
Вертикальный принтер для печати на стенах
Стоимость: 270 тыс. — 4 млн. рублей
Спрос на создание уникальных рисунков в дизайне интерьеров растет и среди частных клиентов, и среди коммерческих организаций. Создать качественное изображение может не каждый, поэтому для решения проблемы и были разработаны вертикальные принтеры, с которыми можно создавать настенные принты без художественного образования.
Себестоимость нанесения рисунка помощью вертикальных принтеров обычно составляет меньше 200 рублей, а вот продавать рисунок можно в 20 раз дороже, и это все равно будет дешевле прайсов некоторых художников. Да и скорость печати уже будет измеряться не в днях и неделях, а в часах и не зависеть от наличия или отсутствия вдохновения у автора. Печатать можно на разных материалах — на штукатурке, металле, керамике, кирпиче, бетоне, ткани, коже, дереве и стекле. Отклик же на подобный технологичный вид покраски у клиентов позитивный. Услуги печати на стенах заказывают частные детские сады и клубы, заведения общественного питания, офисы, общественные пространства, владельцы любых помещений, где есть детские уголки и зоны.
Самые дешевые китайские аппараты будут стоить от 270-300 тыс. рублей. Также появились отечественные компании, доработавшие китайские аппараты, как говорится, до ума, модернизировав и поменяв в них некоторые модули и узлы на более качественные зарубежные аналоги.
Холодная листовая штамповка
Воспроизвести медиафайл
Работа штамповочного пресса. Холодная листовая штамповка деталей автомобильного кузова.
Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой лист, полосу или ленту, свёрнутую в рулон. Листовой штамповкой изготовляют самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолёта, ракеты).
Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно испытывает значительные пластические деформации. Это обстоятельство вынуждает предъявлять к материалу заготовки достаточно высокие требования по пластичности.
При листовой штамповке чаще всего используют низкоуглеродистую сталь, пластичные легированные стали, медь, латунь, содержащую более 60 % , алюминий и его сплавы, магниевые сплавы, титан и др. Листовой штамповкой получают плоские и пространственные детали из листовых неметаллических материалов, таких, как кожа, целлулоид, органическое стекло, фетр, текстолит, гетинакс и др.
Листовую штамповку широко применяют в различных отраслях промышленности, особенно в таких, как авто-, тракторо-, самолето-, ракето- и приборостроение, электротехническая промышленность и др.
К преимуществам листовой штамповки относятся:
- возможность получения деталей минимальной массы при заданной их прочности и жёсткости;
- достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием;
- сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30—40 тыс. деталей в смену с одной машины);
- хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразной и в массовом, и в мелкосерийном производстве.
Алгоритм открытия предприятия металлообработки, предусмотренный бизнес-планом
Процесс бизнес-планирования металлообработки, можно разделить на следующие основные этапы:
- Оценка рыночной ситуации;
- Изучение целевой аудитории;
- Определение концепции и перечня оказываемых услуг;
- Описание технологического процесса;
- Составление маркетингового плана;
- Определение потребности в оборудовании и кадрах;
- Составление финансового плана.
После закрепления рассмотренных позиций в бизнес-плане металлообработки переходим к подготовительной части, которая включает в себя:
- Регистрация деятельности и постановка на учет в налоговом органе;
- Выбор системы налогообложения;
- Открытие расчетного счета;
- Привлечение денежных средств при необходимости;
- Подбор помещения;
- Закупка и установка оборудования;
- Проведение рекламных мероприятий;
- Набор и обучение персонала.
Далее приступаем к стадии реализации проекта и контролируем плановые показатели.
Двигатель с пластмассовыми узлами
Желание максимально повысить энергоэффективность и экономичность транспортных средств стала причиной того, что новые машины, небольшие и крупногабаритные плавсредства и самолёты становятся всё легче. Основным пунктом снижения веса в сфере транспорта всегда считалось облегчение конструкций за счёт снижения веса кузова и шасси. Достигнув в этом значительных результатов, машиностроение нашло новую технологию, которая даст возможность продолжить облегчение. Учёные из Фраунгофера (Германия) решили, что следующим этапом должно стать облегчение двигателя внутреннего сгорания. Стандартно он выполняется из тяжёлых сортов металлов, которые облагают повышенной термоустойчивостью, но исследователи предприняли смелую попытку заменить металлические детали более лёгкими пластиковыми композитами.
Был создан одноцилиндровый двигатель, в большинстве узлов которого отказались от металлических составляющих. Их заменили пластиком из армированного волокна, который соответствует инжекционной формовке. Тесты показали, что такое изменение позитивно отразилось не только на весе двигателя и транспортного средства в целом, но и стало причиной более тихой работы двигателя. В качестве ещё одного бонуса было выявлено, что такая новая технология позволяет снизить количество затрачиваемого топлива, поскольку детали из пластикового армированного волокна отдают меньшее количество тепла в окружающую среду.
Главной проблемой было создание надёжного метода крепления пластика к металлу, поскольку эти два материала совершенно по-разному расширяются под действием высокой температуры. Сложность представляла и устойчивость пластика к органическим веществам, таким как машинное масло, бензин, компоненты антифриза и т.д. Для этого в состав были добавлены термореактивные смолы. Детали выливали в заготовленные формы, после которых отпала необходимость доводки элементов, как это бывает с металлическими деталями, что значительно сокращает время на производство двигателей нового типа.
2.3 Описание отрасли
В отечественной металлообрабатывающей промышленности прослеживаются настораживающие тренды и тенденции, в результате которых и так невысокая конкурентоспособность отрасли может еще более сократиться. Понятно, что практически все производящие секторы российской (да и мировой в целом) промышленности переживают сейчас нелегкие времена. Однако поиск путей выхода из сложных условий и адаптация под складывающуюся на рынке ситуацию все же должны вестись с учетом имеющихся и перспективных экономических реалий.
Металлообрабатывающее оборудование советских времен, используемое многими предприятиями отрасли, устарело технически, технологически и морально, во многих случаях — изношено до предела. А от качества режущего инструмента зависит не только качество готовых металлоизделий, но и себестоимость конечной продукции. Импортное металлообрабатывающее оборудование известных брендов может гарантировать качество, но мало кто из отечественных производителей в состоянии позволить себе закупку таких фондов, которые, к тому же, кроме изначально высокой цены, облагаются таможенными пошлинами.
В случае, когда предприятие найдет необходимые финансовые средства (взяв кредит, например, или оформив договор лизинга), то стоимость готовой металлопродукции, произведенной на этом высококачественном оборудовании, будет столь высока, что изделия на нашем внутреннем рынке попросту окажутся неконкурентоспособными.
Многие российские металлообрабатывающие предприятия выбирают иной путь: приобретают за рубежом оборудование низших ценовых сегментов. В этом случае и качество самого оборудования (в том числе эксплуатационная надежность, ремонтопригодность, сервисное обслуживание), и качество производимых на нем металлоизделий оставляют желать лучшего. Вступление нашей страны в ВТО стало еще одной явной угрозой для отечественных металлообрабатывающих предприятий, многие из которых уже сейчас готовы закрывать цеха и распускать персонал.
В сложившихся условиях для возрождения отрасли и обеспечения конкурентоспособности отечественной металлообрабатывающей промышленности выход видится один — налаживание выпуска или модернизации собственного оборудования.
Только высокая производительность труда, сопоставимая с параметрами аналогичных производств в высокоразвитых странах, может обеспечить реальную конкурентоспособность отечественной металлообрабатывающей промышленности, не зависящую от меняющихся экономических факторов, колебаний спроса на готовую продукцию, цен на энергоносители и сырье. Повышение износостойкости режущего инструмента, например, может дать возможность металлообработки на еще больших скоростях, увеличит ресурс инструмента и повысит эффективность производственного процесса в целом. Разумеется, разработки новейших структурированных покрытий для рабочих частей режущего инструмента находятся в компетенции отечественных ученых и исследователей. Значит, производителям необходимо осуществлять софинансирование прикладных научно-исследовательских программ, ведь выигрыш от них очевиден, причем в самой ближайшей перспективе. Однако дополнительное финансовое бремя никто брать на себя не хочет, предпочитая жить сегодняшним днем. Недальновидная позиция. А жестче говоря — путь к банкротству и разрушению отрасли изнутри.
Наша страна в сфере металлообработки отстает от западных конкурентов на два-три десятка лет. Увеличится этот разрыв дальше или сократится — в значительной мере зависит и от отечественных производителей, и от позиции государства (имеются ввиду не только субсидии металлообрабатывающей промышленности, но и финансирование опытно-исследовательских и проектно-конструкторских машиностроительных разработок), и от ситуации на рынке в целом (как на внешнем, так и на внутреннем).
Таким образом, планируется, что в новом цехе будет использоваться современное оборудование, направленное на энергосбережение производства.
Трансфер технологий
Как пояснил Хабибулин, термин «вертикализация» взят от «вертикально интегрированной компании», которая расширяется, получая контроль над всей технологической цепочкой.
«По аналогии мы создаём совместные площадки с целью консолидации научного и производственного потенциала. При этом подразумевается, что каждый из участников является обладателем некоторого уникального набора технологий, но полное новое качество получается в результате объединения», — отметил собеседник RT.

- Процессор российского производства
- РИА Новости
По его словам, важным конкурентным преимуществом участников проекта будет реализация независимого канала трансфера зарубежных технологий с использованием мониторинга проводимых научных исследований и разработок иностранных государств на предмет выявления передовых технических решений, которые могут быть применены при разработке вооружения, военной и специальной техники.
«Это касается в первую очередь информационно-телекоммуникационной сферы. При этом речь идёт не о простом заимствовании технологий, а об адаптации результатов реверс-инжиниринга для решения специализированных задач», — говорит Хабибулин.









Также по теме

«Главное — это не объём военного бюджета»: как Россия обеспечивает высокий уровень боеспособности армии
Российская армия сохраняет высокую боеспособность и лидирующее положение по экспорту вооружений, несмотря на огромный разрыв в военном…
Наличие обратного (реверсного) инжиниринга в начале инновационной цепочки даст возможность группам компаний стартовать сразу с пяти-шести уровней технологической и производственной готовности (всего их девять) — «образец в реальном масштабе» и «полнофункциональный образец». Данная мера ускорит запуск масштабного производства новых изделий микроэлектроники.
Как пояснил Хабибулин, некоторое время участники проекта будут использовать импортное «железо», одновременно обеспечивая наполнение ЭКБ отечественными алгоритмами.
«В ближайшие годы будет осуществляться и трансфер технологий со стороны зарубежных компаний (главным образом китайских) в виде покупки лицензий на сложные блоки, но к середине 2020-х годов потребность в импорте должна резко уменьшиться. Мы рассчитываем, что новая российская микроэлектроника будет соответствовать общемировым стандартам миниатюризации и производительности», — подчеркнул Хабибулин.
Номенклатура и виды оборудования кузнечного цеха
- Листогибочные гидравлические прессы. Используют для изгибания под заданным углом листового проката.
- Гидравлические прессы. Могут быть различной мощности и назначения, от небольших, предназначенных для формовки мелких деталей, и до многотонных установок, способных обработать заготовку весом в несколько тысяч килограмм.
- Кривошипные прессы. Используются преимущественно для штамповки различных изделий.
- Дугостаторные прессы. Предназначены для штамповки и ковки ударным способом. Это винтовые прессы с дугостаторным приводом.
- Профилегибочные машины.Применяют для гибки профильных труб.
- Трубогибочное оборудование. Предназначены для гибки труб.
- Ленточнопильные машины. Используются в производстве для резки металлических заготовок.
- Гильотины. Основная задача — рубка проката в виде арматуры или прутка.
Основными установками, которые используются на различных металлообрабатывающих предприятиях, являются гидравлические, кривошипные и дугостаторные прессы. Именно на таком оборудовании происходит львиная доля обработки заготовок.
Прессы с гидравлическим приводом
Гидравлический пресс
Основная задача машины с гидравлическим приводом заключается в выполнении вытяжки металла, ковки или других кузнечных операций. Габариты и масса оборудования зависит от размеров обрабатываемых заготовок.
Принцип работы такого пресса построен на свойствах воды, заключающихся в очень плохом сжатии. Поэтому при увеличении давления на жидкость, заключенную в закрытую емкость, она передает во все стороны силу, равную применимой. В итоге, такой пресс при своих параметрах способен выдать очень большую мощность, способствующую сжатию многотонных болванок.
Дополнительно пресс могут оснащать гидравлической подушкой, смягчающей нагрузку на станину. Скорость и длина хода заранее регулируется, что исключает чрезмерное сжатие заготовок и брак.
Кривошипные прессы
Кривошипный пресс
Машины с таким устройством способны выполнять большое количество операций: штамповку, вырубку, протяжку, вытяжку, пробивку, гибку и другие. Может использовать как холодные способы обработки, так и горячие.
Принцип устройства оборудования построен на изменении вращательного движения (задаваемого, например, электродвигателем) в возвратно-поступательные (вверх-вниз). Система построена на использовании карданного вала от привода к ползуну.
Преимущество кривошипной прессовой машины в том, что она может работать практически бесшумно, так как нет никаких ударов по металлу. Также установка может быть оборудована дополнительными устройствами и механизмами, например, для удаления отходов из рабочей зоны
Еще немаловажной особенностью является более высокая производительность в сравнении с гидравлическими аналогами
ОФОРМЛЕНИЕ ПОЛОЖЕНИЯ О ПРОИЗВОДСТВЕННОМ ЦЕХЕ
Одним из основополагающих документов, в соответствии с которым должен работать цех, является положение о цехе. В нем необходимо отражать не только функции и обязанности этого подразделения, но и особенности его взаимодействия с другими структурными единицами предприятия (например, планово-диспетчерский отдел передает цеху план на месяц, а цех в конце месяца сдает в планово-диспетчерский отдел отчет об исполнении плана).
Положение о цехе разрабатывают исходя из:
- задач и функций, возложенных на данное подразделение;
- требований, определенных нормативными документами организации.
Положение о производственном цехе может иметь следующую структуру:
1. Общие положения.
2. Задачи подразделения.
3. Структура подразделения.
4. Функции подразделения.
5. Права подразделения.
6. Ответственность подразделения.
7. Взаимоотношения с другими структурными подразделениями.
Технические характеристики кузнечно-штамповочных автоматов:
максимальное номинальное усилие для объёмной и листовой штамповки — до 40000 кН (4000 тс); диапазон производительности — от 16 до 2200 изделий в минуту.
Полученные заготовки соответствуют классам точности 2а, 3 и 3а. При изготовлении крупных деталей точность и частота обработки снижаются.
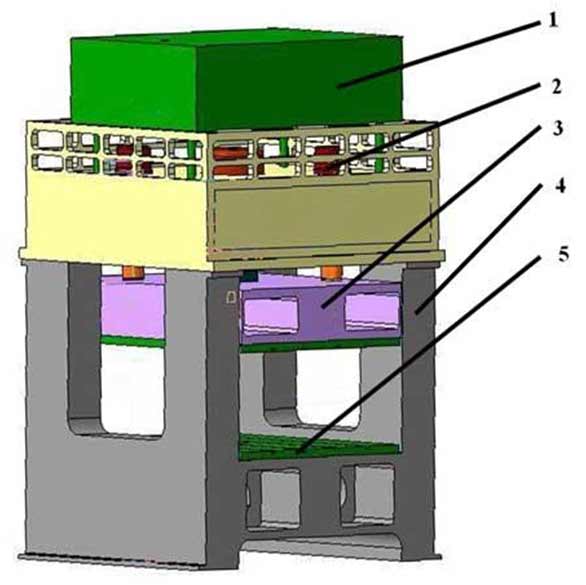
Корпус автоматического пресса делают из чугуна, что позволяет гасить вибрации, неизбежно возникающие в процессе эксплуатации. Усилие, превышающее 500 кН, требует наличия двух шатунов. Это исключает нарушение параллельности между ползуном и поверхностью стола при эксцентриковых нагрузках.
В силу высокой сложности и мощности конструкции стоимость оборудования достаточно высока, однако в случае целесообразного использования пресс-автомат быстро окупается. При этом следует учесть, что для безотказной работы нужно не забывать о своевременной смазке и замене расходных материалов. При правильном уходе и бережной эксплуатации пресс-автомат прослужит долгие годы без каких-либо проблем.










Состав сталеплавильного цеха
Сталеплавильный цех представляет собой сложный взаимосвязанный и оснащенный разнообразным оборудованием комплекс зданий и сооружений, в котором осуществляют хранение запаса исходных шихтовых материалов, подачу и загрузку их в печь, выплавку и разливку стали, уборку продуктов плавки и подготовку оборудования, обеспечивающего выполнение этих технологических процессов. Цех подразделяют на ряд основных производственных и вспомогательных отделений, располагаемых либо в отдельных зданиях, либо представляющих собой отдельные пролеты или участки главного здания цеха. В состав цеха могут входить следующие основные производственные отделения: главное здание, в котором производится выплавка и зачастую разливка стали, шихтовые отделения для магнитных и немагнитных материалов, миксерное отделение или отделение (участок) перелива чугуна, отделение непрерывной разливки (ОНРС), участок или отделение внепечной обработки жидкой стали, отделения подготовки и ремонта сталеразливочных и промежуточных ковшей, отделение раздевания слитков (стрипперное), отделения подготовки изложниц; вспомогательными отделениями и участками являются шлаковые отделения, электроподстанции, насосные, мазутохранилища, механические и ремонтные мастерские и участки, цеховые лаборатории, склады и отделения термообработки и зачистки литых заготовок и имеющиеся в ряде электросталеплавильных цехов отделения зачистки, обдирки и термической обработки слитков. Кроме того, для каждого цеха предусматривают отдельное административно-бытовое здание.
Состав сталеплавильного цеха, число и тип входящих в него отделений и зданий зависят от типа сталеплавильного процесса, от принятого способа разливки стали и от того, сблокированы отделения друг с другом или нет. При выборе числа отделений и зданий учитывают, что цех целесообразно проектировать в соответствии с принципом поточного производства, вынося отдельные операции и элементы технологического процесса в специализированные отделения, в которых благодаря выполнению однотипных работ обеспечивается высокая производительность труда. При этом также учитывают, что расположение специализированных отделений в отдельных зданиях обеспечивает улучшение условий труда в связи с отсутствием во многих отделениях вредностей, связанных с наличием жидкого металла и работой плавильных агрегатов, а также в связи с улучшением аэрации отдельно стоящих зданий.
При такой планировке с увеличением числа отдельно стоящих зданий и в особенности при использовании для связи между ними железнодорожного транспорта существенно увеличивается занимаемая цехом площадь.
Производство кузнечно-прессового оборудования
Производство кузнечно-прессового оборудования должно проводиться согласно требованиям стандарта для данного класса продукции. Только соблюдение технологии выпуска оснащения может гарантировать качество.
Кузнечно-прессовое оборудование – это вид станков, которые используются для обработки изделий из металла посредством ковки, рубки, гибки, штамповки, прессования и т.п.
Разновидностей кузнечно-прессового оборудования много. Основной операцией данного класса оснащения является – холодная ковка. Обычно эти агрегаты имеют компьютерное управление либо полуавтоматическое.
Кузнечно-прессовое оборудование дает возможность работать с готовым изделием или заготовкой за счет прямого влияния инструмента. Станки этого класса стали незаменимыми для многих производств, а их удобность и компактность способствует повсеместному применению.
Производители данного типа оборудования предоставляют множество достоинств, среди которых наиболее важными считаются:
- обширные функциональные возможности;
- продуманная конструкция, позволяющая проводить замену и модернизацию;
- удобные габариты;
- высокий ресурс работы при регулярной эксплуатации;
- хорошая производительность при сниженном энергопотреблении.
Все эти преимущества способствуют точной работе оснащения.
Особенности производства кузнечно-прессового оборудования
Производство кузнечно-прессового оборудования требует затрат энергии и времени.
При этом процессе участвуют все цеха завода:
- механический;
- термический;
- инструментальный;
- цех металлоконструкций;
- сборочный участок.
Этот долгий путь перед выходом нового оснащения свидетельствует о тщательной работе специалистов на каждой стадии изготовления.
Большие заводы по производству кузнечно-прессового оборудования предлагают спектр дополнительных услуг для своих клиентов.
Например, это может быть ремонт оснащения и его элементов или модернизация с учетом требований.
Также большинство заводов предлагают обработку деталей и создание металлоконструкций по уникальным чертежам инженеров.
Это способствует хорошей рекламе и расширению клиентской базы.
Технологические характеристики кузнечно-прессовых машин
Все кузнечно-прессовые машины и механизмы делятся на три основные категории согласно критерию универсальности:
- общего назначения. Такое оборудование пригодно для изготовления большинства изделий методом ковки или штамповки, на них выполняется подавляющее большинство типовых процессов;
- специализированные. Аппараты этой категории специализируются на определенных технологических процессах. Их часто используют для серийного производства однотипных изделий;
- специальные. Оборудование такого типа подбирают не только исходя из процессов, которые можно на них выполнять, но и с учетом специфики конечной продукции.
Вне зависимости от типа конструкции, габаритных размеров и специфики монтаж кузнечно-прессового оборудования должен осуществляться исключительно специалистами в данной отрасли. Это гарантирует длительную и бесперебойную работу агрегатов и надлежащее выполнение производственных задач.
КАТЕГОРИИ КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ
84. Специальное кузнечно-прессовое оборудование
Кузнечно-прессовое оборудование для изготовления однотипных деталей, в конструкции которого учтены индивидуальные требования конкретного потребителя, осваиваемое и выпускаемое по единичным заказам
85. Универсальное кузнечно-прессовое оборудование
Кузнечно-прессовое оборудование для изготовления деталей различной конструкции в установленном диапазоне габаритных размеров и главного параметра, предназначенное для серийного выпуска.
Примечание. Под главным параметром вида КПО понимается один из основных параметров, наиболее полно характеризующий его технологические возможности и от значения которого зависят значения остальных основных параметров
86. Тяжелое кузнечно-прессовое оборудование
Кузнечно-прессовое оборудование, включающее кузнечно-прессовую машину массой 30 т и более
87. Уникальное кузнечно-прессовое оборудование
Специальное кузнечно-прессовое оборудование, изготовленное в одном или нескольких экземплярах и являющееся исключительным по значениям технических характеристик
Штампы открытые и закрытые
Открытые штампы позволяют наблюдать зазор между неподвижной и подвижной частями станка. При горячей штамповке в зазор вытекает облой — металл, закрывающий выход из полости и заставляющий остальную массу заполнить полость полностью. В процессе деформирования в облой попадают излишки металла. Но удалять облой трудно.
Закрытые штампы не позволяют заглядывать внутрь и наблюдать процесс — полость закрыта. Облой тоже не предусмотрен. Устройство такого штампа зависит от типа станка. Здесь нужно очень строго соблюдать точность объёмов и равенство их в заготовках и поковках: недостаток металла оставит пустыми углы полости, а избыток его сделает поковку больше требуемой по высоте.
Классификация кузнечно-прессового оборудования
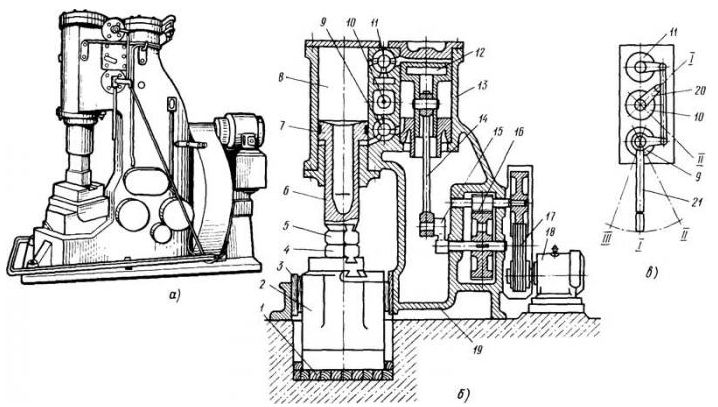
Любая типовая машина, предназначенная для кузнечно-штамповочных работ, состоит из трех основных составляющих.
Пример устройства типичного гидравлического пресса
- Двигатель.
- Передача.
- Исполнительный механизм.
Первые два элемента пресса именуются приводом, так как от них зависит вся работа исполнительного механизма (молота или пресса).
- гидравлика
- цилиндр
- ползун
- станина
- стол
Современная технология металлообработки кузнечным способом включает в себя собственно ковку, объемную штамповку (горячим или холодным способами), листовое штампование, резку, рубку, разделку металлопроката и прочие. В зависимости от этого применения, а также принципов работы (вида привода), проводиться основная классификация кузнечно-прессового оборудования.
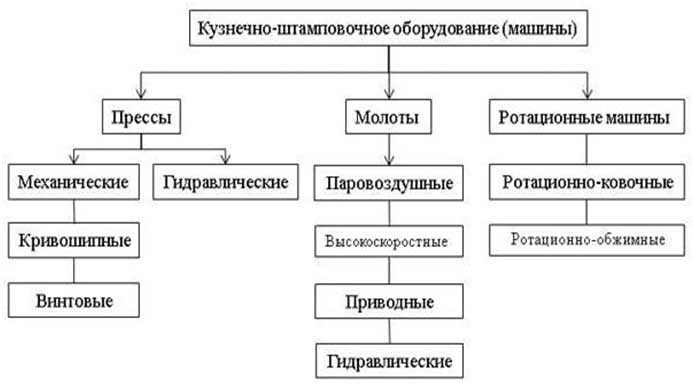
Краткая классификация кузнечно-прессового оборудования
Если на машинах первой универсальной группы можно изготавливать различную продукцию ковки, то специализированные могут делать только одну операцию (например, вытяжка). Специальное оборудование третьей группы вообще узкого назначения, так как кроме одного технологического процесса они делают всего лишь один вид продукции.
Номенклатура оборудования отдельного кузнечно-прессового производства характеризуется направлением предприятия. Какие типы машин могут быть установленными в таких цехах?
Самоочищающаяся краска
Новые технологии машиностроения направлены не только на инновационные конструкторские особенности. Они также касаются дизайна и внешнего вида изделий. Один из крупнейших автопроизводителей компания Nissan поставила себе цель создать автомобильную краску, которая позволит свести повседневный уход за машиной к минимуму.
Краска нового типа работает благодаря ультратонкому слою, состоящему из наночастиц, которые отталкивают от себя пыль, грязь, машинное масло, органические растворители и другие типы загрязнителей, способные оседать на поверхности автомобилей. Для тестов полученного материала была выбрана модель Nissan Note. Для чистоты эксперимента машины покрывали краской, произведённой по новой технологии, лишь наполовину, чтобы иметь возможность сравнивать результат со стандартным покрытием.








Технология, которую опробовали в течение нескольких месяцев, называется Ultra-Ever Dry. Работает она за счёт того, что между окружающей средой и краской возникает тонкий воздушный нанослой, отталкивающий инородные агенты с поверхности. Кроме того, что Ultra-Ever Dry позволит в десятки раз увеличить время между мойками авто, она защитит корпус от деформации вследствие контакта с влагой, что продлит время эксплуатации и сохранит на длительное время безупречный вид модели после схождения с конвейера.
Уровни автоматизации
По уровню автоматизации металлообрабатывающие станки делятся на такие типы:
- Ручное оборудование. Всеми механизмами управляет человек.
- Полуавтоматы. В таких станках половина механизмов работает автоматически, а другая требует настройки и управления мастером.
- Автоматы. Оборудование, которое может работать самостоятельно. Оператору изначально следует задать алгоритм для подвижных механизмов.
- Станки с ЧПУ. Полностью автоматизированные конструкции, для работы которых требуется составить программу. В соответствии с ней будут двигаться механизмы и рабочие части станка.
Самыми популярными считаются машины, оборудованные системами ЧПУ. Числовое программное управление состоит из нескольких ключевых элементов:
- Консоль — через неё оператор задаёт программу, по которой будет происходить производственный процесс. Помимо автоматической работы, на консоли есть пульт для ручного управления.
- Контроллер — механизм, который производит расчёт будущих движений подвижных механизмов и элементов станка. Контроллер представляет собой мощный микропроцессор, которые управляет всеми механизмами.
Чтобы оператор видел какую программу он задаёт, в системе ЧПУ присутствует экран. На нём отображаются алгоритмы, размеры обрабатываемой заготовки, возможные ошибки и погрешности.
Автоматизация металлообработки
Влияние на внутреннюю цеховую атмосферу СОЖ, пыли и шума
В ходе механической обработки металлов и режущий инструмент и заготовка сильно нагреваются. Охладить зону резания помогает смазочно-охлаждающая жидкость, в качестве которой чаще всего применяются минеральные масла, эмульсии, щелочные растворы. При этом в СОЖ включается множество добавок.
Даже самое современное оборудование, в котором предусмотрены укрытия с вентиляционными отсосами, не может исключить загрязнение спецодежды и кожи рабочего. Как известно, вдыхание аэрозолей СОЖ раздражает слизистую оболочку верхних дыхательных путей, а продолжительный контакт данной жидкости с кожей рабочего приводит к появлению масляных фолликулитов и угрей.
В процессе мехобработки заготовок абразивными кругами в окружающую атмосферу выделяется пыль с частичками металлов и минералов. Пылевая патология проявляется пылевыми бронхитами, пневмонией, катара ВДП у специалистов, имеющих большой стаж работы Проследить за тем, чтобы концентрация пыли находилась в допустимых рамках, поможет местная вентиляция
Основными источниками шума в цехах являются электрические двигатели и зубчатые передачи. Уровень шума зависит от используемого оборудования. Например, самыми шумными считаются фрезерные станки.
Чтобы предупредить подобные ситуации цех должен соответствовать санитарно-гигиеническим требованиям.
Ногтевой принтер
Стоимость: 40-100 тыс. рублей
Один из популярных станков в индустрии красоты, это ногтевой принтер. Такие аппараты позволяют печатать на ногтях любые картинки или фото, которые загружены в базу принтера. Принтер для печати на ногтях работает по принципу устройства с ультрафиолетовой лампой. Это означает, что печать идет по поверхности, на которую нанесен специальный раствор. Вся процедура с подготовительными процедурами занимает примерно 30 минут.
Хотя рекламные ролики в интернете порой очень красочны и заманчивы, перед покупкой ногтевого принтера обязательно почитайте отзывы о нем от реальных покупателей. Подводных камней у таких устройств на практике оказывается предостаточно. Например, клиенты должны ровно и параллельно земле держать палец — а они этого не могут. Либо из-за арочной формы ногтя рисунок оказывается совсем не таким, как на шаблонном изображении. Либо на качество рисунка влияет форма пальца и толстая подушечка. Либо при нанесении полноразмерных изображений на кожу попадает краска, которая не стирается неделями — для мастеров маникюра отпустить человека с грязными и заляпанными пальцами как-то выходит странно. К тому же не стоит забывать, что ногтевой принтер — это устройство это довольно дорогое, для которого требуется периодически приобретать картриджи с краской. Так что некоторые владельцы со временем понимают, что игра не стоит свеч, а рисунки проще клеить в виде слайдеров.
Также стоит помнить, что печать на ногтях — это далеко не полная замена услуг маникюра, а лишь финальный их виток. То есть рисунок печатается на ногтях уже после классического обрезного и аппаратного маникюра в качестве замены обычному лаку, гелю или лечебному препарату. Соответственно, услугу можно предлагать как дополнительную в существующем маникюрном салоне, либо открыться в формате островка ТЦ, делающего акцент на печати на ногтях, но оказывающего и прочие маникюрные услуги.