
Особенности модификаций
На основе данного оборудования были произведены несколько модификаций, которые имели свои особенности и технические характеристики.
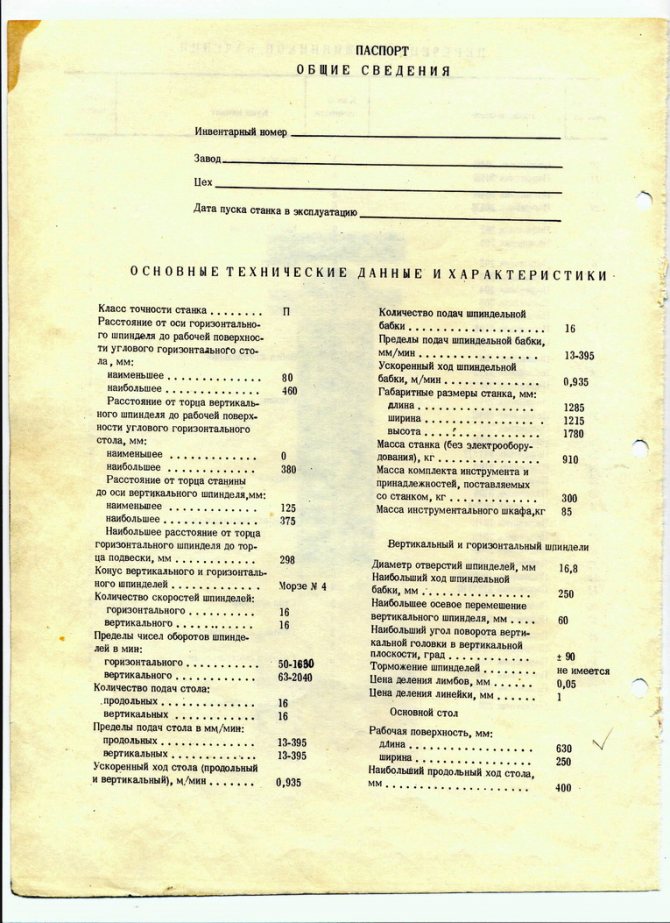
Основное отличие данной конструкции от станка СФ 676 – класс точности. По техническим характеристикам отличия незначительны:
- показатели мощности главного электропривода – 2,2 кВт;
- масса – 910 кг;
- расстояние от стола к шпинделю меньше на 1 см.
На данный момент это оборудование можно приобрести только лишь на вторичном рынке.
40AT5
Эта модификация станка снабжена конусом 7:24-40. Все остальные технические характеристики схожи.
Еще одна модификация станка, но уже с другим конусом – КМ4.
КМ-4Ф3
Станок снабжен УЦИ на 3 координаты с конусом КМ-4.
Это облегченная вариация основного агрегата СФ676, которая используется для установки в небольшие или передвижные мастерские.
6720В станок фрезерный широкоуниверсальный высокой точности. Назначение и область применения
Инструментальный широкоуниверсальный станок модели 6720В выпускался Одесским заводом фрезерных станков c 1982 года прошлого века и заменил устаревшую модель .
Станок предназначен для выполнения разнообразных фрезерных работ в различных плоскостях и под различными углами наклона в широком диапазоне режимов резания. Наличие горизонтального и вертикального шпинделей и большого количества принадлежностей позволяет производить следующие операции: сверление, долбление, шлифование, растачивание, подрезку торцов, нанесение рисок, фрезерование винтовых поверхностей.
Фрезерный станок модели 6720В предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Станок 6720В применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Широкие технологические возможности станка позволяют наиболее эффективно применять его в инструментальном производстве.
Принцип работы и особенности конструкции станка
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
Используя резцовую, быстроходную, долбежную головки и комплект вспомогательного инструмента, можно выполнять на станке расточные, сверлильные и долбежные работы. Подробное описание этих устройств приводится ниже.
К станку 6720В прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
На станке механизированы зажимы инструмента и рабочих органов, что позволяет увеличить производительность работы.
Система смазки — централизованная. Категория качества станка — высшая.
Шероховатость обрабатываемых поверхностей Ra 2,5 мкм.
Класс точности станка В по ГОСТ 8—77.
Корректированный уровень звуковой мощности LpA не должен превышать 88 дБА (без головки вертикальной).
Год принятия станка к серийному производству — 1982.
Проектная организация — Одесский завод фрезерных станков им. С. М. Кирова.
Основные характеристики фрезерного широкоуниверсального станка 6720В
Производитель: Одесский завод фрезерных станков им. С.М.Кирова.
- Размеры рабочей поверхности вертикального стола (основного) – 200 х 500 мм
- Размеры рабочей поверхности углового горизонтального стола – 200 х 630 мм
- Расстояние от оси горизонтального шпинделя до поверхности углового стола – 80..450 мм
- Расстояние от торца вертикального шпинделя до поверхности углового стола – 22..392 мм
- Наибольший продольный ход стола (X) – 300 мм
- Наибольший вертикальный ход стола (Z) – 320 мм
- Наибольший поперечный ход шпиндельной бабки (Y) – 200 мм
- Конец шпинделя – конус Морзе 4
- Пределы частот вращения горизонтального шпинделя – 40..2240 об/мин
- Пределы частот вращения вертикального шпинделя – 40..2240 об/мин
- Электродвигатель привода шпинделя – 1,5 кВт; 1500 об/мин
- Вес станка – 1,4 т.
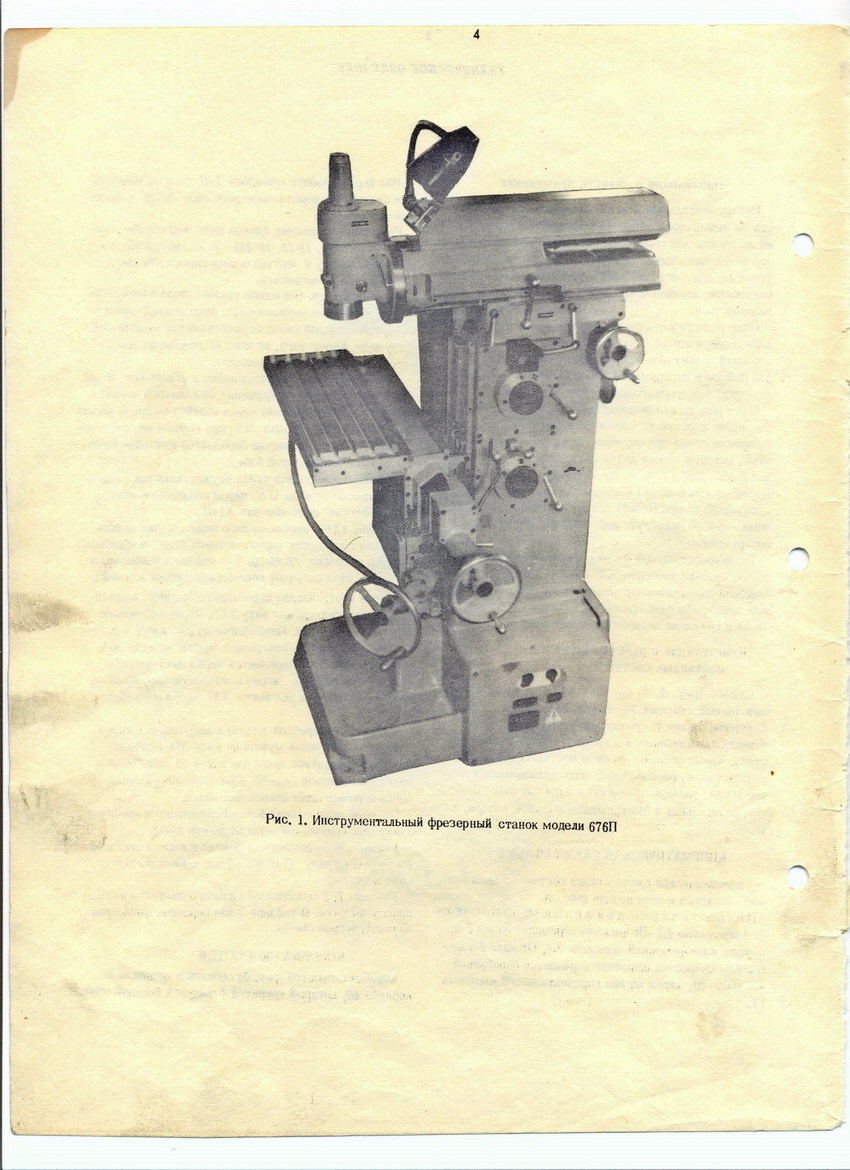
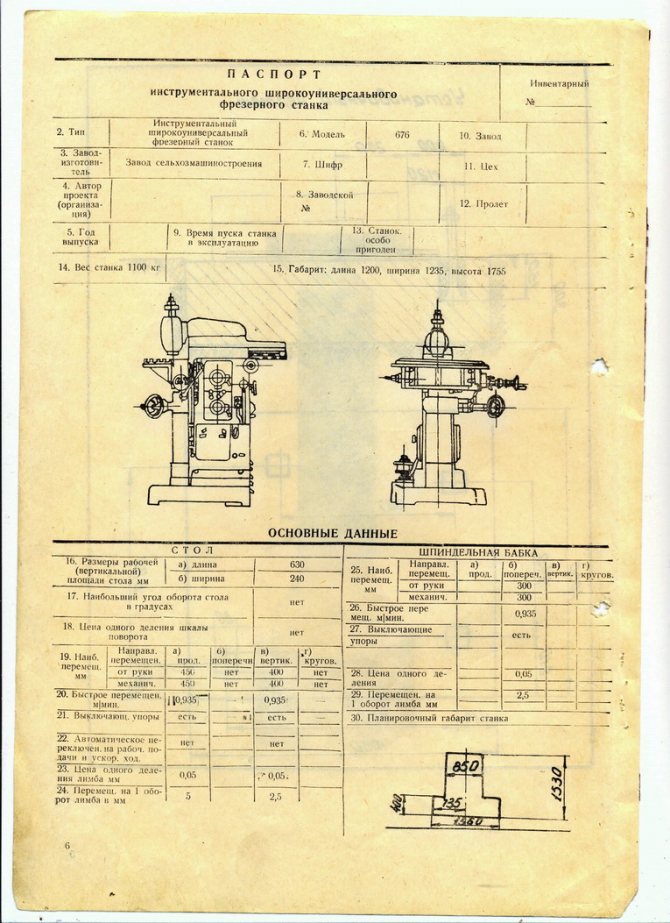
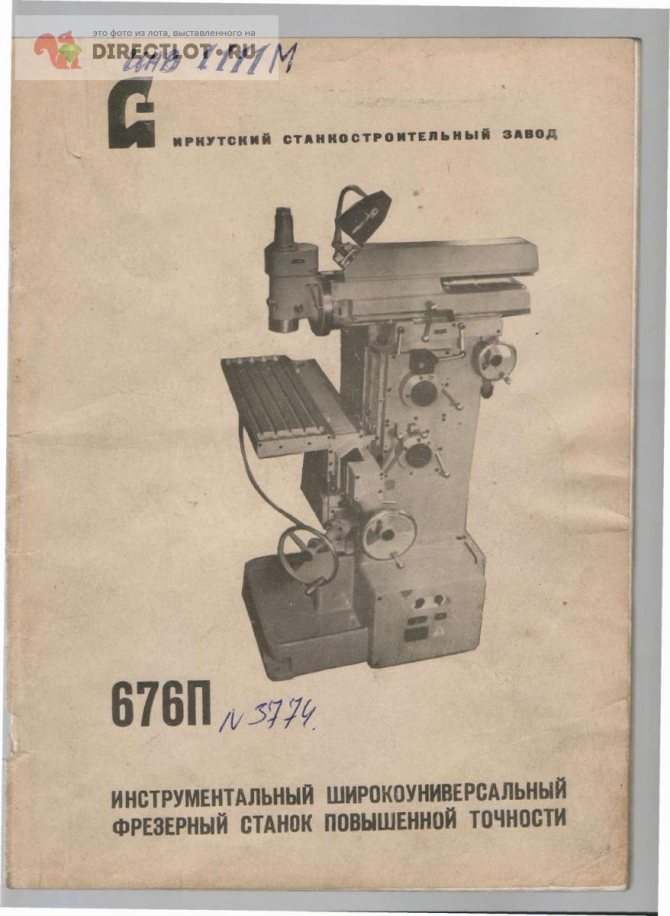
676П станок инструментальный фрезерный широкоуниверсальный повышенной точности. Назначение и область применения
Фрезерный широкоуниверсальный станок 676П предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Особенности конструкции и принцип работы станка
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П по ГОСТ 8—71.
Климатическое исполнение и категория размещения станка по ГОСТ 15150—69 УХЛ категория 4, для работы при температуре 5—40° С. Высота над уровнем моря до 1000 м.
Конструктивные и эксплуатационные особенности:
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка.
Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка. Основные из них:
- фрезерная вертикальная головка
- угловой горизонтальный стол
- угловой универсальный стол
- быстроходная головка
- долбежная головка
- делительная головка
- приспособление для фрезерования спиральных канавок
- круглый делительный стол
- универсальные тиски
- круглый горизонтально-вертикальный стол
- инструментальный шкаф
Преимущества использования широкоуниверсального фрезерного станка 676П:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
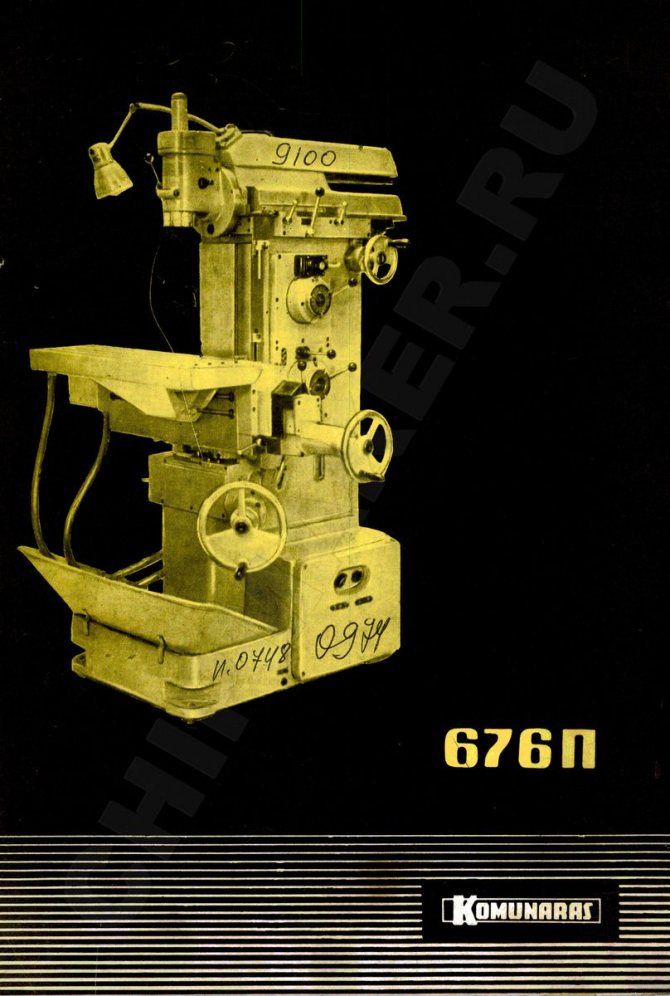
Разработчик — Вильнюсский станкостроительный завод «Комунарас».
Аналоги универсального фрезерного станка 676П
- ФСМ-250/676М – 250 х 620, Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S – 320 х 630, «Микрон», г. Одесса
- ВМ130 – 250 х 630, Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 – 250 х 630, Дмитровский завод фрезерных станков, г. Дмитров
- СФ-676 – 250 х 800, Сельмаш, г. Киров
- 676, 676ППМ, 676ППФ1, 676ППФ2-0 – 320 х 800, Иркутский станкостроительный завод, г. Иркутск
- 6Т80 – 200 х 800, Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 – 400 х 800, Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 676ППР, 676ППФ1, 676ППФ2-0 – 320 х 800, Вильнюсский станкостроительный завод «Комунарас» г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва)
- Emcomat FB-3 – 200 х 600, EMCO Maier, Австрия
- FUV251M – 250 1120, Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
2 Схемы и конструктивное устройство
Станина широкоуниверсального фрезера СФ-676 выполнена из чугуна, она выступает несущим основанием на котором закреплены основные конструктивные узлы станка. С левой части станины смонтирована коробка подачи и блок скоростей. По ее верхней части перемещается бабка, на которой установлен горизонтальный шпиндель. На этой же бабке по мере необходимости можно крепить вертикальный шпиндель (к передней торцевой части).





Суппорт фрезера установлен на вертикальные направляющие, стол — на горизонтальные. СФ-676 оснащен двумя рабочими столами, основным из которых является горизонтальный, на нем крепятся обрабатываемые детали размером до 80 см под длине и 25 см по ширине.
Схема электрооснастки СФ-676
Электропривод станка расположен в нижней части станины, на опорной плите, внутри которой находится резервуар для охлаждающей жидкости. Вся электрооснастка агрегата находится под верхней крышкой станины, что обеспечивает свободный доступ к аппаратуре по мере необходимости.
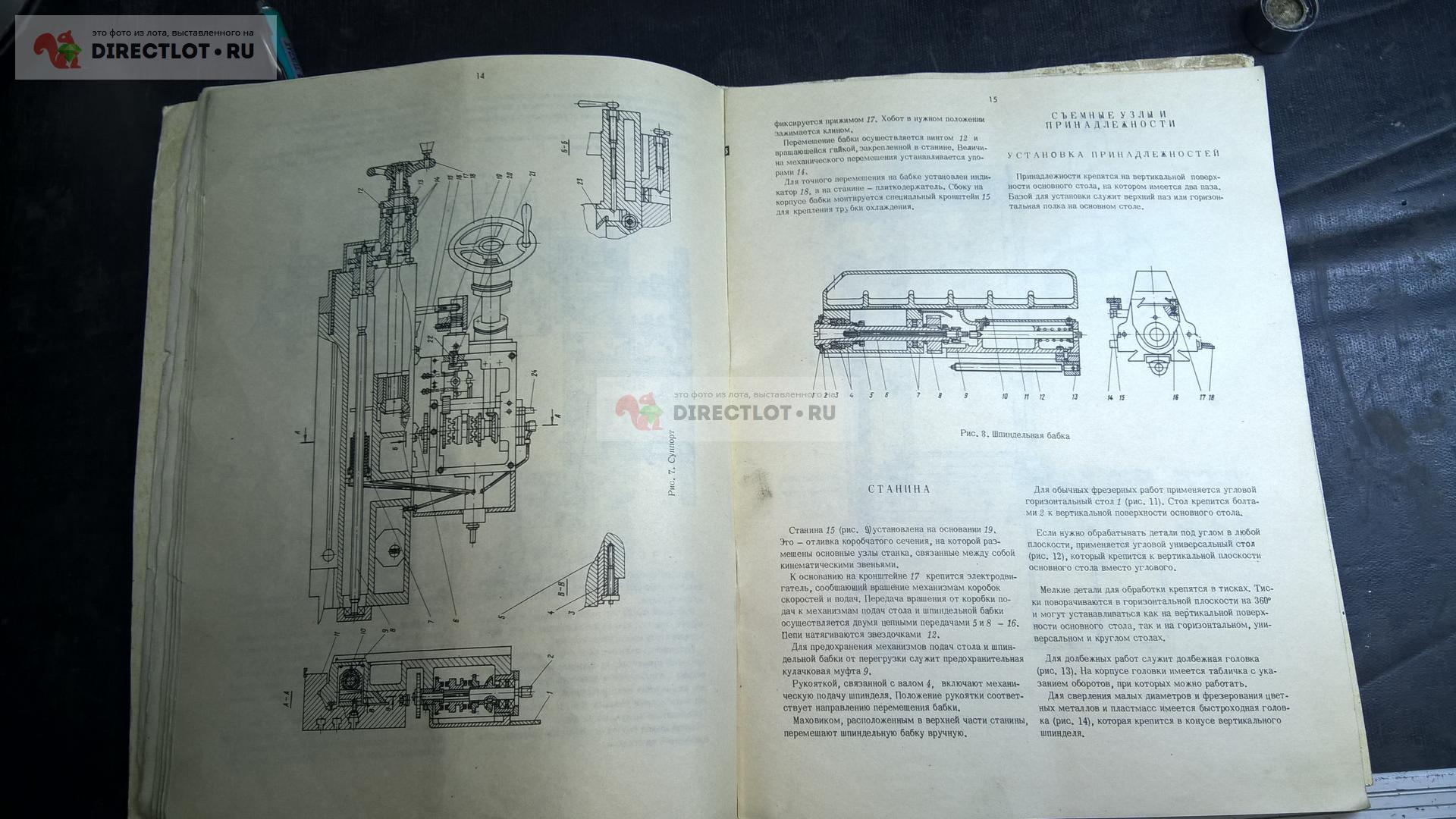
Основными функциональными элементами конструкции фрезера СФ-676 являются суппорт и шпиндельная бабка:
- суппорт удерживает и перемещает в продольно-поперечной плоскости рабочий стол станка, он приводится в действие ходовым валом, которые передает крутящий момент поступающий от двигателя к коробке подач;
- шпиндельная бабка соединена с коробкой подач посредством барабанной шестерни, сам шпиндель установлен на шариковых и радиальных подшипниках, возможность точного перемещения шпинделя обеспечивается индикатородержателем.
Кинематическая схема СФ-676
За освещение рабочего места отвечают 5 встроенных LED-светодиодов. Также СФ-676 в современном исполнении имеет блок цифровой индикации, на котором отображаются параметры текущего режима работы станка.
2.1 Рекомендации по техобслуживанию станка
Широкоуниверсальный станок СФ-676 является надежным и выносливым оборудованием, способным работать в сложных условиях эксплуатации при соблюдении норм технического обслуживания. Техобслуживание необходимо выполнять регулярно, в строго установленном временном интервале:
- каждые 10 часов работы жидким машинным маслом смазываются направляющие и ходовые винты;
- каждые 40 часов машинной смазкой покрываются линейные подшипники, подойдет Литол и его аналоги;
- каждые 400 часов производится осмотр и регулировка ремней в коробке подач, при обнаружении износа либо повреждений ремни подлежат замене;
- каждые 400 часов осматриваются и подтягиваются винтовые узлы.
Фрезерный станок 676П
Также регулярному осмотру должны подвергаться все подвижные части фрезера. Перед первым запуском станка в работу после техобслуживания необходимо выполнить следующие пункты:
- Проверить наличие и надежность крепления защитных кожухов и крышек.
- Убрать ремонтные инструменты с рабочей зоны, очистить стол от смазочных материалов и жидкостей.
- Запустить станок и убедиться в его работоспособности на холостом ходу.
Проверка работоспособности начинается с прогонки станка на минимальной скорости вращения шпинделя, после чего скорость увеличивается вплоть до максимальной. В режиме основной рабочей скорости агрегат должен работать в течении 2-ух часов, по истечению которых шпиндельные опоры не должны нагреваться на температуру более 50 градусов.
После прогонки на холостом ходу выполняется проверка станка под нагрузкой. Агрегат должен поработать на максимальной силе резания и в режиме 25% перегрузки (кратковременно). СФ-767, находящийся в хорошем техническом состоянии, даже при перегрузке в указанных пределах не производит вибрации, влияющие на точность фрезерной обработки. Проверка станка должна проводится при температуре окружающей среды +20 градусов, рекомендуемая влажность воздуха 65%.
Related Posts via Categories
- Торцевая насадная фреза – качественная резка стали и чугуна
- Копировально-фрезерный станок своими руками – создаем надежное оборудование!
- Мини-станок для фрезерования – как собрать своими руками?
- Самодельный фрезерный станок по металлу – собирается без проблем!
- Делительная головка для фрезерного агрегата и другие приспособления
- Фрезерно-гравировальный станок – высокоточный агрегат с программным управлением
- Токарно-фрезерный станок – что дает нам его универсальность?
- Фрезерный настольный станок с ЧПУ – высокоточная обработка небольших изделий
- Корвет 83 – надежное оборудование для фрезерования заготовок из дерева
- НГФ-110 (Ш4) – надежный и эффективный учебный фрезерный агрегат
6М76П Суппорт фрезерного станка
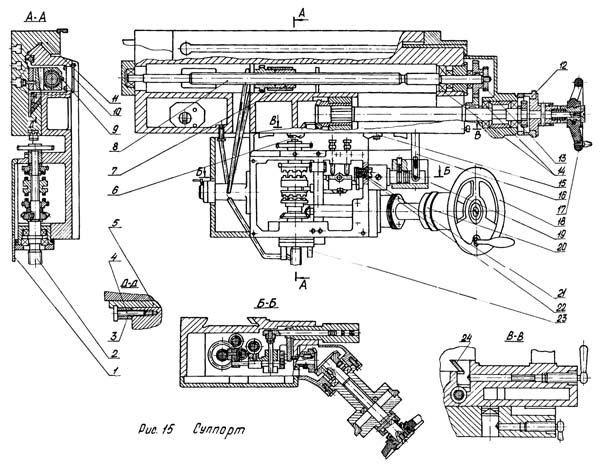
Суппорт фрезерного станка 6м76п
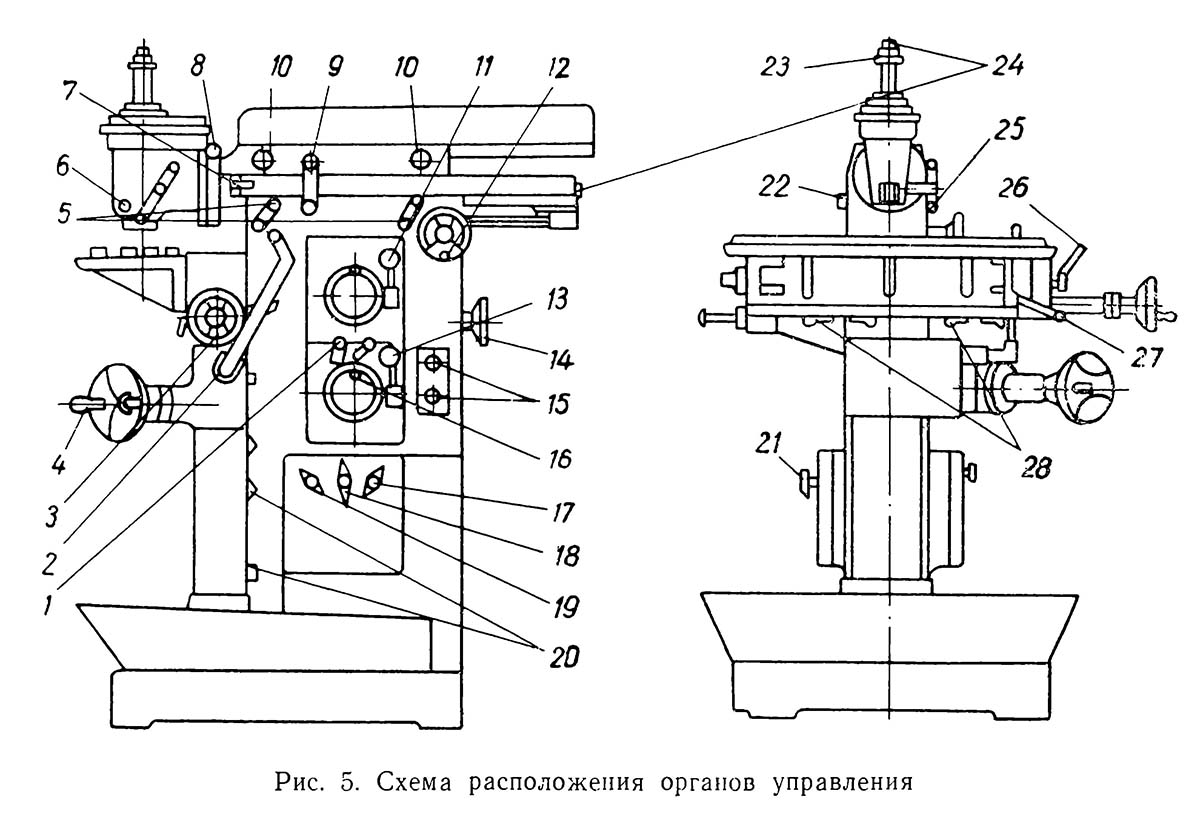
Суппорт (рис.15) служит для продольного и вертикального перемещения основного стола II механически или вручную.
Приводной вал 23 получает вращение от коробки подач и передает его ходовым винтам 2 и 8, через которые столу сообщаются подачи.
Управление механическими подачами производится крестовой рукояткой, её направление перемещения совпадает с направлением движения суппорта. В продольном направлении механические подачи отключаются механическими упорами 6 и 15, которые могут устанавливаться на нужный размер.
Вертикальная подача отключается упорами, установленными на станине.
Стол можно перемещать и вручную маховиками 17 и 18. Перемещение стола контролируется:
- миллиметровыми линейками
- лимбами 12,20 с ценой деления 0,05 мм
- концевыми мерами и индикатором с ценой деления 0,01 мм
Бабка фрезерная горизонтальная
Горизонтальный шпиндель 7 (рис.16) монтируется в шпиндельной бабке, осуществляющей поперечную подачу. Шпиндель получает вращение от коробки скоростей через промежуточное зубчатое колесо, находящееся в станине, и шестерню 9, сидящую на шпинделе.
Передняя опора шпинделя – двухрядный роликовый подшипник 3 с коническим отверстием.
Задняя опора 8-2 шарикоподшипника. Осевые усилия воспринимаются упорными подшипниками 4.
Инструмент в шпинделе зажимается при помощи инерционного зажима инструмента, имеющего самостоятельный привод.
При работе цилиндрическими фрезами оправку фрезы поддерживают кронштейном 20, который можно переставлять вдоль хобота 17. Положение кронштейна фиксируют прижимом 21. Хобот в нужном положении зажимают клином.
Перемещение бабки осуществляют винтом 18 и вращающейся гайкой, закрепленной в станине. Величина механического перемещения устанавливается упорами 19.
Для точного перемещения на бабке устанавливается индикатор 22, а на плиткодержателе устанавливаются концевые меры.
Станина
Станина 15 (рис. 17) установлена на основании 19 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями.
К основанию на кронштейне 17 крепится электродвигатель, сообщающий вращение механизмам коробок скоростей и подач. Передача вращения от коробки подач к механизмам подач стола и шпиндельной бабки осуществляется двумя цепными передачами 5 и 8-16. Цепи натягиваются звездочками 12.
Маховиком, расположенным в верхней части станины, перемещают бабку фрезерную горизонтальную вручную.
Съемник для установки вертикальной головки
Съемник (рис.27) предназначен для установки вертикальной головки в рабочее и не рабочее положение. Съемник состоит из корпуса I закрепленного на станине, кронштейна 6, двух рычагов 3,4 и двух осей 2,5.
Внимание! При работе вертикальным шпинделем съемник отсоединить от вертикальной головки при помощи пальца 5
Механизм зажима инструмента
Механизм зажима (рис.16; 18) состоит из шомпола 10, гайки 12, маховика 13 с собачками II и электродвигателя 16.
Вращение от электродвигателя передается на маховик. При достижении определенного момента инерции одна из собачек преодолевает усилие пружины 15 и передает вращение на гайку 12 через поводок 14. Шомпол, вкручиваясь в гайку, получает возвратно-поступательное движение и с помощью четырех шариков 5 втягивает инструмент в шпиндель с усилием до 12000 Н.
Время зажима (отжима) инструмента 3-4 секунды. Гарантированный зажим инструмента при двух срабатываниях механизма.
Внимание! Зажим (отжим) инструмента в вертикальной головке производить в верхнем положении гильзы
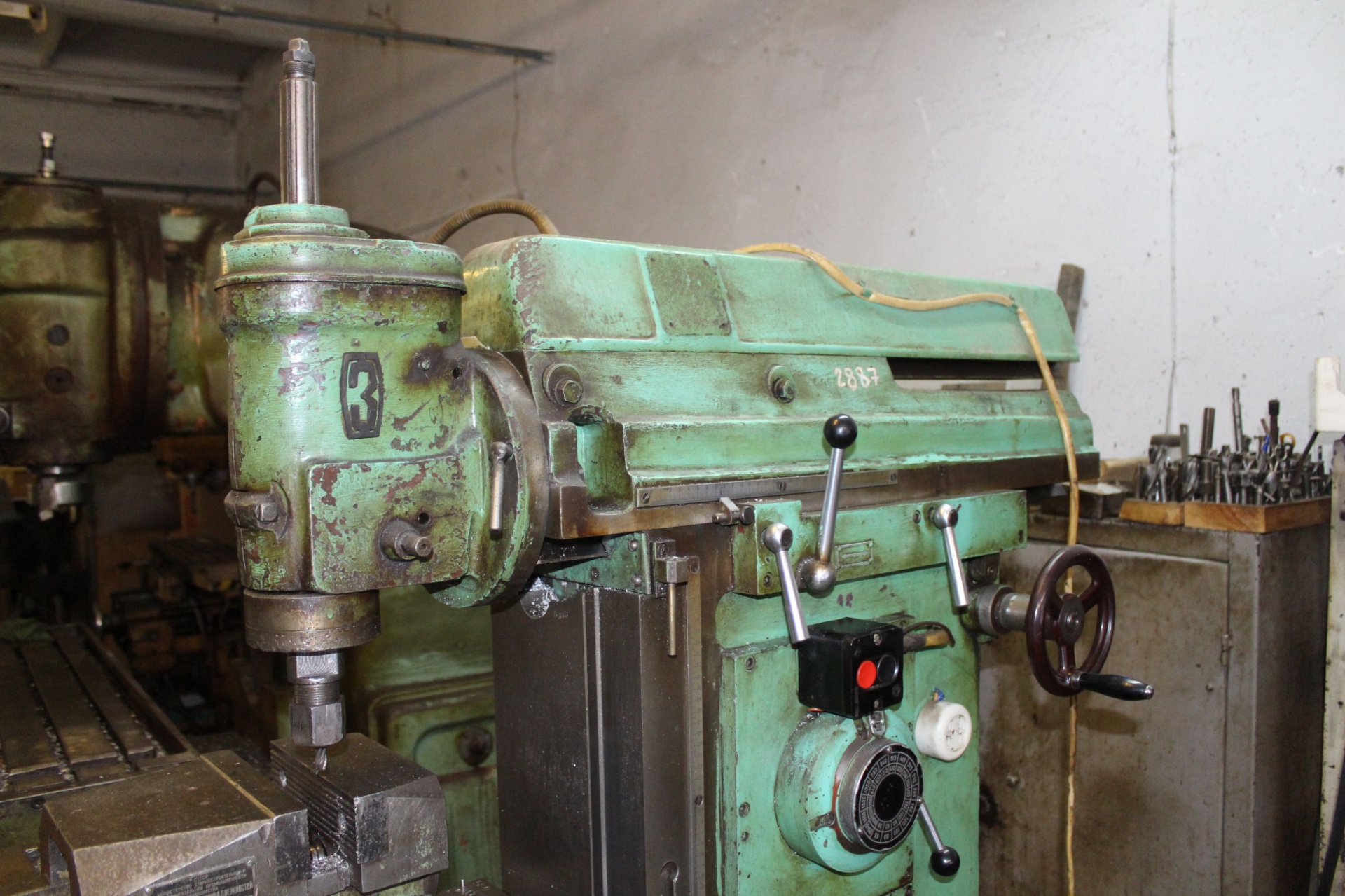
Фрезерный станок СФ-676П широкоуниверсальный инструментальный
Фрезерный станок CФ676 – это универсальный станок, который применяют в инструментальных и ремонтных цехах на предприятиях машиностроения. В основном используется для мелкосерийного и индивидуального вида производства. Широкоуниверсальный станок СФ676 позволяет выполнять всевозможные фрезерные работы. Помимо этого, он пригоден для разметочных, расточных, сверлильных и других подобных работ. На нем можно обрабатывать детали самых сложных конфигураций с необычайной точностью, благодаря тому, что на станке возможно использовать огромное разнообразие инструментов и приспособлений. Используя CФ676 вы максимально снижаете вспомогательное время, обрабатываете деталиэкономично и эффективно. Все это благодаря техническим характеристикам аппарата, ряда оборотов, подач и режимов резания.




Особенности конструкции универсального фрезерного станка СФ 676
Чтобы полноценно применять фрезерный станок СФ 676 при максимальной пользе следует помнить про особенности его конструкции. Для этого необходимо обеспечить в помещении, где находится станок, постоянную температуру воздуха в 20С, а также относительную влажность воздуха порядка 65%. Кроме того, рядом должны отсутствовать приборы, выделяющие теплоэнергию либо вибрационные импульсы. Устройство имеет достаточно большой масштаб оборотных резервов и подачи вала, скорых передвижений и даже машинных пусков.

Данный функционал в наиболее благоприятных режимах сумеет обеспечить экономную отделку разного рода заготовок.
В состав универсального фрезерного станка СФ 676 входят главные участки, они же и определяют его специфику. Кроме того, рассматриваемое оборудование имеет определенное число снимающихся реквизитов и аксессуаров, при содействии таковых у него весьма увеличиваются ресурсы эксплуатации. Корпус зафиксирован на пьедестале, выполненном из чугуна, на нем же, в свою очередь, вделаны фундаментальные агрегаты устройства. Коробки (подач и скоростей) помещены сбоку на станине.
Преимущества
Благодаря своим уникальным особенностям СФ 676 обладает множеством преимуществ:
- Допустимость фрезерования деталей различного размера. Допустима ширина от 250 мм, а длина до 800 мм. Наличие допустимости осуществления процедур долбления (насадка для долбления приобретается отдельно);
- Наличие цельной объемной станины, выполненной из чугуна, обеспечивает поглощение вибраций, а также осуществляет сохранение свойств деталей, подвергающихся обработке на станке;
- Понятное и удобное руководство функциями станка;
- Эксплуатация СФ 676 в механизированных и инструментальных цехах, где практикуется единичное или небольшое производство;
- Вероятность подбора оптимальных систем нарезания благодаря расширенному масштабу циркуляции как вертикального, так и горизонтального шпинделей;
- Осуществление введения СОЖ электронасосом. При этом насосная производительность будет на уровне 22 л/минуту;
- Дополнительная головка шпинделя, расположенная на выдвигающемся хоботе.
Данная головка имеет возможность совершать вращения на уровне угла в 90 градусов. Такие вращения также происходят в плоскостях, которые являются взаимно – перпендикулярными друг – другу.

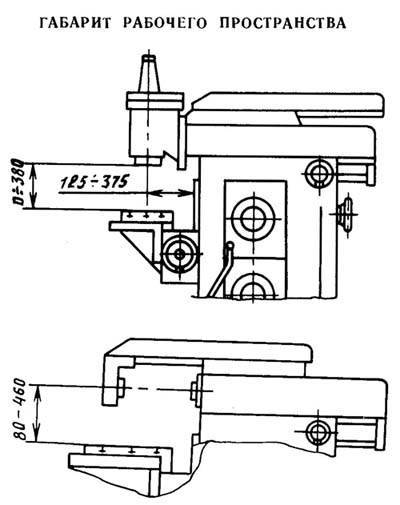
Размер рабочего пространства
В комплект СФ 676 входит два стола, оба оказываются функциональными. У каждого индивидуальные габариты и расположения: у находящегося в вертикальном исполнении: 630*250 мм, в горизонтальном исполнении – 800*250 мм.
Сравнительно компактные объемы предоставляют допустимость пользоваться фрезером даже в небольших помещениях.
Производительность при этом ни коим образом не страдает. Благодаря своим размерам – 120*124*105, а также своей тяжести – 1 т., станок не использует для работы большого пространства.
1 Назначение и сфера использования СФ-676
Широкоуниверсальный фрезер СФ-676 может комплектоваться шпинделями двух типов — поворотно-вертикальным, для работы с торцовыми, шпоночными фрезами, и горизонтальным, при использовании которого на станок можно устанавливать фрезы фасонного, дискового и цилиндрического типа.
Именно наличие второй шпиндельной головки, регулируемой в перпендикулярных плоскостях, отличается широкоуниверсальные фрезеры об обычных станков. СФ-676 может работать задействуя одновременно два шпинделя, при этом агрегат помимо фрезерования выполняет такие операции как сверление, зенкерование и растачивание.
В промышленной практике СФ-676 широко используется для выполнения следующих операций:
- обработки наружных, внутренних поверхностей и тел вращения методом обточки;
- нарезка пазов и уступов;
- обточка шлицев на валах;
- формирование зубчатых колес.
Агрегаты 676-ой серии относятся к классу фрезеров высокой точности (Н). Наибольшая точность обработки достигается при отсутствии рядом с техникой источников вибрации, при температуре окружающей среды 20 градусов и влажности в районе 65%.

СФ-767
СФ-676 и 676П востребованы как в единичном, так и в мелкосерийном производстве, чаще всего их можно встретить в цехах машиностроительных предприятий и инструментальных заводов. Популярность данных станков обусловлена наличием у них следующих эксплуатационных преимуществ:
- Станина станка выполнена из чугуна, ее большой вес не допускает возникновения вибраций в процессе обработки, что дает возможность сохранить высокую точку фрезерования в любых условиях.
- Фрезеры 676 серии являются универсальными, на них можно обрабатывать как мелкоразмерные детали, так и заготовки длиной до 80 см и шириной 25 см.
- Техника может комплектоваться долбежной головкой, что позволит ей выполнять соответствующие операции.
- Станки обладают сравнительно небольшими размерами среди оборудования своего класса, при необходимости они могут быть размещены даже в гараже.
Также среди преимуществ отметим широкой диапазон вращения шпиндельных головок, что позволяет подбирать оптимальный режим обработки металлов любой твердости.
1.2 Технические характеристики оборудования
Рассмотрим технические характеристики станка СФ-676:
- размеры рабочих столов: горизонтальный — 250*800, вертикальный — 250*630 мм;
- вес обрабатываемой заготовки — до 100 кг;
- расстояние по оси шпиндель-стол — от 80 до 450 мм;
- вылет шпинделя — от 125 до 375 мм;
- максимальных ход шпиндельной бабки: по оси Х — 300 мм, по оси У — 380 мм;
- наибольшая частота вращения шпинделя: горизонтальный — 1630, вертикальный — 2040 об/мин;
- количество скоростей вращения — 16;
- стандарт конуса — 40АТ5;
- скорость подачи шпиндельной бабки — 13-395 м/мм;
- количество подач — 16.
СФ-676 оснащен электроприводом мощностью 3 кВт, также имеется вспомогательный мотор системы подачи СОЖ, от которого работает электронасос производительностью 23 л/мин. Габариты станка составляют 120*124*105 см, вес — 1 тонна. Стоимость данной модели в современном исполнении варьируется в пределах 700 тыс. рублей.

СФ-676 в новом исполнении
Аналогичная в плане компоновки и функциональных возможностей модель 676П отличается от СФ-676 следующими параметрами:
- на 10 мм меньшее расстояние по оси шпиндель-стол;
- ход бабки вертикального шпинделя 250 мм;
- мощность главного электропривода 2.2 кВт;
- вес 910 кг, размеры — 126*121*178 см.
Преимущества
Конструкция «ДВОЙНОЙ ЦИЛИНДР»
В станке применяется оригинальное решение конструкции ВФГ, по принципу «ДВОЙНОЙ ЦИЛИНДР», которою можно поворачивать под углом ±90 градусов. Конструкция «ДВОЙНОЙ ЦИЛИНДР» обеспечивает стабильность обработки и сохранность корпуса от разрушений, позволяет вести силовое фрезерование.
Блок УЦИ
Станок комплектуется блоками УЦИ производства СКБ ИС и производства GIVI-Electonics. Блок УЦИ оснащен прямой системой отсчета, которая отображает фактическое положение или перемещение рабочего узла в пространстве, а не вращение приводного винта оси.
Подача СОЖ
Подача СОЖ в зону резания осуществляется через модульно-шарнирную трубку
Долбежные операции
Реализована возможность производить долбежные операции.
Наличие двух шпинделей
Наличие двух шпинделей, горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Промышленное светодиодное освещение
На станке применяются промышленное светодиодное освещение, возможна установка дополнительного, более мощного, герметичного освещения.
Модификации станка СФ-676
СФ-676-40АТ5 — модификация станка с конусом 7:24-40 СФ-676-КМ4 — модификация станка с конусом КМ4
СФ-676-КМ4-Ф2— модификация станка с УЦИ на 2 координаты, конус КМ4
СФ-676-40АТ5-Ф2 — модификация станка с УЦИ на 2 координаты, конус 7:24-40
СФ-676-40АТ5-Ф3 — модификация станка с УЦИ на 3 координаты, конус 7:24-40
СФ-676-КМ4-Ф3 — модификация станка с УЦИ на 3 координаты, конус КМ4
СФ-676-Л — облегченная модификация станка для установки в передвижные мастерские
Функциональные возможности
Широкоуниверсальный фрезерный станок СФ-676 дает возможность выполнять следующие операции по металлу:
- сверление;
- фрезерование;
- расточка;
- развертывание;
- долбежка;
- зенкерование.
При фрезеровании широкоуниверсальный фрезерный станок СФ-676 позволяет вести обработку заготовок длиной до 80 см и шириной до 25 см.
Конструктивные особенности
Выделяют следующие ключевые конструктивные особенности широкоуниверсального фрезерного станка СФ-676:
- литая чугунная станина обеспечивает эффективное гашение вибраций и, как следствие, высокую точность обработки заготовок;
- широкий диапазон возможных скоростей подачи и частоты вращения шпиндельной головки обеспечивает универсальность оборудования, возможность применения различных режимов обработки;
- система подачи СОЖ с электронасосом производительностью 22 л/минуту;
- широкоуниверсальный фрезерный станок СФ-676 оснащают дополнительным шпинделем на выдвижном хоботе с возможность поворота рабочего инструмента в диапазоне под углом к обрабатываемой заготовке (0-90 градусов в двух плоскостях);
- возможность одновременного использования вертикального и горизонтального шпинделя.
Модификации универсального фрезерного станка СФ 676.
- 40АТ5;
- КМ4;
- КМ4 – Ф2, содержащий2 – координатную УЦИ и конусКМ4;
- 40АТ5 – Ф2,содержащий2 – координатную УЦИ и конус 7:24 – 40;
- 40АТ5 – Ф3,содержащий3 – координатную УЦИ и конус 7:24 – 40;

- КМ4 – Ф3, содержащий 3 – координатную УЦИ и конус КМ4;
- Л – облегченный, разработан для передвижных мастерских.

Кроме того, самой компактной для использования моделью рассматриваемого станка будет 676П. Данная модель отличается чуть меньшей массой самого станка и более низкой мощностью двигателя. Однако, данные особенности никак не отразились на функциональных характеристиках, а также производительности.







голоса
Рейтинг статьи