
Сведения о производителе плоскошлифовального станка 372Б
Производитель бесцентрового круглошлифовального универсального станка 3180 Московский станкостроительный завод шлифовальных станков, МСЗ, основанный в 1879 году.
Станки, выпускаемые Московским станкостроительным заводом шлифовальных станков, МСЗ
- 5А841 — cтанок зубошлифовальный для цилиндрических прямозубых и косозубых зубчатых колес Ø 320
- 5М841 — cтанок зубошлифовальный для цилиндрических прямозубых и косозубых зубчатых колес Ø 320
- 372Б — cтанок плоскошлифовальный универсальный 300 × 1000
- 3180 — cтанок круглошлифовальный бесцентровый Ø 75
- 3451 — cтанок шлицешлифовальный Ø 125 х 500
Стоимость ремонта шлифовальные станки
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация – ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8 (499) 380-77-48
- За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
- Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему

Прочитайте полезную информацию:
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Для эффективной работы со станочным оборудованием, необходимо разбираться в типах и предназначении станков, уметь проводить наладку и самостоятельное обслуживание. В данной статье разберем основные виды станков и общие правила наладки.
Далее
Бабка – важный элемент станка. Если данная деталь выходит из строя, справиться самостоятельно с ремонтом очень сложно и приходится обращаться в специализированные мастерские
Как предотвратить поломки, что важно знать при самостоятельном ремонте и сколько стоят услуги квалифицированных мастеров – все это можно узнать из статьи
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Перечень возможностей плоскошлифовального станка
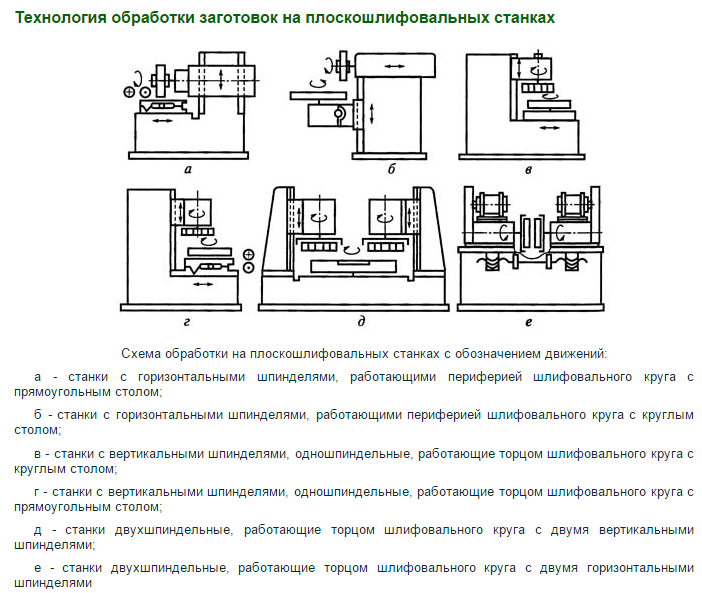
Существуют два способа шлифовки:
- торцевой частью круга;
- периферией.

Для каждого способа существует несколько технологий обработки. С помощью торцевого метода можно выполнить следующие операции:
- Однопроходная шлифовка. Применяется на агрегатах с круглой формой стола. Вектор движения направлен вертикально вниз. Шлифовку выполняют за один проход круга. Таким образом, за один оборот плоскости снимают весь припуск. Для повышения точности работ необходимо использовать три головки – эту схему применяют на предприятиях массового производства.
- Многопроходная шлифовка. Характеризуется низкой скоростью перемещения обрабатываемой заготовки. Круг снимает припуск постепенно согласно заданным параметрам. Такой метод снижает температурное воздействие на зону контакта, что повышает точность работ.
- Двухсторонний способ. Разновидность многопроходного метода, главной особенностью которого является синхронная обработка двух торцов заготовки.
Работа периферийной частью считается щадящим воздействием на поверхность по сравнению с вышеописанными методами. Расположение инструмента ограничивает круг обрабатываемых материалов: невозможно выполнить качественную шлифовку деталей с высокой жесткостью. Кроме того, метод является менее производительными. Основные способы обработки периферией:
- Глубинный. Припуск снимается за несколько проходов с низкой скоростью продольной подачи. Основная нагрузка ложится на торцевую часть инструмента, что является причиной ускоренного износа. Величина припуска должна быть максимально допустимой.
- С врезной непрерывной подачей. Применяется для работы с заготовками сложной формы, плоскость которых ограничена буртами или длина заготовки сильно превосходит ее ширину. Данный способ характеризуется отсутствием поперечной подачи, что сказывается на качестве результата. В процессе шлифования круг изнашивается неравномерно и требует периодической правки. В противном случае поверхность будет обработана неравномерно.
- С поперечной прерывистой подачей. Метод позволяет шлифовать заготовки с наивысшим показателем точности вне зависимости от площади шлифования. Работы выполняются на аппарате с круглым столом и горизонтальным расположением шпинделя. Высокая точность достигается за счет специфики рабочего цикла: подача круга и поперечный реверс происходят одновременно.
Переносной инструмент
Далеко не всегда требуется шлифовка деталей на станках. Переносной шлифовальный инструмент позволяет обрабатывать небольшие детали, с его помощью удобно шлифовать участки крупных изделий, особенно если их перемещение затруднено или невозможно.
Самой популярной шлифовальной машинкой, с одинаковым успехом применяемой в быту и на производстве, является болгарка.
Используя различный режущий инструмент (диски), с ее помощью можно зачищать сварные швы, обрабатывать различные поверхности из дерева и древесных плит. Применяя вместо абразива войлочные круги и полировальные пасты, с помощью болгарки можно доводить изделия до зеркального блеска. Единственный существенный недостаток ручной углошлифовальной машинки – невозможность обработки внутренних углов.
Этого недостатка лишена вибрационная шлифмашина. В ней закрепленный в специальных зажимах абразив выполняет колебательные движения регулируемой амплитуды, форма рабочей поверхности позволяет забраться даже в самые труднодоступные места.
Еще одна разновидность шлифовальной машинки – тарельчатая (орбитальная) шлифовальная машина. Она объединяет в себе поступательное и вращательное движение режущего инструмента, создавая идеальную поверхность с минимальными затратами труда.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
В качестве устройств для закрепления заготовки при обработке плоских и профильных поверхностей используются различные виды фиксирующих приспособлений и рабочие столы с поворотом и наклоном размещенной на них детали.
Станочные тиски неповоротного типа и устройства с вращением в нескольких плоскостях позволяют установить заготовку с высокой точностью и базировать относительно плоскости стола с минимальными отклонениями в линейных и угловых единицах.
Конструкция станочных тисков позволяет устанавливать их как на рабочем столе обычного типа (в их основании предусмотрены пазы и выступы под прижимные устройства), так и на столах с магнитным прижимом.
Высокоточные поворотные и неповоротные тиски незаменимы при финишной обработке поверхностей сложной конфигурации. Угловые и линейные шкалы, механизмы быстрой переналадки обеспечивают высокое качество шлифования и минимальные потери времени на их настройку.



При плоском шлифовании широко применяются магнитные плиты. Такие приспособления надежно фиксируют деталь и дают возможность шлифовать без переустановки сразу несколько ее граней. Плиты магнитного и электромагнитного типа удобны в работе, не требуют использования прижимных устройств, а модели, оснащенные устройствами поворота и наклона, многократно расширяют возможности обработки сложных поверхностей.
В состав оснастки круглошлифовальных станков входят такие устройства для закрепления и центрирования вращающихся деталей, как станочные центры различных типов, зажимные патроны, поводковые устройства.
Из оснастки специального назначения следует выделить приспособления для заточки инструмента различного типа, например, спиральных сверл, выполняющие снятие поврежденного слоя материала с сохранением необходимой геометрии режущей кромки.
Виды и особенности
К рассмотрению предлагается три модификации, наиболее применимые для домашних нужд.
Плоскошлифовальная машина JET 16-32 Plus. Эта машина имеет превосходные технические параметры, которых более чем достаточно в домашнем обиходе и для мелких ремонтных работ. Точность обработки поверхности детали «начисто» может достигать 10-х долей микрона.
Станок потребляет мощность на уровне 2 киловатт, что также является приемлемым для домашних условий работы, ведь не каждая электросеть сможет обеспечить работу 10…15-киловаттного агрегата. Незначительные габариты и масса (61 кг). Характеристики выполнения основной работы следующие:
Плоскошлифовальная машина PROMA РВР-400А. Это уже уровень профессионального оснащения, укомплектован ЧПУ. Есть рабочая поверхность, которая предназначена под достаточно значительную нагрузку (350…380 кг), позволит обработать крупногабаритные полуфабрикаты. Мощность такой машины составляет 10 кВт. Имеет следующие рабочие параметры:
- 1100 мм – максимально возможная продольная подача;
- 240 мм – возможности осуществления поперечной подачи;
- 550 мм – максимальный подъем «рабочего органа» над станиной.
Этот экземпляр приведен более в качестве примера, ведь оборудование с весом почти 4 тонны необходим в условиях производства, а не в домашней мастерской.
Плоскошлифовальный механизм ЛШ-322. Изготовитель этого оборудования презентует его в качестве машины для небольших ремонтных помещений. Как раз то, что нам необходимо. Станок имеет незначительные габариты – 1050×1000×1800 мм, масса в 700 килограмм. Значительно компактней предшествующего образца.
Имеет прекрасные характеристики относительно точности обработки – предельные отклонения составляют в районе 3…5 микрон, а шероховатость – 0,16 мкм. Все-таки для домашних нужд данный механизм является дорогим (его цена составляет около 15000 долларов), а также массивным.
Видео: самодельный станок по шлифовке поверхностей.
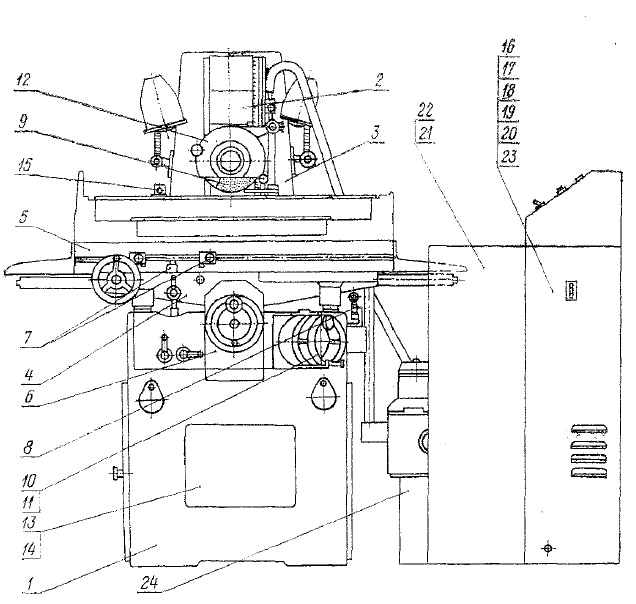
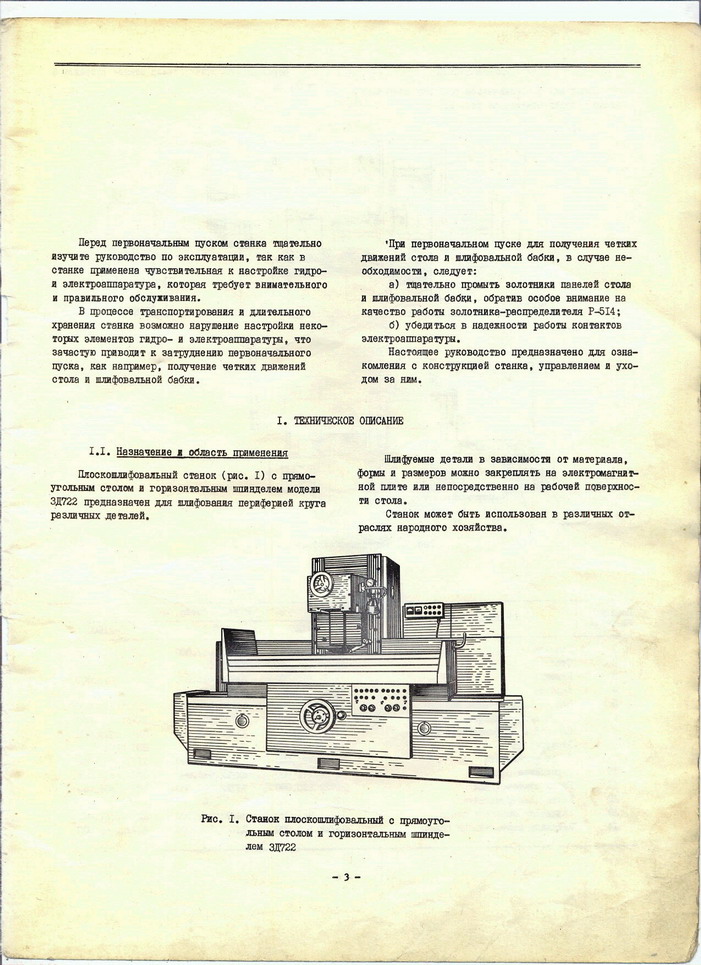
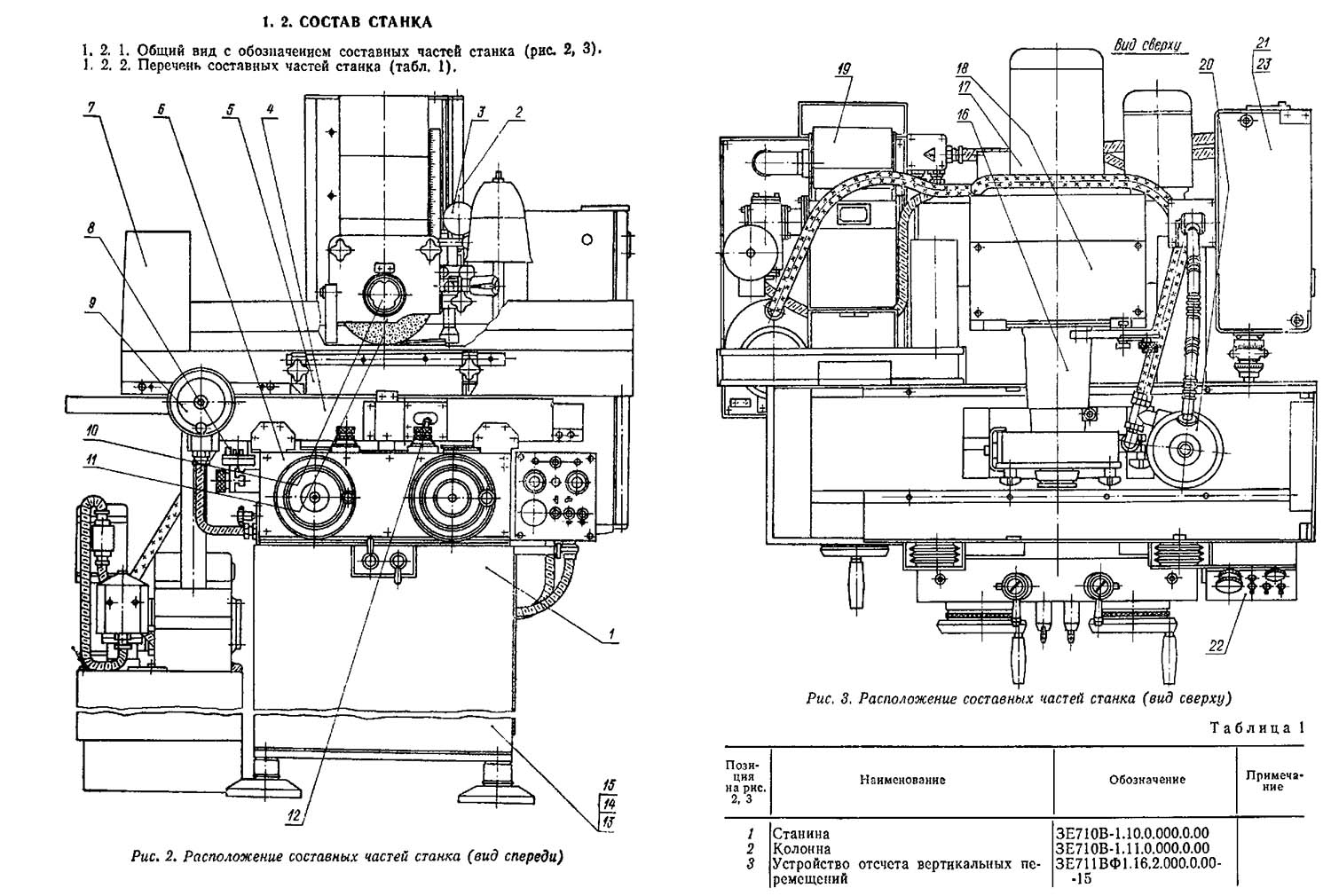
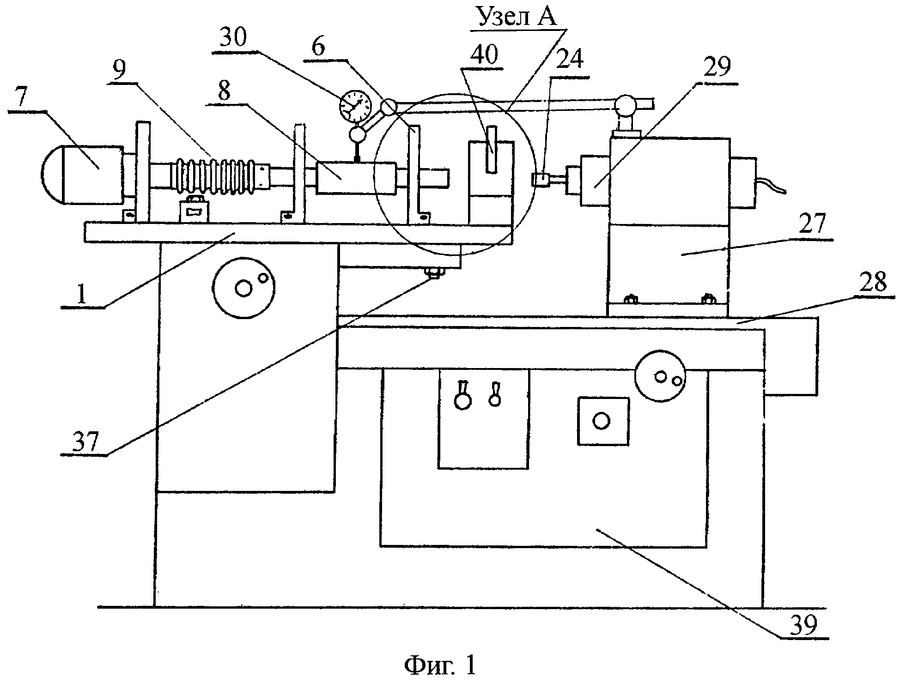
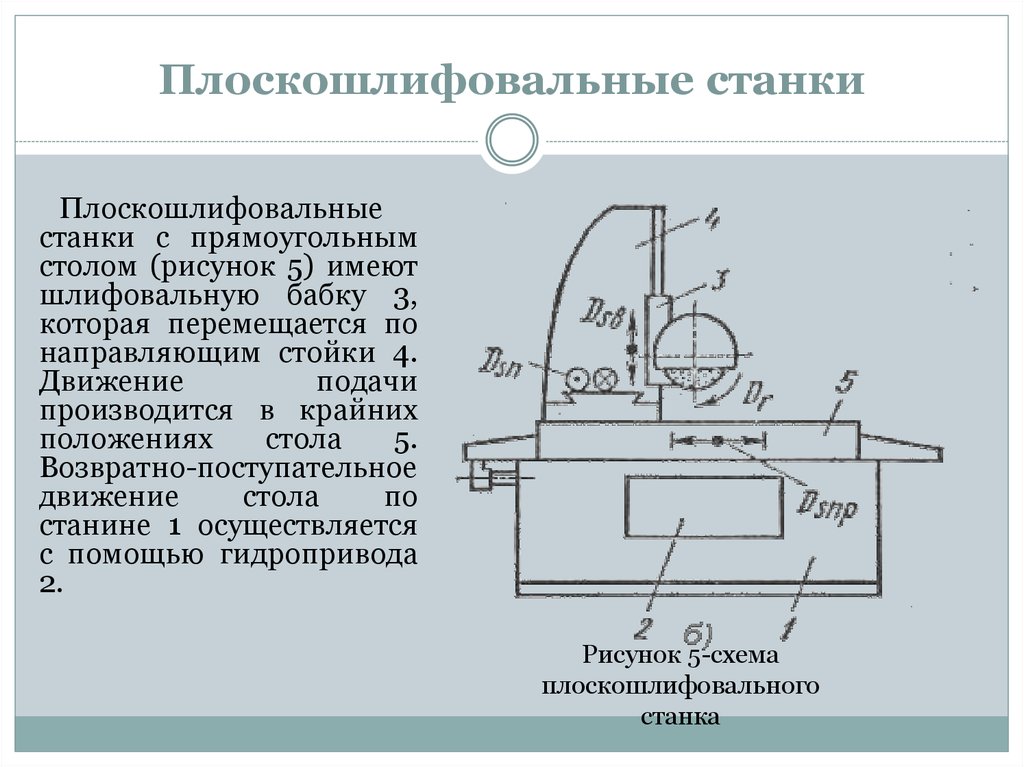
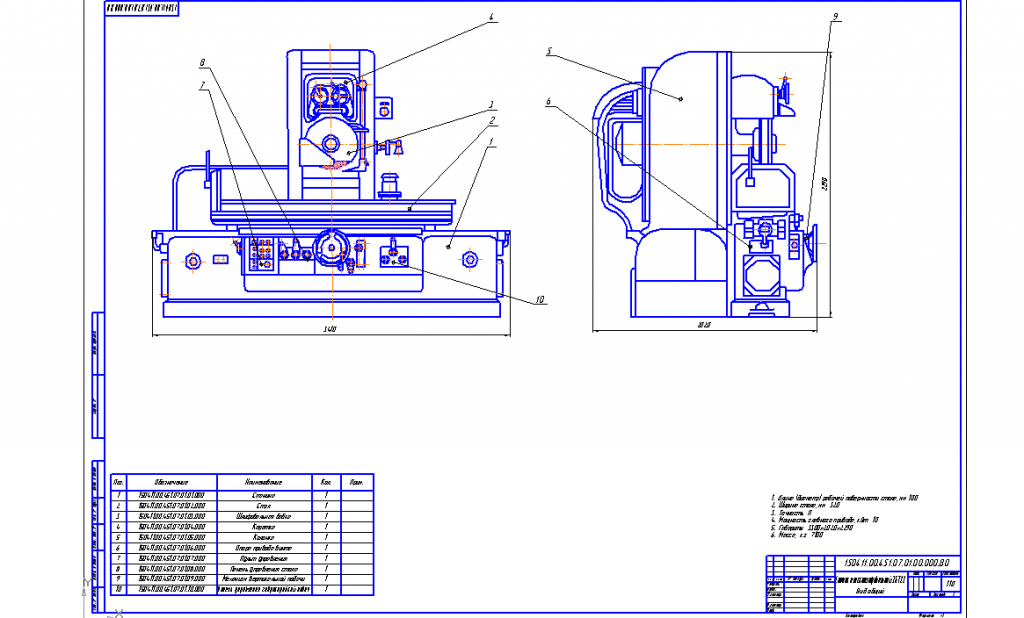
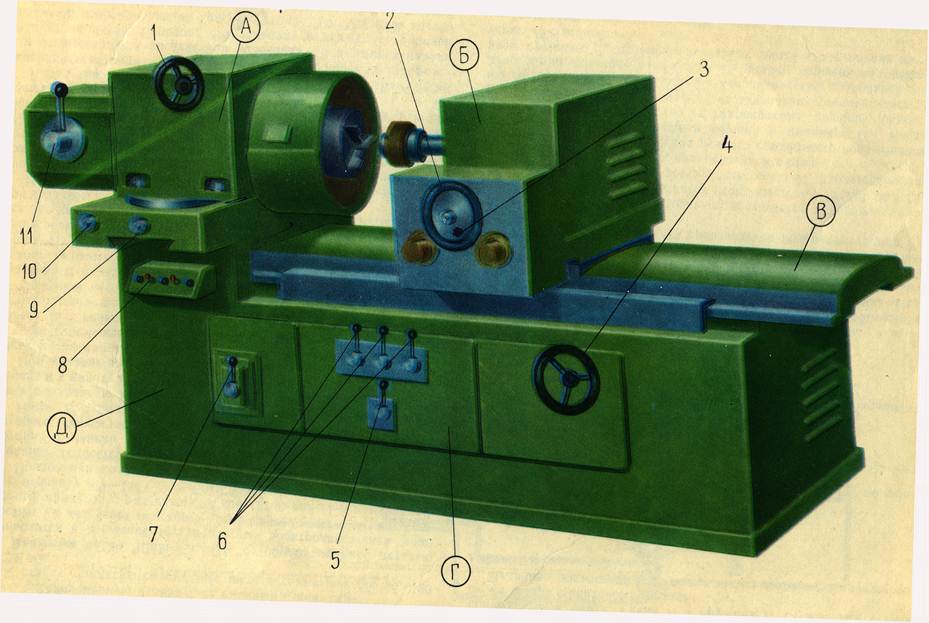
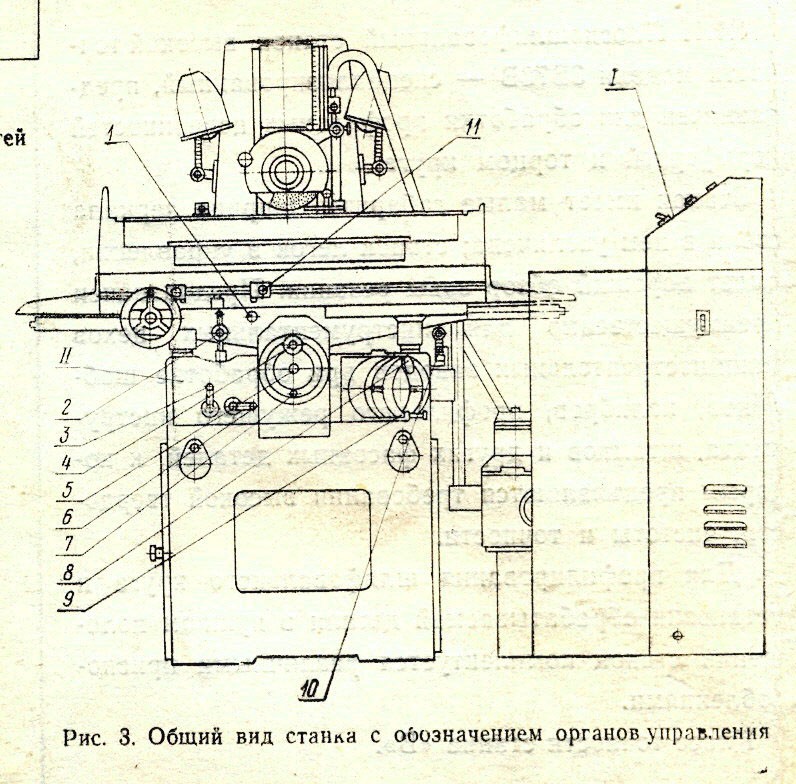
Описание основных узлов плоскошлифовального станка 372Б
Станина и рабочий стол шлифовального станка 372Б
Станина имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. Перемещение стола обеспечивает продольную подачу при шлифовании. Движение столу сообщает гидроцилиндр, закрепленный между направляющими. Стол не имеет ручной подачи.
Станина, тумба и стол плоскошлифовального станка 372Б
Гидравический цилиндр стола станка 372Б
Стойка и каретка шлифовального станка 372Б
С задней стороны станины крепится тумба на которой установлена стойка (колонка), несущая каретку с шлифовальной бабкой.
Стойка (колонка) плоскошлифовального станка 372Б
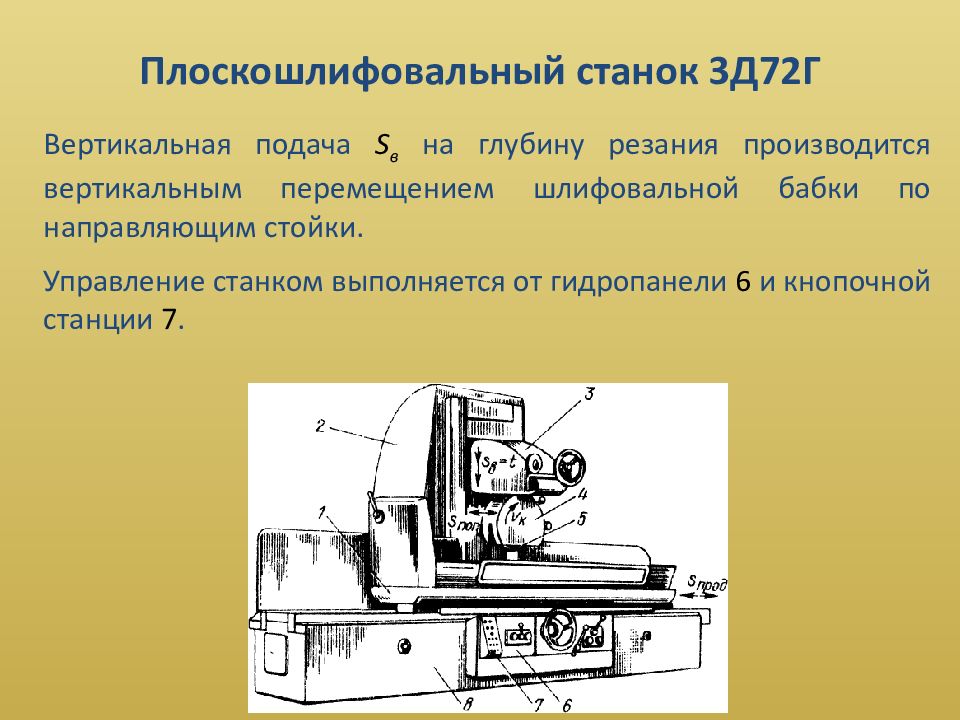
Каретка, несущая шлифовальную бабку, перемещается по двум вертикальным направляющим стойки, обеспечивая вертикальную подачу при шлифовании. Каретка имеет только ручной привод: от маховика вертикальной подачи — через механизм вертикальной подачи — через редуктор вращение передается на вертикальный винт и через гайку вертикальное движение передается каретке.
Каретка плоскошлифовального станка 372Б
Шлифовальная бабака
Шлифовальная бабака расположена снизу каретки на поперечных направляющих типа «ласточкин хвост». Движение шлифовальной бабки по направляющим обеспечивает поперечную подачу при шлифовании. Шлифовальная бабка перемещается как от руки от маховика, так и механически от гидроцилиндра.
Подача от гидроцилиндра имеет два режима:
- Непрерывная подача — скорость подачи от 0,5 до 4,5 м/мин. Скорость регулируется бесступенчато, реверс осуществляется автоматически от рычага короки реверса;
- Прерывистая — подача от 3 до 30 мм за кадый ход стола.
Шлифовальная бабка плоскошлифовального станка 372Б
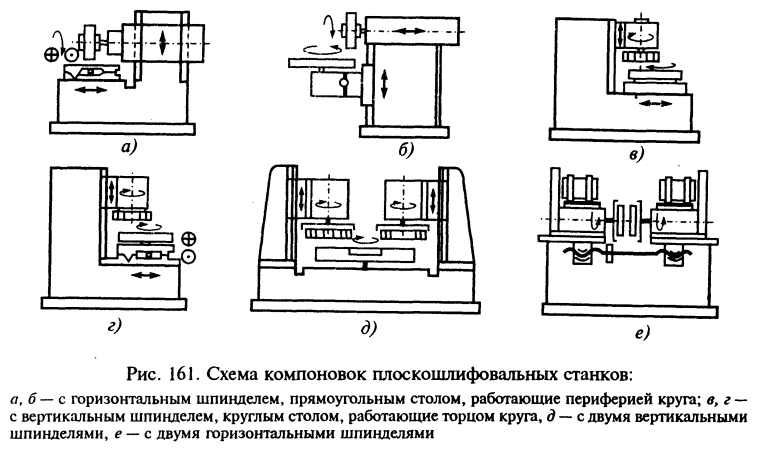
Методы шлифовки торцом
Выделяют три метода:
- Многопроходная обработка — закрепленная на рабочем столе деталь несколько раз проходит под рабочим кругом, который каждый раз снимает часть припуска. Способ позволяет снизить нагрев заготовки и расход абразива.
- Однопроходная обработка — весь припуск снимается за один проход детали. Метод экономит время на небольших припусках. При снятии слоя, значительно превышающего размер зерен абразива, возникает излишний нагрев и риск повреждения круга. Если все же необходимо вести обработку в один проход, стоит выбрать станки с несколькими рабочими головками
- Двусторонняя — подаваемая деталь проходит между двумя абразивами. Метод удобен для конвейерного производства и позволяет вдвое сократить время на подготовку детали.
Критерии правильного выбора шлифовального станка от экспертов магазина Диам Алмаз
Предлагаем вам рассмотреть главные критерии, которые нужно учитывать, выбирая плоскошлифовальный станок. Итак, на выбор станка влияют:
Тип управления — автоматический с ЧПУ или УЦИ, полуавтомат, ручной.
Размеры и виды конфигурации столов — это определяет плоскости, в которых осуществляется движение машины, и величину конструкции
Важно следить, чтобы заготовка не выступала за границы поверхности стола, поскольку затруднена в таком случае обработка детали, и часть заготовки останется нешлифованной.
Параметры мощности — напрямую влияет на эффективность работы шлифстанка. Шлифстанок подключается к трехфазной электрической сети
Установка может обладать высокой мощностью и производительностью. А может быть маломощной и подходить для мелкосерийного промышленного или домашнего использования.
Тип размещения — настольный шлифстанок подойдет для выполнения небольших задач или применения в домашних условиях
Напольный же станок, отличающийся большими габаритами и высокой производительностью, предназначен для крупного серийного промышленного производства.
Величина напряжения — существенный параметр, который нужно принять во внимание. При стандартном напряжении электросети в 220 В лучше предпочесть шлифстанок с небольшой мощностью
На крупных предприятиях, как правило, с более высокими параметрами напряжения сети, устанавливаются и более мощные шлифовальные станки. При затруднениях можно воспользоваться консультацией наших специалистов.
Промежуток от шпинделя до стола — его величина означает возможность размещения заготовок по высоте. Чем выше зазор между столом и шпинделем, тем более высокие детали можно разместить на рабочем столе.
Количество оборотов шпинделя в минуту — показатель скорости вращения шпинделя и, одновременно, скорости шлифования поверхностей заготовки.
Параметр скорости перемещения рабочего стола — необходим для расчета количества времени, которое понадобится для шлифования одной единицы заготовки. Способность стола передвигаться в нескольких плоскостях — продольной и поперечной — повышает скорости шлифовального процесса в несколько десятков раз. Такие типы станков необходимы для конвейерных промышленных производств.
Какие способы шлифовки существуют
Плоскошлифовальный аппарат обрабатывает материал периферией и торцом абразивного элемента. Эти способы имеют свои особенности:
Торцевой способ
В этом случае шлифовальный аппарат обеспечивает высокую производительность. Дуга контакта заготовки и устройства небольшая. Но в этом месте повышается температура, она способствует снижению точности работы.
Кроме того, проблематичной становится уборка металлической стружки. Этот способ обработки предусматривает три техники шлифования.



Многопроходное. Заготовка крепится на столе и передвигается со скоростью 45 м/мин. Перемещение является неоднократным. Постепенно абразивный круг снимает припуск углубляясь.
Однопроходное. Обработка в этом случае более приемлема для устройств с круглыми станками. За один оборот можно снять большой слой материала.
Обработка периферией
Ее преимуществом считается низкое усилие резки, а также незначительное теплоотделение.
Используется такой способ для металлов, характеризующихся низкой жесткостью. Производительность станка при использовании такого способа обработки низкая.
Применяются разные техники.
Глубинная обработка. При минимальной скорости продольной подачи станок снимает большой припуск, но абразивный круг быстро приходит в негодность.
С прерывистой подачей (поперечной). Эта техника позволяет отшлифовать крупноформатные изделия, причем максимально качественно. Работа проводится с высокой точностью.
С непрерывной врезной подачей. Эффективна техника для высоких, но нешироких заготовок.
 Шлифование
Шлифование
Выбирая станок, нужно обращать внимание на способы обработки, а также на мощность аппарата. Важны и другие технические характеристики
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.
Малый ремонт
Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.

Капитальный ремонт станка 16К20
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Общее описание и преимущества устройства
Такой станок качественно обрабатывает поверхность металла, все манипуляции агрегат проводит точно по заданным параметрам и требованиям. Но требует щепетильной настройки перед эксплуатацией. Он является универсальным устройством, поэтому годится для работы с различными по форме деталями.
Производит он чистовую обработку заготовки, обдирку изделий, очистку зубьев колес. В зависимости от вида оборудования, на нем устанавливаются соответствующие шлифовальные элементы: алмазные или абразивные круги.



 Абразивные шлифовальные круги
Абразивные шлифовальные круги
Плоскошлифовальный агрегат типа МИ обладает такими достоинствами:
- он имеет прочную колонну значительного размера;
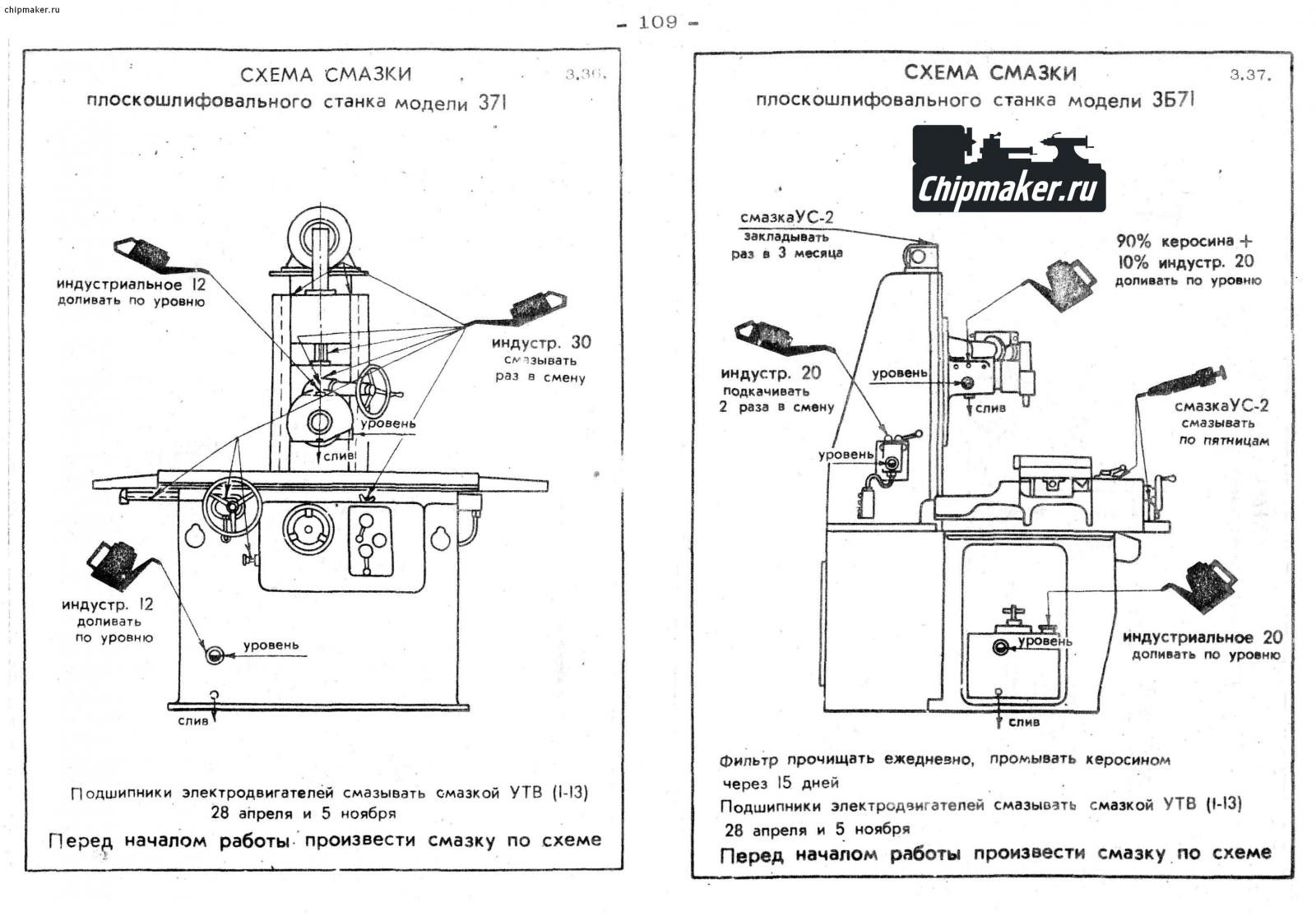
- автоматическая смазка основных узлов агрегата;
- возможность продолжительного применения на значительных скоростях;
- подача деталей в автоматическом режиме.
Оборудование предназначено только для чистовой отделки материалов, эта манипуляция производится абразивным кругом, вращающимся с огромной скоростью. Настольный агрегат упрощает обработку габаритных заготовок, мастер способен безопасно повернуть деталь, выполнить замеры, вернуть деталь на начальное положение.
При использовании дополнительного оснащения представленное приспособление позволяет работать даже с фасонными деталями. Настольный аппарат проходит проверку раз в год, специалистами выполняет контрольная наладка, очистка от мусора и пыли.
Какие способы шлифовки существуют?
Существуют следующие способы шлифовки:
- торцевая;
- обработка периферией.
Торцевой способ
Относится к высокопроизводительному методу, но имеет недостатки:
- повышенную температуру нагрева в зоне соприкосновения заготовки и абразива, из-за небольшого участка контакта;
- сложности с удалением отходов.
Метод имеет следующие разновидности:
- Многопроходной. За счет перемещения стола заготовка совершает многоразовые движения. В течение этого времени с нее абразивом снимется необходимый припуск металла.
- Однопроходной. Движения станка идет в вертикальном направлении, и весь требуемый металл снимается за 1 раз.
- Двусторонний. Идет одновременное снятие припуска с двух сторон детали. Совершается за несколько проходов.

Торцевой способ шлифовки
Обработка периферией
Способ сопровождается небольшим тепловыделением. Это вызвано малым усилием давления на металл.
Существует несколько методов обработки периферией:
- Глубинный. При минимальной скорости подачи снимается значительный припуск.
- С врезной непрерывной подачей.
- С поперечной подачей. Используется на оборудовании, где шпиндель расположен горизонтально.
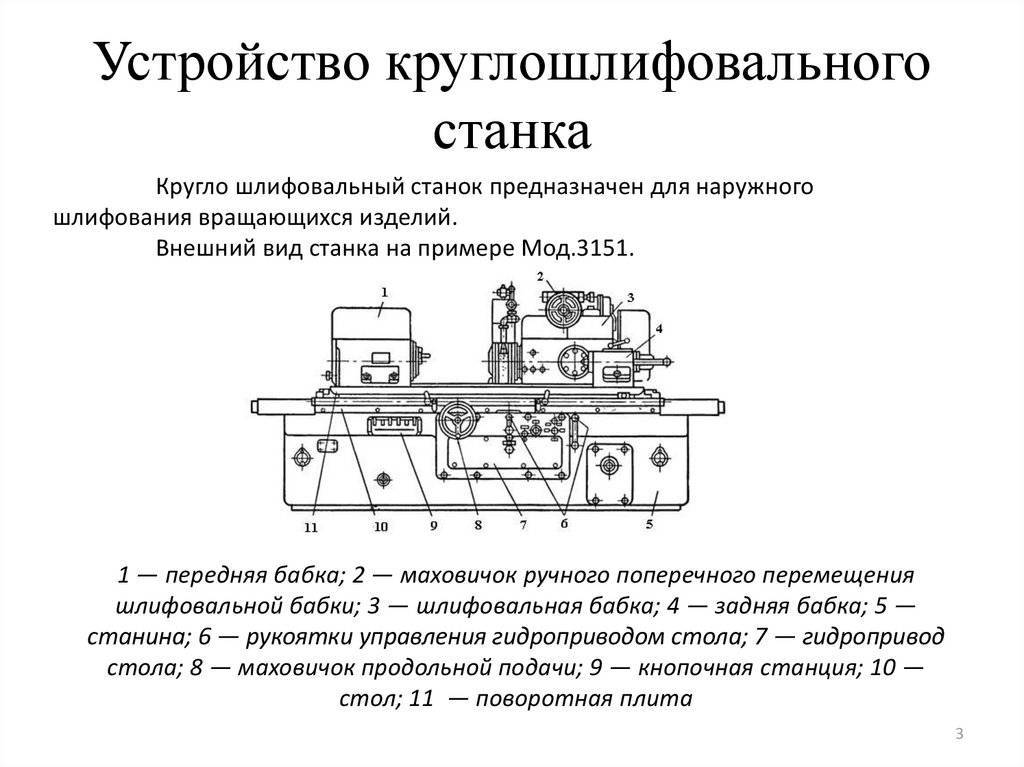
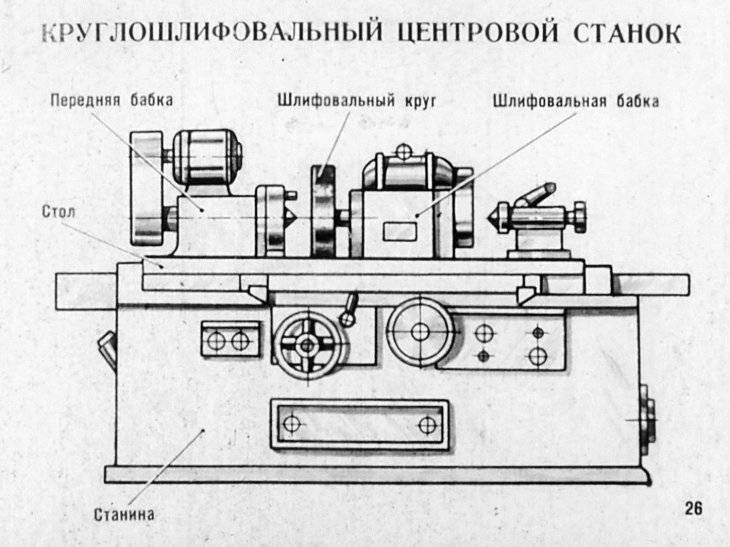
Круглошлифовальные центровые станки
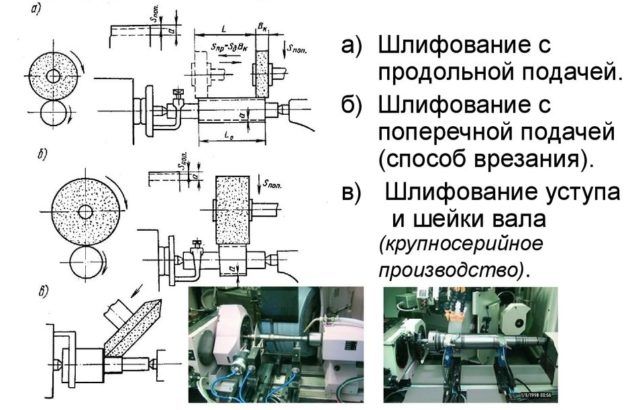
Круглошлифовальные центровые станки применяют для обработки наружных поверхностей деталей типа тел вращения с прямолинейными образующими, цилиндрические и конические поверхности. В качестве технологических баз используют центровые отверстия или наружные цилиндрические поверхности. В зависимости от направления поступательного движения подачи различают следующие способы шлифования:
- Врезное шлифование – обеспечивается движением продольной подачи в одном направлении, перпендикулярном к оси обрабатываемой заготовки, которая шлифуется при ее вращении.
- Осциллирующее шлифование: шлифовальный круг или заготовка наряду с вращательным движением совершает возвратно-поступательное движение, предназначенное для обработки поверхностей значительной длины, превышающей высоту шлифовального круга. В конце каждого прохода круг подают на установленную глубину шлифования.
- Шлифование уступами (комбинация врезного и осциллирующего шлифования): отдельные участки поверхности (уступы) заготовки обрабатывают последовательно врезанием круга, уступы при этом должна перекрывать друг друга. Оставшуюся часть припуска снимают осциллирующим шлифованием.
- Глубинное шлифование может быть как с продольной так и с поперечной подачей. При шлифовании с продольной подачей весь припуск снимают за один проход круга. Последний правят ступенькой или на конус. При шлифовании с поперечной подачей заготовке сообщают медленное вращение. За время одного оборота заготовки снимается весь припуск.
Круглое наружное шлифование (рис. 3,а) осуществляют сочетанием следующих движений: вращение шлифовального круга 1 (главное движение Vк резания), вращение шлифуемой заготовки 2 вокруг своей оси (круговая подача V3), прямолинейное возвратно-поступательное перемещение заготовки или шлифовального круга вдоль своей оси (продольная подача Sпр); поперечное перемещение шлифовального круга на заготовку (или наоборот) (поперечная подача Sп или подача на глубину резания). При шлифовании с продольной подачей Sпр поперечная подача Sп осуществляется периодически (в конце каждого двойного или одинарного хода стола станка). При круглом наружном шлифовании методом врезания (рис. 3, б) высота круга равна или больше длины шлифуемой заготовки, поэтому нет необходимости в продольной подаче, а поперечная подача производится непрерывно в течение обработки. .
Промышленность выпускает круглошлифовальные станки классов точности П, В и А. Для них регламентированы допуски на геометрическую точность и шероховатость шлифуемых поверхностей. Станки обеспечивают круглость 0,3 мкм на образце диаметром 100 мм и шероховатость Rа=0,04 мкм. На современных прецизионных круглошлифовальных станках цикл шлифования автоматизирован. Автоматическое управление режимами обработки обеспечивает стабильное качество шлифуемых поверхностей.
Где можно купить различные типы плоскошлифовальных станков в Москве?
Каждый станок предназначен для различных объемов работ, но любой из них, вы можете быть уверены, отличается высокими показателями точности и эффективности шлифовки. Наши эксперты советуют приобретать плоскошлифовальные станки для оснащения крупного металлообрабатывающего производства. Особенно высокопроизводительными являются полностью автоматизированные станки, где роль человека сведена к контролированию процесса и закреплению и снятию заготовки, соответственно, до и после производства работ на станке.
Позвоните на бесплатный номер горячей линии нашего колл-центра, менеджеры нашего магазина с радостью помогут вам с выбором оптимально подходящего для ваших нужд и задач плоскошлифовального станка и других устройств по вашему запросу.