
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.
Обработка деталей в люнетах
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму – в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление – люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
Неподвижный люнет
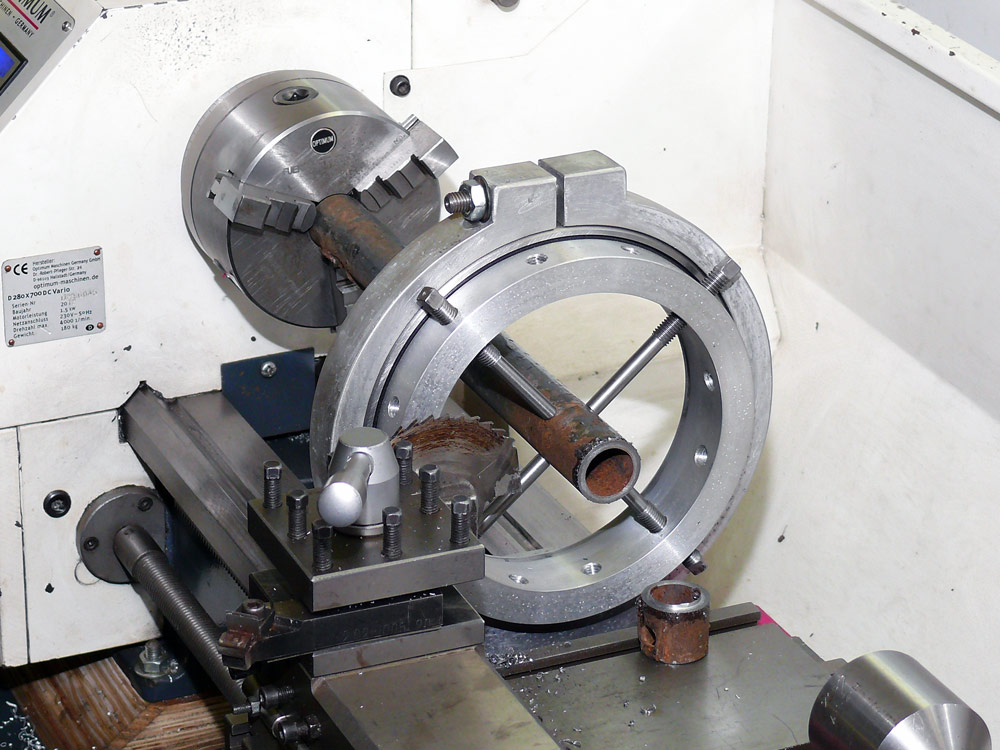
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке – один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами – в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
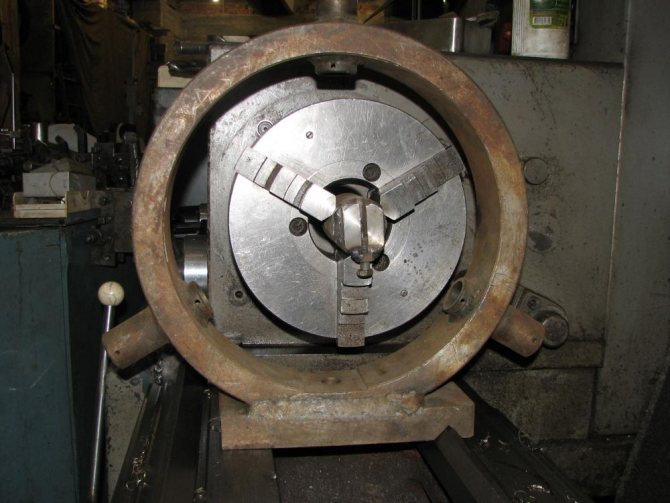
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете
Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете
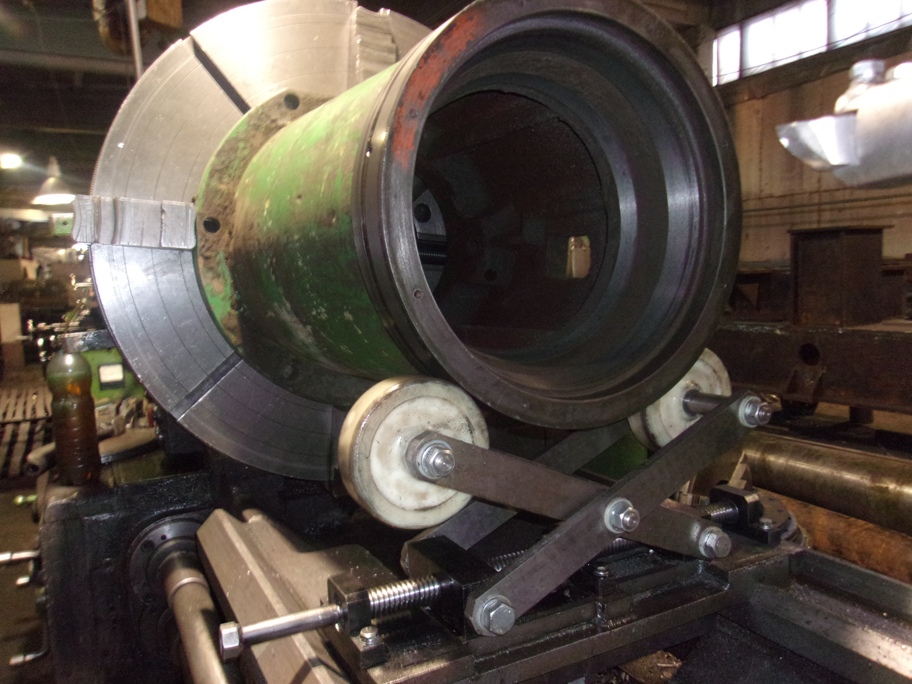
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
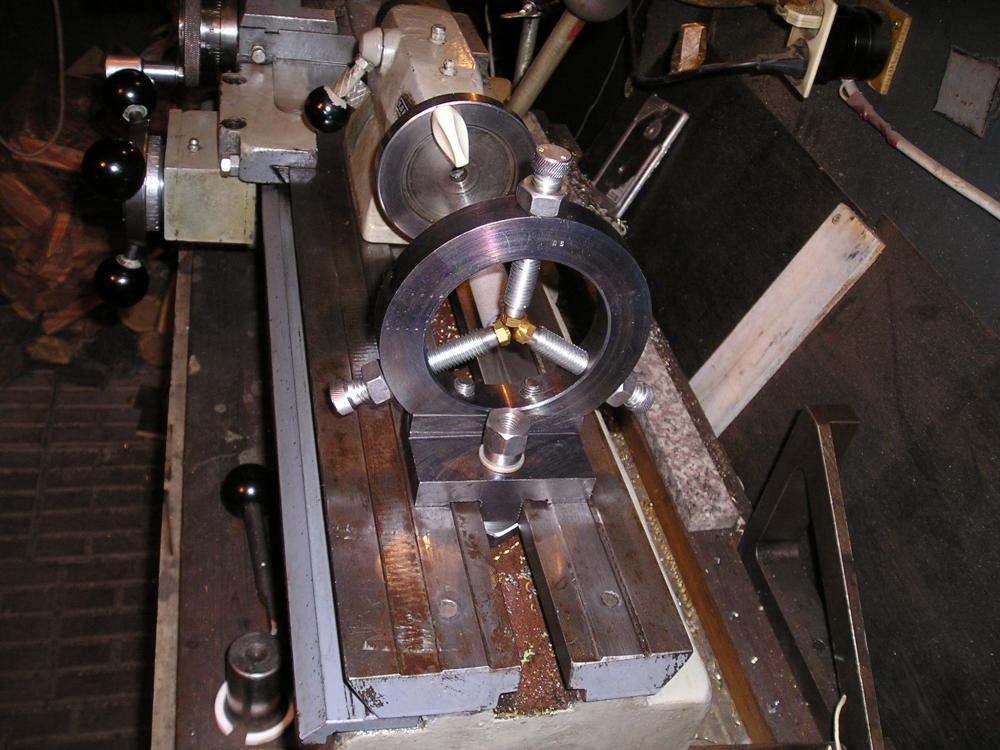
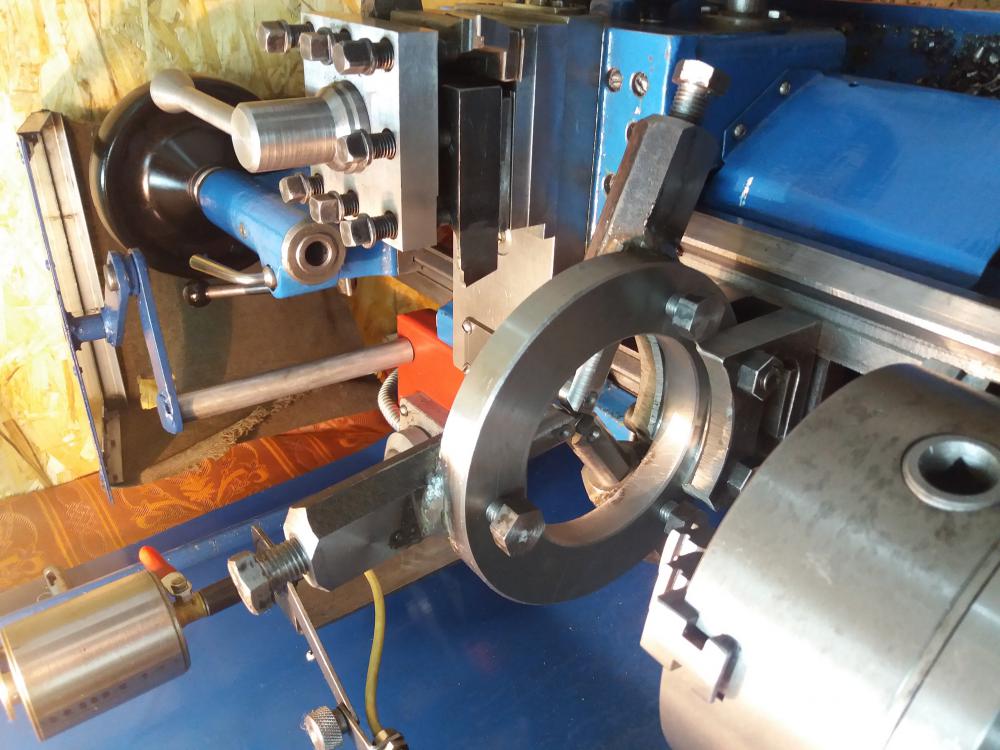
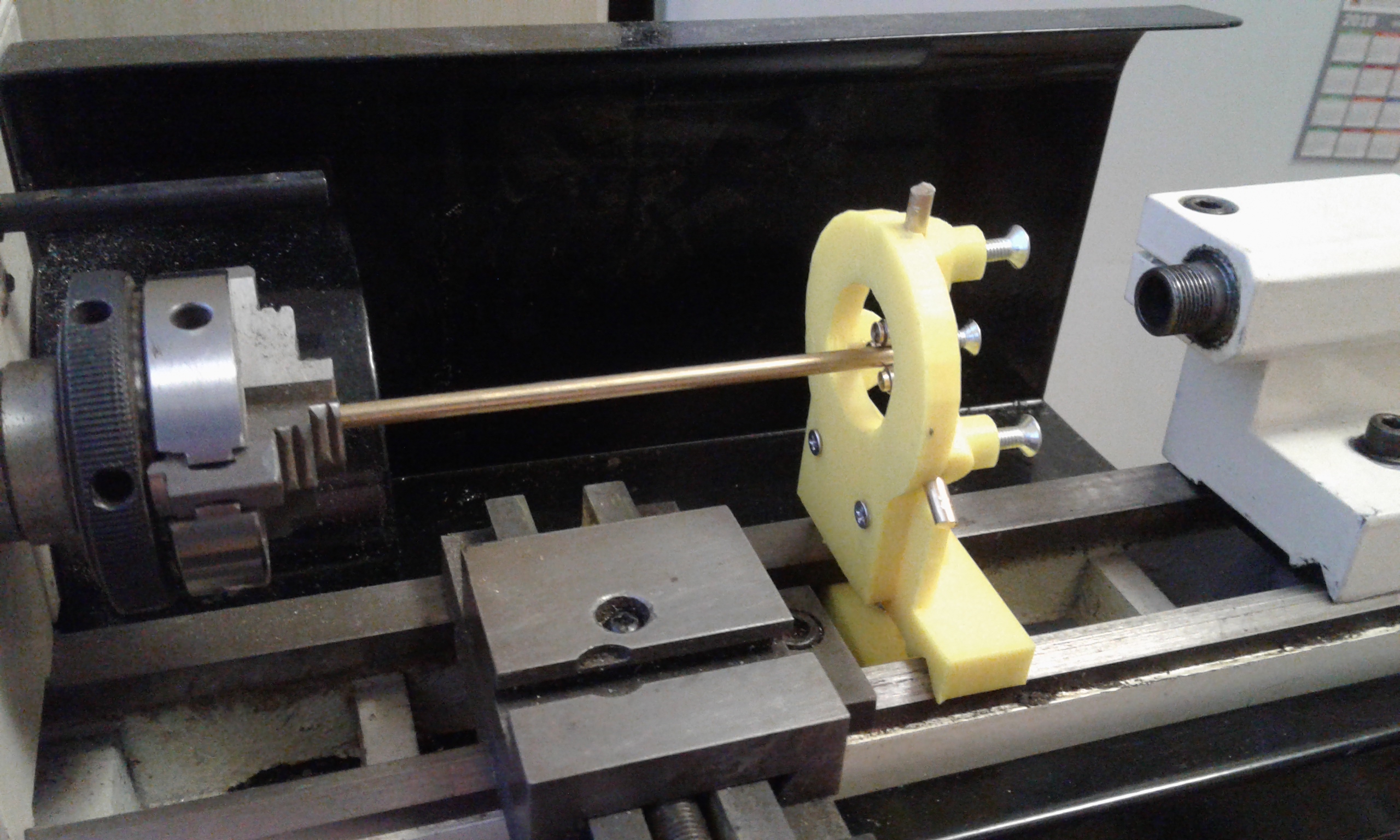
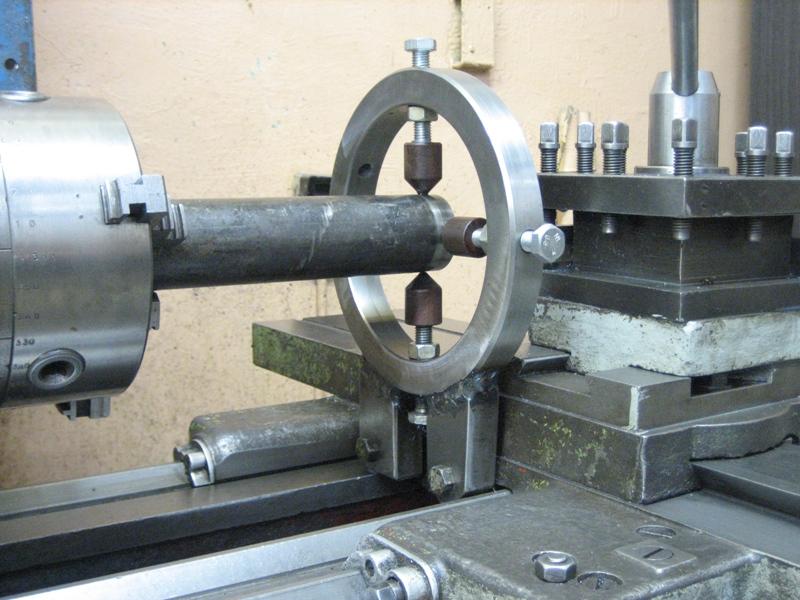
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
Подвижный люнет
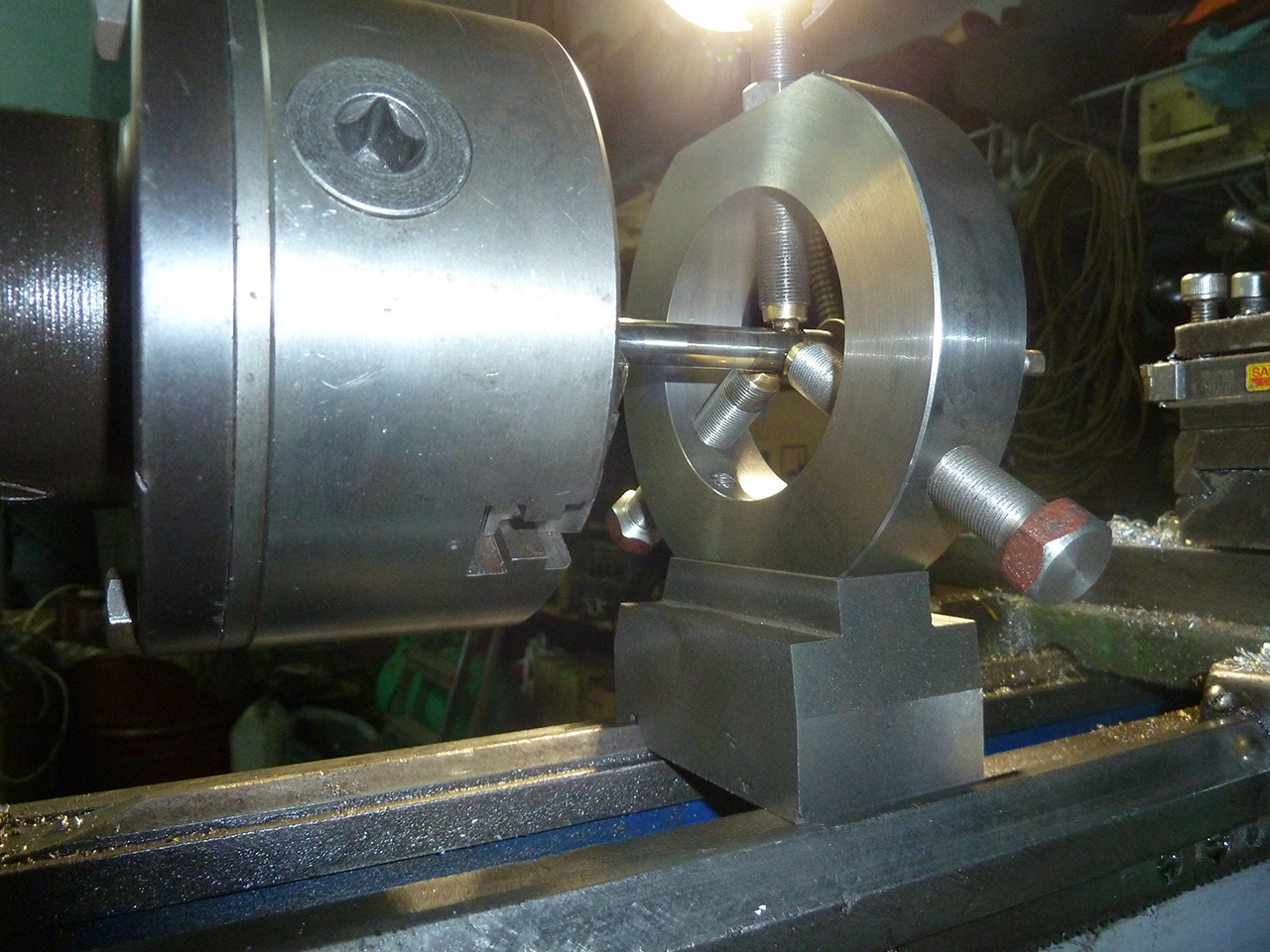
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Предназначение
На токарных станках можно обрабатывать заготовки разной длины. Это зависит от габаритов оборудования. Многие не знают, зачем используется люнет. Предназначение элемента:
- Предварительная обточка шейки заготовки.
- Обработка изделий большой длины. Посередине она провисает. Люнет закрепляется на центральной части заготовки, чтобы исключить возникновение вибраций, образование неровностей.
- Обработка торца болванки. В таких ситуациях нет возможности закрепить зажим на этой части детали. Люнет должен быть закреплен ближе к обрабатываемой зоне, на последнем этапе проведения работ.
Дополнительный элемент можно перемещать зависимо от того, где нужно сделать дополнительное крепление.
Виды неподвижных люнетов
Данные устройства могут быть нескольких разновидностей, так как люнет неподвижный роликовый и кулачковый хоть и служит для одной цели, имеет различный метод фиксации. Ролики люнета обеспечивают более свободное передвижение при обработке. Помимо этого, существуют также специальные устройства, которые применяются для помощи в шлифовке роликов бесцентровым способом, подшипников и так далее. Они также относятся в данную категорию. Самыми распространенными являются те, у которых имеется ручное независимое ручное перемещение кулачков, но если необходимо применять их на станках, которые снабжены ЧПУ, то здесь более актуальными будут самоцентрующиеся устройства люнеты с гидроприводом.
Размеры люнета также относятся к одному из основных факторов отличия, так как в моделях для одного и того же станка нередко замечается разброс по размерам внутреннего диаметра и диапазону обрабатываемой заготовки.
Это интересно: Ленточный конвейер — ГОСТ, устройство, типы, применение, принцип работы
Как установить и настроить опорное приспособление
Обычно люнет для токарного станка закрепляют в необходимой точке при помощи болта, до того как устанавливают заготовку по центру. После этого:

Люнет предотвращает прогибание вала
- Все упоры кулачковые или роликовые вкручивают до конца в основание устройства;
- Далее откидывают подвижную часть приспособления с помощью шарнира;
- Закрепляют саму деталь на токарном станке и замеряют ее диаметр в месте будущего контакта с люнетом;
- Закрывают крышку и фиксируют ее к основанию специальным болтом;
- Выдвигают кулачки, чтобы диаметр между ними строго соответствовал диаметру заготовки;
- При правильном выставлении стальные кулачки должны упереться в деталь и при проворачивании ее вручную она должна равномерно вращаться.

Схема установленного подвижного люнета
Есть несколько способов выставления устройства – при помощи конкретной заготовки, специальной стойкой с вмонтированным микрометром. В первом случае болванка должна быть закреплена в центрах, и в месте контакта с люнетом иметь геометрически точную окружность. То есть ее предварительно протачивают. Если приспособление нужно выставить под проточенную заготовку предварительно без наличия последней – используют приборы измерительные высокой точности.









Еще один способ регулировки упоров часто применяемый в производственных цехах, когда люнет выставляют не по реальной заготовке, а по стальному кругляку, на котором протачивают нужный диаметр в месте установки опорного приспособления. Для большей надежности после установки болванки необходимо проверить качество вращения. Оно должно быть свободным и не вызывать дополнительных нагрузок, вибраций.
Люнеты для токарных станков по дереву
Имеют отличную, но схожую конструкцию с люнетами для станков по металлу. Применяется для закрепления конца вместо задней бабки, в результате чего появляется возможность вытачивать полые изделия. Однако, он не заменяет заднюю бабку, т.к. для начала необходимо сформировать цилиндрическую поверхность, и только после этого, установить приспособление.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Люнеты токарные применяют в машиностроении, как дополнительную опору, для того чтобы защитить изделие от прогибов при обработке. Люнеты устанавливаются на токарном либо шлифовальном станке.
По какому принципу выбирать
При выборе модели приспособления следует обратить внимание на ряд факторов. Прежде всего, рассматриваются технические характеристики – внутренний диаметр основания люнета, его размеры и масса, предельные (минимальный и максимальный) диаметры обрабатываемой детали, рекомендуемая длина заготовки, способ крепления
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов
Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов. Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Плюсы и минусы
Основные преимущества использования люнетов:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Важно отметить, что подвижный люнет легче устанавливается, однако неподвижный вариант обеспечивает повышенную точность обработки и дает возможность работы с более длинными и габаритными деталями. Важно! Серьезных технических недостатков люнеты не обнаруживают
Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки
Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Важно! Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки
Производительность и стоимость
В качестве основных минусов многие специалисты отмечают влияние на производительность токарных работ и необходимость дополнительных затрат.
Снижение производительности связано с затратой времени на установку люнетов и регулировку опор. При этом необходима тщательная подгонка и многократная проверка. В ряде случаев производится предварительная обработка заготовки в месте фиксации.
Другой важный момент – финансовые затраты, вызванные достаточно высокой стоимостью приспособлений. Она зависит от типа люнета, его модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость подвижных моделей несколько ниже неподвижных люнетов аналогичной категории. Так, цена мобильных приспособлений колеблется от 1100-1300 рублей за простые изделия до 4500–4800 рублей за люнеты повышенной долговечности.
Почему стоит купить планшет?
Для того чтобы максимально упростить формулировку определения термина «планшетный компьютер», можно сказать, что это фактически то же самое, что и ноутбук или ПК. Основное отличие планшетного компьютера от персонального – его мобильность (гаджет способен работать без каких-либо проводов, не считая зарядного). Такой гаджет можно взять с собой в дальнюю поездку, чтобы послушать музыку или оставаться на связи с друзьями и коллегами. Кроме мобильности, планшет отличается от ноутбука или ПК:
- Меньшими габаритами и весом
- Так называемым тачскрином (сенсорным экраном)
- Отсутствием клавиатуры (на большинстве моделей возможно её подсоединение, но многие успешно обходятся экранной «клавой»)
- Возможностью расширения внутренней памяти путём установки SD-карты (на большинстве устройств)
- На некоторых моделях наличием камеры и слота для Sim-карты, что превращает планшет в многофункциональный телефон
Новичкам не рекомендуется сразу же запускать их и пытаться разобраться, что к чему, так как в таком многообразии софта можно легко запутаться.
История
Для защиты личного состава формирований от действий противника на поле боя или в качестве облегчённого опорного пункта инженеры вооружённых сил Великих держав того времени (впервые их использовала Французская армия) предложили создавать люнеты, укрепления требующие меньших затрат сил, средств и времени для их сооружения.
Открытая тыльная часть, называвшаяся горжей, всегда обращалась к своим войскам; если укрепление было закрыто с тыла, это был уже редут. В фортификационных постройках (бастион, люнет и прочие) между фасом и фланком укрепления находился исходящий угол называемый Плечной угол.
В полевом люнете, обыкновенно, располагалась одна — четыре роты пехоты с одним — четырьмя орудиями. Люнеты строились на важных участках оборонительных позиций c XVII до начала XX века.
Появление в 1872 году линемановской пехотной лопаты и введение её в качестве инженерного вооружения стрелка (пехотинца), в последующие годы во всех вооружённых силах мира, привело к всеобщему применению окопов на поле боя наравне с редутами и люнетами. Русско-японская война окончательно показала, что заметные высокие укрепления для стрелков и артиллерии мало пригодны в современных боевых действиях для широкомасштабной позиционной войны, и что единственно приемлемой формой защиты на поле боя для стрелков и артиллерии от огня противника являются малозаметные, замаскированные окопы с небольшим бруствером.
Виды люнетов для токарных станков
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.

Люнет неподвижной конструкции
Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».
Как правило, в неподвижном токарном люнете болванку закрепляют как можно жестче. Это обусловлено тем, что обработку в этом случае применяют в основном черновую.






Люнет подвижной конструкции
Приспособление токарное подвижное имеет такие конструктивные элементы:
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
Обработка деталей в люнетах
Обработка в люнете
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму — в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление — люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
Неподвижный люнет
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами — в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете
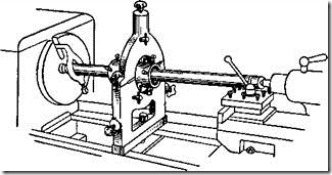
Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
Подвижный люнет
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Установка и настройка люнетов
Выставлять приспособление можно несколькими способами: используя заготовку и стойку с микрометром.
Устанавливать подвижный люнет по заготовке можно лишь в том случае, когда заготовка, закрепленная в центрах, не имеет значительных геометрических отклонений. Иными словами – после предварительного точения. Во всех остальных случаях приспособление выставляется с использованием высокоточных измерительных приборов.
В условиях реального производства часто возникает ситуация, когда оборудование необходимо наладить еще до подачи заготовки. В таких случаях подвижный люнет устанавливают по прутку, диаметр которого равен диаметру будущей детали. Такой пруток зажимается в патроне со стороны одного торца, а со стороны другого необходимо пропылить диаметр (то есть снять токарным резцом незначительный припуск). По полученной чистой поверхности и выставляются ролики люнета.
Принципы выбора
- Размер обрабатываемых деталей.
- Размеры дополнительно детали, ее массу.
- Тип конструкции зависимо от вида станка, его характеристик.
Нельзя забывать про выбор системы крепежа.
Преимущества и недостатки
Детали для промышленного оборудования, которые предназначены для его модификации имеют сильные, слабые стороны. Преимущества:
- Увеличивается точность проводимой обработки.
- Сокращается количество бракованных деталей.
- Повышается безопасность рабочего процесса.
- Надежность, долговечность, простота конструкции, ее настройки.
- Упрощается работа для оператора.
Производители и стоимость
Можно найти множество видов приспособлений для токарников. Их выпускают разные производители. Среди наиболее популярных компаний выделяются:
- Астраханский станкостроительный завод.
- КраМЗ, Днепропресс — Украина.
- Корвет, Jet, Красный пролетарий — РФ.
- Zmm-Bulgaria — Болгария.
Цена зависит от нескольких факторов:
- Типов детали.
- Известности производителя.
- Размеров люнета.
- Наличи\ дополнительных элементов.
Обработка нежестких деталей
В процессе работы за токарным станком часто не удается достичь желаемого результата при использовании деталей, длина которых превышает в 10-12 раз диаметр, в сочетании с традиционными методами зажима. Устранить этот недостаток можно путем добавочного закрепления детали. Решить эту задачу позволяют люнеты для токарных станков. Следует заметить, что люнеты бывают разными и предусматривают свои особенности в плане работы с ними.
Неподвижные люнеты для токарных станков и их использование
Местом размещения неподвижного люнета служит станина станка, а в качестве зажимного элемента используется болт и планка. В корпусе этого приспособления можно выделить несколько основных элементов:
- основание;
- крышка, которая скреплена с основанием при помощи шарнира.
Чтобы можно было зафиксировать крышку в рабочем положении, предусмотрен откидной болт с фасонной головкой. Особенностью конструкции люнета для токарных станков является наличие трех кулачков, среди которых два находятся в основании, а еще один на крышке. Подобные кулачки предусматривают возможность изменения их положения в отверстиях, сделанных в корпусе, что осуществляется при помощи регулировочных болтов. Чтобы зафиксировать кулачки в необходимом положении, используют соответствующие винты.
Традиционным материалом для кулачков люнетов служит чугун. Если условия работы создают вероятность того, что поверхность обрабатываемой заготовки будет повреждена в результате трения о кулачки, то нелишним будет дополнить разместить на стальные кулачки защиту в виде бронзовых наконечников. Альтернативным этому решением могут быть кулачки, рабочая поверхность которых имеет специальное покрытие на основе баббита. В тех случаях, когда предполагается слишком быстрый износ кулачков, защиту рабочих поверхностей обеспечивает покрытие из твердого сплава, создаваемого путем наплавления. Заменить их можно люнетами для токарных станков, у которых кулачки имеют встроенные ролики.






Неподвижный люнет для токарных станков устанавливают на токарном станке следующим образом. Саму заготовку фиксируют в центрах, а в качестве опоры для нее выступают три кулачка люнета, которые должны быть предварительно настроены. Если приходится иметь дело с заготовкой, имеющей точные размеры либо уже прошедшей обработку, то установка люнета может быть проведена без предварительного протачивания шейки на участках, где будут размещаться кулачки люнета для токарных станков. Иначе все же потребуется проточить шейку там, где заготовка будет контактировать с кулачками.
Процедура обработки шейки, которая по своей длине должна слегка превышать ширину кулачков люнета, может быть выполнена несколькими способами.
Если работа осуществляется с заготовкой, имеющей большую длину и незначительную толщину, то ее зажимают в центрах, после чего приступают к точке шейки в заранее определенном месте
Важно по возможности минимизировать подачу и глубину резания, тем самым это позволит предотвратить прогиб вала и вибрации. Этим же руководствуются, когда выставляют наиболее максимальный главный угол резца, а радиус закругления вершины резца минимизируют, при этом передней поверхности следует придать выгнутую форму
Главной режущей кромке резца желательно придать отрицательный угол наклона. Это приведет к тому, что резец будет как бы натягивать детали на себя. Если для резца будет выставлен положительный угол наклона, то удастся обеспечить обратный эффект в виде отталкивания детали, что чревато образованием вибрации.
Если приходится иметь дело с очень длинной и тонкой заготовкой, из-за чего не получается проточить шейку в центре, придерживаясь вышеперечисленных правил, то выходом может стать проточка временных шеек, которые должны находиться как можно ближе к передней бабке. Если шейка будет проточена на расстоянии от передней бабки, соответствующем одной четверти общей длины заготовки, то против нее размещается люнет, после чего процедуру повторяют, создавая еще одну временную или требуемую шейку.
Эксплуатация
При работе с люнетом необходимо соблюдать правила эксплуатации, учитывать особенности рабочего процесса:
- Заранее проверять надежность выставления изделий из металла.
- Использовать защитные очки, робу, перчатки во время проведения работ.
- Только при черновой обработке нужно обрабатывать место, в котором соприкасается дополнительный элемент с рабочей поверхностью.
- Резцы выставлять под отрицательным углом, чтобы они не мешали работать токарю.
- Проверять целостность кулачков. Если на их поверхности появились трещины, неровности, требуется заменить конструкцию.
- Нельзя использовать самодельные приспособления на промышленном производстве, для серийного изготовления изделий из металла.
- При проведении финишной обработки металлический изделий, требуется использовать вали-накладку для дополнительного удержания заготовки.
Для промышленного оборудования нужно покупать качественные приспособления, изготавливаемые из прочных материалов.
Люнеты для токарных станков используются для проведения более точных работ, исключения вибраций, появления неровностей. Настройку может провести начинающий токарь, прочитав пошаговую инструкция. При желании можно изготовить самоделку.
Закрепление заготовки в токарном станке
Перед началом точения заготовку нужно закрепить. Дня этого существует несколько способов и приспособлений: закрепление в центрах обоих бабок и закрепление заготовки за наружную или внутреннюю поверхность, закрепление в патронах и т.д. (рис. 29).
Рис. 29. Способы закрепления деревянных заготовок: 1 — пиноль задней бабки; 2 — передняя бабка
Для этого применяют различные приспособления, представленные на рис. 30 и 31.
Рис. 30. Приспособления для закрепления и обработки заготовок на станке: а — трезубец; б — спиральный самоцентрирующий патрон; в — планшайба; г — чашечный патрон; д — корпус с центром-вилкой; е — цилиндрический патрон; ж — специальный патрон с зубцами; 1 — зубцы; 2 — центральный зуб; 3 — ограждение зубцов; 4 — конус патрона
Для закрепления заготовки в центрах применяют трезубец, который имеет форму трезубой вилки. При закреплении заготовки один ее конец с намеченным пазом и центром вставляют в трезубец, а второй — поджимается центром пиноли задней бабки.
За наружную поверхность заготовку можно закрепить при помощи чашечных, тисочных и кулачковых патронов или планшайбы.
Рис. 31. Зажимные патроны для точения древесины: а — тисочный патрон (1 — заготовки; 2 — губки тисков; 3 — крепежный винт); б — трубчатый патрон (1 — металлический стакан; 2 — отверстие для фиксатора); в — четырехкулачковый патрон; г — чашечный патрон (1 — металлический стакан; 2 — крепежные винты); д — патрон-трезубец (1 — металлический стакан с резьбой; 2 — держатели гребневидного и цилиндрического тисков); е — планшайба (1 — держатель с резьбой; 2 — крепежные отверстия); ж — патрон с коническим винтом
Чашечный патрон имеет с одной стороны цилиндрическую или коническую полость, а с другой — конический хвостовик для установки в шпиндель передней бабки. Для закрепления в чашечном патроне хвостовую часть заготовки округляют или опиливают на конус. Затем, поставив патрон на деревянный брусок, киянкой заколачивают в него заготовку.
Тисочный патрон применяют в тех случаях, когда часть изделия имеет форму четырехугольника. В этом случае заготовку для обработки вставляют в тиски патрона и зажимают винтом.
Для закрепления заготовок за наружную поверхность применяют трехкулачковые самоцентрирующиеся патроны, которые являются наиболее универсальными. Они обеспечивают быстрое и надежное зажатие и центрирование заготовки, благодаря одновременному радиальному перемещению кулачков. Заготовки большого диаметра устанавливают в обратные кулачки. Каждый трехкулачковый патрон может служить для закрепления заготовки как за наружную, так и за внутреннюю поверхность.
Заготовки сложной формы с несколькими осями точения закрепляют и обрабатывают на планшайбах. Дисковые планшайбы изготавливают из металлической пластины толщиной 10-15 мм. К пластине приваривают (или жестко соединяют) фланец, который зажимается в прямые кулачки патрона. Для закрепления заготовки диск может иметь несколько вариантов сквозных отверстий — радиальные пазы и отверстия, расположенные радиально или по квадрату. Крепежные болты пропускаются в эти отверстия и затягиваются гайками. Для упрощения процесса крепления заготовки на планшайбе в отверстиях нарезают резьбу. После чего обрабатываемые заготовки закрепляют прихватами Г — образной формы или планками, которые удерживаются двумя болтами или шпильками. На планшайбе обрабатывают большие и плоские заготовки (вытачивание декоративных тарелок).
Способ закрепления заготовки в патроне зависит от твердости древесины. Если древесина заготовки твердая, она получает небольшую деформацию, поэтому надежно удерживается в трехкулачковом патроне. Мягкая древесина заготовки усложняет приемы ее крепления.
При поджатии заготовки небольшого диаметра вращающимся центром задней бабки его конус может глубоко в нее внедриться и расколоть древесину. Чтобы предотвратить раскол, используют центровочную металлическую вставку.