
Особенности
Крепление шпиндельных подшипников осуществляется посредство гайки. Правильный выбор втулок распора дает возможность предотвратить образование осевого люфта. Необходимо правильно натягивать ремни клиноременной передачи, не очень сильно. Также нельзя допускать, чтобы ремни проскальзывали на шкивах. Настройка осуществляется с применением эксцентрика, с дальнейшим закреплением.
Перед установкой станка токарного ТВ 16 станочные шестеренки тщательно чистятся и смазываются. Посредством клиньев и винтовых компонентов корректируются промежутки во всех направляющих суппортной каретки, верхних и поперечно расположенных салазок.
Конусное обрабатывание детали в центрах предусматривает смещение задней бабки по отношению к ее плитке. Применение винтовых компонентов дает возможность точным образом отрегулировать необходимое положение.
В начале монтажа токарно-винторезный станок по металлу необходимо транспортировать к участку установки, распаковать его. В расширенной комплектации присутствует столешница. Для того чтобы по максимуму точно зафиксировать оборудование на столешнице из древесины, требуется использовать шесть винтовых компонентов, закреплявшие станок в упаковке. На приводной шкив нужно монтировать ремень привода. Заземляющий кабель необходимо корректно подсоединить. Для этого провод пропускают через специальные отверстия в основании, фиксируют его болтом.
Горизонталь выравнивается посредством уровня. Кабели при помощи предохранителей проводят от общего щитка распределения. На последнем этапе противокоррозийная масляная жидкость аккуратно удаляется со всех частей токарно-винторезного устройства.
Перед тем как эксплуатировать настольный станок для точения, нужно тщательно осмотреть и проверить все его агрегаты. Правильность функционирования проверяется как при холостом, так и при рабочем ходе.
Немного истории
Токарный станок ТВ-16 начали выпускать в послевоенное время. Производство было налажено на нескольких комбинатах. Верстак относится к настольному типу, разработан на базе чешских аналогов. Хотя сейчас станок не выпускается, он до сих пор используется частными мастерскими, а также для обучения молодых специалистов в учебных заведениях.
Изготавливались ТВ-16 в нескольких странах бывшего Советского Союза (Украине, России, Белоруссии, Казахстане). Все верстаки имели идентичные характеристики, отличались только по форме литья остова. Далее рассмотрим более подробно параметры и устройство агрегата.
5 Суппорт и рабочий стол станка
Составные части суппорта ТВ-16:
- салазки;
- каретка;
- держатель резца.
Все компоненты суппорта несет на себе каретка, перемещающаяся по направляющим станины. Салазки в верхней части агрегата (на них находится резцедержатель) двигаются по поворотному кругу, снабженному собственными направляющими. Такое движение выполняется перпендикулярно к оси токарной установки.

В продольном направлении суппорт перемещается вручную (для этого используется рейка и шестерня) либо механически (гайка и ходовой винт). Вручную передвигаются поперечные и верхние салазки (при помощи маточной гайки и нескольких винтов). Причем гайка имеет особый разрез, предназначенный для выборки зазора, а на винтах есть лимбы.
Держатель резца на станке выполнен с четырьмя сторонами. Его допускается поворачивать на 360 градусов (при повороте на каждые 45 градусов можно фиксировать держатель в заданном положении). Зазор в направляющих легко регулируется при помощи винтов, расположенных на клиньях.

Стол станка крепится с деревянным основанием винтами. Электрическая аппаратура, а также привод находятся в его левой тумбе. Правая тумба предназначена для хранения сменных шестеренок и рабочего инструмента. Хранить те или иные приспособления можно и в ящике, находящемся в центральной зоне стола. Как видим, любая гайка, винт и узел токарного агрегата имеют свое собственное назначение.
Оглавление

фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
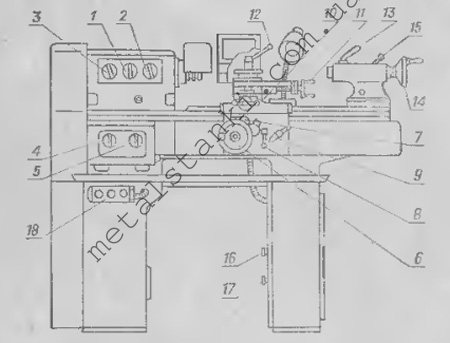
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
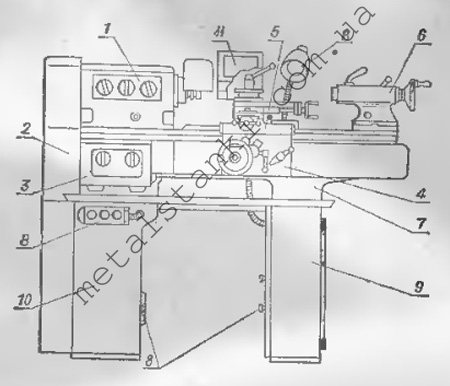
фото:устройство токарного станка
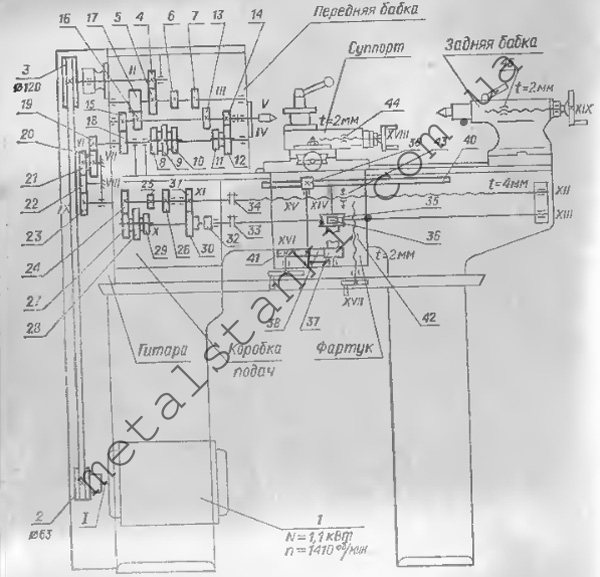
фото:кинематическая схема токарного станка
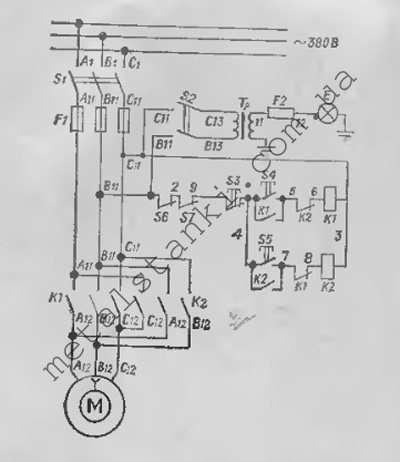
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
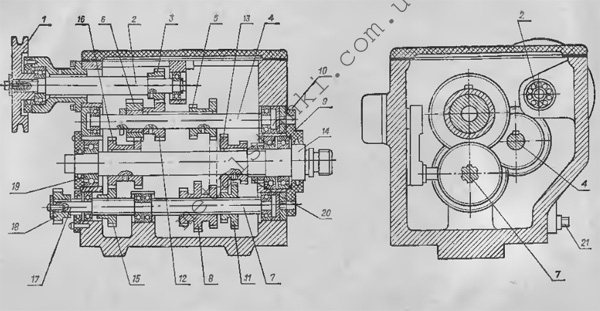
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
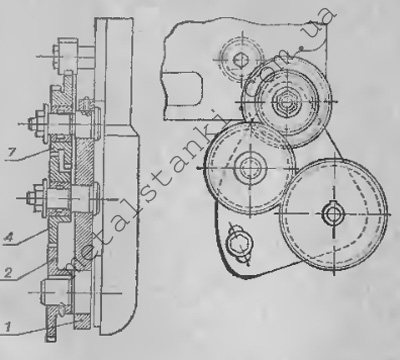
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
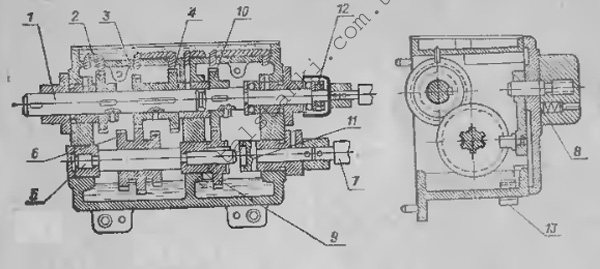
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
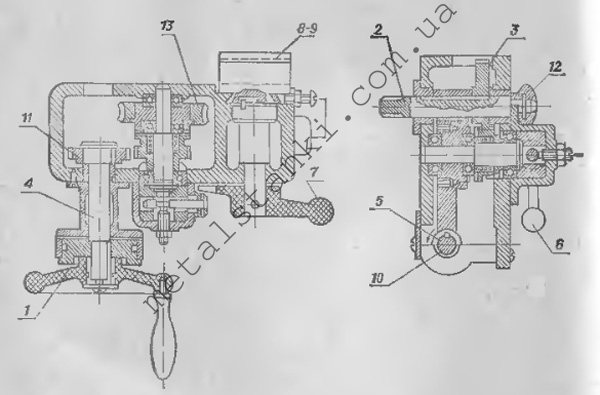
фото:фартук токарного станка
Особенности токарных станков по металлу
Способ придания необходимых размеров и формы заготовке определяет также особенности станков токарной группы. Несмотря на то, что разные виды станков отличаются между собой, можно выделить несколько схожих признаков, которые свойственные всей токарной группе:
- обработки поверхности проводится резанием. инструменты, которые используются в большинстве случаев – резцы, виды которых зависят от многих показателей;
- имеется шпиндель с кулачковым патроном, в котором закрепляются заготовки. основное движение – вращательное, передается шпинделю;
- резцы закрепляют в суппорте, которому предается возвратно-поступательное движение. особенности конструкции суппорта позволяют использовать разные методы обработки поверхности;
- крепление изделия в некоторых случаях может проводиться по двум сторонам, для чего используют заднюю бабку;
- станок токарного типа можно использовать для растачивания отверстий, которые расположены вдоль оси изделия;
- скорость и подача, при которых проводится резание, могут устанавливаться в зависимости от типа поверхности заготовки, необходимых показателей точности снятия металла и шероховатости получаемой поверхности. для этого конструкция токарных станков имеет сложную схему передач.
Резание на токарных станках выполняется только при условии использования средств индивидуальной защиты, а также при установке защитного экрана.
Виды токарных станков
В зависимости от того, какие изделия нужно получить с какой точностью, можно выделить следующие группы токарных станков:
- токарно-винторезные – наиболее распространенная группа. при использовании токарных станков из этой группы можно получить цилиндрические поверхности различного диаметра. есть возможность придать заготовки конусность, нарезать на поверхности резьбу. можно проводить обработку черных и цветных металлов;
- токарно-карусельные – используются для получения изделия большого диаметра. также применяется для обработки цветных и черных металлов;
- лоботокарная группа отличается тем, что заготовки устанавливаются по горизонтали и есть возможность получения конической или цилиндрической поверхности;
- токарно-револьверная группа используется для обработки заготовки, которая представлена калиброванным прудком.
Существуют и другие, узкоспециализированные виды станков, которые условно относят к токарной группе из-за особенностей резания, когда используются резцы.
Электрооборудование
Электрическая схема установки отличается простотой и не содержит элементов, сложных для освоения, поэтому понять принцип работы устройства будет легко даже начинающим. Перед началом эксплуатации корпус агрегата нужно заземлить посредством специальной колодки, расположенной сбоку, для обеспечения безопасности пользователей.

Электрооборудование установки предназначается для запуска и остановки агрегата, реверсивного запуска двигателя и осуществления блокировки при коротком замыкании или изменении напряжения электросети. За выполнение этих функций отвечают:
- Пакетный реверсивный выключатель.
- Пускатель магнитного типа с двумя кнопками.
- Блок предохранителей.
- Контакты, которые блокируют запуск оборудования, если не закрыты дверцы стола или коробки подач.
- Панель с зажимами, посредством которых агрегат подключают к сети.
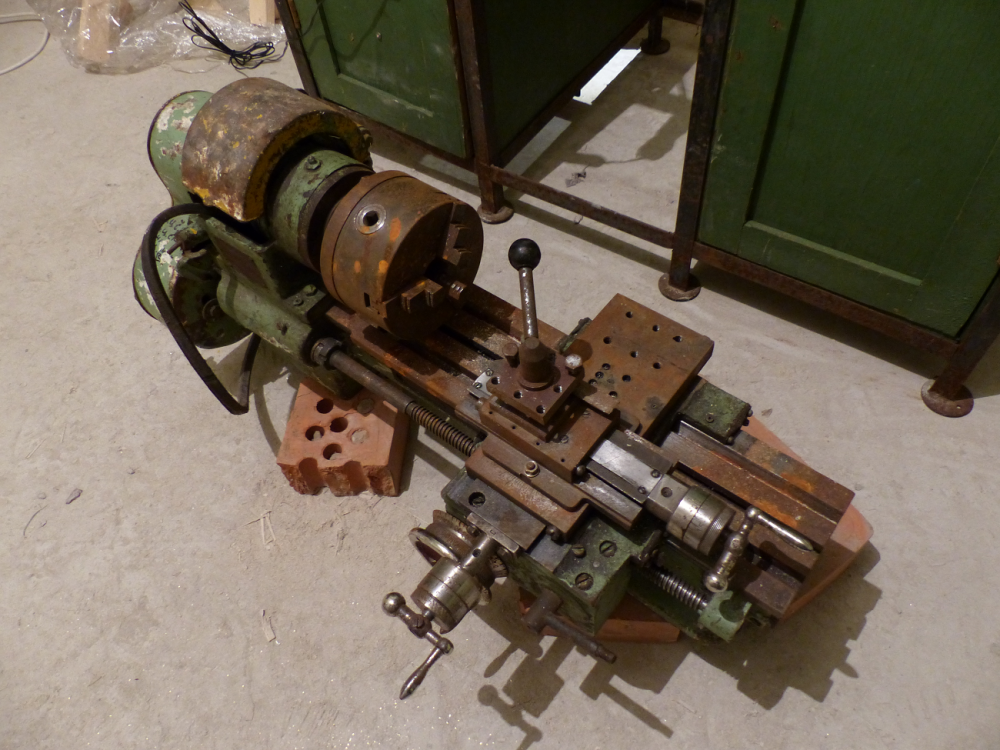
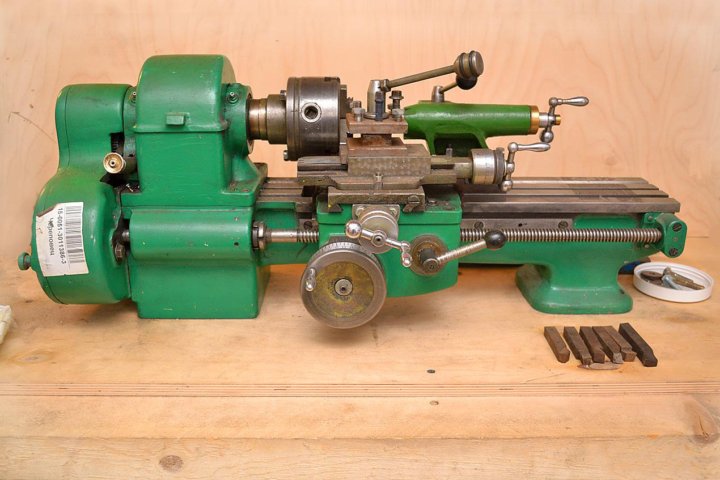
Описание токарно-винторезного оборудования

Сменные шестерни станка тв-16.
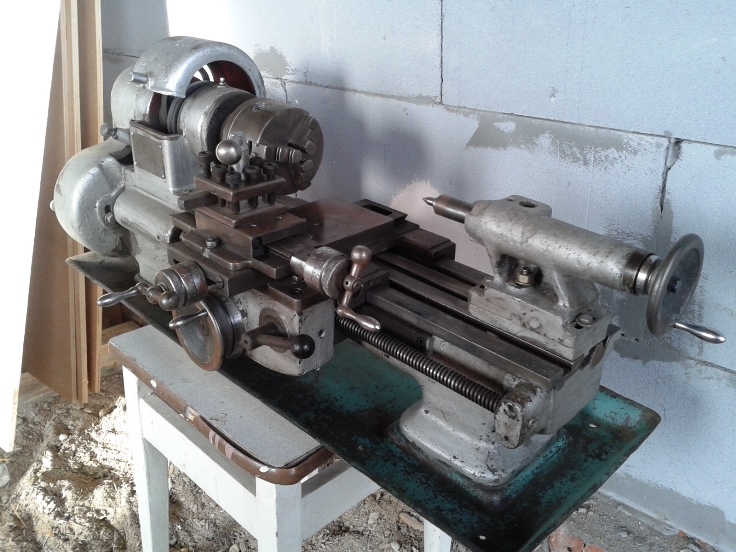
Данный настольный станок сам по себе является малогабаритным оборудованием, которое впишется в любую домашнюю мастерскую. После снятия оборудования с производства модели, которые находились у завода изготовителя в резерве были раскуплены для обеспечения нужд мелких автомастерских и других ремонтных сервисов, которые встречаются с обработкой металлических деталей в процессе производства.
Сам станок ТВ-16 давал возможность:
- Нарезать резьбу, как внутри детали, так и снаружи;
- Высверлить отверстия в детали с высоким уровнем точности;
- Расточить металлоконструкции;
- Выполнить любые элементарные токарные работы.
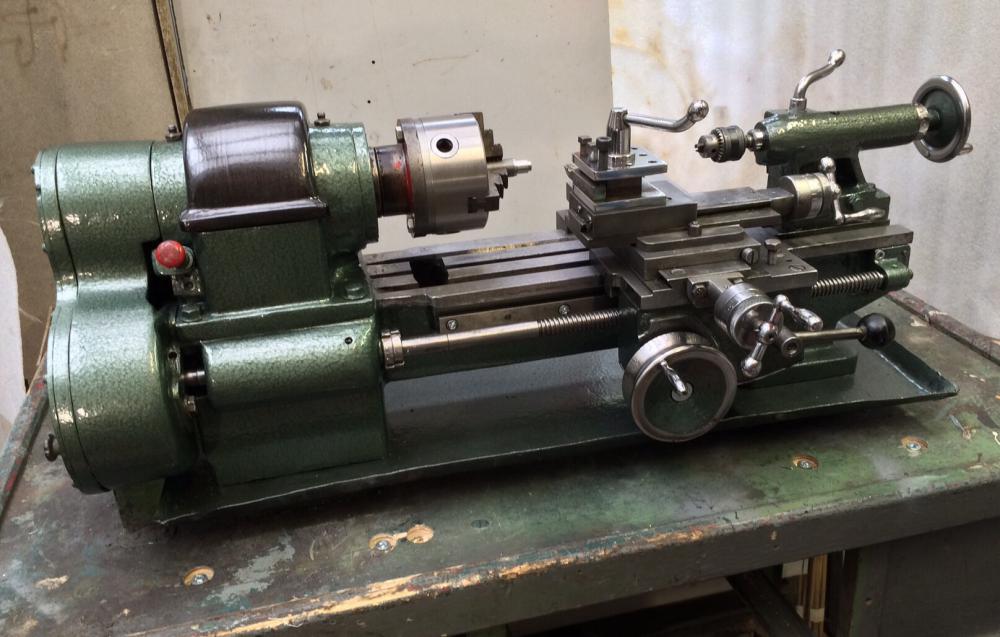
Его создавали с единственной целью — воспитать навыки у молодых специалистов для работы на более сложном оборудовании, которое использовалось на крупных предприятиях. Поэтому осваивается токарный станок в течение суток до уровня пользователя. Он не большой, имеет компактные размеры:




- Высота — 115 см;
- Ширина — 60 см;
- Длина — 120 см;
- Вес — 180 кг.
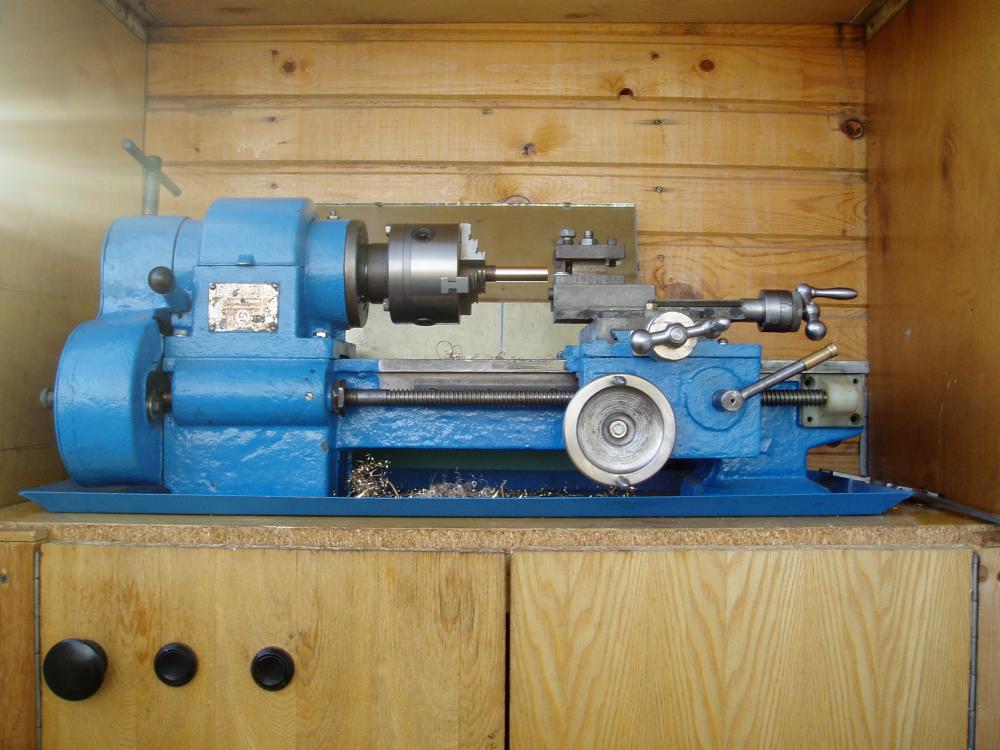
Станок очень уважали и ценили за свою производительность и маленькие габариты. Изначально оборудование выпускалось с короткой балкой, но позднее завод начал выпускать модели с удлиненным вариантом. Данная модификация давала больше возможностей, и пользователь мог позволить в не заводских условиях изготовить детали высокой точности согласно ГОСТу, который тогда существовал в Советском Союзе.
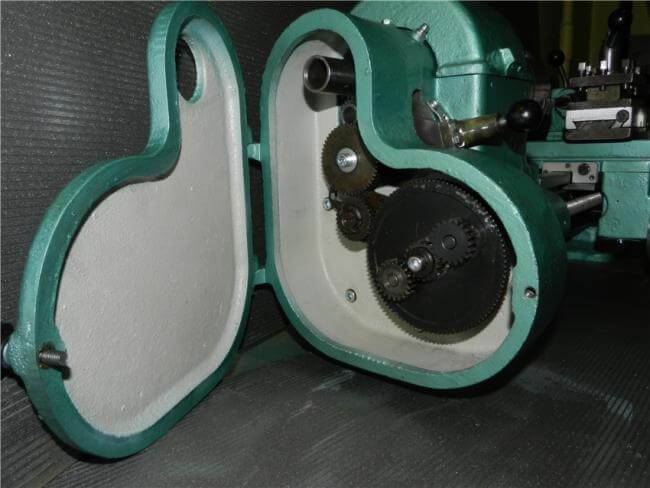
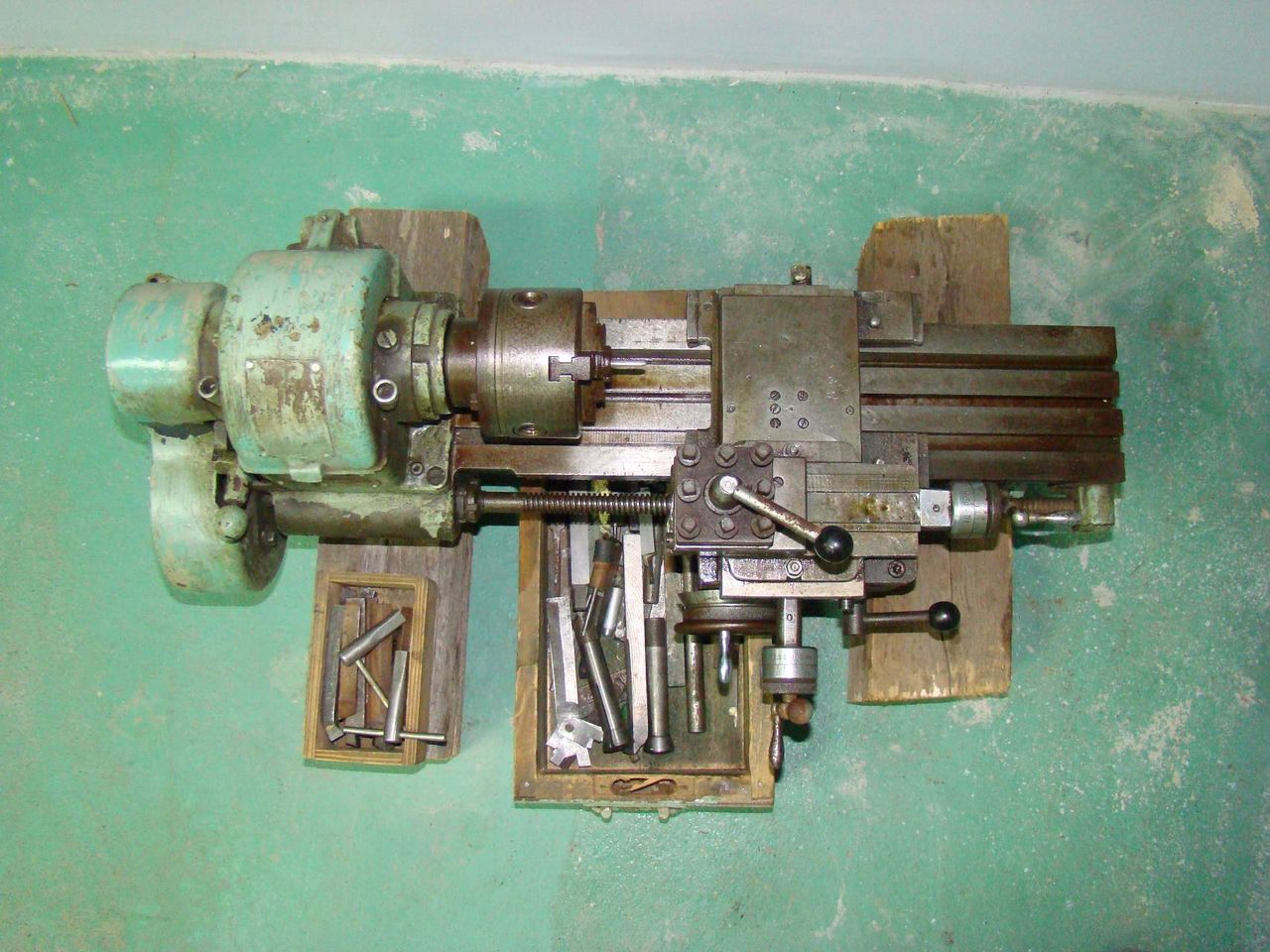
Составляющие узлы
Привод настольной установки состоит из двигателя, который располагается на салазках внутри тумбы, двух клиноременных передач и промежуточного вала. Для работы электрического двигателя, мощность которого 0,5 кВт, требуется трехфазный ток.
Через промежуточный вал, который осуществляет регулировку ременного натяжения при помощи эксцентрикового устройства, передается вращение главному валу. На главном вале и электродвигателе установлены шкивы ступенчатой формы, которые, благодаря своим характеристикам, обеспечивают получение шести разных скоростей.
Основа агрегата предназначена для установки и фиксации всех остальных составляющих конструкции. Производится из литого чугуна, что обеспечивает ее надежность, и имеет коробчатую форму для удобства размещения прочих составляющих устройства. Станок устанавливается на столешницу посредством винтов, что обеспечивает дополнительной надежностью.
В левой тумбе стола находятся привод агрегата и его электросхема, а правая используется для хранения сменных зубчатых колес и резцов. В центре стола находится специальный ящик, который предназначен для хранения прочих необходимых приспособлений.
В передней части рабочей основы установлены гайка и ходовой винт, которые обеспечивают передвижения резцедержателя. При необходимости осевого перемещения заднего узла на основу устанавливаются направляющие в форме «Т», а сам узел оснащен специальными пазами. Резцедержатель перемещается в осевом направлении по треугольным направляющим.
К каретке резцедержателя крепится фартук устройства посредством специальных винтов. В фартуке находится разъемная гайка, которая запускается специальной рукоятью. Гайка и рукоять фиксируются в крайних позициях посредством механизма шарикового типа. Если гайка включена, то осевая подача резцедержателя производится механическим способом от ходового винта.
Если гайка выключена, подача производится вручную, путем вращения маховика. При ручной подаче передвижение резцедержателя осуществляется посредством зубчатого колеса и рейки. Частью конструкции фартука является резервуар, который обеспечивает фартук необходимой смазкой. Масляный раствор заливается в резервуар через каретку.
В конструкции агрегата имеется механизм подач, который позволяет задавать параметры для нарезки резьбы и скорость осевой подачи. Параметры регулируются посредством связи неподвижного зубчатого колеса, которое находится в коробке подач, и планетарной передачи, расположенной на ходовом винте. Подобная схема позволяет в 30 раз снизить число оборотов, которые совершает ходовой винт.
На дверках устройства установлены концевые выключатели, которые останавливают работу двигателя при открывании дверок в процессе его работы.
Управление конструктивными элементами токарного устройства производится посредством следующих органов:
- Рукоять переключения скорости вращения главного рабочего вала.
- Пусковик.
- Кнопочная станция.
- Рукоять изменения направления.
- Рукоять установки положения резцовой головки.
- Рукоять запуска маточной гайки.
- Рукоять передвижения верхних салазок.
- Рукоять установки положения пиноли заднего узла.
- Рукояти передвижения поперечных салазок.
- Маховик осевого перемещения резцедержателя.
Видео: токарный станок ТВ-16.
Republished by Blog Post Promoter
Рейтинг лучших токарных станков по металлу для гаража
Токарные станки по металлу для установки дома и в гараже можно использовать для изготовления втулок и валов, гаек и болтов, а также для создания поделок. Лучшими покупатели считают несколько моделей.
Visprom SPV-300
Тяжелый токарный станок с прочной станиной и подвижной пинолью обладает коллекторным двигателем на 550 Вт. Предельная скорость шпинделя у агрегата составляет 2500 оборотов в минуту. Станок для дома считается лучшим для обработки черных и цветных металлов, может нарезать резьбу, точить конусы и выполнять сверление.
Цена Visprom SPV-300 стартует от 72000 рублей Плюсы
- работает с широкими диаметрами;
- хорошая скорость;
- надежная фиксация заготовок;
- подающие шестерни можно менять.
Минусы
- масса 45 кг;
- высокая цена.
Мне нравитсяНе нравится
ТВ-6
Лучший токарный станок по металлу из СССР до сих пор пользуется высоким спросом. Подходит для опытных мастеров и для начинающих. Способен работать с металлами средней жесткости, подрезать торцы и нарезать резьбу, протачивать и растачивать детали.
Плюсы
- повышенная надежность;
- широкий функционал;
- очень простой в эксплуатации.
Минусы
- не работает с твердой сталью;
- можно купить только с рук.
Мне нравитсяНе нравится
Proma SM-250E
Хороший токарный станок по металлу поддерживает скорость вращения шпинделя до 2000 оборотов. За счет поперечного суппорта заготовку при использовании агрегата можно позиционировать очень точно. Станок для дома подходит для болванок диаметром до 210 мм.
Зажимной патрон устройства при работе закрывает защитный экран — это повышает безопасность. В комплекте с агрегатом поставляются предохранитель, ключи, кулачки и набор шестерней.
Выбрать и приобрести для дома Proma SM-250E можно от 71000 рублей Плюсы
- широкая комплектация;
- возможность гибкой настройки;
- небольшие габариты;
- есть регулировка частоты оборотов;
- система безопасности.
Минусы
- мощность двигателя всего 150 Вт;
- сильно шумит при работе.
Мне нравитсяНе нравится
Энкор Корвет-401
В рейтинге настольных токарных станков по металлу заслуживает упоминания агрегат с двигателем на 400 Вт. Устройство для дома оснащено защитным кожухом, который сводит к минимуму вероятность получения травм при работе. На корпусе предусмотрена аварийная кнопка, позволяющая мгновенно выключить приспособление.
Устройство из рейтинга настольных токарных станков по металлу поддерживает реверсное вращение шпинделя, пользователь может регулировать плавность хода суппортов. Передача ременная, поэтому при работе агрегат издает умеренный шум. Нагрузка на двигатель к тому же снижается, что способствует продлению срока службы мотора.
Плюсы
- довольно высокая мощность;
- низкий уровень шума;
- высокая безопасность;
- гибкая настройка.
Минусы
- станок быстро нагревается;
- не подходит для заготовок большого диаметра.
Мне нравитсяНе нравится
JET BD-3
Один из лучших китайских токарных станков по металлу оснащен поперечным суппортом с регулировкой узлов движения. Позволяет точно настраивать положение заготовки. Поддерживает регулировку скорости в пределах 100-3800 оборотов.
Станина у агрегата для дома чугунная, устойчивая и очень прочная. При необходимости ее можно зафиксировать специальными винтами. Агрегат считается одним из лучших благодаря отсутствию вибраций — их погашают обрезиненные опоры.
Цена JET BD-3 для дома стартует от 45000 рублей Плюсы
- доступная стоимость;
- защитный экран шпинделя;
- отсутствие вибраций;
- широкая регулировка скорости вращения.
Минусы
- мощность мотора всего 150 Вт;
- подойдет только для небольших заготовок.
Мне нравитсяНе нравится
Инструкция по сборке
Строить самодельный токарный станок по металлу, лучше всего начав со станины. На верхней грани основания готовятся посадочные места под продольные направляющие суппорта, шпинделя, двигателя и другие необходимых элементов. Ведущее требование к этим поверхностям — обеспечение базовой плоскости всего оборудования. Самым лучшим подходом будет фрезеровка площадок на промышленном оборудовании. На нем же желательно сразу просверлить и крепежные отверстия. В противном случае потребуется значительно больше времени для установки и выверки направляющих.
Продольные направляющие суппорта крепятся непосредственно к основанию станка с помощью винтов. Там же устанавливаются и подшипниковые блоки ходового винта. При монтаже добиваются соосности всех элементов. После окончательного закрепления направляющих, на них надеваются подшипниковые модули. Сверху, на монтажную поверхность, крепят основание поперечной оси. В качестве последнего используется металлическая пластина с крепежными отверстиями. Такая же пластина устанавливается на подшипники поперечного перемещения и служит для крепления резцедержки. Завершит самодельный токарный суппорткрепление миниатюрных индикаторных лимбов и маховиков ручного привода на концы приводных винтов.
Шпиндельный узел выполняется из двух подшипниковых щитов, которые также крепятся на станине. Щиты могут быть готовыми или самодельными.
Вал шпинделя необходимо изготовить на токарном станке, либо попытаться подобрать готовый. При монтаже вал запрессовывается в подшипники. С одной его стороны устанавливается токарный патрон, с другой шкив для ременной передачи. Применение каких-либо других типов передач в небольшом станке нецелесообразно. Для возможности грубого регулирования скорости и увеличения вращающего момента шпинделя рекомендуется изготовить ступенчатые многоручьевые шкивы. Аналогичный шкив монтируется и на вал электромотора. Сам мотор устанавливается на раме снизу или сзади шпиндельной бабки. Крепление двигателя должно предусматривать механизм натяжения ремня.
Составные части самодельного токарного станка
На последнем этапе осуществляется монтаж электрооборудования станка. Он заключается в комплектации силового шкафа, в который устанавливаются преобразователь частоты, вводной автоматический выключатель и кнопки пуска и останова шпинделя. Также подключается двигатель и электрическая сеть. На этом сборка станка может считаться оконченной.
Устройство токарного станка
Существует несколько основных деталей токарного станка. Каждая из них влияет на работу остальных. Помимо ключевых узлов, на оборудование можно устанавливать различные приспособления для токарных станков.
Станина
Чтобы станок был неподвижен во время работы, все детали закрепляются на тяжёлой станине. Она представляет собой два вертикальных ребра, которые закрепляются на неподвижном основании. В нижней части основания могут располагаться отсеки для хранения инструмента и оснастки. На верхней части закрепляются поперечные рейки, по которым передвигаются суппорта и задняя бабка (каретка).
Передняя шпиндельная бабка
В этой детали располагается шпиндель с патроном, подшипники и система управления станком. Внутри находятся подвижные шестерни, через которые на резец передаётся вращательное усилие.
Задняя бабка
Представляет собой подвижный узел станка. С помощью задней бабки закрепляется заготовка на шпинделе. Состоит из двух частей. Нижняя считается неподвижной и играет роль основания. Верхняя перемещается по валу, который проходит внутри задней бабки.
Суппорт
На верхней части суппорта закрепляются резцы и различные токарные инструменты. Суппорт является подвижным элементом. Если установить центральную точку станка, эта деталь передвигается в четырёх направлениях, обрабатывая заготовку.
Токарный станок для чайников — устройство
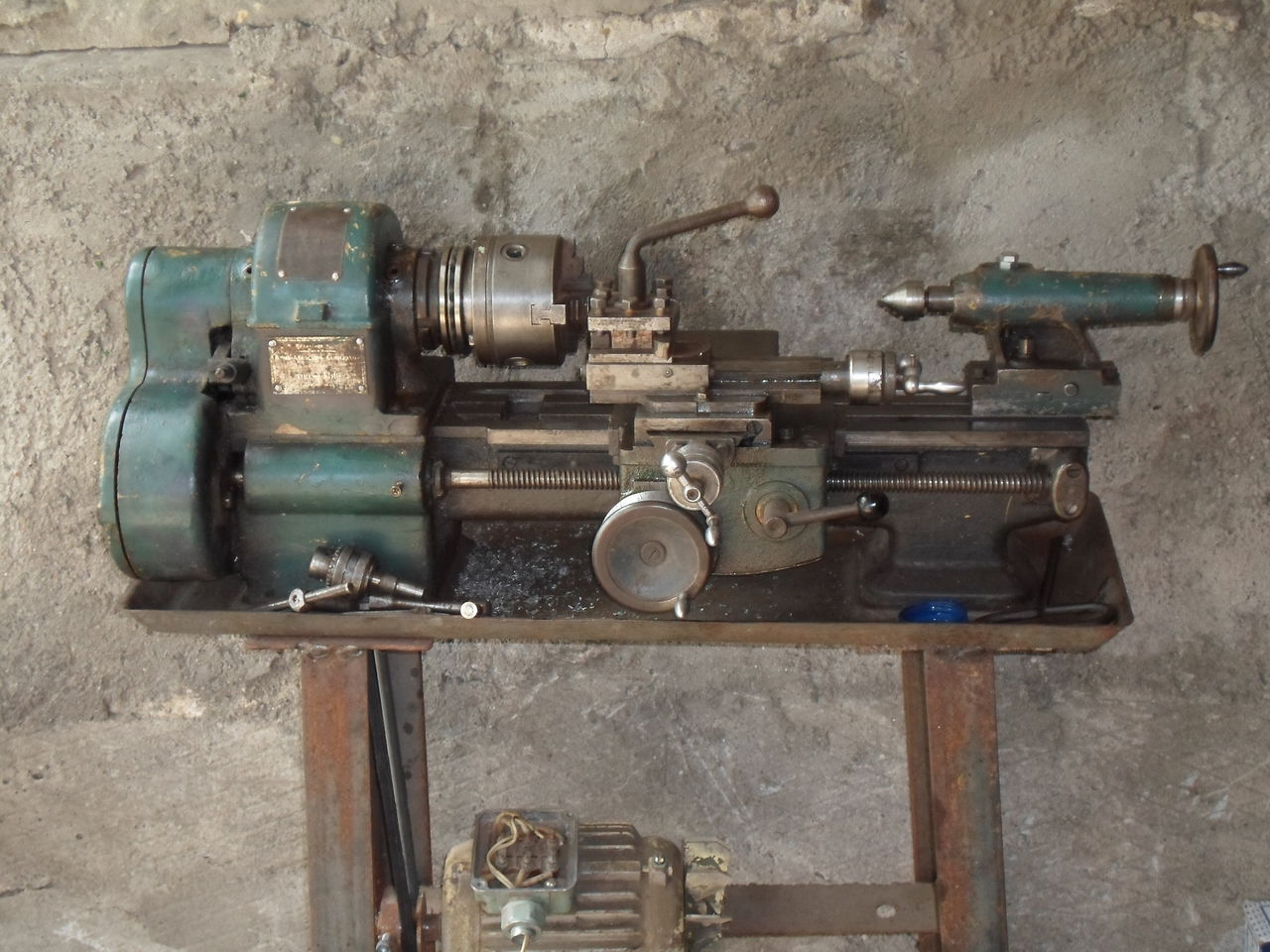
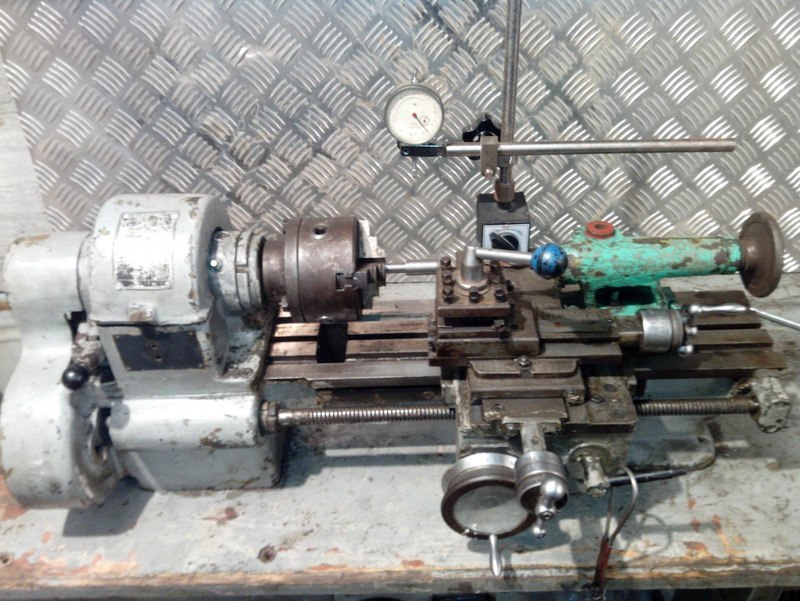
1 Токарно-винторезный станок ТВ-16 и общие сведения о нем
Агрегат, о котором пойдет речь в этой статье, представляет собой токарную установку универсального типа, которая предназначена для обучения молодежи на промышленных предприятиях, в профессионально-технических училищах и школах. И до сих пор на этом станке свой первый опыт выполнения токарных работ получают тысячи молодых людей.
ТВ-16 был создан на базе чехословацкой установки TOS MN80.
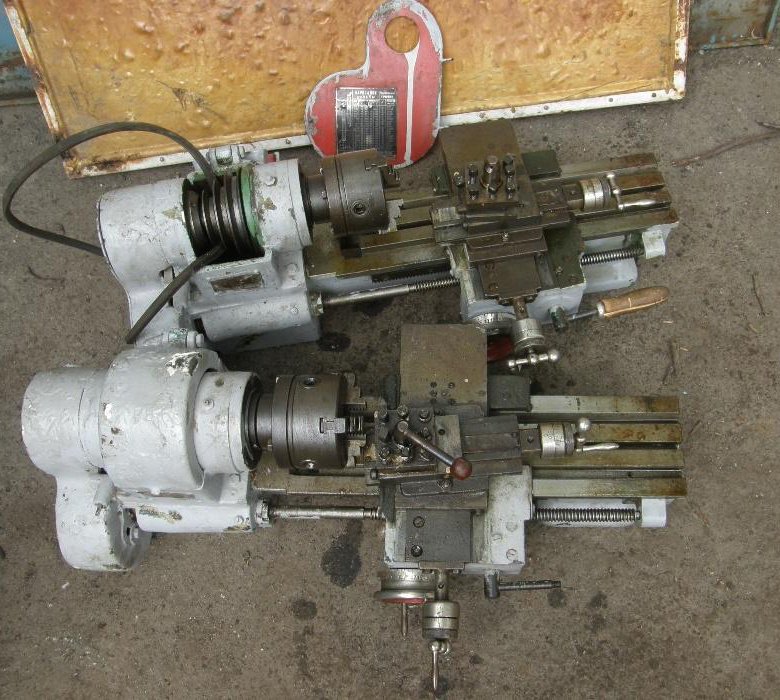
В СССР описываемый настольный токарно-винторезный станок изготавливался рядом комбинатов. Среди них выделим такие:
- «Завод имени Кирова» (город Алма-Ата);
- «Комбинат имени Ворошилова» (г. Уральск);
- «Кобринское инструментальное предприятие»;
- Краснодарский комбинат «Сельхозмашцепь»;
- завод «Октябрь» (г. Дубно);
- «Иркутский механический комбинат».

Конструктивно станки от указанных заводов ничем не отличались друг от друга (их технические характеристики также идентичны). Различалась лишь формы литья станин агрегатов, а набор узлов и механизмов ТВ-16 от любого производителя оставался неизменным.
Составные компоненты данного токарного агрегата для работы по металлу следующие:
- станина;
- стол:
- передняя бабка;
- суппорт;
- механизм подач;
- привод;
- электрическое оборудование;
- задняя бабка;
- инструмент и специальные принадлежности.

Благодаря нехитрой конструкции ТВ-16, любой человек может освоить принципы и правила выполнения работ по металлу, разобравшись с сутью токарной обработки.
Изготовление токарного станка из дрели своими руками
Если вы хотите сэкономить на запчастях и значительно упростить себе задачу по сборке самодельного токарного станка, в качестве привода можно использовать обычную электрическую дрель. У такого конструктивного решения есть ряд преимуществ:
- Возможность быстрой сборки и разборки конструкции – дрель легко отсоединяется от станины и может быть использована по прямому назначению.
- Простота переноса и транспортировки станка – хороший вариант, если вам приходится работать с металлическими заготовками в гараже и на улице.
- Экономия – дрель выступает не только в качестве электродвигателя, но и избавляет от необходимости использовать передачу, а также позволяет использовать сменные насадки в качестве рабочего инструмента.
Конечно, есть и отрицательные стороны у токарного станка из дрели. Как сделать обработку с помощью данного инструмента крупных деталей возможной? Это практически неосуществимо, так как у дрели относительно небольшой крутящий момент и большое число оборотов. Конечно, можно повысить эти параметры, если все-таки установить ременную передачу и с ее помощью передавать вращающий момент от дрели на шпиндель, но это в значительной мере усложнит конструкцию, главным преимуществом которой является простота и компактность.
Схема устройства самодельного токарного станка на основе дрели: 1 — крепления к столу или верстаку; 2 — передняя опора; 3 — опора под заготовку; 4 — задняя опора
Изготовление самодельного настольного токарного станка по металлу на основе дрели имеет смысл в тех случаях, когда у вас нет необходимости в проведении масштабных работ, а вытачивать нужно только мелкие детали.
Для изготовления токарного станка по металлу на основе электродрели вам понадобятся те же детали, что и для обычной конструкции за исключением электродвигателя и передней бабки. Роль последней также выполняет дрель. Учитывая компактность конструкции, в качестве станины может использоваться обычный стол или верстак, на котором будут фиксироваться все составляющие станка. Сама дрель закрепляется в конструкции при помощи хомута и струбцины.







С помощью самодельного токарного станка можно не только вытачивать детали, но и наносить на вращающуюся заготовку краску, осуществлять намотку проволоки на трансформатор, делать на поверхности детали спиральные насечки и выполнять многие другие действия. Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.
Чертеж передней опоры, внутри которой закрепляется дрель
Перечень органов управления токарным станком УТ16ПМ
- Маховик выбора частоты вращения шпинделя
- Рукоятка переключения множительного механизма и ходового винта или ходового валика
- Рукоятка переключения наборного механизма при нарезании резьб напрямую
- Рукоятка переключения множительного механизма
- Рукоятка включения перебора
- Рукоятка включения трензеля и механизма восьмикратного увеличения шагов резьб
- Амперметр нагрузки
- Рукоятка включения насоса подачи охлаждающей жидкости
- Переключатель частоты вращения электродвигателя
- Вводной выключатель
- Лампа сигнальная
- Кнопка установки нейтрального положения продольной или поперечной подачи
- Рукоятка поперечной подачи суппорта
- Рукоятка включения продольной и поперечной подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения верхнего суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятки управления вращением шпинделя
- Рукоятка регулировки усилия отключения фартука по упору
- Рукоятка включения маховика ручного перемещения каретки
- Кнопка золотника смазки направляющих станины и каретки
- Рукоятка включения частоты вращения шпинделя (педаль)
- Кнопка включения электродвигателя насоса смазки и схемы управления станка
- Кнопка аварийного выключения станка
- Рукоятка крепления каретки к станине
- Упор автоматического останова поперечного суппорта
- Рукоятка поворота и крепления резцовой головки
- Маховик ручного перемещения каретки
- Рукоятки управления вращением шпинделя
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА:
|
Наименование параметра |
УТ61ПМ |
|
Основные параметры станка |
|
|
Класс точности по ГОСТ 8-82 |
П |
|
Наибольший диаметр заготовки обрабатываемой над станиной, мм |
320 |
|
Наибольший диаметр заготовки обрабатываемой над суппортом, мм |
170 |
|
Наибольшая длина устанавливаемой детали РМЦ, мм |
710 |
|
Наибольшее расстояние от оси центров до кромки резцедержателя, мм |
175 |
|
Расстояние от оси шпинделя до направляющих станины (высота центров), мм |
175 |
|
Шпиндель |
|
|
Диаметр отверстия в шпинделе, мм |
30 |
|
Диаметр прутка проходящего через отверстие в шпинделе, мм |
25 |
|
Частота вращения шпинделя, об/мин |
40..2000 |
|
Количество прямых/ обратных скоростей шпинделя |
18 |
|
Центр в шпинделе по ГОСТ 13214-67 |
Морзе 5 |
|
Конец шпинделя по ГОСТ 12595-72 |
5К |
|
Торможение шпинделя |
есть |
|
Блокировка шпинделя |
есть |
|
Защита от перегрузок шпинделя |
есть |
|
Подачи |
|
|
Наибольшая длина хода суппорта (каретки) — продольное перемещение, мм |
710 |
|
Наибольшее поперечное перемещение суппорта, мм |
230 |
|
Продольное перемещение суппорта на одно деление лимба, мм |
0,1 |
|
Поперечное перемещение суппорта на одно деление лимба, мм |
0,02 |
|
Наибольшее перемещение верхнего суппорта (резцовых салазок), мм |
140 |
|
Перемещение верхнего суппорта на одно деление лимба, мм |
0,02 |
|
Количество подач продольных/ поперечных суппорта |
40 |
|
Пределы подач продольных, мм |
0,018..1,1 |
|
Пределы подач поперечных, мм |
0,01..0,625 |
|
Количество нарезаемых резьб метрических, мм |
35 |
|
Количество нарезаемых резьб модульных, мм |
31 |
|
Количество нарезаемых резьб дюймовых, мм |
26 |
|
Пределы шагов метрических резьб, мм |
0,1..56 |
|
Пределы шагов модульных резьб, модуль |
0,1..28 |
|
Пределы шагов дюймовых резьб, ниток/дюйм |
60..3,0 |
|
Скорость быстрых перемещений продольных/ поперечных, м/мин |
нет |
|
Высота резца, устанавливаемого в резцедержателе, мм |
20 |
|
Задняя бабка |
|
|
Наибольшее перемещение пиноли, мм |
100 |
|
Цена деления лимба задней бабки, мм |
0,05 |
|
Центр в пиноли по ГОСТ 12595-72 |
Морзе 3 |
|
Поперечное смещение задней бабки, мм |
±5 |
|
Диаметр сверла при сверлении стали, мм |
12 |
|
Диаметр сверла при сверлении чугуна, мм |
15 |
|
Электрооборудование станка |
|
|
Количество электродвигателей на станке |
3 |
|
Мощность электродвигателя главного привода, кВт |
3,2/ 5,3 |
|
Мощность электродвигателя насоса охлаждения, кВт |
0,12 |
|
Мощность электродвигателя насоса смазки, кВт |
0,09 |
|
Мощность электродвигателя вентилятора, кВт |
нет |
|
Габариты и масса станка |
|
|
Габариты станка (длина ширина высота), мм |
2290 х 1150 х 1395 |
|
Масса станка, кг |
1800 |







Передняя бабка токарно-винторезного станка TSA-16
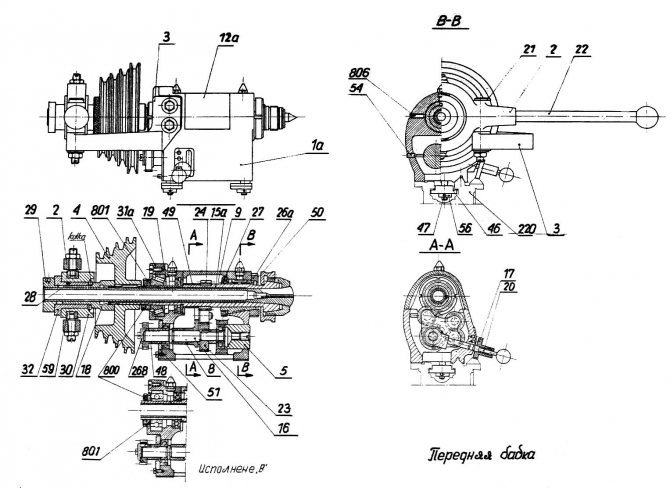
Корпус передней бабки в литом чугунном боксе прикреплен к станине 220 при помощи двухсторонних болтов 47, гаек 56 и плиток 46.
Шпиндель 15 исполнен из углеродной стали с отверстием Ø17,5 мм для обработки пруткового материала. Шпиндель имеет внутренний конус для переходной втулки с конусом Морзе № I. В передней части шпиндель расположен в регулированным бронзовым подшипнике скольжения 9, в конусном отверстии корпуса передней бабки, в задней части в ролико — конусном подшипнике или в однорядном подшипнике качения (для исполнения W). Осевые усилия переносит упорный шарикоподшипник так для первого и для второго исполнения.
Передняя часть шпинделя закалена на шпинделе и наружном корпусе передней бабки укреплен четырехступенчатый шкив получающий привод от приставки. Внутри корпуса на шпинделе укреплено зубчатое колесо 24, от которого переносятся обороты через зубчатое колесо 23, на 8, на валик 16. Из валика 16 через сменные зубчатые колеса на гитаре 250 /черт.О6/ обороты переносятся на валик коробки передач 160 /черт.05/. Бронзовый ревереир 8 осажден на валике 16, а на его выступающих цапфах вращаются промежуточные зубчатые колеса. Валик 16 обращается в подшипниках качения. Зацепление зубчатых колес ревереира, как и их расцепление со зубчатым колесом шпинделя наступает при помощи рычага 17. Их взаимоположение устанавливается при помощи защёлки 20, которая своей цапфой входит в одно из высверленных гнезд в корпусе передней бабки. Диапазон оборотов шпинделя получаем перекладыванием ремней двигателя на приставку а также с приставки на шпиндель.
Патрон быстрого зажима материала черт.04. Этот патрон соединенный с зажимными втулками предназначен к быстрому зажиму материала во время работы станка. Зажимание материала производится при помощи втулки 30, передвигаемой рычагом 22, которая охватывает шарики расположенные контуром между конусной частью опорной втулки 18, а конусом на конце втулки 32. Шарики дают втулке 32 подвижность и при помощи дистанционной втулки 19 она причиняется к передвижению зажимной втулки. Подвижная втулка 32 так, как и втулка 30 осаждены на спорной втулке 18 прикрепленной на свободном конце шпинделя 15. Для передвижки втулки 30 через сухари 59 осаждена в ней предусмотрена рычажная рукоятка 22. Рычаг 2 осажден колебательно на шкворенью 21, укрепленным на кронштейне 3, привинченным к корпусу шпиндельной бабки I. Комплект зажимных втулок доставляемых 3 виде специального оборудования, разрешает на крепление прутков от 3 до 12 мм по 1 мм. Применение задней бабки с револьверной головкой увеличивает производство большого количества мелких пред-матов,