
Технологические свойства стали 40Х13
Марка 40Х13 обладает хорошей технологичностью при проведении пластической деформации в горячем состоянии. Ее проводят при температуре от 850 до 1100 ºC. Но надо помнить что при резком нагреве, сталь может потерять ряд своих уникальных свойств, например, твердость. Именно поэтому процедуру нагрева необходимо проводить с небольшой скоростью. По достижении температуры 830 ºC можно выполнять прокат или ковку. Охлаждение стали необходимо также проводить медленно.
Ряд характеристик коррозионно-стойкой и углеродистой стали во многом схожи, в частности, в твёрдости. Но они имеют различную микроструктуру и это приводит к появлению определённых сложностей в процессе механической обработки.
Основные сложности, возникающие при точении и фрезеровании стали марки 40Х13 это:
- упрочнение, возникающие в процессе резания;
- удаление отходов обработки;
- ускоренный износ режущего инструмента.
Дело в том, что при обработке 40х13 резанием, стружка не ломается как у большинства углеродистых сталей, а завивается в виде длинной стружки. Для решения этой проблемы на режущий инструмент устанавливают специальные приспособления — стружколомы.
Низкая теплопроводность хороша при использовании 40Х13 на практике, но создаёт определённые сложности при точении. То есть в месте обработки резко поднимается температура, вследствие чего происходит образование наклёпа и неравномерное упрочнение поверхности. Такое свойство стали приводит к снижению ресурса режущего инструмента и увеличению обработки детали.
Еще одно свойство 40Х13 — это наличие в ее составе карбидных и других соединений, имеющих микроскопический размер. Их наличие делает сталь неким подобием абразива, который выводит режущий инструмент из строя и это приводит к замедлению обработки.
Для эффективной обработки нержавейки применяют режущий инструмент, на поверхность которого наносят карбид вольфрама и другие упрочняющие покрытия.
Характеристика материала сталь 40Х
| Марка стали | сталь 40Х |
| Заменитель стали | сталь 45Х, сталь 38ХА, сталь 40ХН, сталь 40ХС, сталь 40ХФ, сталь 40ХР |
| Классификация стали | Сталь конструкционная легированная ГОСТ 4543-71 |
| В Компании ГП «Стальмаш» Вы можете купить сталь 40Х в следующих видах металлопроката: круг ст 40Х ГОСТ 2590-2006 (ГОСТ 2590-88) круг (пруток) стальной горячекатаный круг ст 40Х ГОСТ 7417-75 круг (пруток) калиброванный шестигранник ст 40Х ГОСТ 2879-2006 (ГОСТ 2879-88) шестигранник горячекатаный шестигранник ст 40Х ГОСТ 8560-78 шестигранник калиброванный лист ст 40Х ГОСТ 19903-74 прокат листовой горячекатаный | |
| Применение стали 40Х | оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности. |
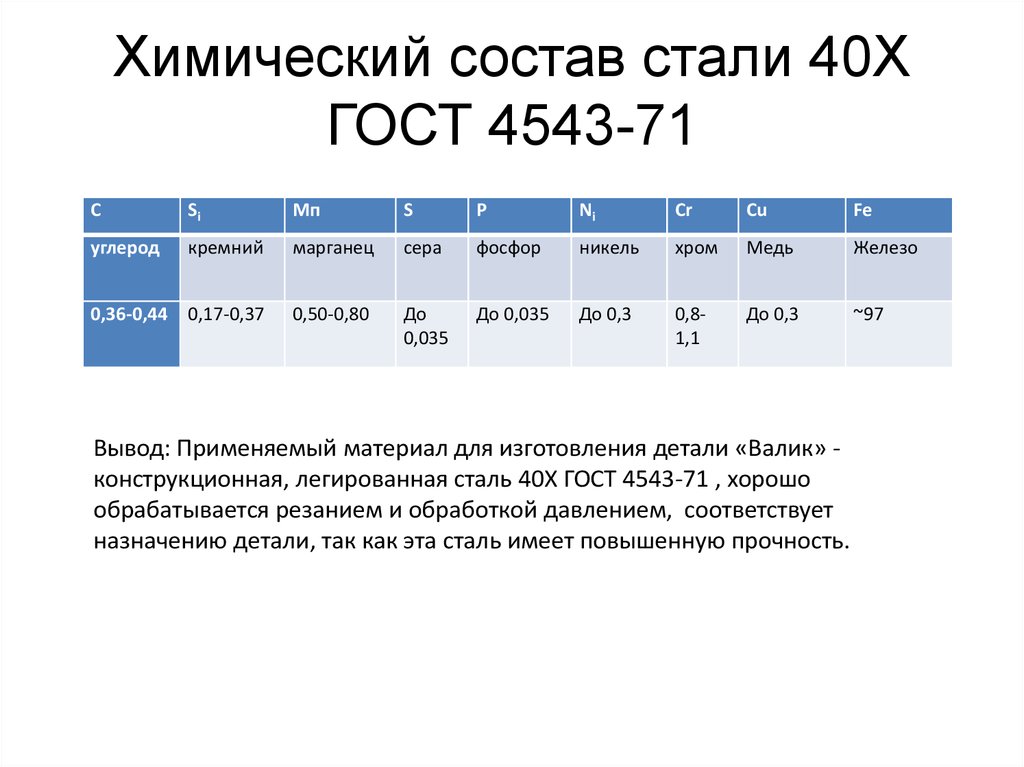
Химический состав в % материала сталь 40Х
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0.36 — 0.44 | 0.17 — 0.37 | 0.5 — 0.8 | до 0.3 | до 0.035 | до 0.035 | 0.8 — 1.1 | до 0.3 |
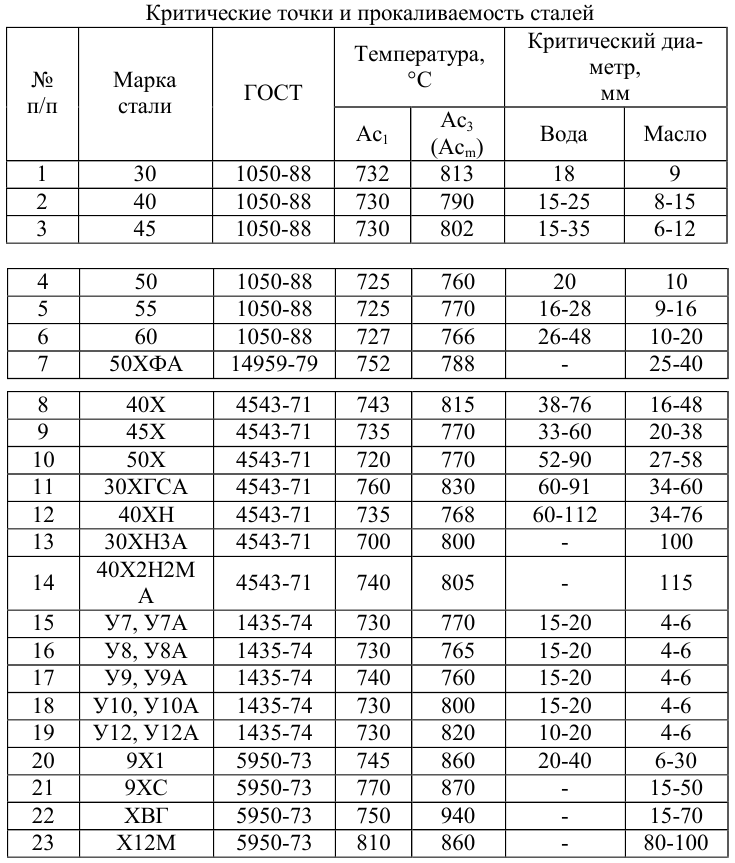
Температура критических точек материала сталь 40Х
Ac1 = 743 , Ac3(Acm) = 782 , Ar3(Arcm) = 730 , Ar1 = 693
Механические свойства при Т=20oС материала сталь 40Х
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Диск | Танг. | 570 | 320 | 17 | 35 | 400 | ||
| Пруток | Ж 28 — 55 | Прод. | 940 | 800 | 13 | 55 | 850 | |
| Пруток | Ж 25 | 980 | 785 | 10 | 45 | 590 | Закалка 860oC, масло, Отпуск 500oC, вода, |
| Твердость материала сталь 40Х после отжига , | HB 10 -1 = 217 МПа |
Физические свойства материала сталь 40Х
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.14 | 7820 | 210 | |||
| 100 | 2.11 | 11.9 | 46 | 7800 | 466 | 285 |
| 200 | 2.06 | 12.5 | 42.7 | 7770 | 508 | 346 |
| 300 | 2.03 | 13.2 | 42.3 | 7740 | 529 | 425 |
| 400 | 1.85 | 13.8 | 38.5 | 7700 | 563 | 528 |
| 500 | 1.76 | 14.1 | 35.6 | 7670 | 592 | 642 |
| 600 | 1.64 | 14.4 | 31.9 | 7630 | 622 | 780 |
| 700 | 1.43 | 14.6 | 28.8 | 7590 | 634 | 936 |
| 800 | 1.32 | 26 | 7610 | 664 | 1100 | |
| 900 | 26.7 | 7560 | 1140 | |||
| 1000 | 28 | 7510 | 1170 | |||
| 1100 | 28.8 | 7470 | 120 | |||
| 1200 | 7430 | 1230 | ||||
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Технологические свойства материала сталь 40Х
| Свариваемость: | трудносвариваемая. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | склонна. |
Зарубежные аналоги материала сталь 40ХВнимание! Указаны как точные, так и ближайшие аналоги
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австралия | Юж.Корея | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| — | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE | GB | SS | BDS | MSZ | PN | STAS | CSN | AS | KS | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Обозначения:
| Механические свойства : | |
| sв | — Предел кратковременной прочности , |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | — Относительное удлинение при разрыве , |
| y | — Относительное сужение , |
| KCU | — Ударная вязкость , |
| HB | — Твердость по Бринеллю , |
| Физические свойства : | |
| T | — Температура, при которой получены данные свойства , |
| E | — Модуль упругости первого рода , |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , |
| l | — Коэффициент теплопроводности (теплоемкость материала) , |
| r | — Плотность материала , |
| C | — Удельная теплоемкость материала (диапазон 20o — T ), |
| R | — Удельное электросопротивление, |
| Свариваемость : | |
| без ограничений | — сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | — сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг |
Марочник стали и сплавов
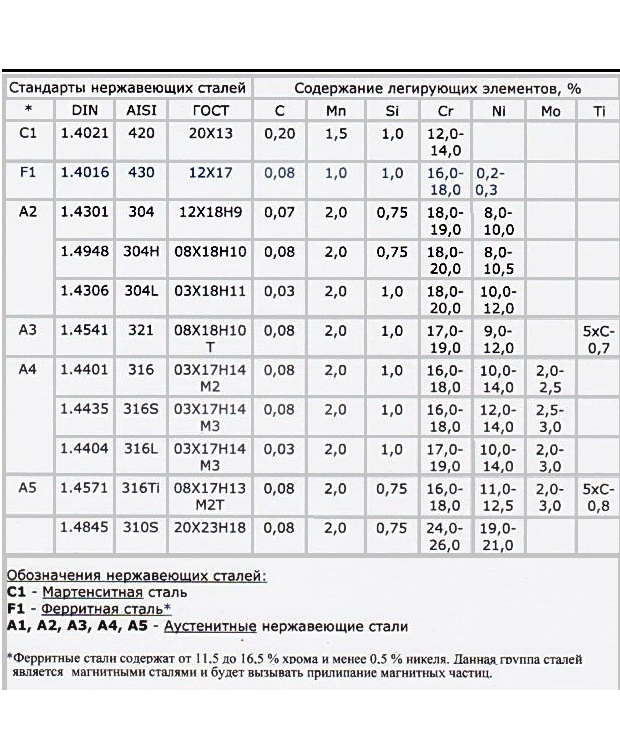
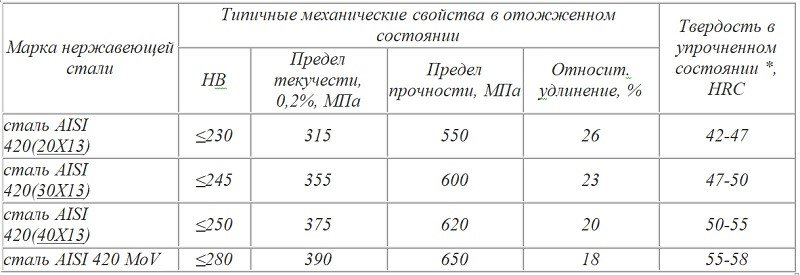
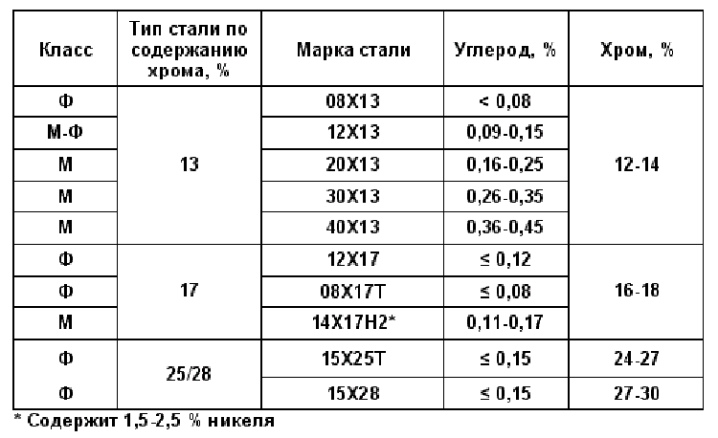
Виды нержавеющих сталей
Коррозионная стойкость обеспечивается пленкой из оксидов хрома, образующейся на поверхности металла при взаимодействии его с кислородом воздуха и способной восстанавливаться после повреждения.
Нержавеющие стали с минимальным содержанием хрома 11% (AISI 430, AISI 409, AISI 410) называются ферритными и используются только в слабоагрессивных средах или для изготовления столовой посуды и декора.
Кроме хрома в нержавеющих сплавах используют никель, молибден и титан. Никель обеспечивает пластичность и вязкость сплава. Хромоникелевые стали, содержащие не менее 8% никеля и не менее 17% хрома, называются аустенитными хромоникелевыми сталями. Они обладают более высокой коррозионной стойкостью при повышенной температуре эксплуатации (до 450 °C). Хромоникелевые стали используют при производстве дымоходов с обязательными ограничениями по максимальной температуре эксплуатации и влажностному режиму отходящих газов. Молибден и титан увеличивают сопротивляемость коррозии, сдерживают осаждение карбидов хрома, увеличивают окалиностойкость, в том числе и при высоких температурах до 800 °С. Стали этой группы (AISI 316L) называют аустенитными хромоникельмолибденовыми и широко используют при производстве дымоходов.
Мартенситные сплавы отличаются высокими показателями прочности и износоустойчивости (жаропрочная коррозионная сталь). Такие стали в своем составе имеют минимальное количество вредных веществ, которые не выделяются при нагревании.
Сталь 30 хгса характеристики
Легирование сталей проводится для того, чтобы повысить их эксплуатационные качества. Примером можно назвать сталь 30ХГСА, свойства которой существенно выше, если сравнивать с обычными углеродистыми металлами.
Особенности во многом зависят от концентрации легирующих элементов и их типа. Рассматриваемая марка получила распространение по причине высокой коррозионной стойкости, которая достигается за счет включения в состав большого количества хрома.
Рассмотрим особенности этого сплава подробнее.
Термообработка сплава 30ХГСА
Для улучшения эксплуатационных характеристик получаемых изделий проводится термическая обработка, за счет чего происходит повышение прочности и твердости. Для стали 30ХГСА применяется следующая термообработка:
- Закалка направлена на изменение качеств поверхностного слоя. Рекомендуется проводить закалку стали при температуре 880 градусов Цельсия. Охлаждение проводится в масле, что позволяет исключить вероятность появления поверхностных и структурных деформаций.
- Закалка предусматривает перестроение кристаллической решетки. Подобный процесс становится причиной появления внутренних напряжений, которые в дальнейшем приводят к появлению структурных трещин. Отпуск при температуре 540 градусов Цельсия позволяет решить подобную проблему. Низкая температура нагрева позволяет в качестве охлаждающей среды применять воду.
- Ковка улучшает структуру материала. Вначале процесса заготовка нагревается до температуры 1240 градусов Цельсия. Охлаждение проводится на открытом воздухе или в другой среде – все зависит от того, какого размера заготовка.
Для улучшения качеств материала могут применять самое различное оборудование. Особенности химического состава определяет то, что обработка заготовок проводится при применении специального оборудования.
Сталь 30ХГСА: характеристики и применение
Изначально, сталь марки 30ХГСА разрабатывалась советскими учеными как материал для авиационной промышленности. Элементы управления, педали и другие механизмы самолетов середины 20 века полностью изготавливали из данного сплава.
Но наука не стояла на месте. Спустя некоторое время благодаря характеристикам сталь 30ХГСА нашла применение и стала доступной для остальных сфер промышленности. И сразу же началось массовое использование стали машино- и станкостроением.
30ХГСА — расшифровка марки стали
Сталь 30ХГСА относится к группе легированных сталей. Состав ее регламентируется ГОСТом 4543-71, согласно которому каждая буква и цифра обозначает определенное содержание определенных химических элементов:
- Цифра 30 означает содержание углерода 0,28-0,34%. Углерод повышает твердость и прочность в сталях, но снижает пластичность и свариваемость.
- Х – хром (0,8-1,1%) повышает закаливаемость, коррозионную стойкость и жаропрочность сплава. Положительно влияет на сопротивление абразивному износу.
- Г – марганец (0,8-1,1%) удаляет вредные примеси кислорода и серы. Снижает риск образования окалин и трещин во время термообработки. Повышает качество поверхности. Помимо этого, способствует увеличению сталью пластичности и свариваемости.
- С – кремний также как марганец является сильным раскислителем. Повышает пластичность, не снижая при этом прочность. Увеличивает восприимчивость стали к термической обработке.
- Буква «А» расшифровывается как улучшенная. Это означает, что сталь прошла закалку с высоким отпуском. Особенности проведения закалки заключаются в нагреве стали до температуры 870 ºС и в последующем быстром охлаждении в масле или воде. Таким образом, происходит трансформация внутренней структуры, что способствует повышению механических характеристик 30ХГСА в 2,9 раза. Закалочные напряжения снимаются высоким отпуском: нагревом до 540-560 ºС. Помимо снятия напряжения, параллельно происходит увеличение упругих свойств.
- Сера (до 0,25%) и фосфор (до 0,25%) относятся к категории вредных примесей. Размеры их молекул слишком большие по сравнению со всеми вышеперечисленными элементами. Встраиваясь в кристаллическую сетку стали, сера и фосфор снижают ее устойчивость, тем самым снижая прочность сплава.
- Также в составе 30ХГСА имеется некоторый процент меди и никеля. Но их содержание настолько мало, что они не оказывают влияния на характеристики стали.
Классификация сталей для ножей
Когда мы говорим о таком материале, как сталь, особенно ножевая, следует понимать, что современная промышленность наряду с традиционными технологиями породила огромное количество ее видов, которые различаются как по химическому составу, так и по технологии изготовления. Чтобы не потеряться в этом многообразии, нам следует выделить хотя бы основные понятия. Итак…

По химическому составу стали делятся на углеродистые и легированные:
- Углеродистая сталь представляет собой сплав железа и угля, без добавления каких-либо других элементов. Ее часто называют «черной», или «ржавеющей». Это самый древний вид стали, из которой изготавливались ножи. В целом она отличается высокой прочностью, хорошо принимает и держит заточку, и ее единственный недостаток заключается в том, что она чрезвычайно подвержена коррозии.
- Легированная сталь — та, которую часто называют «нержавейкой», на самом деле не всегда является таковой. Как правило, такая сталь гораздо меньше подвержена коррозии, но это вовсе не значит, что именно она является лучшей сталью для ножа. Главная ее особенность в том, что кроме углерода в сплаве с железом содержатся многие другие элементы, которые могут влиять на ее характеристики самым разным образом.
По технологии изготовления данных сплавов можно выделить довольно много видов стали. Для ножей подходят следующие:
- Сталь, которая получается современным промышленным способом. Это самый распространенный ее тип, который производится методом плавки и штамповки.
- Отдельно из промышленных сталей следует выделить так называемую «порошковую», которая получается не плавкой и штамповкой, а методом порошкового спекания мельчайших частиц металла, что позволяет достичь характеристик, недоступных для обычных промышленных сталей. Из порошковой стали делаются ножи премиум-сегмента, клинки которых обладают особо высокой прочностью, показателями твердости и износостойкости.
- Сталь, которая получается традиционным кузнечным методом. Ее часто называют «кованой», и она высоко ценится.
- Дамаск, как и его близкий родственник — булат, тоже является продуктом кузнечной выделки металлов. Говорят, что дамасская сталь для ножа является одной из лучших, равно как и булатная, но их характеристики в огромной мере зависят от мастерства кузнеца, и сама по себе технология изготовления вовсе не гарантирует высокого качества. Дамасская сталь имеет слоистую структуру, в которой чередуются разные виды металла, а булат обладает особым, «звездчатым» рисунком. Ножи из дамасской стали сами по себе очень красивы, но их свойства напрямую будут зависеть от тех сталей, которые включены в состав слоев.
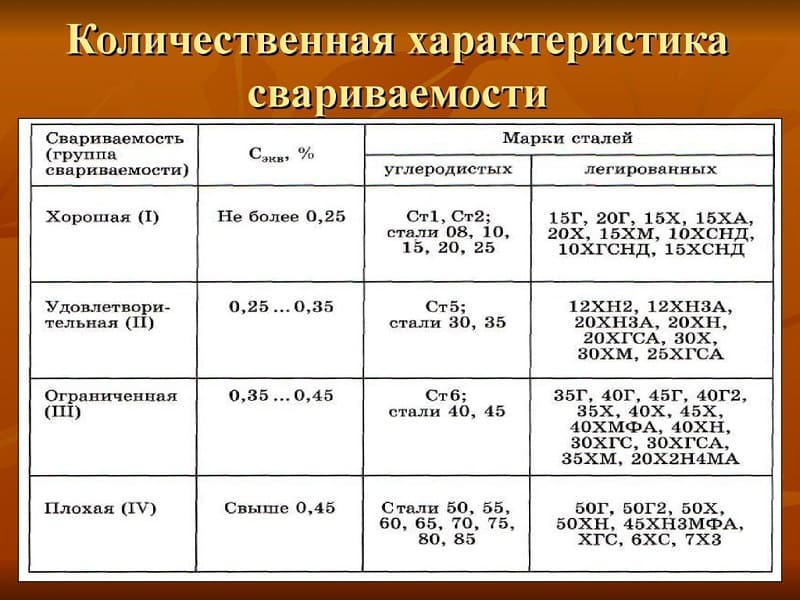
Группы свариваемости
Все группы свариваемости сталей характеризуются своими определенными особенностями. Среди них можно отметить следующие моменты:
- Первая группа, которая характеризуется хорошей свариваемостью, может применяться при сварке без предварительного подогрева и последующей термической обработки шва. Отпуск выполняется для снижения напряжения в металле. Как правило, подобное свойство связано с низкой концентрацией углерода.
- Вторая характеризуется тем, что склонна к образованию трещин и дефектов на швах. Именно поэтому рекомендуется проводить предварительный подогрев материала, а также последующую термическую обработку для снижения напряжений.
- При ограниченном показателе сталь склонна к образованию трещин. Для того чтобы исключить вероятность появления трещин следует материал предварительно разогреть, после сварки в обязательном порядке проводится термообработка.
- Последняя группа характеризуется тем, что в большинстве случаев на швах образуются трещины. При этом предварительный разогрев структуры не во многом решает проблему. После сварки обязательно проводится многоступенчатое улучшение.
Группы свариваемости
Каждый сплав и металл относится к определенной группе. Кроме этого, степень свариваемости меняется после улучшения материала, к примеру, путем азотирования или закалки.
Характеристики
Твердость
Определяющий фактор – наличие углерода в сплаве.
По Бринеллю, HB
- После отжига – 10 -1 = 179 Мпа.
- Калиброванного нагортованного – 10-1 = 207 МПа.
- Горячекатаного отожженного – 10-1 = 156 МПа.
По Роквеллу, HRB
Шкала B – после отжига 88,6 Мпа.
Марка
Сталь 30 в своем составе содержит 0,3 % углерода. Имеет спокойную степень раскисления.
Марка стали имеет средний уровень прочности и вязкость сердцевины, используется для изготовления малонагруженных деталей.

- плоский, сортовой, фасонный прокат;
- калиброванный пруток;
- шлифовальный пруток и серебрянка;
- лист толстый и тонкий;
- проволока;
- кованые заготовки и поковки.
Химический состав
Указан в %, не более:
- Fe (железо) ~ 97 %.
- C (углерод) – 0,27–0,35 %.
- Si (кремний) – 0,17–0,37 %.
- Mn (марганец) – 0,5–0,8 %.
- S (сера) – 0,035 %.
- P (фосфор) – 0,030 %.
- Cr (хром) – 0,25 %.
- Ni (никель) – 0,30 %.
- Cu (медь) – 0,30 %.
Предел прочности
Символ обозначения ơв, единица измерения МПа
| Номенклатура | Предел прочности при T = 20 °C |
| Лист термообработанный | 430–590 |
| Прокат | 490 |
| Прокат нагартованный | 560 |
| Прокат отожженный | 440 |
| Лента отожженная | 390–640 |
| Лента нагартованная | 640–930 |
Предел текучести
После нормализации: Т = 20 °C, прокат. Не менее 295 H/мм2, или 30 кгс/мм2. Продукт прошел закалку и отпуск (не менее)
| Размер проката | H/мм2 | кгс/мм2 |
| до 16 мм | 400 | 41 |
| от 16 до 40 мм | 355 | 36 |
| от 40 до 100 мм | 295 | 30 |
Ударная вязкость сплава
Единица измерения – Дж/см2. Символы обозначения – KC, U – образец с полукруглым надрезом, «Менаже». Ударная вязкость (KCU) не менее 78 Дж/см2. KCU, Дж/см2 при определенном температурном воздействии, °С
| Показатели температурного режима | +20 | +40 | +60 |
| Закалка 860 град. C в воде; отпуск 400 град. C | 72 | 45 | 42 |
Примечание: исследуемая заготовка диаметром 60 мм.
Температурный режим эксплуатации
- А1 – нижняя критическая точка;
- А3 – верхняя критическая точка;
- c – нагрев;
- r – охлаждение;
- Mn – температура начала мартенситного превращения.
| Критические точки | Температура, °C |
| Ac1 | 730 |
| Ac3 | 820 |
| Ar1 | 680 |
| Ar3 | 796 |
| Mn | 380 |
Механические свойства
Условные обозначения (символы):
- y (%) – относительное сужение;
- d5 (%) – относительное удлинение (при разрыве);
- sT (Мпа) – предел текучести;
- SB (Мпа) – предел кратковременной прочности.
| Номенклатура | Стандарт ГОСТ | Размеры: толщина, диаметр | Термо-обработ- ка | y | d5 | sT | SB |
| мм | % | % | МПа | МПа | |||
| Лист | 4041-71 | 4–14 | есть | 24 | 430–590 | ||
| Прокат | 1050-88 | до 80 | нормализация | 50 | 21 | 295 | 490 |
| нагартован. | 35 | 7 | 560 | ||||
| отожжен. | 45 | 17 | 440 | ||||
| Лента отожженная | 2284-79 | 390–640 | |||||
| нагартован. | 640–930 |
Свариваемость

- дуговая ручная (РДС);
- автоматическая дуговая (АДС) под флюсом с газовой защитой;
- электрошлаковая (ЭШС).
Перед началом сварки необходим прогрев стали с целью профилактики трещин.
Контактная точечная сварка без ограничений. Трудносвариваемая сталь предполагает подогрев до 200–300 °C и отжиг.
Данный сплав принадлежит к группе нелегированных конструкционных углеродистых сталей, которые используются для изготовления деталей невысокой прочности. Считается качественным, недорогостоящим.
Отечественные стали
Углеродистые:
- У8 (или У8А). Сталь с содержанием углерода около 0,8 %. Самая простая и распространенная в ножеделии, находит массовое применение в кустарном изготовлении ножей. Высокопрочная, хорошо принимает и держит заточку. Буква «А» в ее названии означает сталь высокого качества очистки.
- У10 (или У10А). Аналогичная предыдущей, но с содержанием углерода около 1 %. Прочность чуть ниже, но зато твердость и удержание режущей кромки лучше. Используется при изготовлении ножей для тяжелых работ, в т. ч. армейских и боевых.
- 65Г. Углеродистая пружинно-рессорная сталь. Содержание углерода около 0,65-0,7 %. В отличие от простых «углеродок», данная сталь легирована марганцем и содержит долю процента хрома, благодаря чему у нее отличная прочность, ударная вязкость и упругость, а также большой диапазон показателей рабочей твердости. Ножи из такой стали хорошо держат заточку и являются весьма прочными. Ржавеет она не так активно, как стали марки «У».
- ШХ15. Шарикоподшипниковая сталь. Легирована марганцем и небольшим количеством хрома (1,5 %). Содержание углерода — около 1 %. Является одной из самых сбалансированных углеродистых сталей: легко точится, сохраняет высокую прочность при высокой твердости, хорошую износостойкость и способна держать режущую кромку на малых углах.
- ХВ5 («Алмазная» сталь). Содержит около 1,35 % углерода и довольно много вольфрама (около 5 %). Достаточно прочная, но при этом с плохой ударной вязкостью сталь, способная сломаться при динамических нагрузках. Отличается колоссальной твердостью (до 68 ед. HRc) и износоустойчивостью. Создана только для долгого и агрессивного реза, без поперечных и ударных нагрузок. Довольно интенсивно ржавеет.
- Р6М5 («быстрорез»). Сталь, применяемая для изготовления пил по металлу. Содержит около 0,8 % углерода, 4 % хрома, немного ванадия и большое количество вольфрама (около 6 %). Также легируется молибденом. Довольно интересная сталь, обладающая огромной жаропрочностью, стойкостью удержания режущей кромки и износостойкостью.
- 9ХС. Инструментальная легированная сталь. Содержание углерода — 1 %. Содержание хрома — 1,2 %. Дополнительно сталь легируется кремнием и марганцем. В небольших количествах содержатся никель, ванадий и даже вольфрам (до 0,25 %). Благодаря удачной совокупности элементов сталь обладает выдающимися характеристиками по удержанию заточки, износостойкости и прочности.
- Х12МФ. Инструментальная легированная сталь. Ее часто называют «полунержавеющей». Является одной из лучших сталей для изготовления ножей. Содержит 12 % хрома и 1,5 % углерода. Имеет довольно богатый состав легирующих элементов — молибден, ванадий, марганец, никель и фосфор. Обладает отличной прочностью, износостойкостью, великолепно держит заточку и ударную вязкость на приемлемом уровне. Один из лучших выборов по соотношению цены-качества.
Нержавеющие:
- 40Х13. Легированная сталь нижнего ценового уровня. Содержит 0,4 % углерода и 13 % хрома, как следует из ее названия. Нож из нержавеющей стали такого класса действительно почти никогда не будет ржаветь, но удержание режущей кромки у нее весьма посредственное.
- 65Х13. Из недорогих сортов эта сталь — очень неплохой выбор. Содержит 0,65 % углерода и все те же 13 % хрома. Из-за такой балансировки состава чуть более подвержена коррозии, чем предыдущая. Зато она гораздо лучше держит заточку и в целом является очень неплохой сталью, особенно при хорошей закалке.
- 95Х18. Эта сталь, хоть все еще и относится к среднему уровню цены, по качеству уже существенно выше двух предыдущих. Количество углерода приближается к 1 %, а хрома в этом сплаве уже существенно больше — 18 %, что поднимает как коррозионную стойкость, так и общую прочность клинков.
- 110Х18 МШ-Д. Очень редкая, но особо ценимая среди мастеров сталь. Отличается высочайшим уровнем чистоты, благодаря методике электрошлаковой переплавки. Содержит до 1,1 % углерода и около 19 % хрома. Долгое время сохраняет заточку и показывает высокую прочность благодаря равномерной структуре.
- 40Х10С2М (ЭИ-107). Еще ее называют «клапанной» сталью. Несмотря на невысокое содержание угля (0,4 %), данная сталь является очень хорошим выбором. В ней немного хрома (около 10 %), однако дополнительно она легирована кремнием (около 2,5 %), марганцем и молибденом, что самым положительным образом сказывается на ее прочности и износостойкости.
Виды нержавеющей стали
Нержавеющая сталь представляет собой привлекательный материал для использования в современной промышленности. Он состоит из железа и примеси хрома.
Также в смесь для производства нержавейки добавляются и другие элем6нты, которые представлены:
- никелем,
- ниобием,
- молибденом,
- титаном.
Они необходимы для того чтобы материал приобрел свои физико-хиимические качества и стал более прочным.
Благодаря смеси железа и других элементов появляется материал, который способен противостоять появлению коррозии. В зависимости от пропорциональности добавленных элементов нержавеющий материал получается прочным и он способен противостоять даже высоким температурам. Благодаря пластичности нержавеющую сталь используют в самых разных отраслях промышленности.
Железо само по себе покрывается ржавчиной достаточно быстро. Если смешать его с хромом и другими элементами на его поверхности образуется невидимая пленка, которая предотвращает поступление к нему кислорода. В результате окисления не производится. Данный слой является достаточно прочным. Что делает материал более устойчивым к образованию трещин, вмятин и многих других дефектов. Сталь способна восстанавливаться со временем самостоятельно.


Назначение
Первое, с чего стоит начать знакомство, это применение стали 30 х 13, характеристики которой будут описаны далее. Ведь, зная, для чего она предназначена, вам будет проще понять все, о чем будет рассказано ниже.
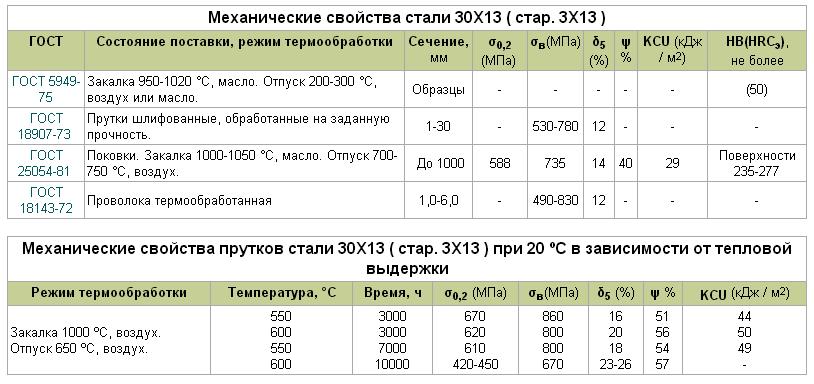
Итак, сталь 30 х 13 — это сталь коррозионно-стойкая, жаропрочная, высоколегированная. Чаще всего из нее изготавливают детали, работающие в агрессивной тепловой среде, однако и вполне бытовые инструменты также могут быть изготовлены из стали 30х13, характеристики благо позволяют.
Вот небольшой перечень изделий, которые могут быть изготовлены из нее:
- пружины различного назначения;
- детали компрессоров;
- иглы карбюраторов;
- измерительный инструмент;
- инструменты повседневного использования, для которых важна устойчивость к коррозии;
- хирургический инструмент.
Однако в промышленных масштабах 30 х 13 встречается и в виде листов, проволоки, прутков, арматуры и еще ряда изделий металлургического проката.
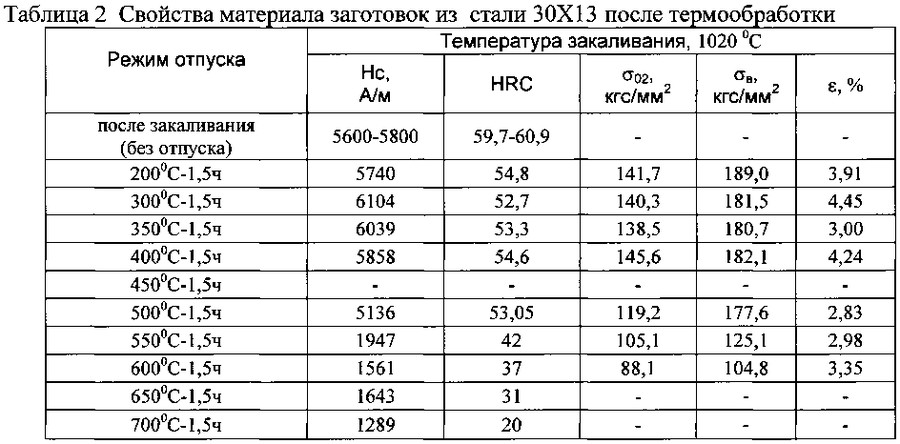
Термическая обработка стали
Для ковки рекомендуется постепенно нагревать сталь до температуры около 800 градусов, а далее и до 1050-1100 °C. В этих пределах происходит ковка заготовок. После металл рекомендуется охладить в печи или в золе. Остывание должно быть медленным.
Для достижения различных характеристик стали, её можно деформировать в различных температурных режимах. Вообще в производстве применяют несколько способов:
- горячая деформация: температура 1100 — 800°C, охлаждение на воздухе, отжиг: температура 745 — 825 °C, охлаждение на воздухе;
- горячая деформация: температура 1100 — 800°C, замедленное охлаждение. Отжиг: температура 730 — 790 °C;
- горячая деформация: температура 1100 — 800°C, замедленное охлаждение, закалка: температура 950 — 1050 °C, охлаждение в масле, на воздухе. Отпуск: температура 625 — 675 °C;
- горячая деформация: температура 1100 — 800°C, замедленное охлаждение. Закалка: температура 950 — 1050 °C, охлаждение в масле, на воздухе Отпуск: температура 200 — 350 °C;
- закалка 950 — 1050°С, охлаждение в масле или на воздухе, отпуск 625 — 675 °С;
- горячая деформация: температура 1100 — 800°C, замедленное охлаждение. Закалка: температура 950 — 1010 °C, охлаждение в масле, на воздухе. Отпуск: температура 650 — 730 °C.
Надёжные клинки из стали X30Cr13.
Качественный нож на все случаи жизни из стали 40Х13
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет!
Список материалов:
— нержавеющая сталь марки 40Х13 (AISI 420); — древесина для накладок; — латунные стержни для штифтов; — медная трубочка; — эпоксидный клей; — масло для пропитки дерева.
Список инструментов:
— ленточная шлифовальная машина; — бормашина; — дрель; — наждачная бумага; — болгарка; — заточный станок для ножей; — полировальный станок; — тиски; — напильники; — маркер; — бумага, ножницы, карандаш (для шаблона); — циркулярная пила; — зажимы; — духовка; — печь и масло для закалки.
Процесс изготовления ножа:
Шаг первый. Изготавливаем шаблон и переносим на заготовку
Для начала изготовим шаблон ножа, для этого нам понадобится бумага и карандаш. Автор рисует нож от руки на бумаге, это интересно, нож получается уникальным. Но если таких талантов у вас нет, можно поискать готовые макеты ножей в интернете и распечатать их на принтере. Полученный нож вырезаем ножницами и переносим потом на заготовку. Автор приложил шаблон к металлу, а потом сверху прошел баллончиком с краской. Когда шаблон был убран, получился отличный рисунок на металле, который нам предстоит вырезать.
Шаг второй. Изготовление основного профиля ножа
Шаг третий. Отверстия
Шаг четвертый. Термообработка
Для начала нам нужно закалить клинок, раскаляем металл до красного свечения и опускаем в масло. Подойдет растительное масло или минеральное, автор использовал автомобильную отработку, судя по цвету масла.
Шаг пятый. Формируем скосы и шлифуем
Для формирования скосов у автора есть специальный зажим, который позволяет установить лезвие четко под определенным углом относительно шлифовальной ленты. В итоге скосы получаются симметричным, ровными и качественными. В процессе шлифовки главное не спешить, так как клинок можно перегреть, и произойдет сильный отпуск металла. Время от времени охлаждаем клинок в воде. Далее автор шлифует клинок вручную, используя наждачную бумагу и воду.
Шаг шестой. Зазубрина

Шаг седьмой. Полировка Полируем клинок до зеркального блеска. Для этих целей нам понадобится полировальный станок и паста ГОИ. Немного времени и сил, теперь в клинок можно смотреть как в зеркало. После этого заматываем его изолентой, чтобы не повредить клинок и не порезаться самому.
Шаг восьмой. Изготовление ручки
Далее сверлим отверстия, подготавливаем штифты и трубку. Осталось размешать эпоксидку и склеить ручку.
Ручку обязательно пропитываем маслом для защиты от влаги. К тому же, с маслом древесина смотрится просто восхитительно.
Шаг девятый. Заточка
На этом все, нож готов. Удачи и творческих вдохновений, если надумаете повторить!
Внимание!!!
Данная самоделка размещена исключительно в ознакомительных целях. Запрещено создание и применение в качестве холодного оружия, согласно ст223.4 УК РФ грозитлишение свободы до двух лет! Источник (Source)



Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Термообработка стали
Свои уникальные свойства, в частности, повышенную стойкость к коррозии, марка 40Х13 получает в результате сложной термической обработки.
После закалки, составляющими компонентами стали 40Х13 являются:
- карбиды;
- мартенситы;
- остатки аустенитов.
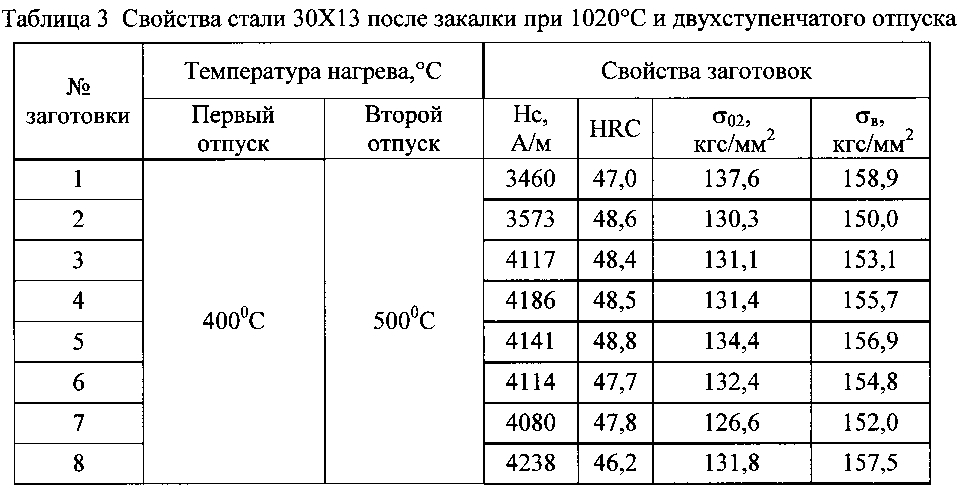
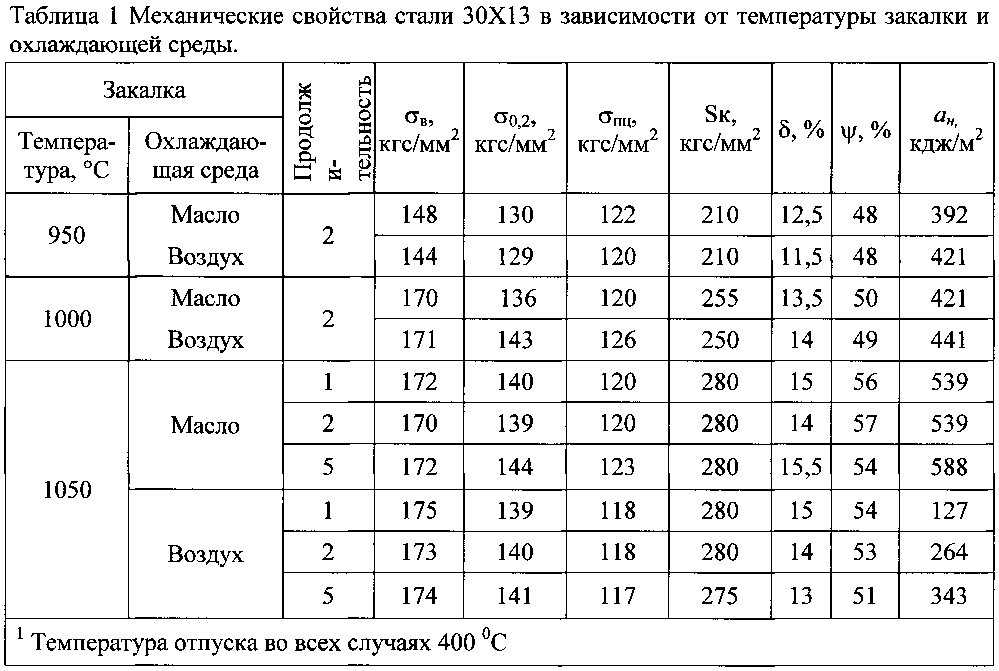
Надо отметить, что при температуре порядка 1050 ºC сталь теряет свою твердость. Это вызвано в первую очередь тем, при таком режиме растёт количество аустенита. Но при понижении температуры до 500 ºC твёрдость возвращается. Это обусловлено тем, что происходит удаление карбидов из структуры стали.
Финишная термообработка (закалка) производится при температуре 950 — 1000 ºC, с последующим охлаждением в масле или на воздухе. При соблюдении всех технологических режимов сталь получить требуемую твёрдость и коррозионную стойкость.
Особенности стали
20х13 имеет плотность 7670 кг\м3. Температура плавления составляет около 1600 ºС. Упруга. Модуль Юнга равен 2 000 МПа. Хорошо проводит тепло. Коэффициент теплопроводности колеблется в районе 23-28 Вт\(м*С). Отличается низкой способностью пропускать ток. Удельное электрическое сопротивление равно в среднем 800 Ом*м. Магнитится.
Предел прочности на разрыв равно 610 МПа. Твердость — около 28 единиц по шкале Роквелла. Деформироваться 20х13 начинает уже при нагрузке в 500 МПа. Предварительное провидение термической обработки позволяет увеличить механические свойства в 1,5-2 раза. Для сравнения после закалки с отпуском конструкционная сталь 45 повышенного качества обладает прочностью в 400 МПа.
Сталь 20х13 достаточна пластична. Относительное удлинение составляет 23%, а сужение 65%. Хорошо работает в условиях знакопеременных нагрузок. Предел выносливости равен 500 МПа. Сталь жаростойка. Ее механические свойства остаются неизменными при температуре окружающей среды 600 ºС.
Марка 20х13 отличается повышенной сопротивляемостью к образованию коррозии. Она хорошо проявила себя в работе в условиях слабоагрессивных сред: пресная и речная вода, пар. Не устойчива к большинству кислот, щелочей, а также к морской воде.
Термообработка
Сталь 20х13 отличается повышенными технологическими свойствами. Она хорошо обрабатывается как резанием так и давлением. Не флокочувствительна. Имеет незначительную склонность к отпускной хрупкости. 20х13 относится к первой группе свариваемости. Сварка осуществляется без предварительного нагрева. Шов при этом получается прочный и плотный.
Термическая обработка для стали 20х13 представляет собой следующую последовательность действий:
- Нормализация при 1000-1200 ºС, затем идет отпуск при 730-750 ºС. Предел прочности такой стали на выходе равен 710 МПа.
- Закалка 1050 ºС с последующим равномерным охлаждением на воздухе. Конечная прочность равна уже 1600 МПа.