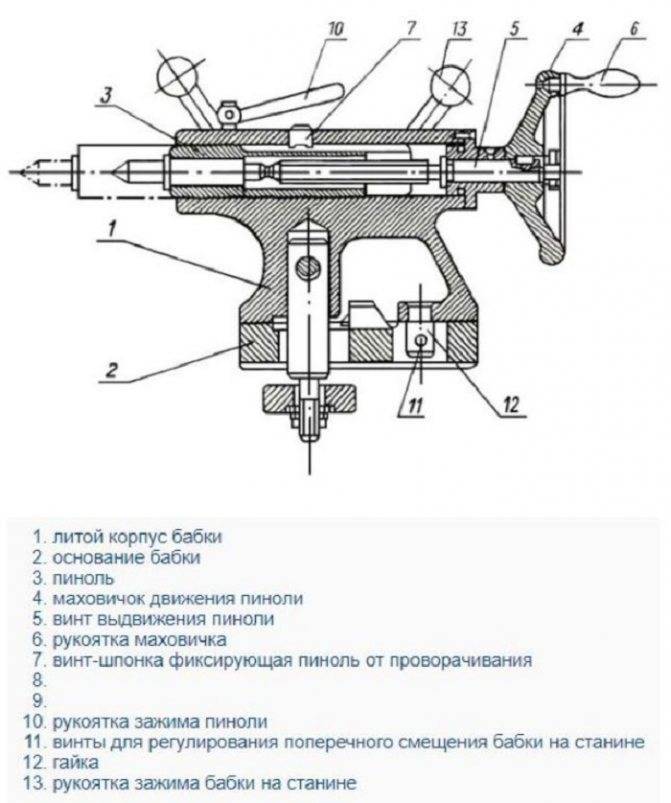
Устройство задней бабки агрегата
Если перемещать бабку в поперечном направлении, то можно обрабатывать детали с конусной поверхностью. В свою очередь, продольное передвижение регулируется винтом и соединительной гайкой. Винт вращается маховиком. За положение пиноли отвечают два клеммных сухаря, связанных с регулирующей рукоятью.
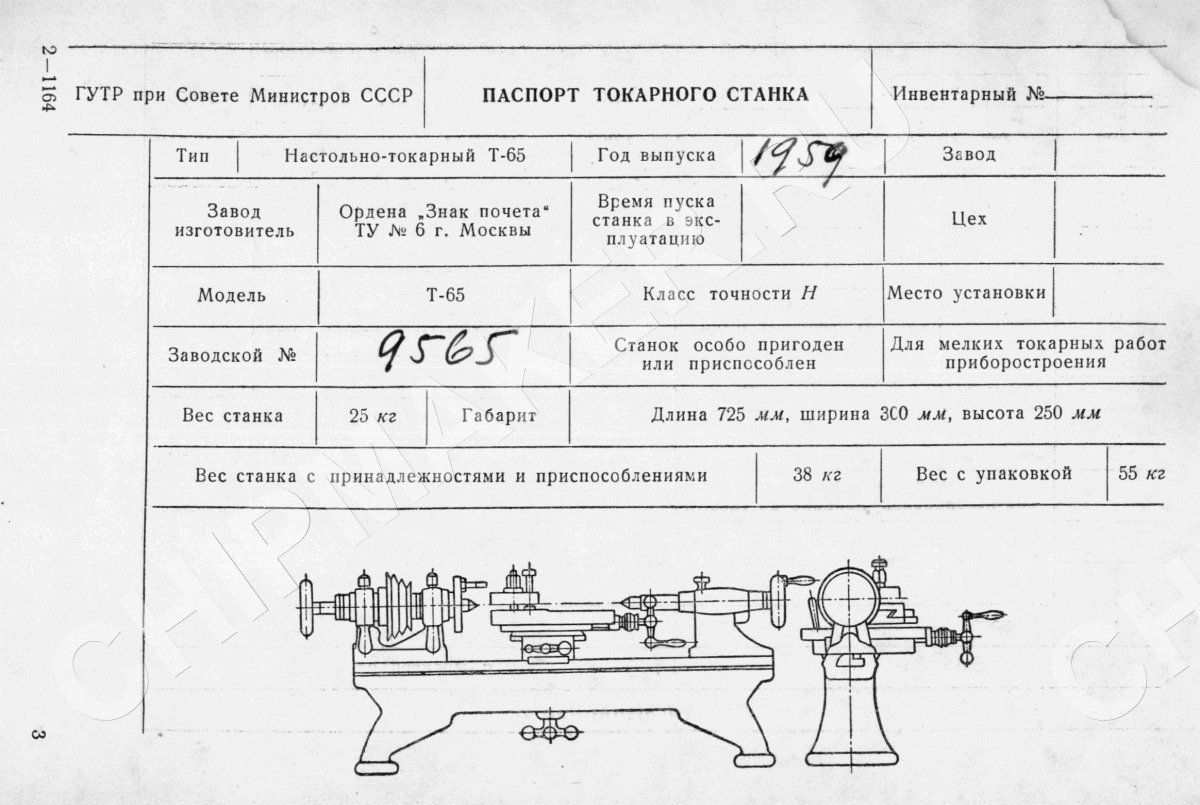
Описание файла
ТВ320, ТВ320П, станок токарно-винторезный, Уфа
Расширенная версия паспорта и материалы по запасным частям.
Обработал и почистил фотки.
Государственное научно-техническое издательство «Оборонгиз», Москва, 1960г.
Башкирская АССР, г. Уфа, Машиностроительное управление Башсовнархоза
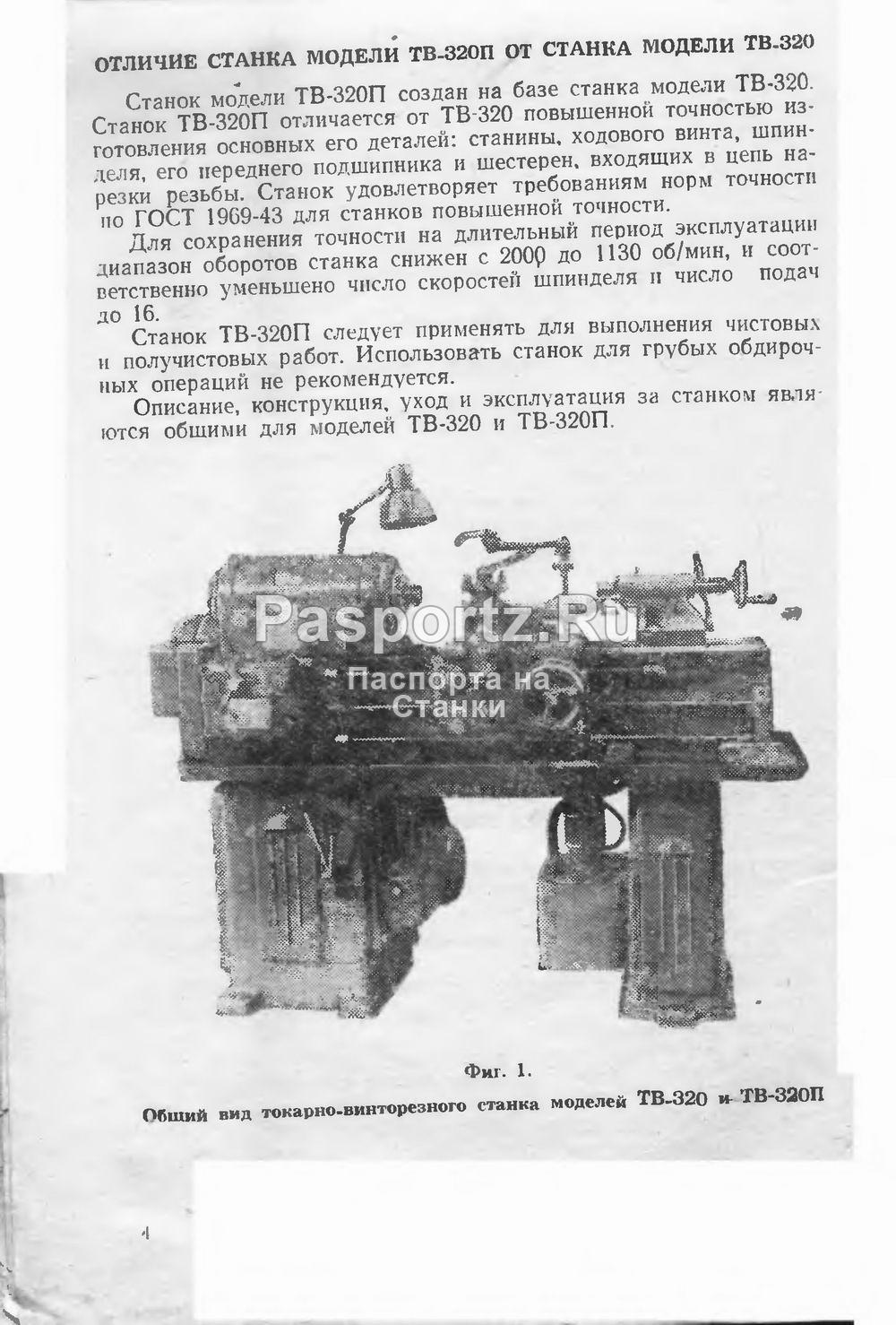
Токарно-винторезный станок моделей ТВ-320 и ТВ-320П
Паспорт, Техническое описание, Инструкция по эксплуатации и Руководство по ремонту
Станки моделей ТВ 320 имеют нормальную точность, в то время как модель ТВ 320П имеет повышенную точность. Данные станки хорошо себя зарекомендовали в инструментальных цехах и приборостроительных предприятиях. Специализированы, обработка на них ведется на высоких оборотах, резец можно устанавливать как на переднем, так и на заднем резцедержателе. Исключительной особенностью моделей ТВ является возможность ведения скоростной обработки методом комбинирования операций.
Обработка деталей ведется в цангах, патроне или центрах.
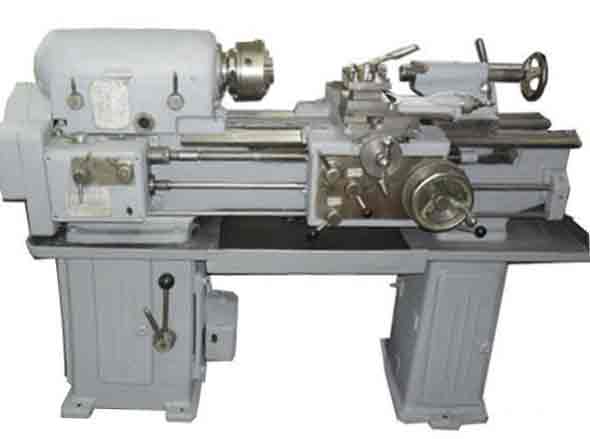
Фото — станок тв 320
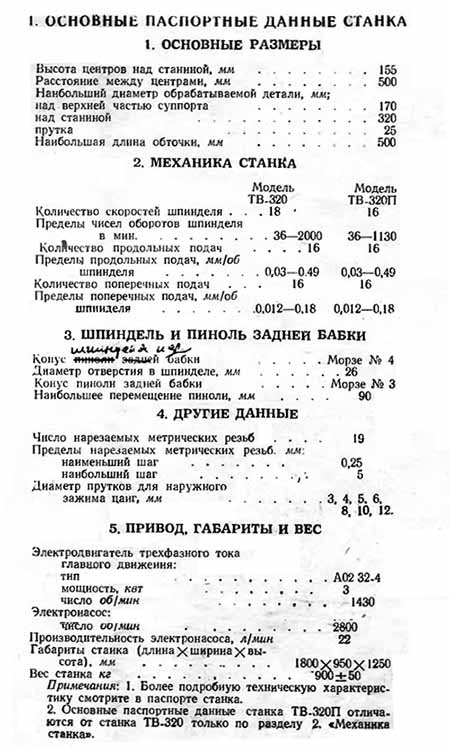
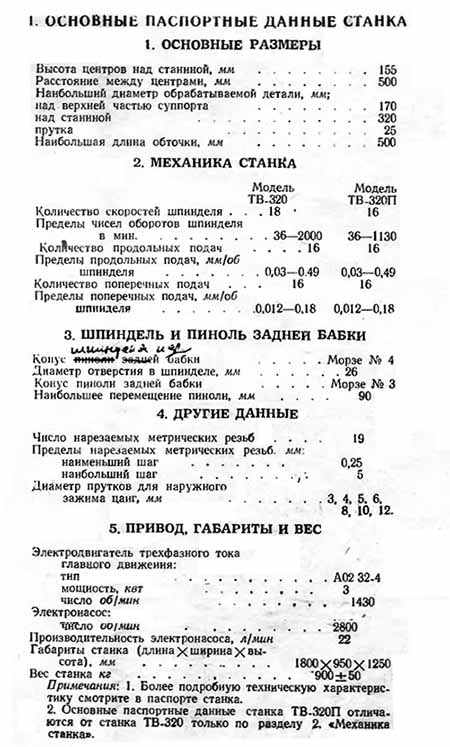
Основные технические характеристики:
- Высота центров – 155мм
- Расстояние между центрами – 500мм
- Наибольшая длина обточки – 500мм
- Наибольший диаметр обрабатываемой детали – над верхней частью суппорта 170мм, над станиной 320мм.
- Наибольший диаметр обрабатываемого прутка – 25мм
Станина
Литая чугунная станина коробчатой формы, усиленная ребрами жесткости. Станина закреплена на стойках. В левой стойке расположены электрошкаф и коробка скоростей. Электродвигатель расположен на задней части левой стойки. Правая стойка приспособлена для хранения оснастки и инструмента.
Суппорт
Суппорт можно перемещать как в продольном, так и в поперечном направлении за счет направляющих каретки. Для установки заднего резцедержателя в поперечных салазках суппорта предусмотрены два Т-образных паза.
Унылая тульская осень
Я про брак, каждая женщина играет эту роль хорошей и покладистой только до момента когда почувствует что ты на ней залип.. эмоционально или финансово (женаты, общее имущество, дети). Она хорошая, угождает тебе, во всем поддакивает, в сексе тигрица, на людях монашка, хозяйка отличная, готовит вкусно, убирает твою квартиру.. только пока чувствует что может тебя потерять.
А потом, когда она уже возомнила себе что ты никуда не денешься — начинается карнавал о*уевшей скотины в домашнем халате, маске на лице, и прочими прелестями — люби меня такой, какая я есть. Теперь ей откровенно пох на тебя, она наглеет с каждым днем, лезет тебе на шею, льет на тебя свои эмоциональные помои, все начинает вешать на тебя, включая ответственность за ее настроение, ее внешний вид, качество секса, которое она тебе предлагает — теперь это все не ее проблема, теперь это твоя проблема.
Она, пока в режиме заманухи и демонстрации — она даже влюблена в тебя. Но она постоянно пытается перевести ваш (просто) регулярный секс в так называемые серьезные отношения, это когда она сможет расслабиться, быть «самой собой», и заявить тебе — да я такая, не идеальная.. люби меня такой, какая я есть (извините за повтор, но это очень показательная бабья фразочка).
Женщины очень животно-инстинктивны, они примитивны и не умеют планировать свою жизнь в долгосрочной перспективе, по простому — не имеют стратегического мышления. Поэтому она, почувствовав твое, пусть даже легкое, эмоциональное зависание на ней — сразу пытается проделать эту инверсию доминирования. Это очень примитивно, она почувствовала немножко эмоц
Устройство
Рассматривать устройство станка ТВ 320П следует поэлементно, так как каждый функциональный узел, элемент конструкции специально проектировался так, чтобы обеспечивать уникальные характеристики оборудования.
Агрегат построен по классической схеме, расположение и функционал отдельных узлов знакомы как квалифицированному оператору, так и техническим специалистам. В конструкцию входят:
- коробка передач, изменяющая обороты шпинделя;
- коробка передач для изменения скорости подачи;
- узел передней бабки со шпинделем;
- блок задней бабки с мобильной пинолью;
- привод подачи;
- фартук, обеспечивающий передачу крутящего момента на механику суппорта;
- привод охлаждающего контура;
- каретка суппорта.
Отдельные узлы станка имеют особенности, которые гарантируют качество обработки при высоких оборотах, обеспечивают стабильность рабочих процессов.
Станина
Одна из задач, решаемых станиной — обеспечение высокой устойчивости станка, жесткости его конструкции. Данный элемент выполнен из чугуна, представляет собой две вертикальные стойки. К особенностям станины относятся:
- наличие диагональных ребер жесткости внутри каждого блока;
- расположение по верхней части четырех направляющих, три из которых имеют призматическую форму.
Данная деталь станка изготавливается методом литья. В левой части станины монтируется коробка скоростей для переключения оборотов шпинделя во время операций точения. Здесь же монтируется электрошкаф, двигатель с защитой в виде кожуха, бачок с эмульсией.
Передняя шпиндельная бабка
Прочная оболочка данного узла — чугунная отливка. В ее передней части монтируется механика изменения скоростей вращения шпинделя. В задней части — переключатель хода (прямой и обратный).
Блок шпинделя — пустотелая трубка с конусной шейкой в передней части. Она устанавливается на подшипник скольжения, в задней части — на радиально-упорном подшипнике высокого класса точности.
Такой вариант конструкции позволяет нейтрализовать изгибающие воздействия, оказываемые клиноременной передачей. Для принятия усилий резания — предусмотрена установка упорного подшипника.
Суппорт
Блок суппорта предназначен для установки и надежной фиксации резца (основного рабочего органа). Данный узел также отвечает за его продольную, поперечную подачу. Суппорт состоит из нескольких функциональных частей:

- каретки;
- поперечных салазок;
- поворотного узла;
- верхних салазок.
В станке ТВ 320П реализовано несколько методов перемещения суппорта. Это делается как вручную, вращением колеса, так и механически, передачей момента вращения на приводной винт.
На суппорте предусмотрена установка дополнительного блока резцов на Т-образные пазы. Для ограничения перемещения салазок поперечного типа — в конструкции используются концевые упоры.
Фартук
Задача фартука — передавать момент вращения привода и вала каретки на узел суппорта. В механике функционального блока предусмотрены меры защиты. В частности:
- механика падающего червяка отключает подачу при превышении критического значения нагрузки на валу;
- предусмотрена защит от одновременной активации винта и ходового валика.
Защита предусматривает блокировку работы в случае как превышения нагрузки, так и резкого падения оборотов при заклинивании, заедании резца.
Коробка скоростей
В конструкции коробки скоростей три вала и два тройных блока шестерен. Узел обеспечивает переключение 9 скоростей, предусмотрена возможность регулировки положения (смещения по пазам). Для этого следует ослабить крепежные болты и позиционировать коробку при помощи специального винта.
В конструкции данного элемента использованы шариковые и роликовые подшипники. Их расположение гарантирует нейтрализацию осевых и радиальных сил, действующих на валы коробки. Чтобы установить штатные (приведенные в инструкции к оборудованию) зазоры подшипников — следует провести регулировку предназначенными для этой цели винтом и гайкой.
Задняя бабка
Особенности задней бабки заключены в возможности продольного, поперечного смещения, регулировке положения пиноли. Данный элемент конструкции работает не только как поддержка, когда производится токарка длинных заготовок. Есть возможность закрепления режущего и иного инструмента (например, метчиков или плашек) для выполнения определенного набора операций.
При точении конусных поверхностей — механика поперечного смещения бабки становится крайне полезной. Позиционирование в продольном направлении осуществляется перемещением узла по направляющим и фиксация при помощи гайки.
Технические характеристики универсального токарного станка 1м63мф101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…125018…1800 | 10…125018…1800 | 12,5..160022,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,0250,026-0,380,028-0,34 | 0,06-1,40,024-0,5180,019-0,434 | 0,06-1,40,024-0,5180,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,20,039..1,180,336..1,0 | 0,24-5,60,096-2,0720,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Список литературы
Станки токарно-винторезные модели 1м63м и 1м63мф101. Руководство по эксплуатации, Тбилиси, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Устройство и технические характеристики токарного станка ТВ-320
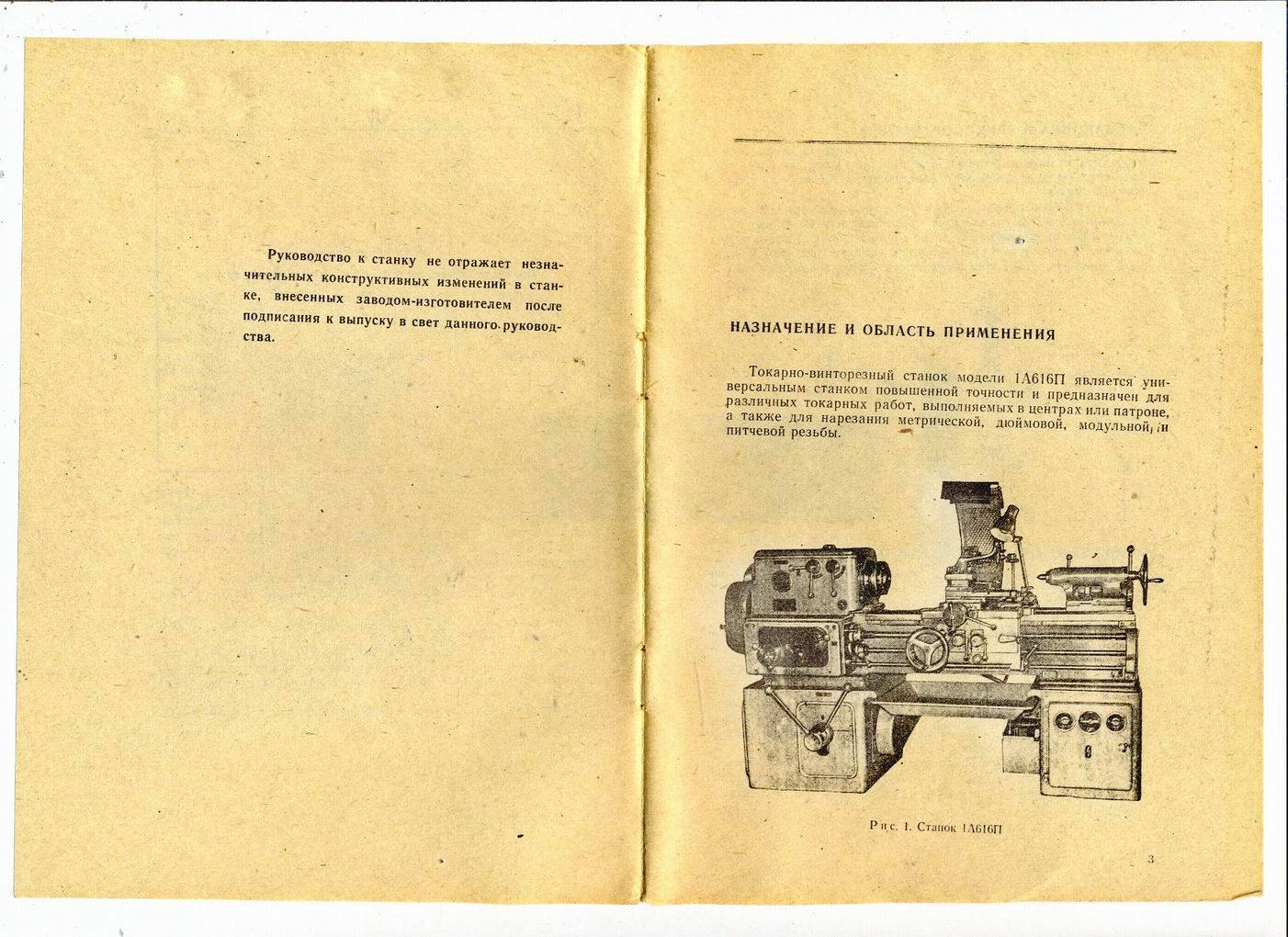
Универсальный токарный станок ТВ-320, на котором можно выполнять различные технологические операции по обработке заготовок из металла, относится к категории высокооборотистого оборудования, используемого преимущественно для оснащения инструментальных и приборостроительных предприятий.
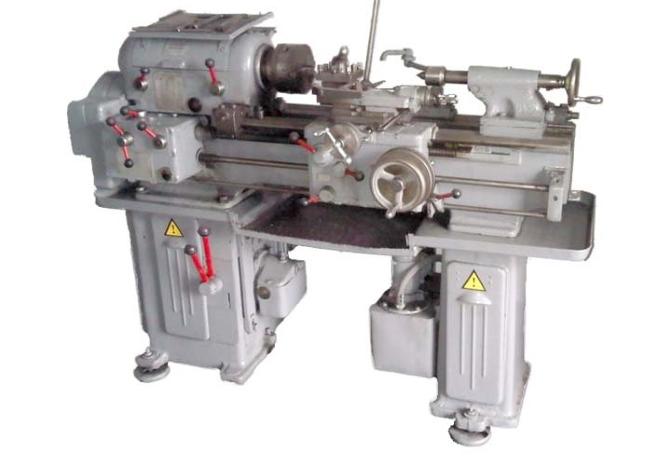
Внешний вид станка ТВ-320
Обработка на ТВ-320 может выполняться инструментом, закрепленным на переднем или на заднем резцедержателе. Такой механизм устанавливается на суппорте, если в этом возникает необходимость.
Характеристики данного агрегата позволяют выполнять обработку с помощью скоростного точения, а также комбинировать технологические операции. В конструкции ТВ-320 имеется особый механизм, при помощи которого можно изменять параметры подачи, не останавливая станок.
Существует несколько модификаций токарного станка рассматриваемой модели, к ним относятся:
- ТВ-4;
- ТВ-6;
- ТВ-16.
Агрегат ТВ-320 разработан прежде всего для использования в условиях массового производства. Все основные узлы и конструкции расположены согласно классической схеме. Отличительная черта – наличие системы быстрого точения заготовок. Также есть и другие особенности:
- возможна смена подачи без остановки оборудования;
- станок имеет повышенный запас прочности;
- станина изготовлена из высококлассного чугуна.
Все это объясняет высокую производительность и долгий срок службы токарного станка ТВ-320
Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
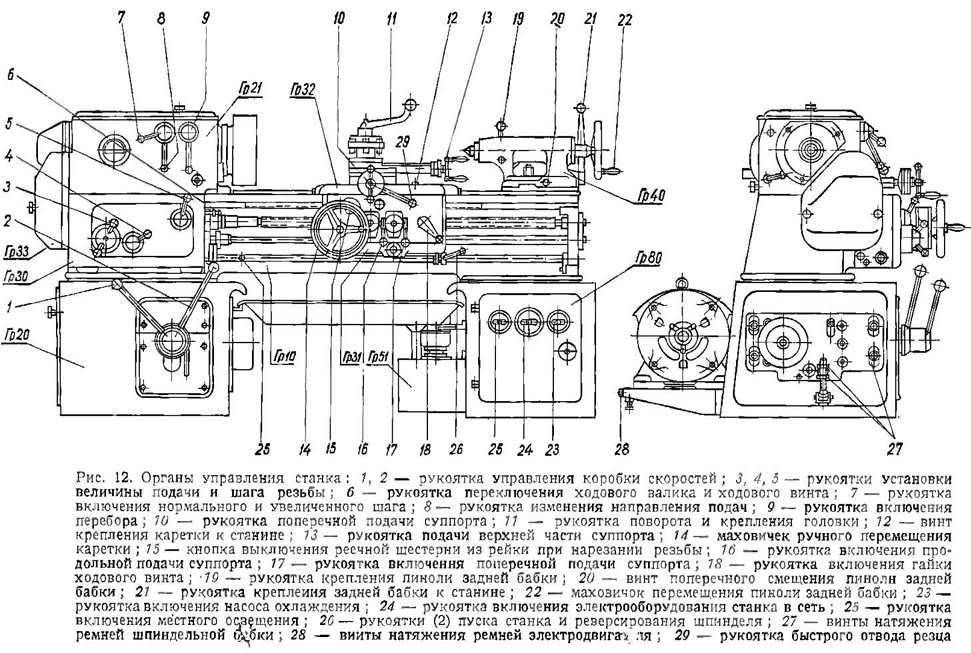
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
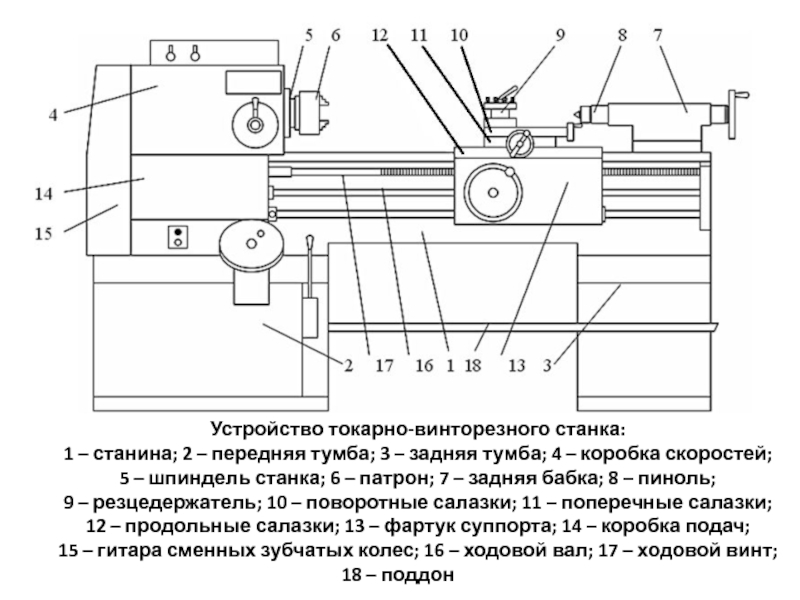
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
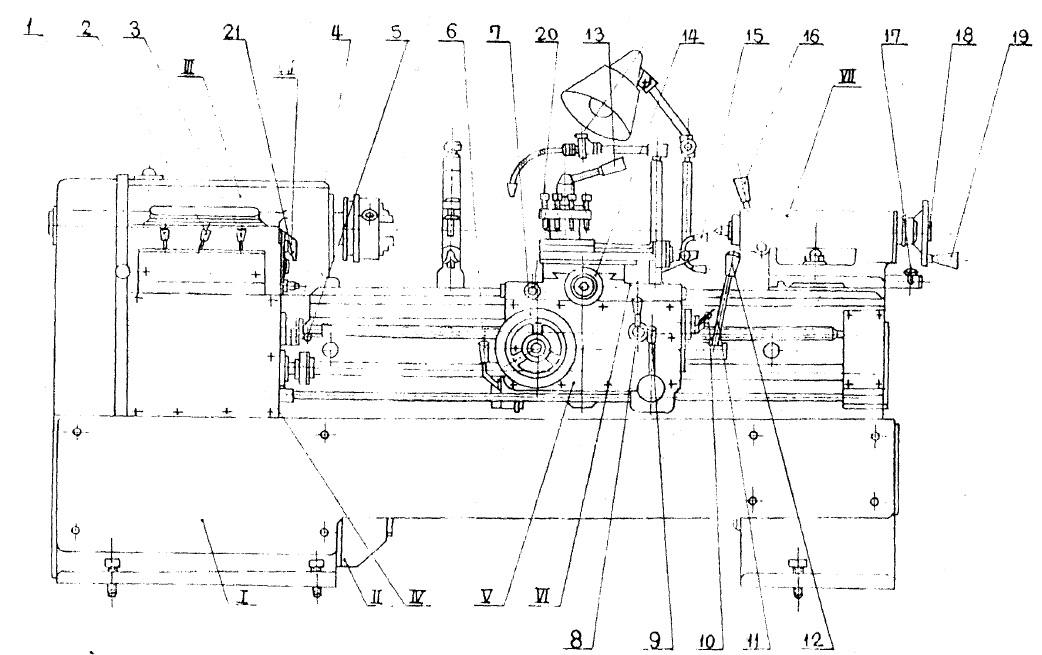
фото:устройство токарного станка
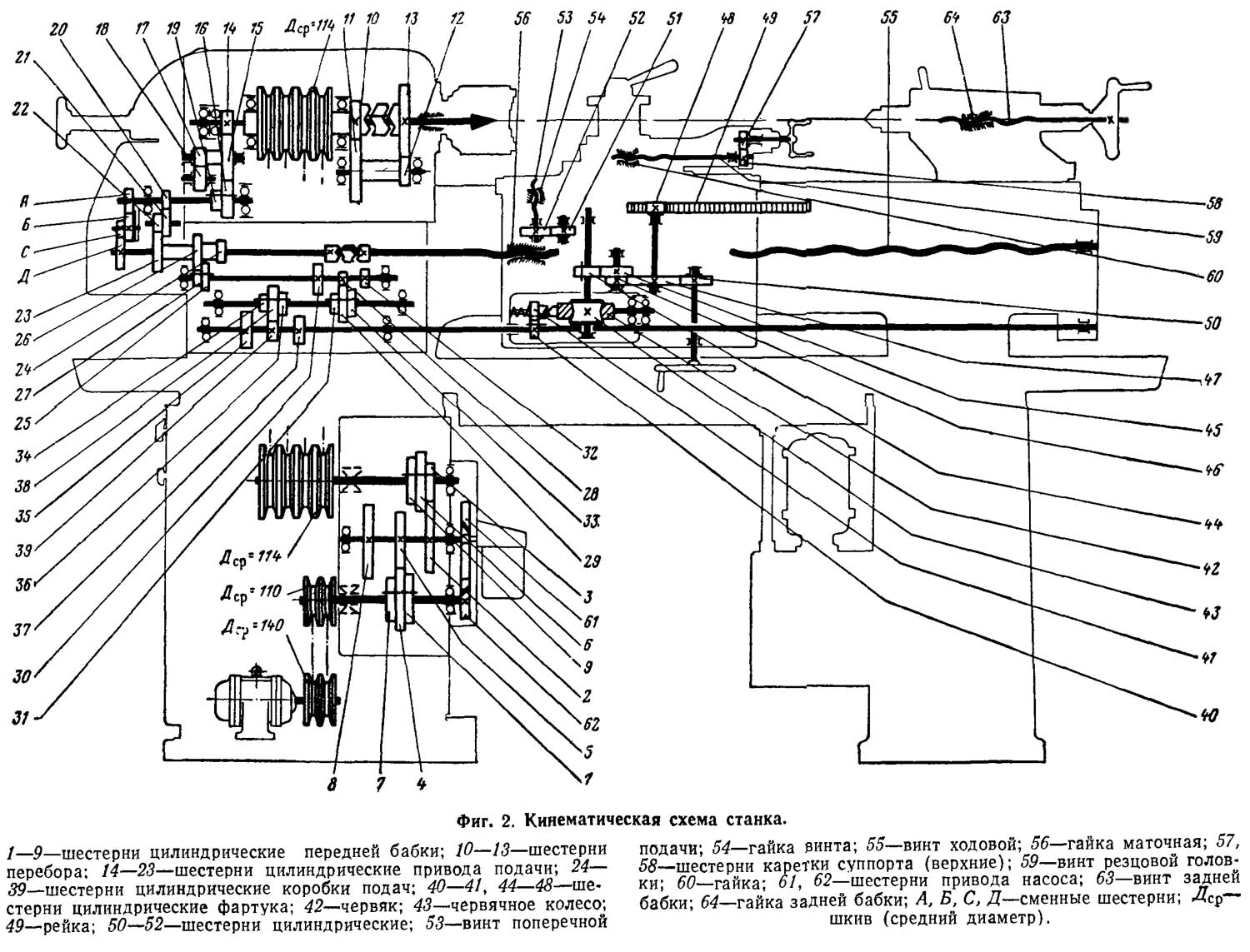
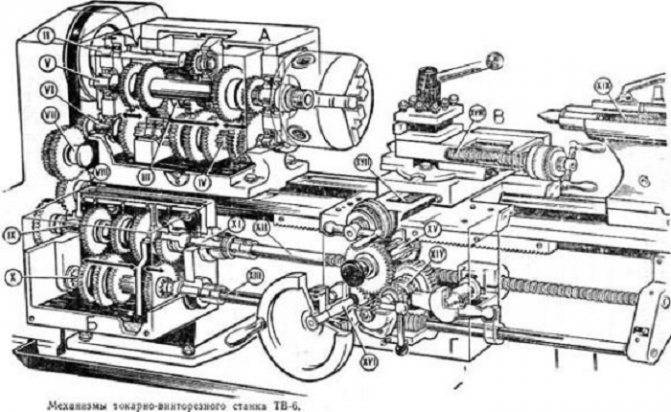
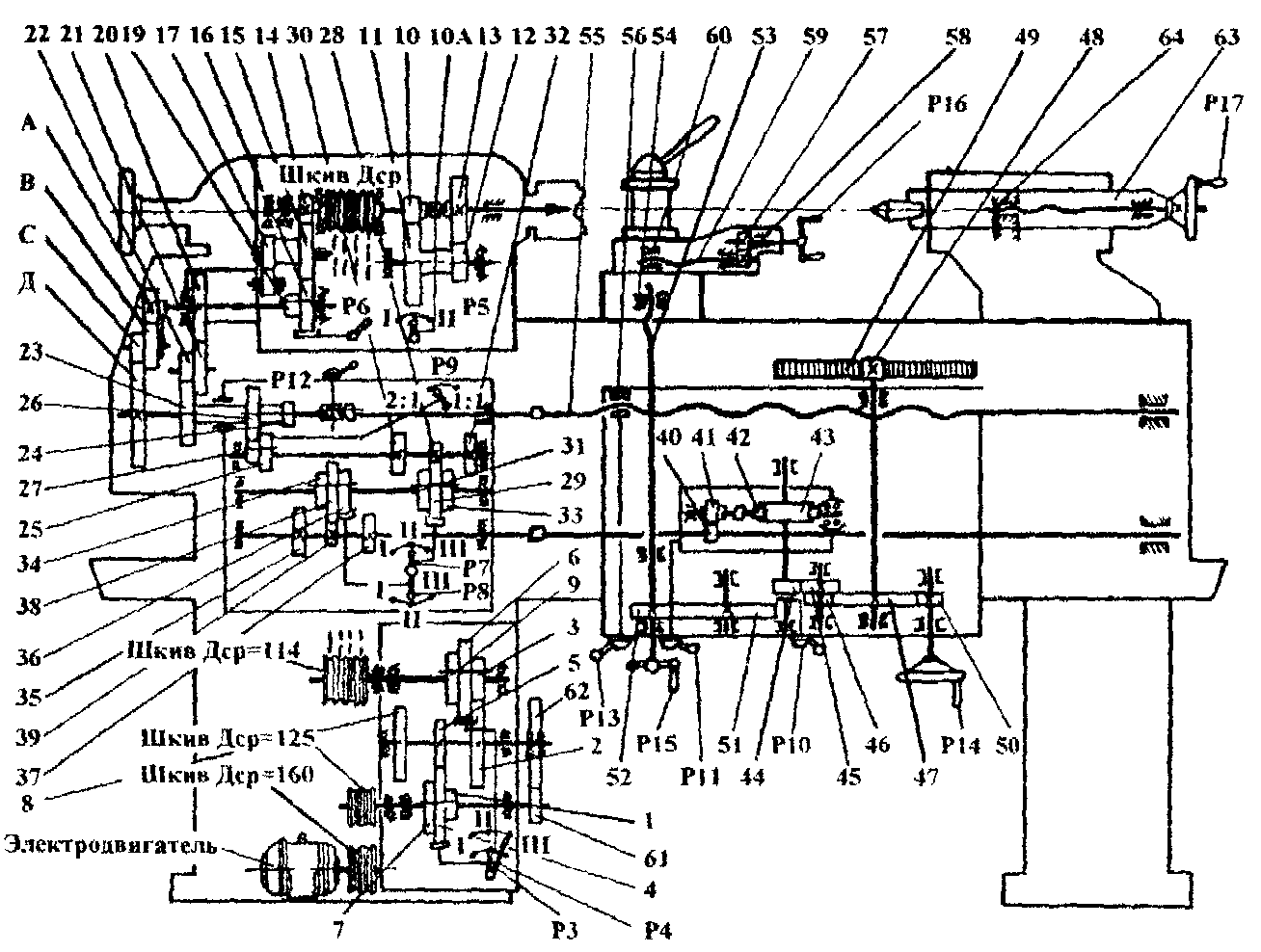
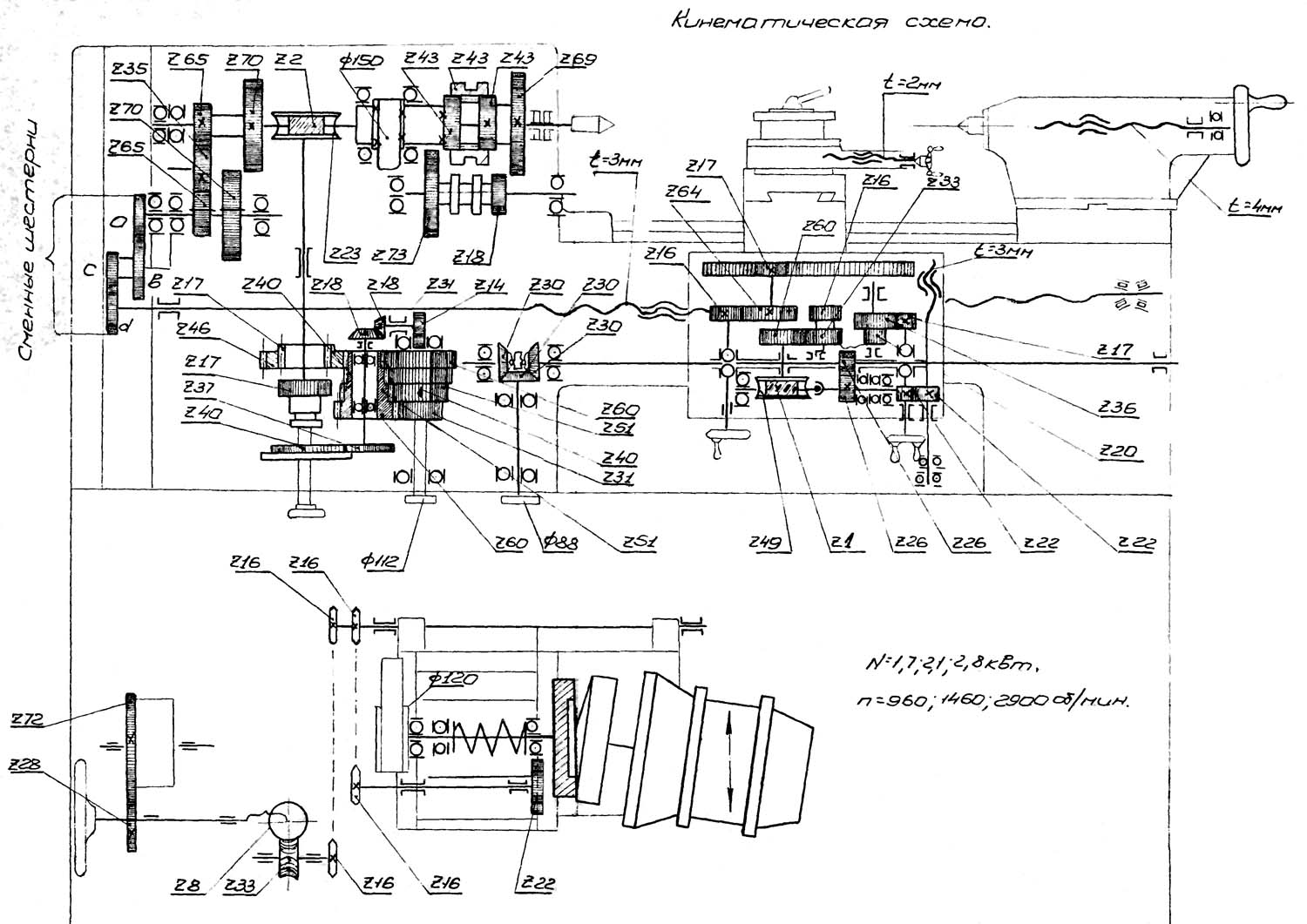
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Технические возможности токарного станка ТВ-320
Благодаря своим техническим возможностям устройство позволяет производить такие работы, как: наружная и внутренняя обработка различных поверхностей, в том числе и конусов, нарезка стандартных резьб и прочие токарные операции. Может производиться работа с деталями посредством скоростного обтачивания или комбинирования операций.
Конструкция установки снабжена особым механизмом, позволяющим изменять параметры рабочего процесса, не прибегая к его остановке. При обработке болванок резцы могут фиксироваться в переднем или заднем резцедержателях, устанавливаемом на суппорте в случае необходимости. Резцы могут устанавливаться одновременно, при этом резцовая головка может перемещаться в разные стороны.
Зажимной патрон устройства в стандартной комплектации – 12 см, но может и устанавливаться патрон 15 см. Фиксируется на чугунной планшайбе при помощи трех болтов. Планшайба накручивается на главный вал и фиксируется хомутом.
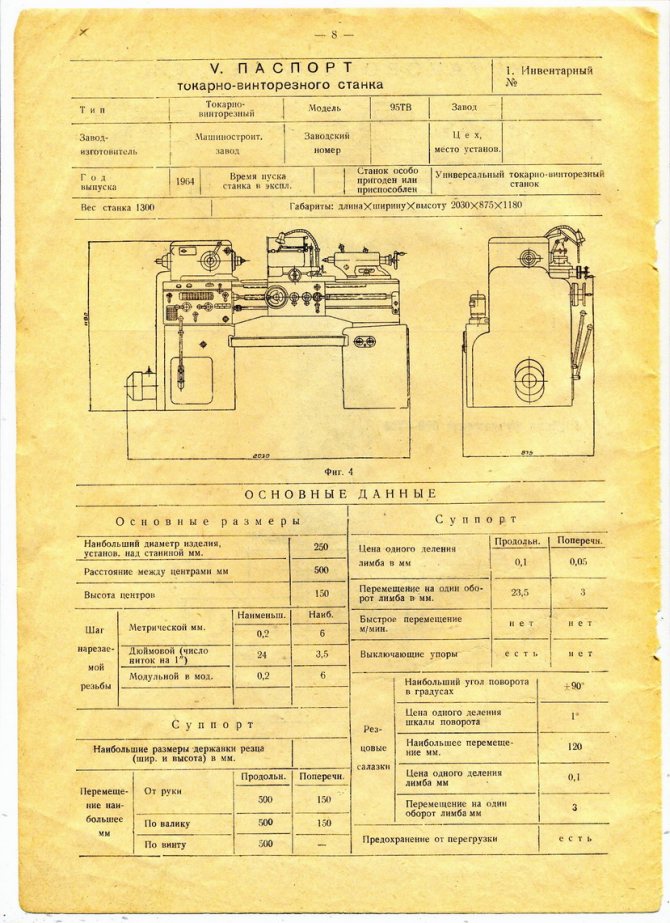
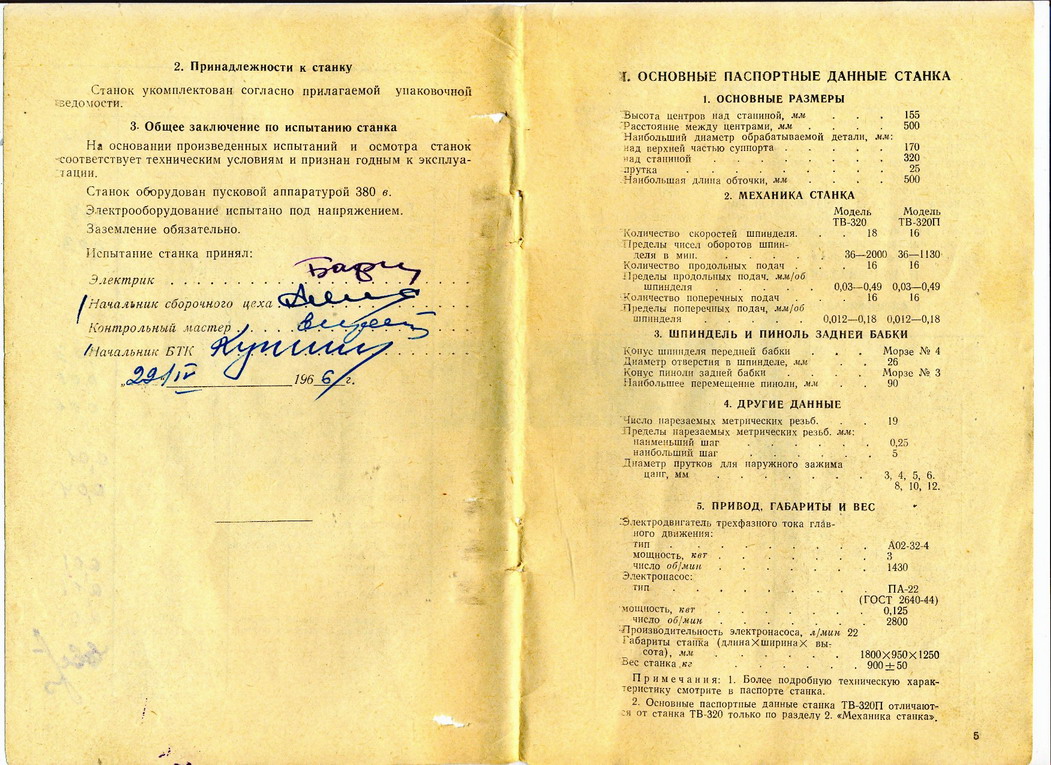
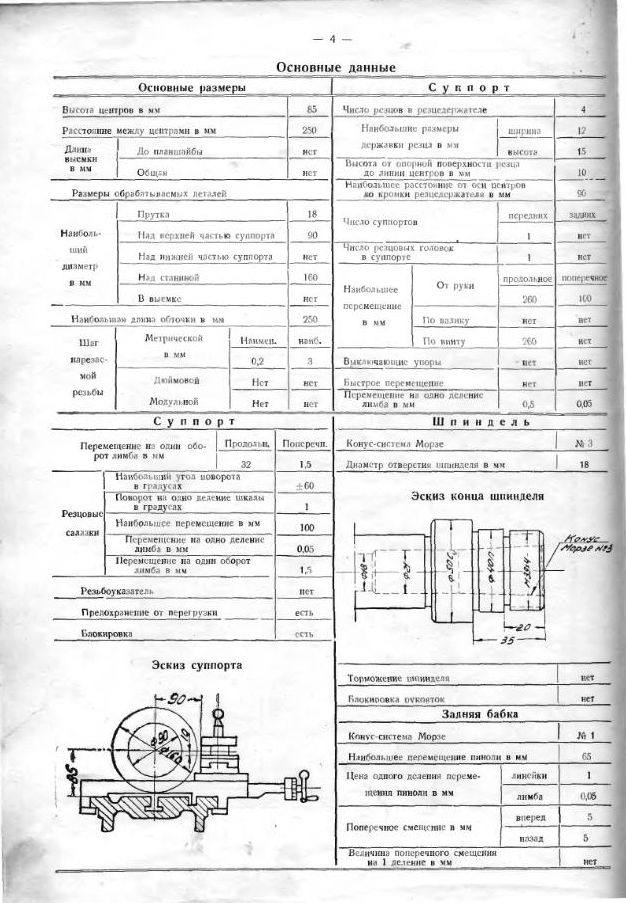
Согласно паспорту, агрегат обладает следующими техническими характеристиками:
- класс точности, согласно ГОСТ – Н;
- расстояние между центрами – 50 см;
- высота центров – 15,5 см;
- длина обтачиваемой болванки в максимальном значении – 50 см;
- диаметр обрабатываемых болванок в максимальном значении: над станиной – 32 см; над резцедержателем – 17 см;
- диаметр шпиндельного отверстия – 2,6 см;
- диаметр обрабатываемого прутка в максимальном значении – 2,5 см;
- скорости вращения главного вала – 18;
- количество подач: 16 осевых, 16 перпендикулярных;
- скорость вращения главного вала – 36-2000 об/мин;
- пределы подач: осевых – 0,03-0,49 мм/об; перпендикулярных – 0,012-0,18 мм/об;
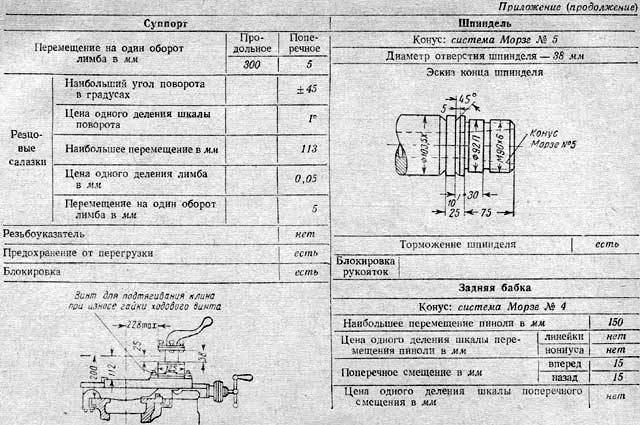
- длина хода каретки резцедержателя в максимальном значении: от руки – 58 см; по валу – 58 см; по винту – 58 см;
- длина поперечного хода резцедержателя в максимальном значении – 28 см;
- ход резцовых салазок в максимальном значении – 11 см;
- перемещение пиноли заднего узла в максимальном значении – 9 см;
- перпендикулярное смещение пиноли – 1,5 см;
- число электрических двигателей – 2;
- мощность главного двигателя – 2,8 кВт;
- мощность охлаждающего насоса – 0,125 кВт;
- Габариты – 180х95х125 см;
- Вес – 900 кг.
Конструктивные особенности станка
ТВ 320 изготовлен по классической схеме токарного винторезного аппарата. Однако есть в нем ряд серьезных конструктивных отличий от аналогов.
Стальные панельные радиаторы были изобретены в конце прошлого века. Этому способствовали новые разработки в технологии производства стальных листов, сварки, покраски. Потребители желали получить радиатор с более высокими характеристиками, нежели «чугунина». Стальные радиаторы начали отвоевывать свою нишу в сегменте отопительного оборудования.
Во-первых, это уже упомянутые выше система скоростной заточки и изменение подач без прерывания работы. Также к особенностям строения этой высокоточной машины относятся:
- Установка одновременно двух резцов с изменением положения;
- Крепление на планшайбу патронов толщиной 120 и 150 мм;
- Наличие подшипников скольжения, ограничивающих трение;
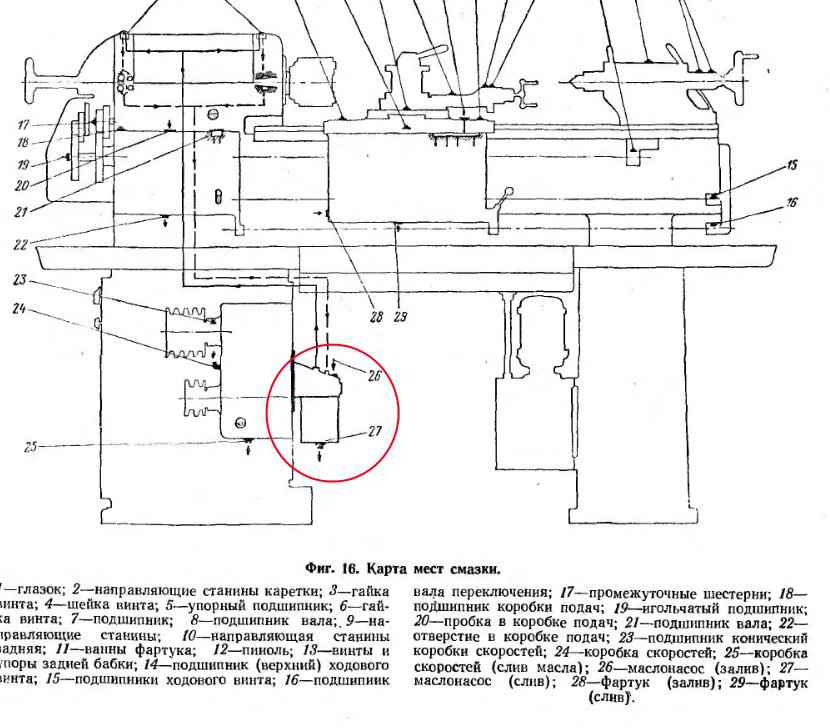
- Автономная система подачи масла;
Технические характеристики и возможности оборудования
По мнению специалистов, ТВ 320 отлично справляется с точностью и скоростью обработки заготовок, имеет большие технологические возможности. По точности его относят к классу «Н».
Базовые технические показатели
Параметры станка четко определены в его паспорте. Основные из них:
- Мощность основного двигателя – 2,8 кВт;
- Мощность охладительной помпы – 0,125 кВт;
- Шпиндель с 18 скоростями вращения;
- Пределы скорости шпинделя – от 36 до 2000 об/мин;
- 16 продольных и 16 поперечных подач;
- Шпиндельное отверстие диаметром 26 мм;
- Максимальная толщина заготовки – 25 мм;
- Обработка болванок длиной до 50 см;
- При заточке над станиной лимит диаметра – 32 см, над суппортом – 17 см;
Габаритные размеры станка составляют 1800*950*1250. Весит агрегат около 900 кг.

Возможности ТВ 320
Этот высокоточный винторезный станок разработан для проведения целого ряда сложных операций:
- Выточка (изнутри и снаружи)
- Нарезание различных резьб
- Конусообразная обработка
- Подрезка торцов
- Сверление
И это далеко не полный список, позволяющий полноправно назвать аппарат универсальным. Скоростной режим выточки позволяет минимизировать временные затраты.
Вдобавок, ТВ 320 снабдили удобным механизмом комбинированной работы. Менять режимы можно «на ходу». Еще одна практичная функция – возможность крепить резцы в передний или задний держатель на суппорте. Более того, их можно фиксировать в одно и то же время, а резцовая головка будет подвижной.

https://youtube.com/watch?v=LpnNvdq3Pww
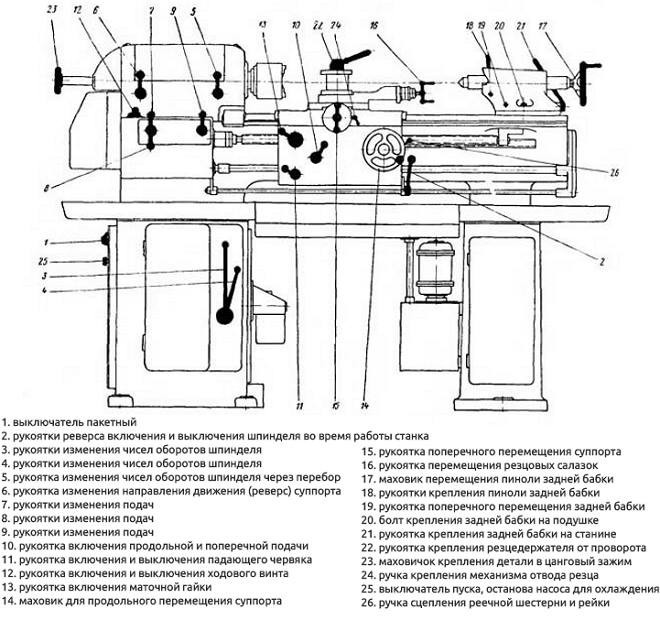
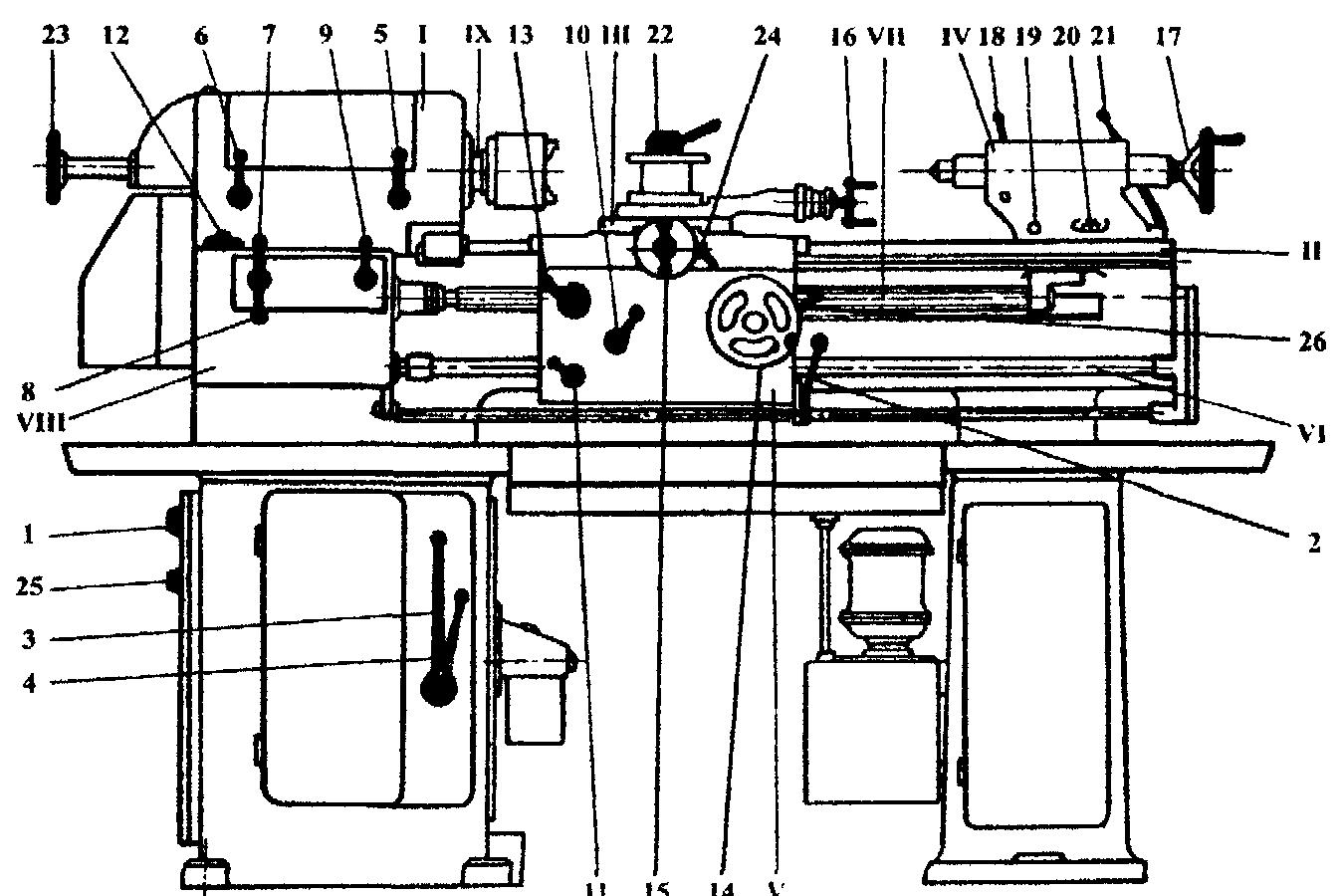
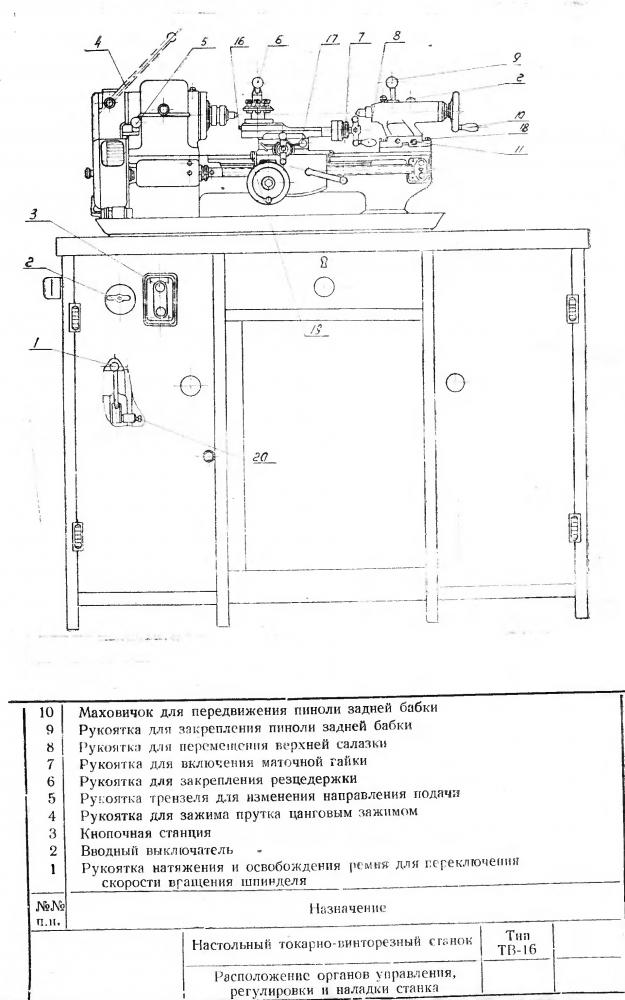
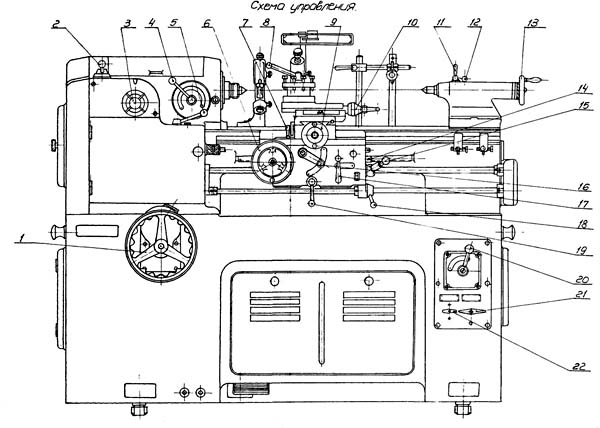
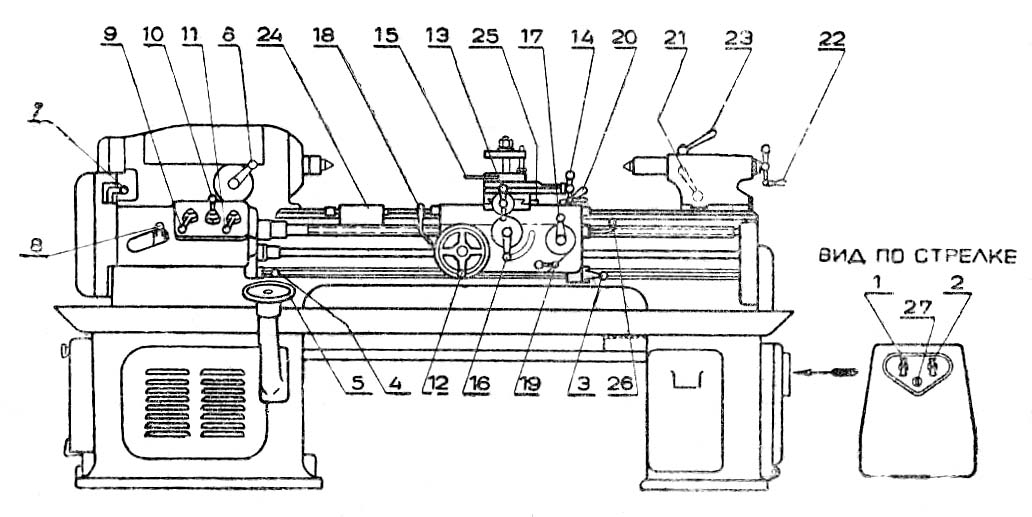
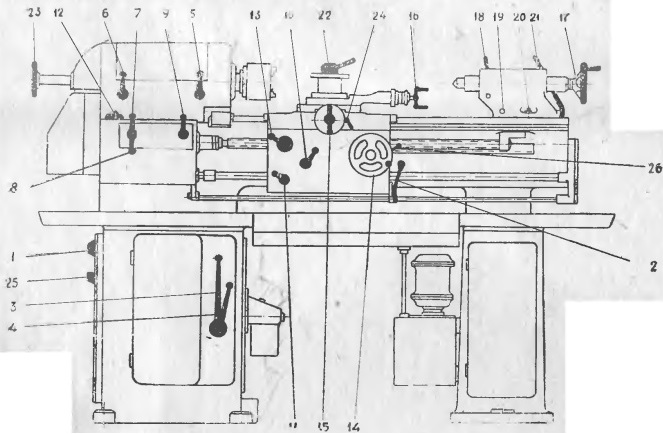
Схема органов управления
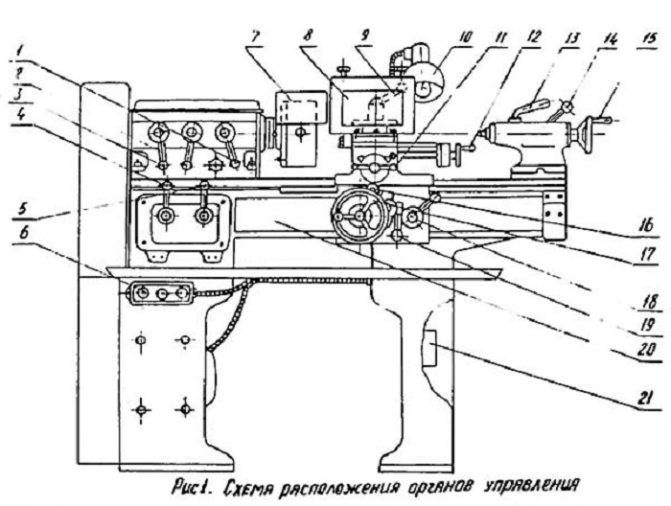
Схема органов управления, имеет:
- Рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Еще одна рукоятку, устанавливающую частоту вращения шпиндельного узла.
- Рукоятку, устанавливающую нарезку резьбы (правую и левую) и изменяющую направление подачи.
- Рукоятку, устанавливающую величину подачи и шага резьбы.
- Рукоятку, переключающую ходовой валик.
- Реверсивную кнопку, включающую и останавливающую станок.
- Рычаг, ограждающий патрон.
- Наличие защитного экрана.
- Рукоятку закрепляющую резцовую головку.
- Источник света для освещения рабочего места.
- Рукоятку, вручную перемещающую поперечные салазки.
- Рукоятку, перемещающую верхние (резцовые) салазки.
- Рукоятку, закрепляющую пиноль.
- Рукоятку, закрепляющую заднюю бабку по направлению к станине.
- Маховики, перемещающие пиноль.
- Кнопку, включающую и выключающую реечную шестерню.
- Маховики, вручную перемещающие продольную каретку.
- Рукоятку, регулирующую гайки в ходовом винте.
- Рукоятку, включающую предельную механическую передачу.
- Ограждающий щиток перед ходовым винтом и валом.
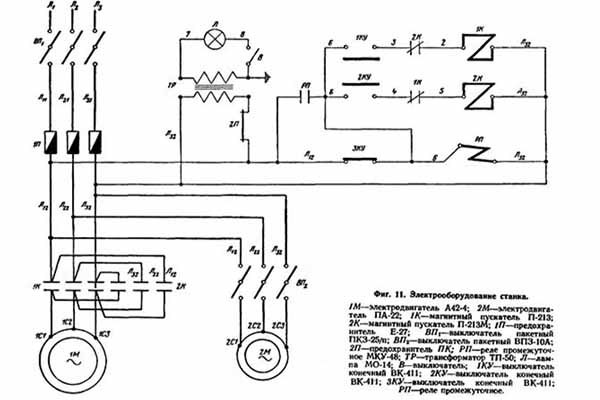
- Наличие трансформатора ОСЗР-0,063–83УХЛ3.
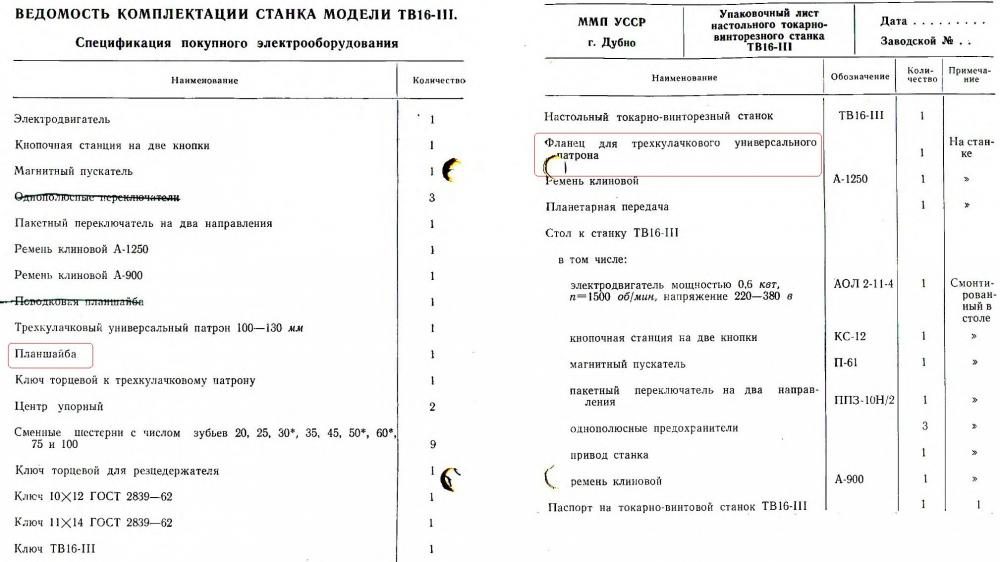
Комплектация
Станок предполагает базовую комплектацию, подробно рассмотренную ниже.
Тумба
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
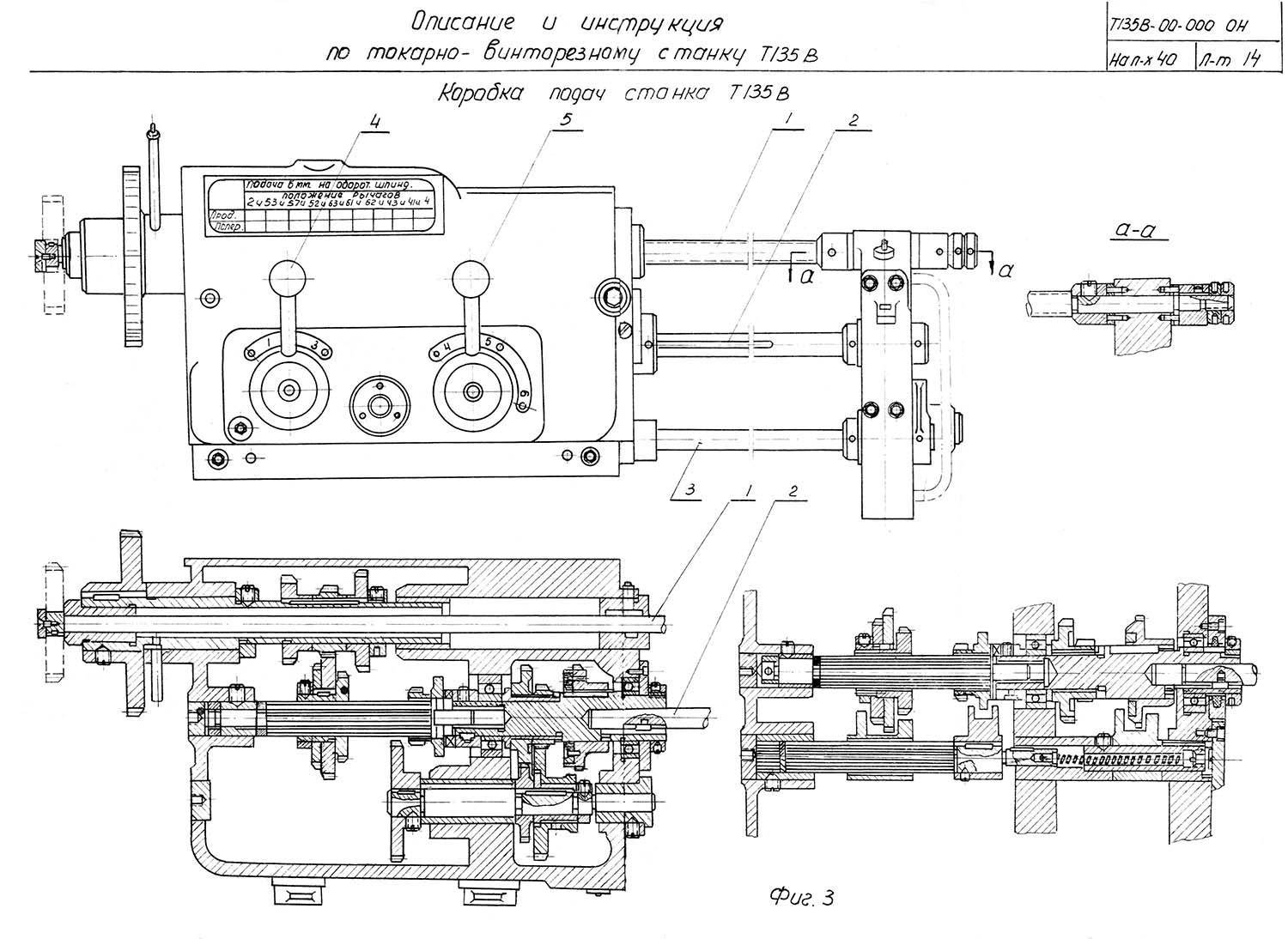
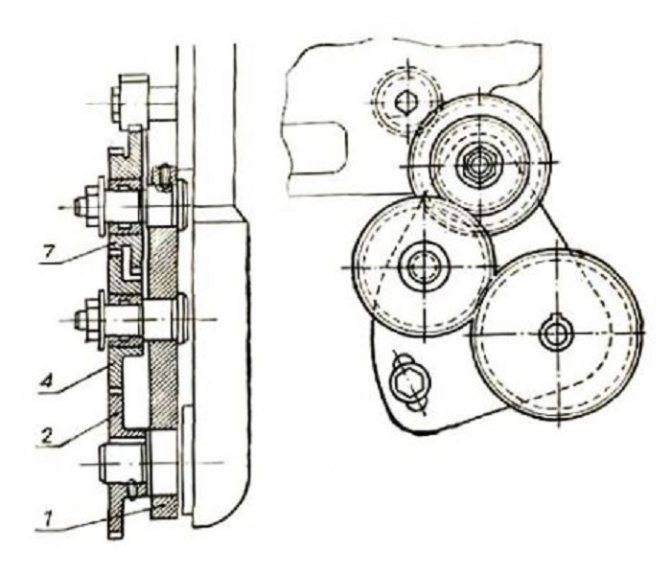
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
- Гитару сменных шестерней используют для изменения параметров резьбы.
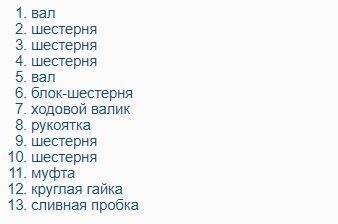
- Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
- два вала;
- пять шестерен, имеющих разные параметры;
- ходовой валик;
- муфту;
- круглые гайки;
- рукоятку переключений;
- сливную пробку.
`
Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.
Важно!
Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.
Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
- Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
- Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.
Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.
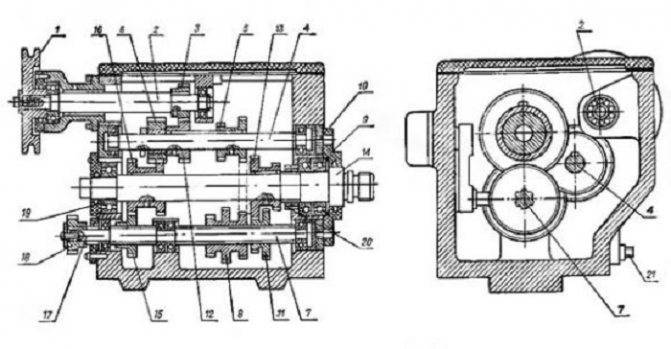
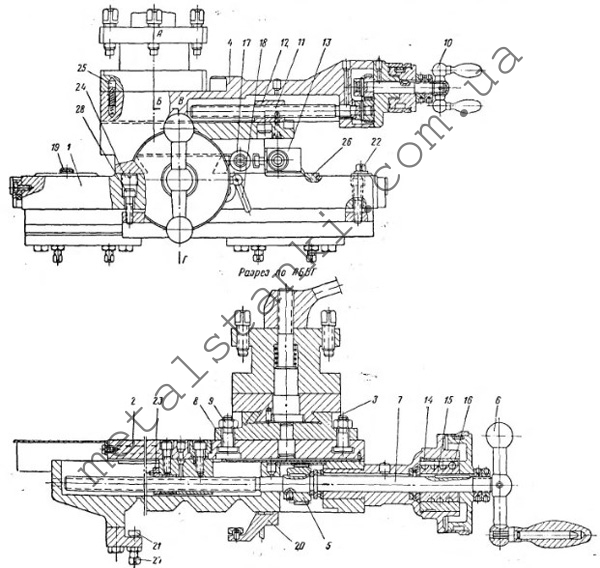
Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Устройства фартука состоит из:
- маховичка;
- реечной шестерни;
- вала;
- червячной шестерни;
- маточной гайки;
- ходового валика.
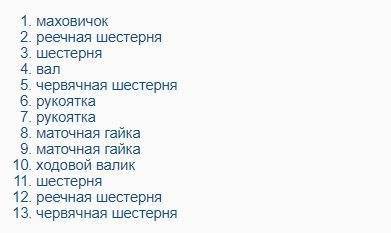
Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.
Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
- Он надежно фиксирует режущий инструмент.
- Располагается в определенном положении по отношению заготовки.
- Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.