
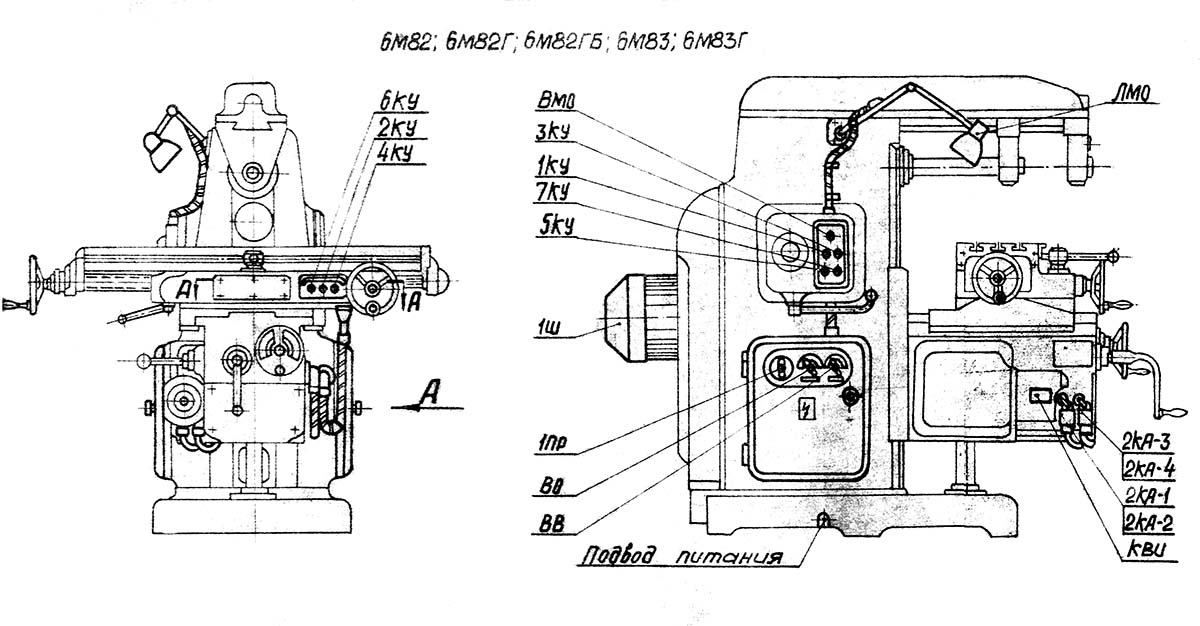
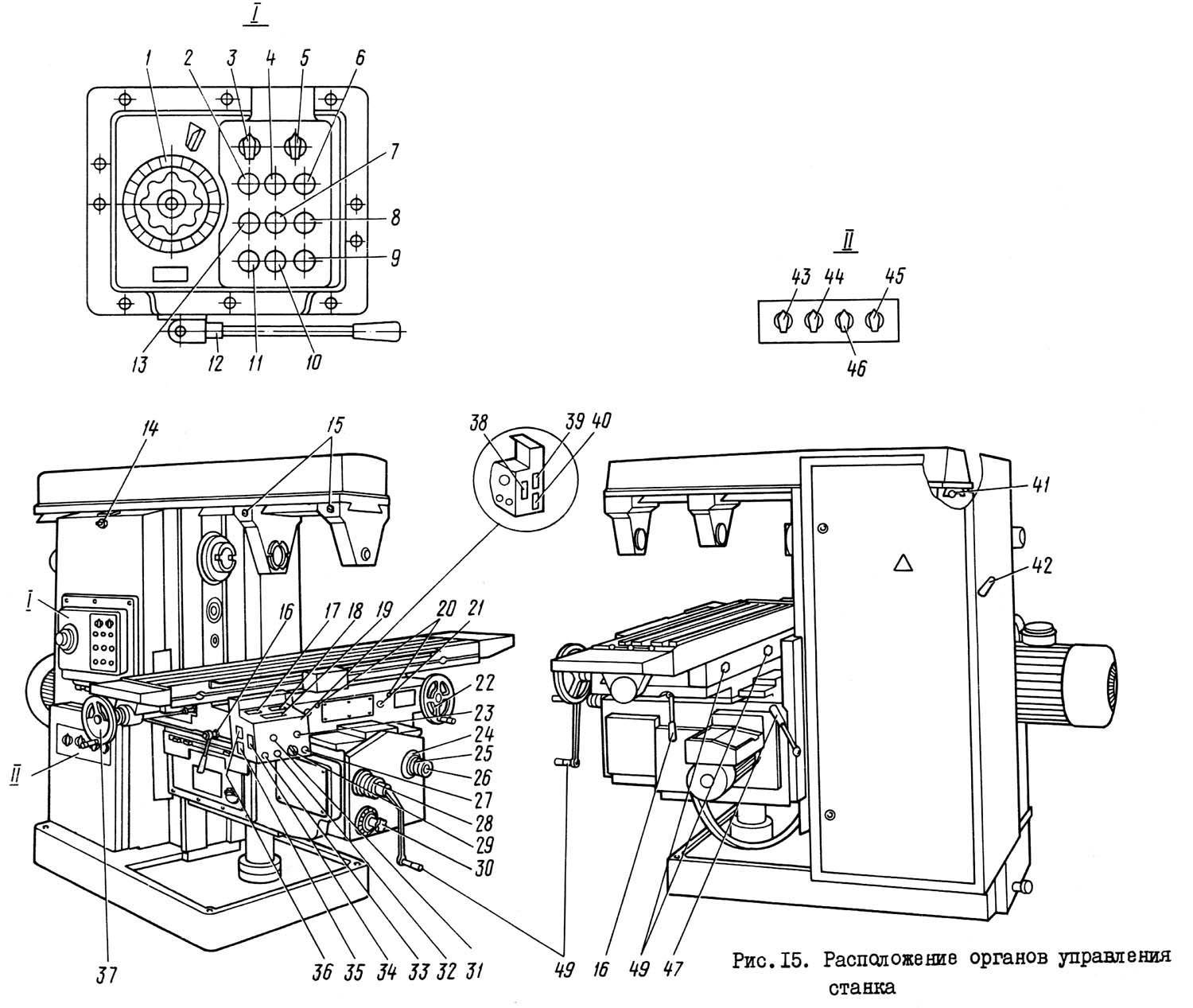
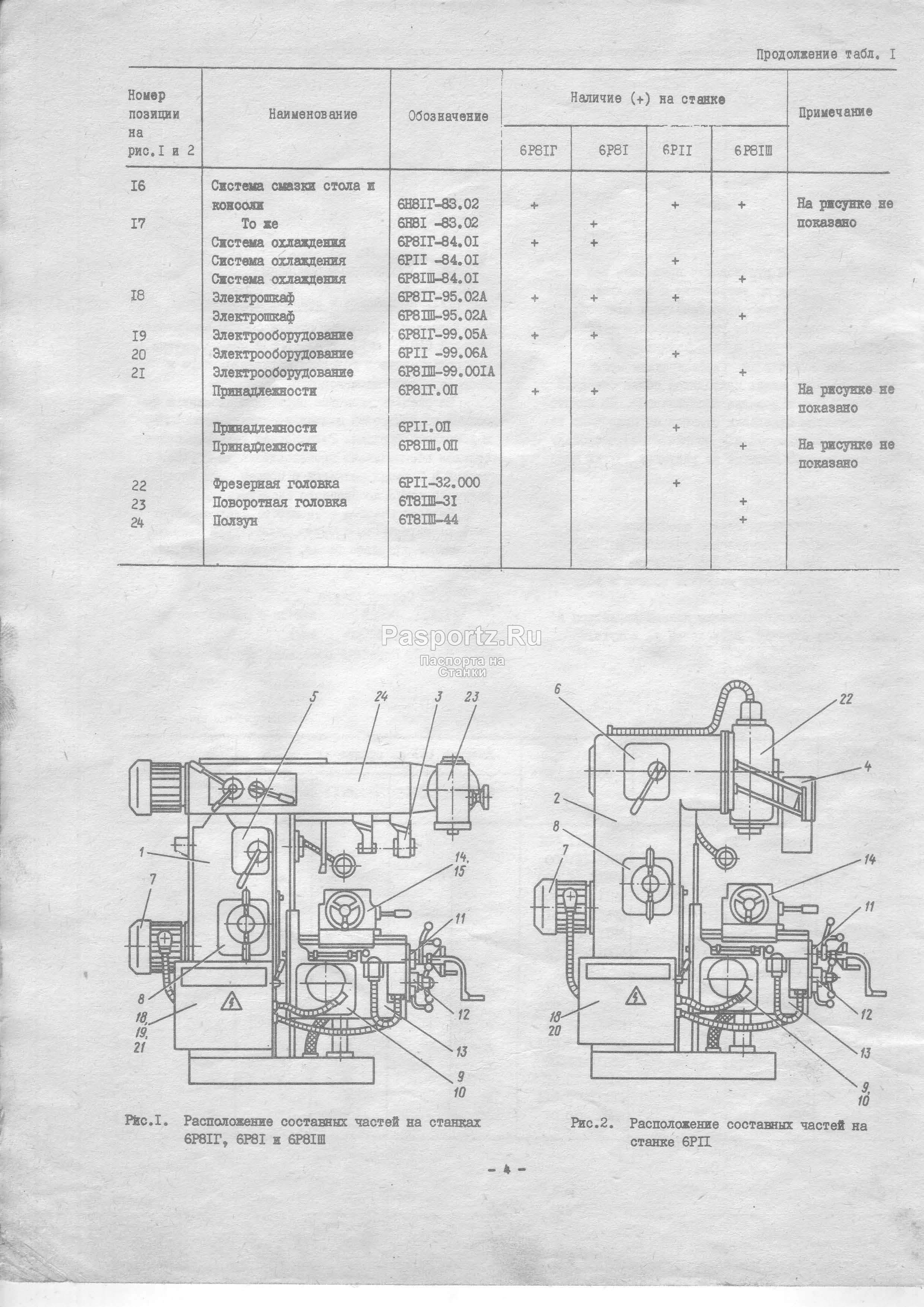
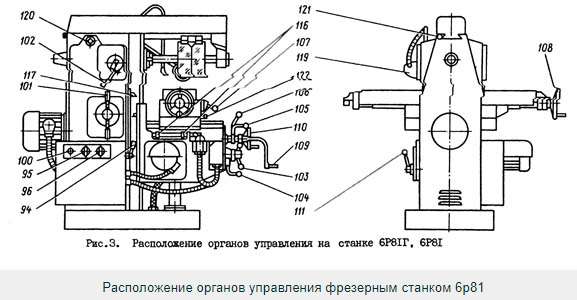
Расположение органов управления фрезерным станком 6Р80, 6Р80Г
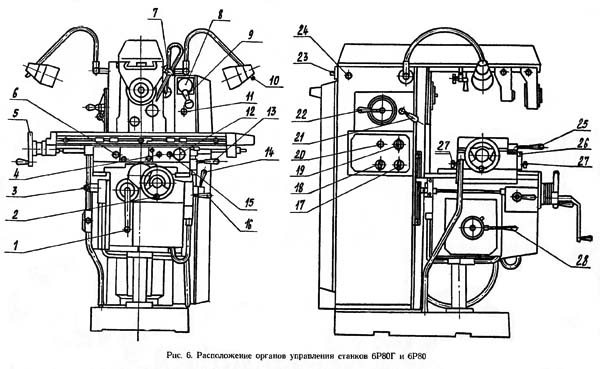
Расположение органов управления фрезерным станком 6Р80
Перечень органов управления фрезерным станком 6Р80, 6Р80Г
- Рукоятка ручного перемещения консоли
- Рукоятка ручного перемещения салазок
- Рукоятка включения вертикальной подачи
- Кнопка включения быстрого перемещения стола, салазок и консоли
- Маховик ручного перемещения стола
- Червяк выборки люфта в паре винт-гайка стола
- Кран охлаждения
- Указатель нагрузки
- Рукоятка включения электросети
- Переключатель освещения
- Лампа сигнальная
- Кнопка «Стоп»
- Рукоятка зажима салазок
- Рукоятка включения поперечной подачи
- Кнопка «Пуск»
- Рукоятка зажима консоли
- Рукоятка включения электродвигателя подач
- Рукоятка включения электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка «Толчок шпинделя»
- Рукоятка включения перебора шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Винты зажима хобота
- Вал перемещения хобота
- Рукоятка включения продольной подачи
- Винты зажима стола
- Винты зажима поворотных салазок станка 6Р80
- Рукоятка установки величины подачи
- Рукоятка зажима гильзы шпинделя станка 6Р10
- Рукоятка перемещения гильзы шпинделя станка 6Р10
Характеристики аппарата
Устройство 6р12 имеет следующие технические характеристики:

- перемещение пиноли 7 см;
- вертикальные подачи от 4,1 до 529 мм/мин;
- ход поперечного стола 250 мм, вертикального — 420, продольного — 800;
- шпиндель работает на частоте 40-2001 оборотов в минуту;
- число скоростей шпинделя составляет 18;
- 22 подачи;
- рабочий стол имеет размеры 125*31 см;
- допустимая масса обрабатываемой детали составляет 250 кг;
- скорость от 4,1 до 329 метров в минуту;
- скорости поперечных и продольных подач в диапазоне от 12,5 до 1601 мм/мин
Паспорт фрезерного станка содержит информацию о его весе. Вес составляет порядка 3120 кг.
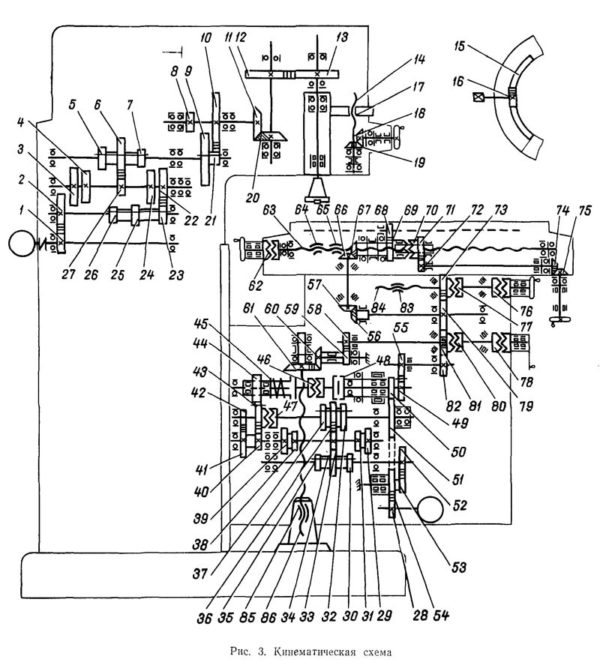
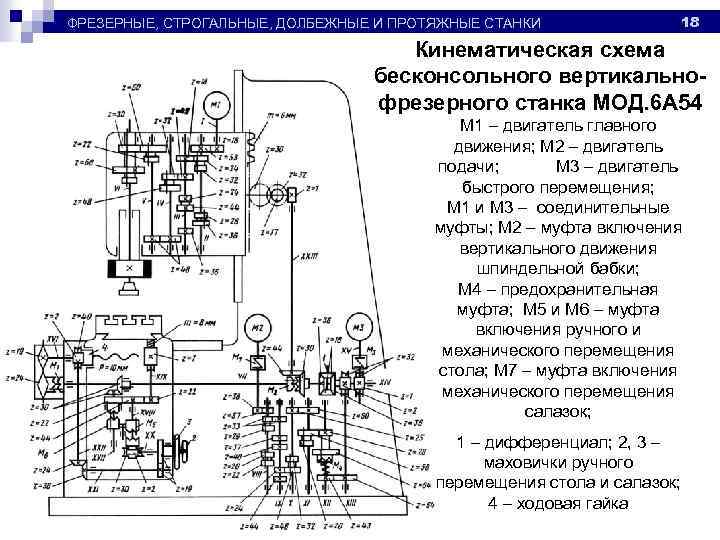
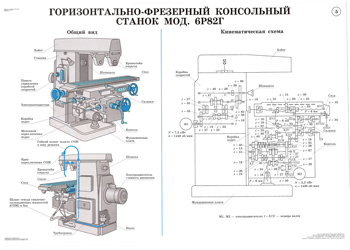
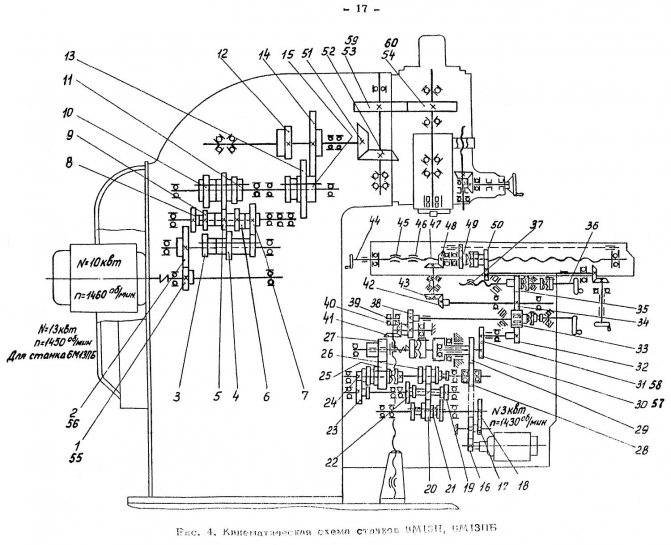
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Условия эксплуатации оборудования
Аппараты моделей горизонтально-фрезерных станков 6Р81Г, 6Р81 на сегодняшний день не выпускаются заводами изготовителями. Вместо них создаются более модернизированные модели. Каждый из современных агрегатов оснащен электронным блоком управления. Это позволяет снизить человеческий фактор, который заключается в браке при изготовлении детали, и повысить класс точности.
Однако данные аппараты можно увидеть еще в использовании для индивидуальных целей. А стажировка сроком в два месяца позволяет человеку быстро научиться обращаться с агрегатом.
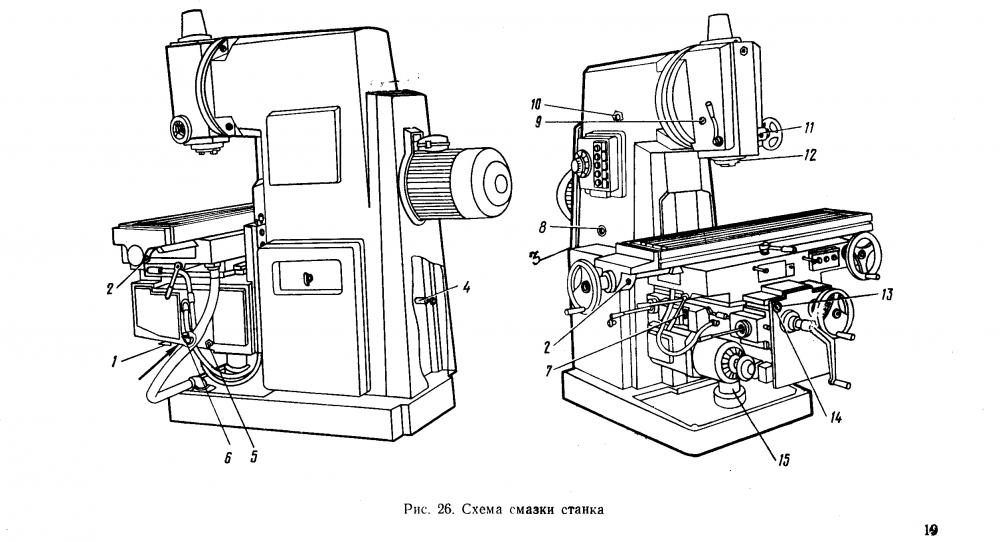
Система смазки в этом агрегате должна всегда функционировать нормально. Если по какой-то причине оно перестает поступать в специальный осек для этого, то рекомендуется агрегат отключить от питания электросети. И проверить насосы и механизмы подачи. На станке находятся две централизованные системы подачи масла. Первая в приводе шпинделя, вторая в механизме подачи.
Если вдруг не включается подача на фрезерном станке, в первую очередь проверить наличие масла в коробке передач. Во втором случае, может сработать блокировка. Подача может не работать при неправильном вращении двигателя.

Ремонт фрезерного станка 6Р81
А также масляные фильтры должны периодически очищаться. Это позволит станку долгие годы функционировать без нареканий.
Вовремя проведенные профилактические работы позволят использовать данный аппарат длительное время без нужды в ремонте.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В ремонте тоже пригодится:
- Кабель аабл 3х120 технические характеристики
- Консервы под шубой рецепт
- Регулятор оборотов электродвигателя от стиральной машины схема
Размеры стола для работы
Есть несколько типов фрезеровочных станков данной марки. К одному из подобных видов относится консольный в горизонтальном положении станок для фрезеровальных работ 6Р81. По паспорту его размеры его рабочей площади такие:
- Размер стола – 1000?250.
- Перемещение оси равно 710 миллиметрам.
- Перпендикулярное перемещение имеет следующее значение – 2 =50.
- Хобот шпинделя равён – 142 миллиметра.
- Четкость обработки по классу Н.
- Подача во время работы вертикальная составляет двести шестьдесят семь миллиметров, а горизонтальная – восемьсот.
- Параметры трения равны V4, V5.
При помощи такого оборудования можно разрезать изделия из твёрдых сплавов. А охлаждающие детали станка позволят его режущим головкам прослужить длинный срок эксплуатации.
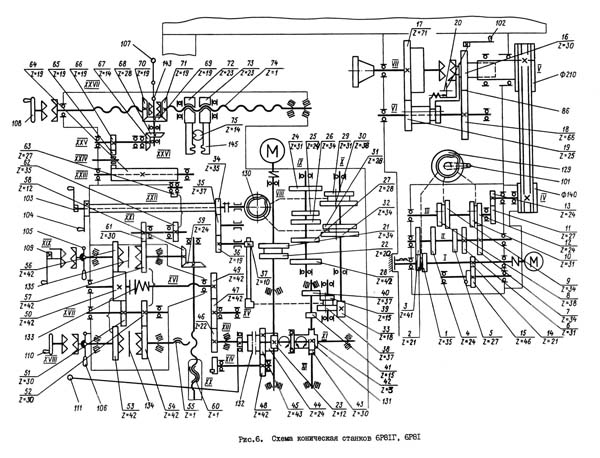
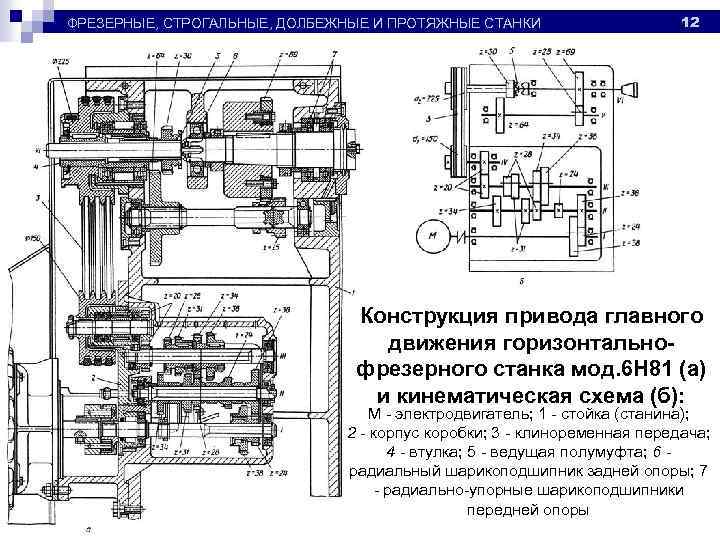
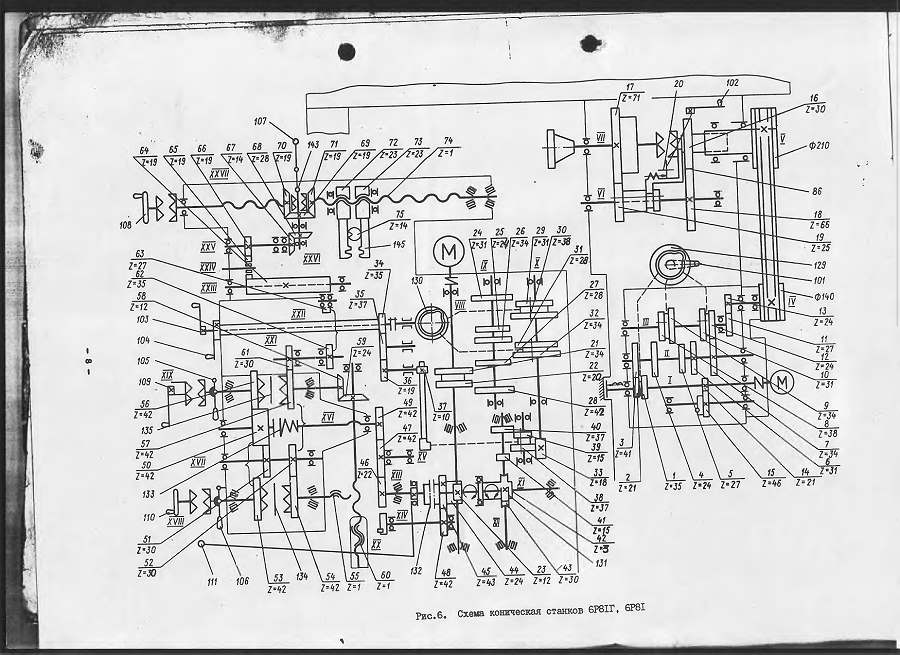
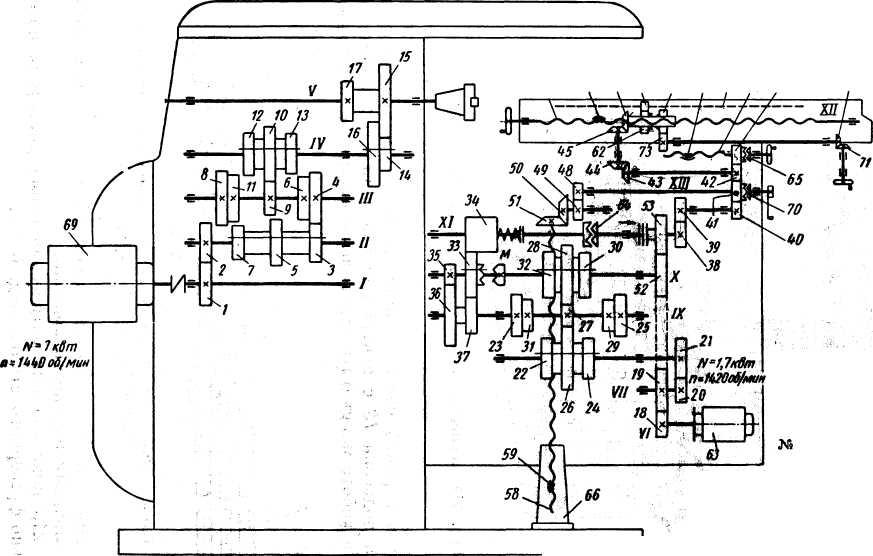
Кинематическая схема
Цепь шпинделя
Вал V сообщает вращение шпинделю напрямую через кулачковую муфту или посредством двух зубчатых пар: 16/18, 19/17. Выбор осуществляется рукояткой перебора, связанной с вилкой, сцепляющей полумуфты или колеса 19/17. Клиноременная передача связывает вал V с выходным валом коробки IV. Сочетания вариантов сопряжений двухвенцовых блоков, размещенных на валах I, III, дают 16 скоростей вращения
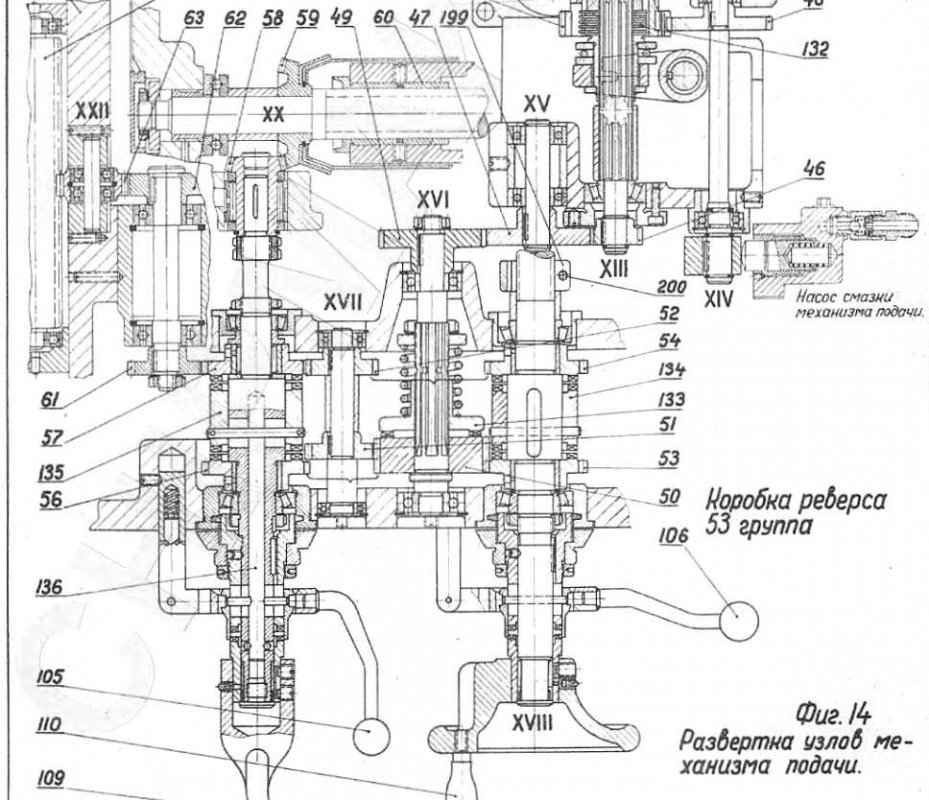
Цепь подач
Передача движения от двигателя подач к столу ясна из кинематической схемы. Рассмотрим разделение цепей рабочего и ускоренного перемещения. Через промежуточную передачу 39/40, червяк 42, насаженный на вал XII, шестерня 33 вращает червячное колесо 43, установленное на валу XIII на подшипниках. Колесо заклинивается обгонными муфтами 131, в результате происходит кинематическое, силовое замыкание, столу придается рабочая подача.
При ускоренных ходах движение сообщается валу XIII передачей 23/44. Собранное на подшипниках колесо 44 вращает вал только при включении фрикционной муфты 132, вызывающем срабатывание муфты 131, отключение колеса 43.
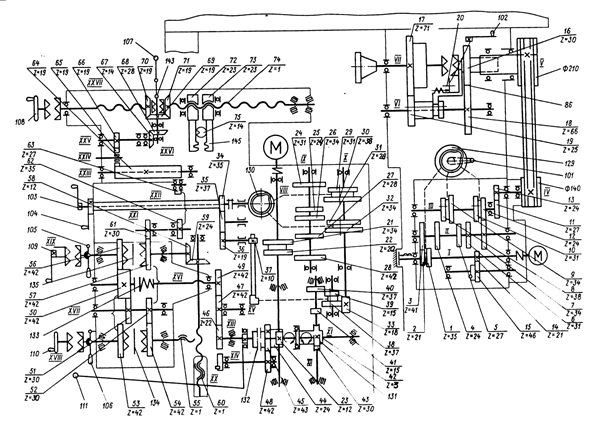
Рис.5. Схема кинематическа.
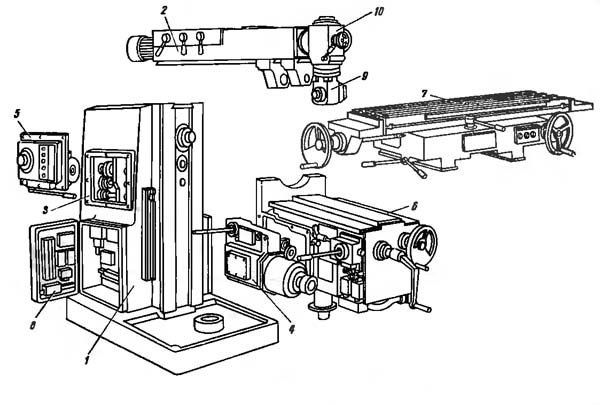
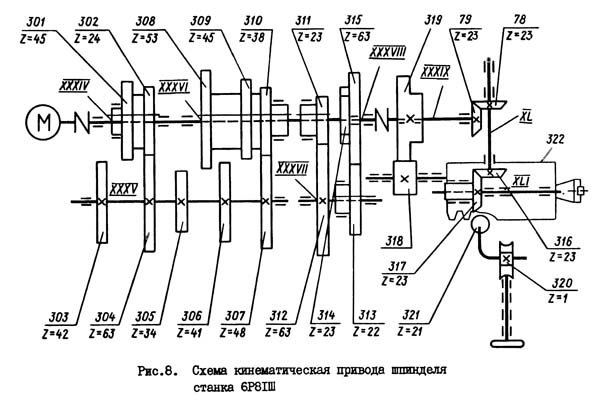
Устройство и работа станка 6Р80, 6Р80Г
Главный привод станка 6Р80, 6Р80Г
Кинематические схемы главного привода станков 6Р80Г и 6Р80 одинаковы. Вращение шпинделя осуществляется от электродвигателя через клиноременную передачу и коробку скоростей. При перемещении блоков шестерен на валу II-II и переключении шестерен перебора на шпинделе получается 12 скоростей.
Привод подач станка 6Р80, 6Р80Г
Кинематическая схема привода подач одинакова для всех станков. Вращение валов VIII, IX, X, XI, XII, XIII привода подач осуществляется от электродвигателя.
Рабочая подача осуществляется при отключенной электромагнитной муфте. Вращение от коробки подач передается через обгонную муфту на вал консоли XIV.
Кинематическая цепь ускоренных перемещений стола идет от электродвигателя через валы VIII, IX, X, XIII, электромагнитную муфту, обгонную муфту и вал консоли XIV.
Включение и реверсирование продольных, поперечных и вертикальных подач производится двухсторонними кулачковыми муфтами 25, 32, 39.
Станина станка 6Р80, 6Р80Г
Станина станков состоит из основания, стойки, электрошкафа, кожуха и хобота с подвесками (на станке 6Р10 хобот и подвески отсутствуют).
На основании установлены: стойка, кронштейн с гайкой винта подъема консоли и насос охлаждения.
Внутренняя полость основания является резервуаром для охлаждающей жидкости.
С правой стороны стойки прикреплен электрошкаф, в верхней части — коробка скоростей и механизм переключения скоростей.
На хоботе станков 6Р80Г и 6Р80 крепятся подвески, которые служат опорами для фрезерных оправок. Одна из подвесок имеет опору качения, другая — скольжения.

Коробка скоростей и шпиндель станка 6Р80, 6Р80Г
Привод шпинделя станков 6Р80Г и 6Р80 состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в сгонку станка.
В качестве передней опоры шпинделя применены двухрядные роликовые подшипники с посадкой внутреннего кольца на конус. Для восприятия осевых усилий в задней опоре установлены радиально-упорные шарикоподшипники.
Консоль и коробка подач станка 6Р80, 6Р80Г
Привод подач размещен в консоли. Спереди, в нижнюю часть консоли, встроен фланцевый электродвигатель, с левой стороны консоли крепится коробка подач с механизмом переключения подач и механизмом включения вертикального перемещения консоли, а с правой — механизм перемещения салазок.
12-ступенчатая коробка кроме цепи рабочих подач имеет цепь ускоренного хода. В коробке подач расположена предохранительная муфта 1 (рис. 15), исключающая возможность поломки шестерен при перегрузке.
На одном валу с предохранительной муфтой смонтированы электромагнитная муфта 2 и обгонная муфта 3. Включение быстрых перемещений стола, салазок и консоли осуществляется кнопкой, расположенной на передней стенке салазок.
Рукоятка и маховик ручных перемещении стола в поперечном и вертикальном направлениях расположены на консоли спереди.
Механизм переключения подач состоит из рукоятки, диска с профильными пазами и рычагов. При движении рукоятки вверх или вниз диск поворачивается и рычаги перемещают вилки с шестернями.
Включение механического перемещения консоли и салазок осуществляется при помощи рукояток, расположенных с левой и правой сторон консоли. Направление движения рукоятки мнемонически увязано с направлением движения консоли и салазок.
Задняя стенка консоли выполнена в виде направляющих профиля «ласточкин хвост».
С правой стороны сзади консоли находится рукоятка для закрепления консоли на стойке.
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Стол и салазки станка 6Р80, 6Р80Г
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.
Со столом связан винт 1 (рис. 18) продольной подачи. В салазках находятся конические шестерни 2, вращающие винт, рукоятка и механизм включения продольной подачи стола.
Для работы методом попутного фрезерования предусмотрен механизм выборки зазоров между резьбой ходового винта 1 и гаек 3 и 4.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Поворотные салазки на станке 6Р80 дают возможность осуществлять поворот стола в пределах ±45° в горизонтальной плоскости.
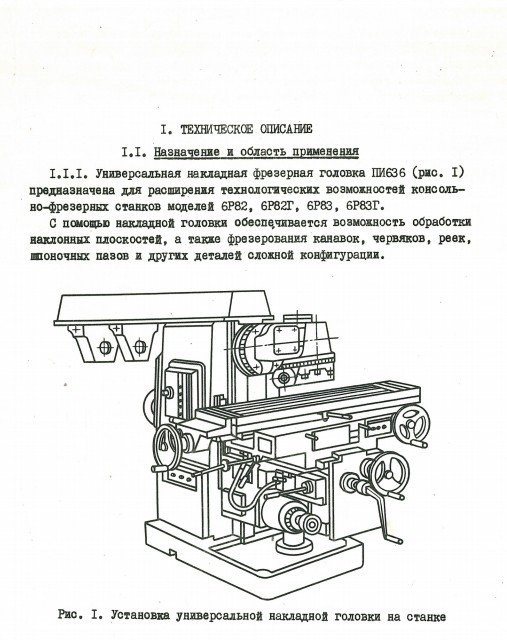
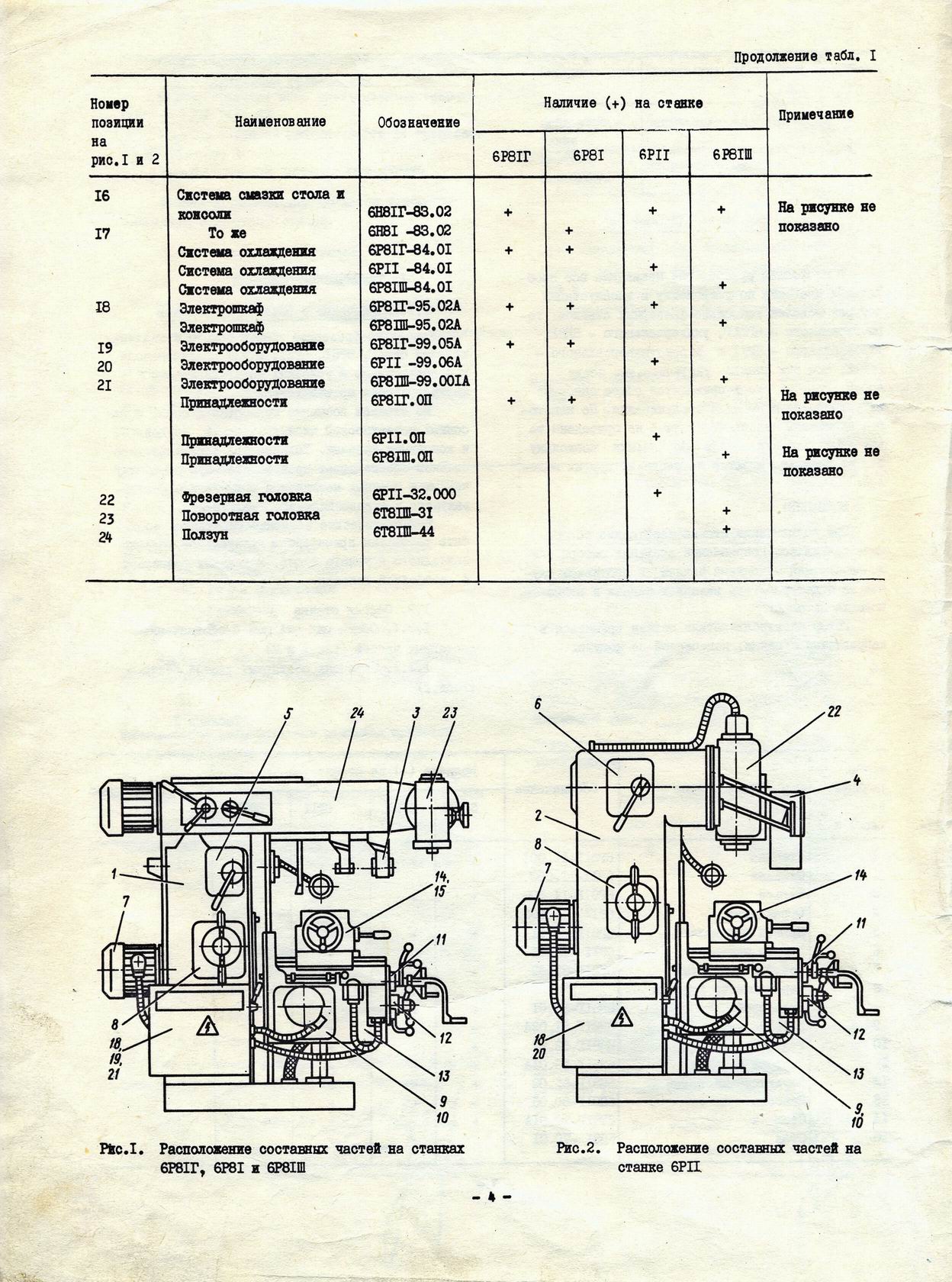
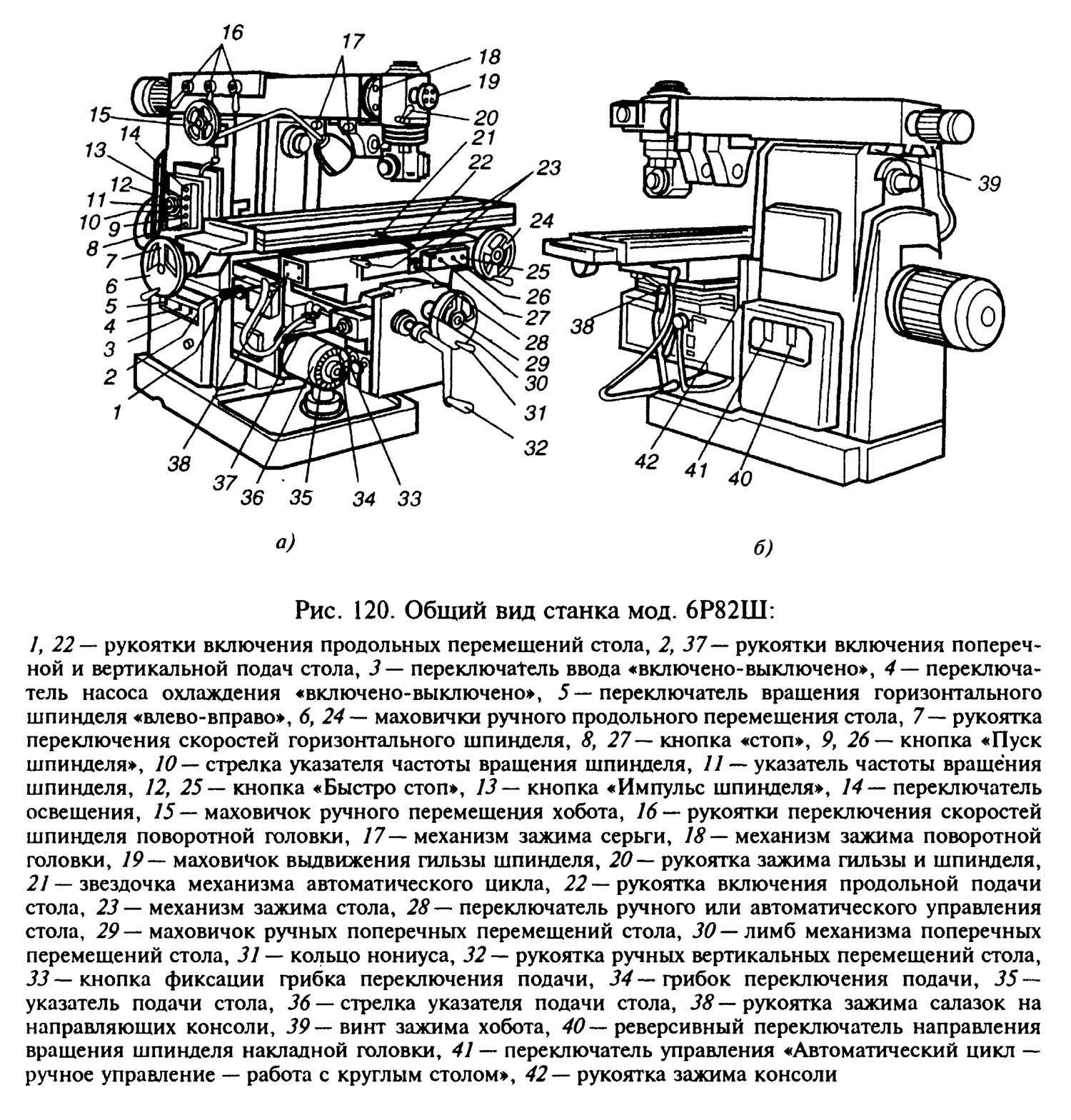
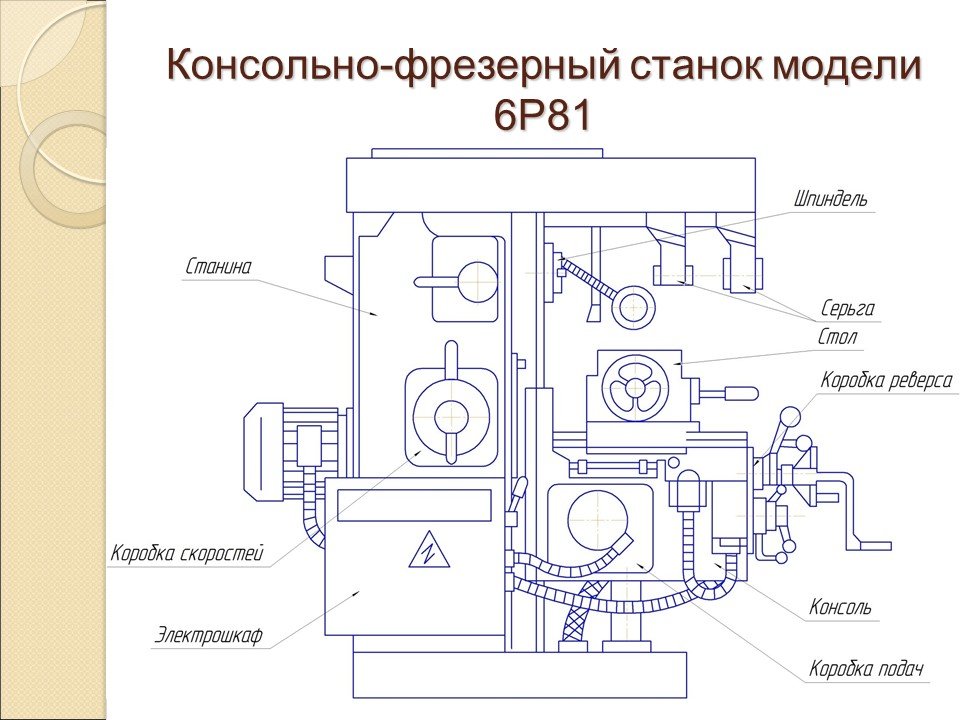
Перечень и расположение основных частей
Фрезерный станок 6Р82Ш состоит из следующих базовых узлов:
- Фундаментной плиты, комплектуемой виброопорами серии ОВ с резинометаллическими элементами по ТУ 4192-003-96952067-13.
- Вертикальной станины с направляющими.
- Инструментальной консоли с подвижными салазками.
- Электродвигателей привода главных движений и привода станции подачи смазочно-охлаждающей жидкости.
- Поворотной плиты (хобота).
- Рабочего стола.
- Механизма коробки скоростей, который располагается во внутренней части полой станины.
- Механизма коробки подач.
- Поворотной и (или) дополнительной накладной головки.
- Органов управления работой станка.
- Ёмкости под смазочно-охлаждающую жидкость.
При такой компоновке станок имеет возможность для передвижения рабочего стола по всем трем координатам. Все органы управления вынесены на поворотную приборную панель, сбоку которой устанавливается лампа местного освещения под напряжение 24 В. Для достижения необходимой жесткости и исключения вибраций (особенно при силовом фрезеровании) центр тяжести станка располагается ниже рабочей поверхности подвижного стола.
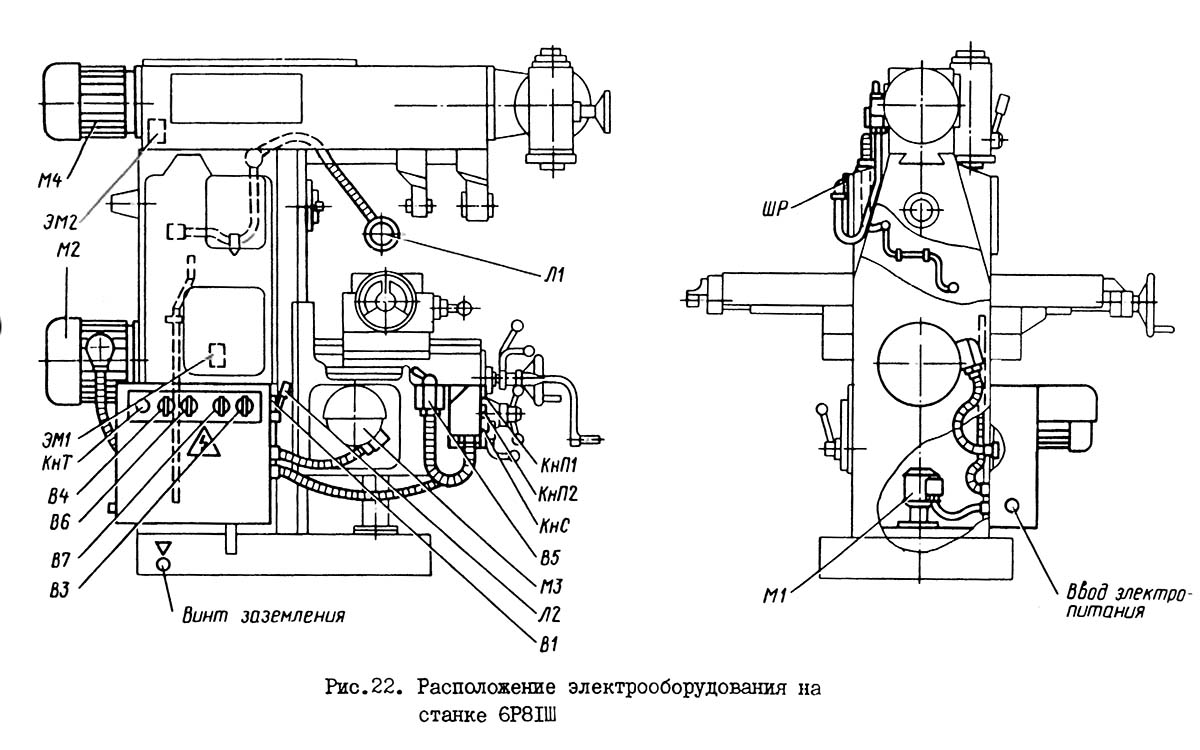
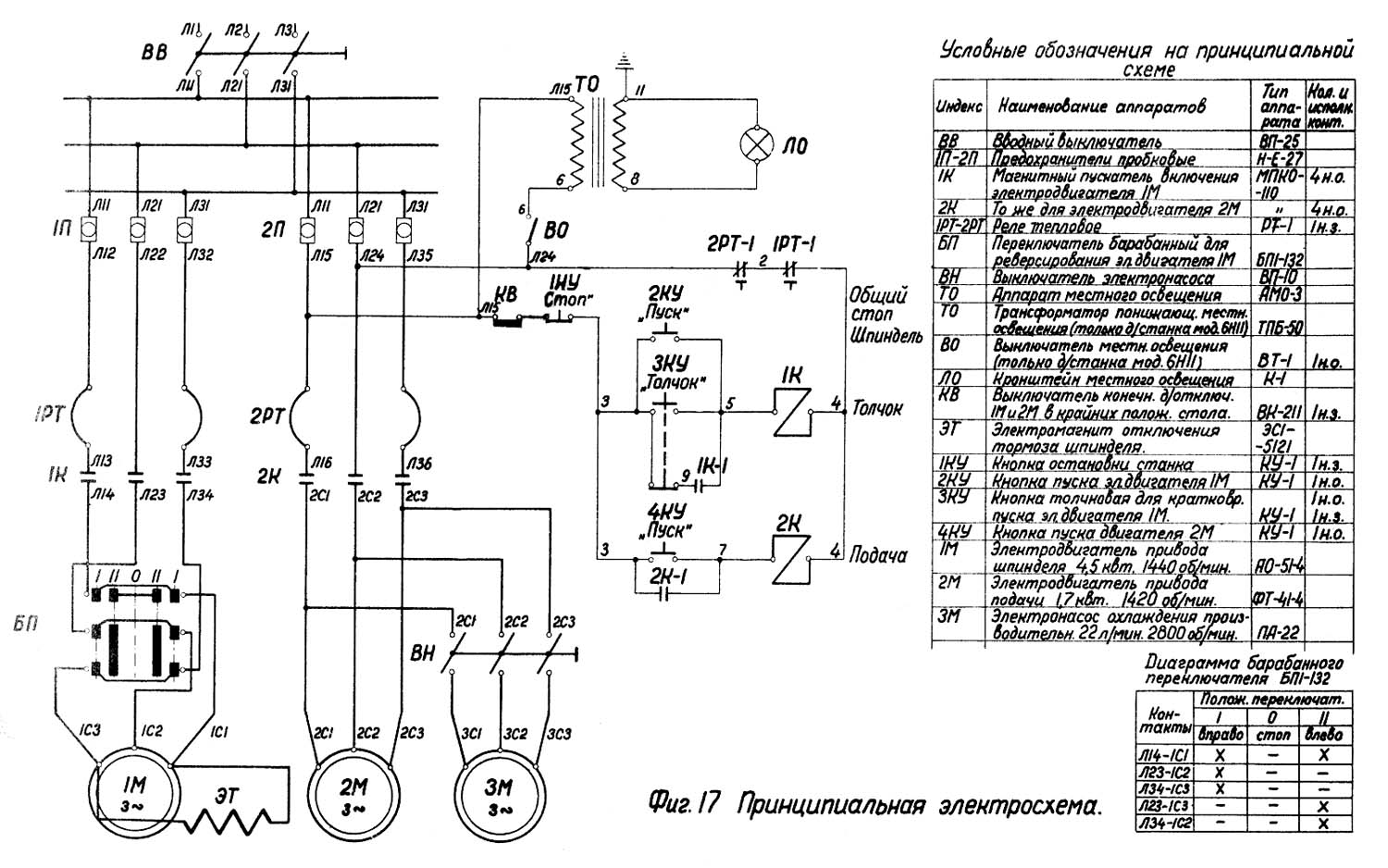
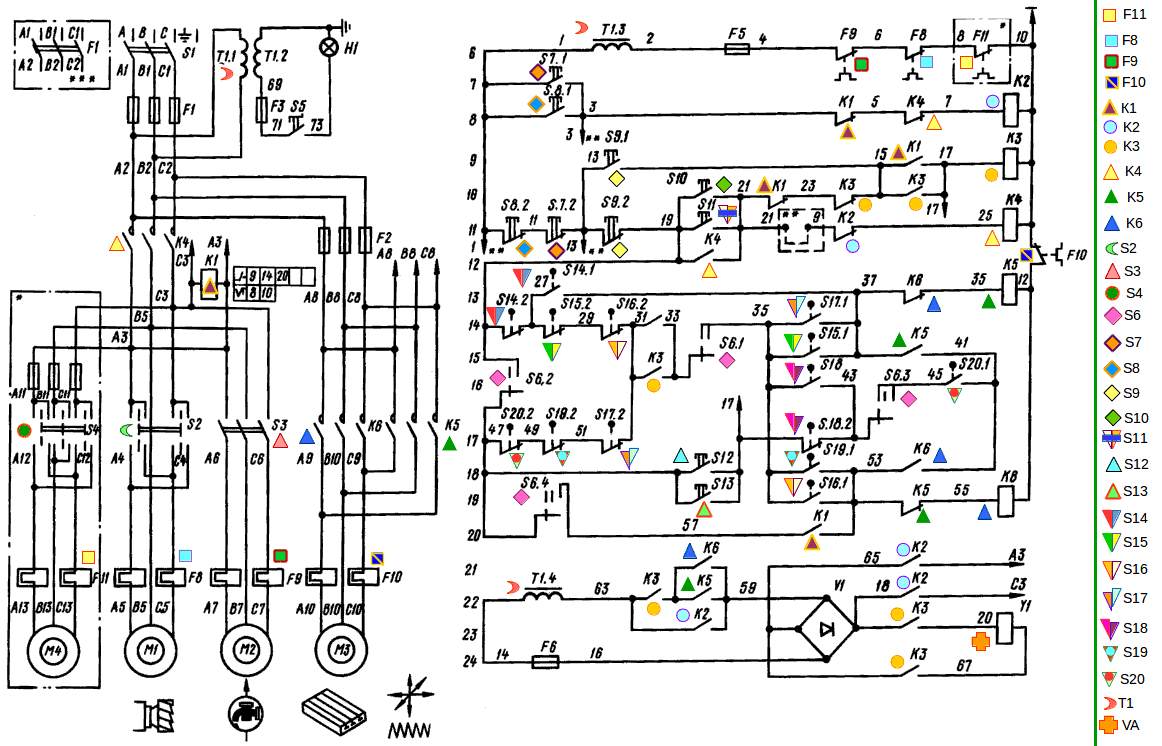
Схема электрическая
Запуск двигателей
Подача питания из сети на электродвигатель шпинделя М2 осуществляется коммутацией автоматического выключателя В1. Замыканием реверсивного – В4 выбирают направление вращения. Двигатель помпы охлаждения М1 подготавливается включением В3, запускается совместно с М2.
Двигатели: М2, М3 (подачи) запускаются кнопками КнП1, КнП2 посредством магнитных пускателей Р1, Р2, Р8 последовательно друг за другом. М3 нельзя включить при неработающем М2.
Кнопка КнТ («толчок шпинделя») реализует короткий толчковый пуск М2, обеспечивающий переключение ступеней частот вращения при несовпадении зубьев. Замыкая нажатием КнТ, запитывают Р1, Р8, которые нормально открытыми контактами (8-9) запускают реле РВ. Далее РВ отключает эти пускатели, коммутируя собственный нормально закрытый контакт (10-11), поэтому продолжительность работы двигателя М2 не связана со временем удержания нажатой КнТ.
Остановка, торможение, защита
«Общий стоп» осуществляется кнопкой КнС или при нажатии выключателя В5. При прекращении питания М2 происходит торможение главного привода включением электромагнитной муфты ЭМ. На катушку ЭМ постоянный ток (-24В) приходит от выпрямителя ВП. Продолжительность подачи питания задается настройками РВ.
Магнитные пускатели обеспечивают нулевую защиту электродвигателей. Случай короткого замыкания вызывает автоматическое размыкание выключателя В1, перегорание плавких предохранителей Пр1, Пр2, тем самым предупреждаются повреждения электрооборудования. При длительной работе на пределе мощности перегрев электродвигателей ограничивает срабатывание тепловых реле Р3-Р5.
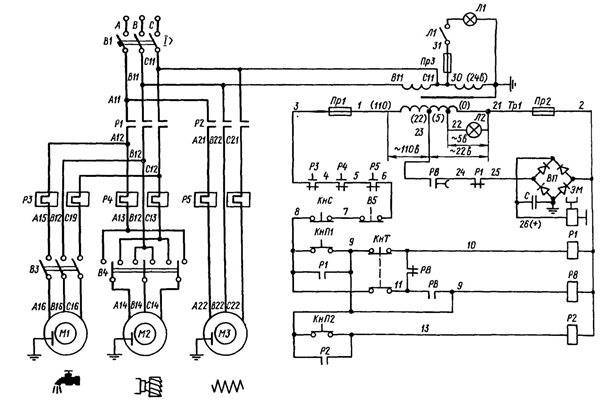
Рис.6. Схема принципиальная электрическая.
Конструкционные особенности
Агрегат нормального класса точности с поворотным столом, которые способен перемещаться в трех направлениях. Главный шпиндель никогда не меняет положение в устройстве.

Составные части
Основой агрегата является станина. Она имеет жесткую отливку, а специальные ребра делают конструкцию более жесткой. Сверху станины расположены направляющие, по которым движется станковый хобот. К нему монтируется одна или больше серег. Отдельно монтируется емкость, куда собирается охлаждающая жидкость.
Стол агрегата выполняет быстрые передвижения по трем осям. Все рабочие движения как станка, так и механизма шпинделя выполняется от двух электродвигателей, которые способны включаться вне зависимости друг от друга.
Технические параметры шпиндельного узла:
- 18 различных скоростей;
- шпиндель вращается с частотой до 1600 об/мин;
- 45 конус.
Всего ступеней подач у оборудования – 16. Станок от перегрузок защищает шариковая пара, которая при помощи муфты тормозит шпиндель. Для торможения вертикальной и поперечной механической подачи существует блокировочный механизм. Редуктор и коробка передач смонтированы в общий узел. Отдельно имеется коробка реверса.
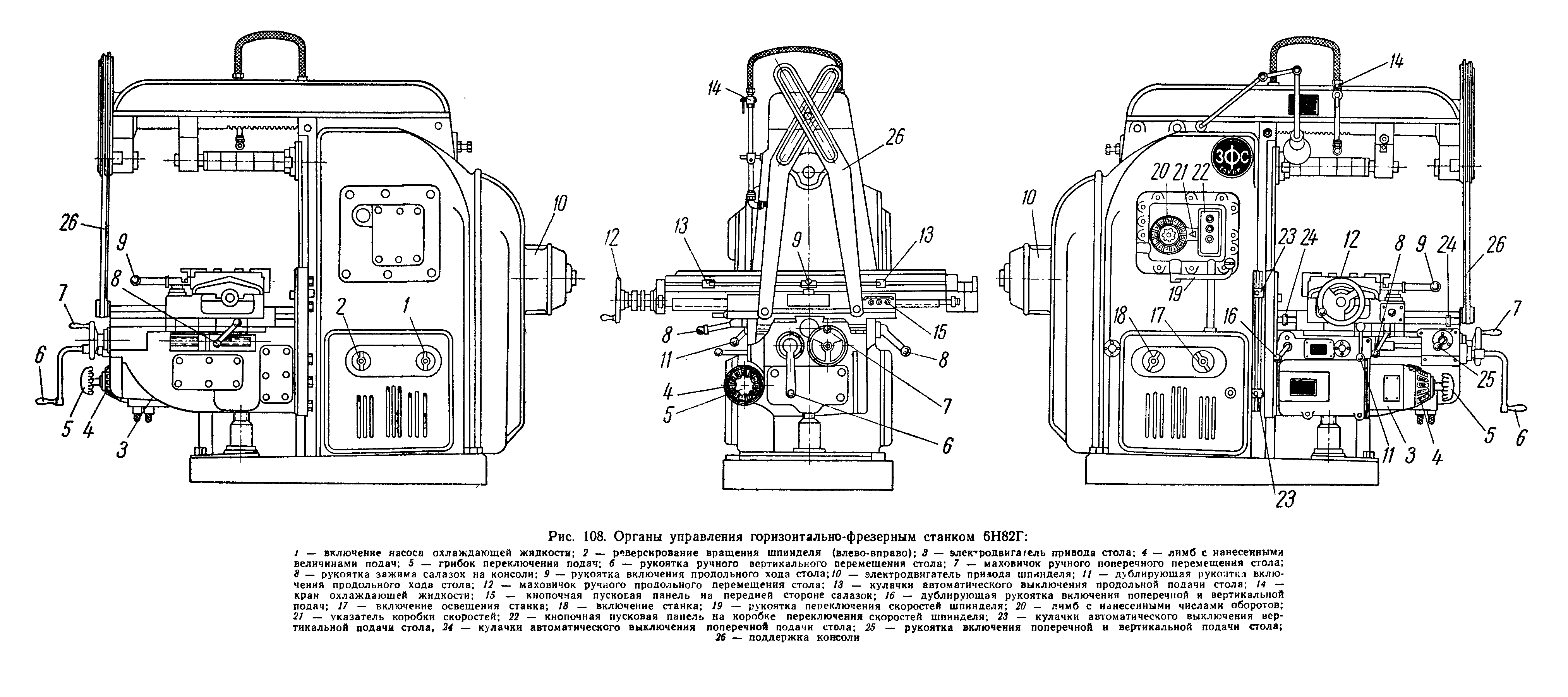
Органы управления
Все рукоятки, переключатели, кнопки расположены на удобной высоте рядом с контролируемыми механизмами. Основные органы управления: пуск шпинделя, подачи, общий стоп. Непосредственно рядом с этими органами управления расположены:
- рукоятка переключения перебора и скоростей;
- для вращения хобота передвигают специальный квадрат;
- кнопка «толчок шпинделя»;
- рукоятка для включения продольной, вертикальной и поперечной подачи;
- включатель помпы охлаждения;
- винты для фиксации салазок от поворота.
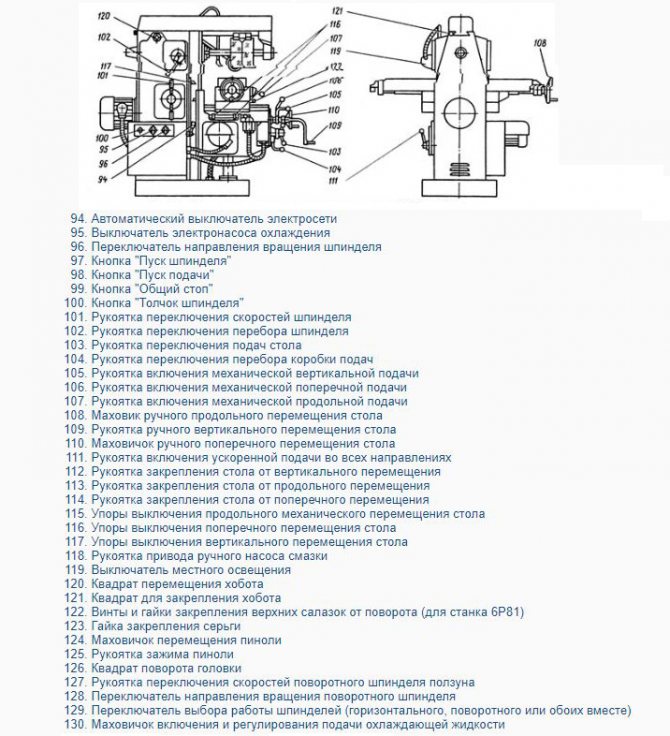
Специальная изогнутая ручка служит для подъема и спуска консоли со столом. Для включения ускоренного хода в любом направлении также имеется рычаг.
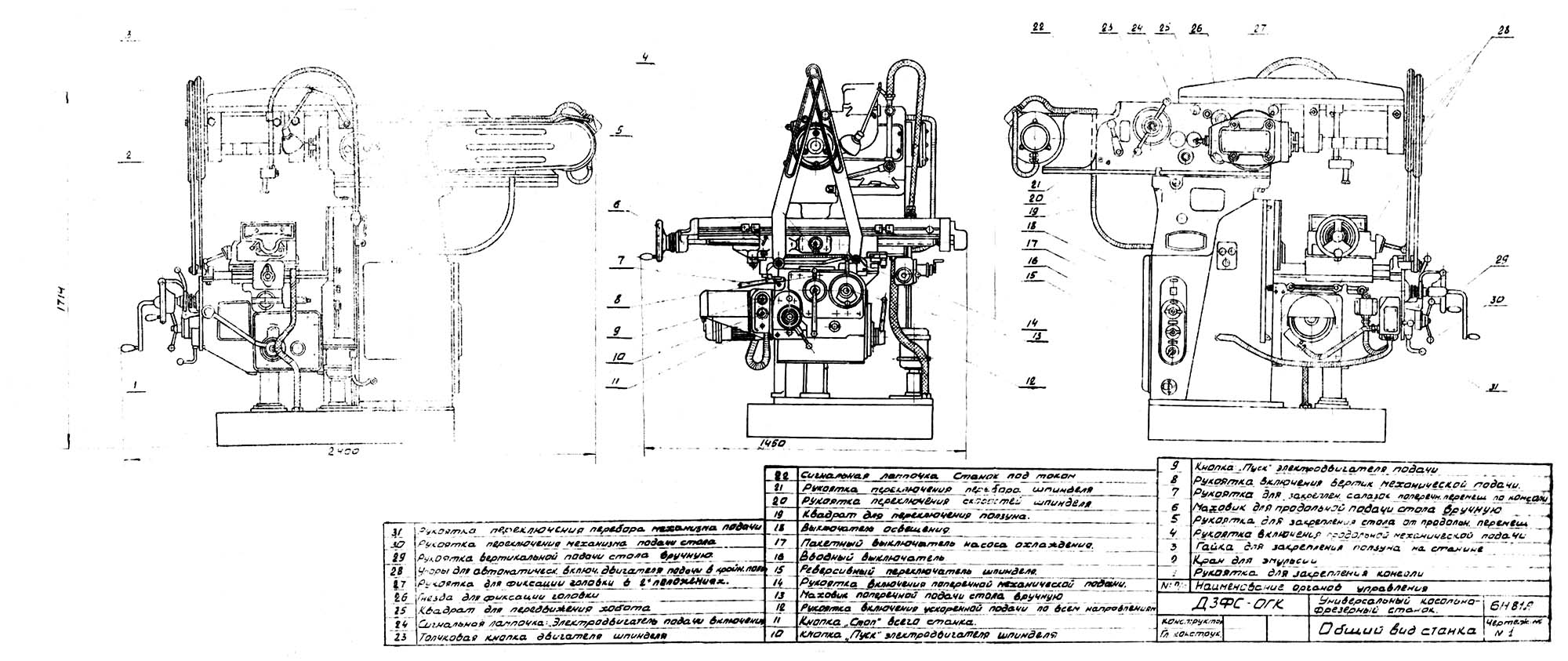
6Н81А Станок консольный фрезерный широкоуниверсальный. Назначение и область применения
Широкоуниверсальный консольно-фрезерный станок 6Н81А с поворотной фрезерной головкой предназначен для обработки небольших изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами.
Принцип работы и особенности конструкции станка
Шпиндель станка 6Н81А может поворачиваться в вертикальной плоскости на 115° и занимать горизонтальное, вертикальное и наклонное положение.
При наличии делительной головки на станке 6Н81А можно обрабатывать зубчатые колеса с прямым и спиральным зубом, спиральные сверла, и подобные изделия.
Основные размеры станка соответствуют ГОСТ 165-49, нормы точности соответствуют ГОСТ 154-41, ГОСТ- 155-41.
Станок 6Н81А состоит из следующих узлов:
- Станина;
- Ползун;
- Коробка подач;
- Редуктор;
- Коробка реверса;
- Механизм переключения подач;
- Консоль;
- Стол;
- Охлаждение;
- Смазка;
- Электрооборудование;
- Принадлежности.
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные — 6Н11; горизонтальные — 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные — 6Р11; горизонтальные — 6Р81; 6Р81Г; широкоуниверсальные — 6Р81Ш
- серии 6Т: вертикальные — 6Т11, 6Т12
- серии 6К: вертикальные — 6К11 ,6К12 , широкоуниверсальные —6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами — 6М82Ш
- серии 6Д: вертикальные — 6Д12 , горизонтальные —6Д81, 6Д82; широкоуниверсальные — 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами — 6ДМ83Ш, с ЧПУ — 6ДМ83ШФ2
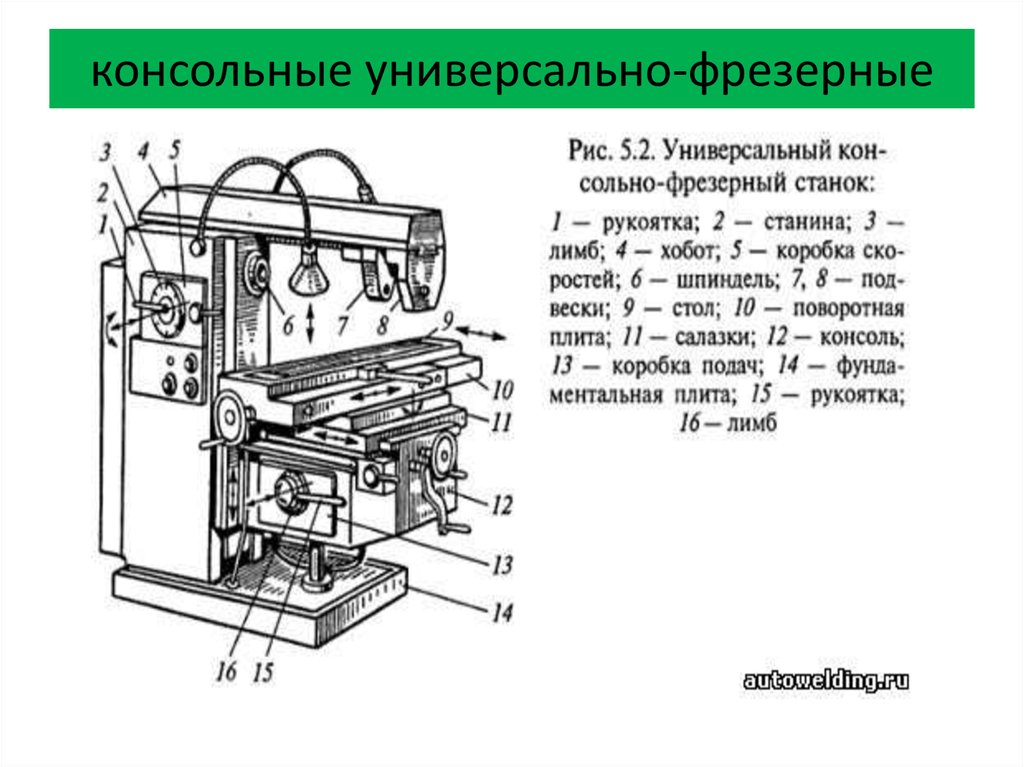
Станки консольно-фрезерные. Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя накладную поворотную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г, 6Н81А; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Назначение станка по металлу 6Н81
Для фрезерования плоскостей небольших деталей различной конфигурации из стали, чугуна и цветных металлов цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами. Широкая техническая характеристика станка позволяет использовать быстрорежущий инс
Технические характеристики станка 6Н81
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок горизонтальный консольно-фрезерный 6Н81 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 6Н81 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок горизонтальный консольно-фрезерный 6Н81 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок горизонтальный консольно-фрезерный 6Н81 звоните по телефонам:
Электрооборудование
Электрооборудование фрезерного станка представлено питающей сетью с напряжением 380 В. Частота переменного тока составляет 50 Герц. Присутствует две сети управления, одна из которых подает переменный ток под напряжением в 110 В, а другая — постоянный под напряжением 65 В.
Станок оснащен приборами света до 24 В. При этом сумма одновременно функционирующих электрических двигателей станка не может превышать 20 Ампер. В тоже время до 65 Ампер наблюдается в защитных устройствах, например, датчиках, регуляторах автоматического питания и выключения, предохранителей конструктивных узлов механизма.
С этим читают
Изделия, входящие в комплект и стоимость станка 6Д81Ш
6Р81Г.ОП.160 — Оправка для цилиндрических фрез в сборе Ø 27
6Р81Г.ОП.170 — Оправка для цилиндрических фрез в сборе Ø 32
Оправка 6222-0032
6Д81Г.100.010 — Шомпол в сборе
6Д82Ш.100.150 — То же
6Т81Г.ОП.030 — Рукоятка в сборе
Шприц для смазки штоковый тип 1 емкость 200 см3
ГОСТ 2839—80Е — Ключ гаечный двухсторонний
ГОСТ 11737—74 — Ключ торцовый
ГОСТ 17199—71 — Отвертка
ГОСТ 10754—80 — Отвертка № 3
Ключ к замку электрошкафа — ДП ОСТ—88
Руководство по эксплуатации станка — 1
Схема электрическая принципиальная — 2
Схема соединений — 2
Изделия, поставляемые по требованию заказчика за отдельную плату
- 6Д82Г.13.000 — Кронштейн для накладных головок
- 6Д81Г.14.000 — Накладная долбежная головка
- 6Д81Г. 17.000 — Накладная фрезерная головка
- 6Д81Г.18.000 — Накладная универсальная фрезерная головка
- 6Д82Ш.41.000 — Накладная фрезерная головка
- ГОСТ 16936—71 — Стол поворотный круглый 7204-000.3
- ГОСТ 14904—80 — Тиски станочные 7200-0215
- УДГ-Д250 7036-0053 — Универсальная делительная головка (комплект)
- 6Д82Г.10.300 — Поддон
- ГОСТ 13785—68 — Оправка 6222-0032 Ø 27
- ГОСТ 13786—68 — Оправка 6222-0053 Ø 22
- ГОСТ 13790—68 — Втулка переходная 6103-0001 № 40 на Морзе 2
- ГОСТ 13790—68 — Втулка переходная 6103-0002 № 40 на Морзе 3
- 6Д82Ш.100.160 — Патрон в сборе
- 6Д82Ш.100.170 — Шомпол в сборе
- 6Д81Г.100.110 — То же
- Ключ торцовый — ДП010, 00-88: 18, 22
- серии 6Н: вертикальные — 6Н11; горизонтальные — 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные — 6Р11; горизонтальные — 6Р81; 6Р81Г; широкоуниверсальные — 6Р81Ш
- серии 6Т: вертикальные — 6Т11, 6Т12
- серии 6К: вертикальные — 6К11 ,6К12 , широкоуниверсальные —6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами — 6М82Ш
- серии 6Д: вертикальные — 6Д12 , горизонтальные —6Д81, 6Д82; широкоуниверсальные — 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами — 6ДМ83Ш, с ЧПУ — 6ДМ83ШФ2
Выбираем модель по техническим характеристикам
Параметры оборудования задаются технологическим процессом, используемым на предприятии. Например ремонтные мастерские широко используют малые станки 6Т82, 6Т83. Этот тип фрезеров имеет подходящие габариты, мощность и стоимость для небольшой мастерской.
По частоте шпинделя
Черновые и торцовочные работы не требуют высокой чистоты обработки. Для этого типа работ достаточно низкоскоростных шпинделей с частотой до 2500 тыс. об. Они приводятся во вращение ременными передачами через шестереночную коробку скоростей с ручным или механизированным устройством смены диапазонов. К таким моделям относятся станки 676П, 6Т82, 6Т83, НГФ-110-Ш4.
Среднечастотные шпиндели применяются в большинстве универсальных фрезеров. Их частоты от 0 до 12000 об. мин. Привод от мотора ременной, непосредственный, без промежуточных шестерен. Такой частоты хватает для чистовой обработки всех материалов, включая сыпучие и камнеподобные. Представитель станка со шпинделем этого типа — Starlex WFM 750.

Частоты от 12000 до 18000 — это высокочастотный диапазон. Он используется в ювелирном деле и зубном протезировании. Эти шпиндели уже относятся к прецизионным механизмам с непосредственной связью ротора мотора и конуса инструмента. Из-за сильного нагрева требуют принудительного охлаждения. Применяются в обработке ценных пород древесины, мебельном производстве, зубопротезном и часовом производстве,
Базовые комплектующие
Базой 6р81г является станина, для этого узла характерна жесткая оливка, которая обеспечивает плотность всего механизма и его упор (вес укомплектованной машины составляет 2300 кг). Агрегатный хобот производит направляющие передвижения. В зависимости от модели, на хобот устанавливается единичная или комплексная серьга. Охлаждающий блок устанавливается горизонтально на основную конструкцию.
Рабочая поверхность (стол) производит движение в трех параметрах, с определенной скоростью, которая регулируется узлами контроля. При таком режиме осуществляется возможность быстрой регулировки фрезерного процесса для достижения нужной шероховатости (шлифовки) обрабатываемого материала, и высокое качество.
Для предохранения станка 6р81г от возможных сбоев в подаче питания, скоростных перегрузок, в агрегате предусмотрен режим блокировки и торможения шпинделя.
Возможно автоматическое отключение режима подачи, во время непредвиденных сбоев в режиме электропитания, или при механической поломке. В конструкции фрезерного устройства (модель 6р81) предусмотрены механические и ручные упоры, которые осуществляют ту же функцию.
Область применения
Горизонтально фрезерные универсальные станки разработаны для эффективной обработки быстрорежущими и твердосплавными инструментами деталей из черных, цветных металлов и сплавов, пластиков. Рациональна загрузка мелкими и средними заготовками без корки с умеренными припусками. Оптимальная сфера применения:
- ремонтное;
- единичное;
- мелкосерийное производство.
Обосновано использовать в серийной металлообработке на отдельных операциях, при малом количестве работающих инструментов, когда загрузка оборудования ЧПУ нерентабельна или последнее отсутствует.
Используют для обработки горизонтальных поверхностей цилиндрическими фрезами на оправке с поддержкой. Возможно фрезерование плоскостей, пазов, уступов концевым инструментом, установленным в конус шпинделя. Торцовыми головками снимают припуск с вертикальных плоскостей деталей. Отрезными, дисковыми фрезами разделяют материал, фрезеруют пазы, канавки, в том числе спиральные на валах, установленных в центрах делительной головки. В ремонтном деле модульным инструментом нарезают зубчатые колеса. Технологические возможности расширяют, применяя круглые и глобусные столы, оптические головки, расточную оснастку.
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Условия эксплуатации станка 6р81г и виды производимых работ
Все станки серии 6Р81, 6Н81, 6Р81Г, 6М81 на сегодняшний день сняты с линейного производства. Им на смену пришли более модернизированные агрегаты с электронным блоком управления. Продолжается эксплуатация этих машин в основном при индивидуальном и мелкосерийном производстве. Работа на станке не требует особой специальной подготовки, достаточно пройти двухмесячную стажировку.
Станок горизонтально-фрезерный 6р81 успешно проводит работы по обработке материалов различными фрезами в условиях ограниченной цеховой площади. Быстрота смены концевых, угловых, торцевых и прочих режущих поверхностей позволяет использовать машину для всех автоматических и полуавтоматических линий производства.
Эксплуатация и обслуживание, паспор
Все детали станка могут быть заменены по мере износа, а потому сам агрегат не имеет точного срока эксплуатации. После капитального ремонта агрегат полностью восстанавливает свои технические характеристики, точность и эффективность обработки.
Поверхность, на которую устанавливается данный агрегат, должна быть идеально ровной. Оптимальный вариант – бетонный фундамент толщиной не меньше 30 см. При первоначальном пуске необходимо заполнить маслом резервуары смазочной системы и прогнать оборудование на холостом ходу.
Примерно через неделю эксплуатации нужно провести первую замену масла. Затем заменить масло спустя месяц, после чего замену можно производить регулярно раз в 3 месяца. Переключать режимы и скорости необходимо только после остановки головки.