Литература
- Лахтин Ю.М., Коган Я.Д. Азотирование стали. Машиностроение, 1976 г.
- Фетисов Г.П. Материаловедение и технология металлов, 2001
- Туманов А.Т. Конструкционные материалы Энциклопедия, 1965
- Лахтин Ю.М. Материаловедение Учебник для высших технических учебных заведений, 1990
- Иванова В.П., Аникина А.Д., Брюховец Д.Ф. Основные сведения об изготовлении машин, 1966
- И.М. Пастух Теория и практика безводородного азотирования в тлеющем разряде, Харьков 2006
- Лахтин Ю.М. Диффузионные основы процесса азотирования // МиТОМ. 1995. №7. С.14-17.
- Беллер 3., Лерхс В., Шпис X., Зимдарс Н., Берг X. Регулируемый процесс азотирования // МиТОМ. 1987. №1. С. 38-41.
- Б.В. Захаров.В.Н. Берсенева «Прогрессивные технологические процессы и оборудование при термической обработке металлов» М. «Высшая школа» 1988 г.
Типы сталей, подвергающихся азотации
При азотировании можно обрабатывать не только углеродистые стали, но также и легированные. Лучший результат при азотировании показывают сплавы, которые имеют в составе различные легирующие составляющие, формирующие термоустойчивые и твёрдые нитриды. К данным составляющим относят различные элементы, в том числе:
- молибден;
- алюминий;
- хром.
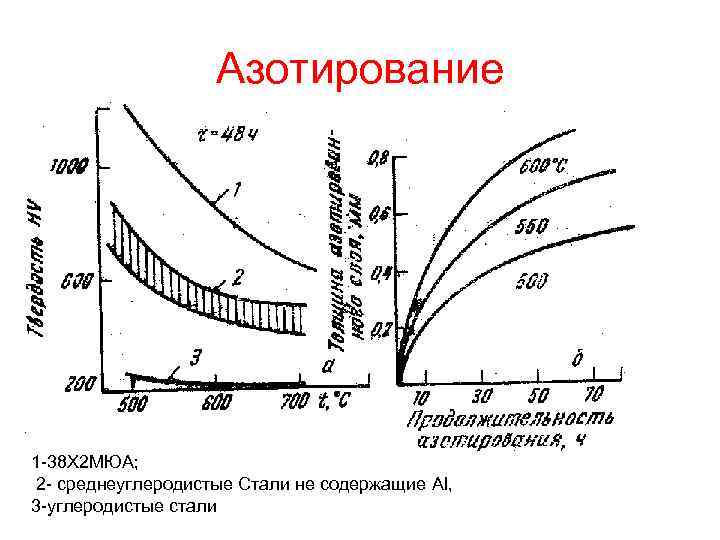
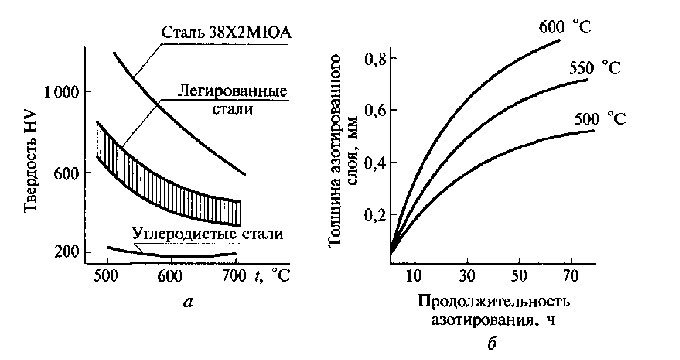
После процесса азотации стальные элементы обретают различную твердость. У углеродистых сталесплавов такой показатель равен 200-250, у легированных — 600-800.
Все легирующие компоненты, которые имеются в стали, повышают показатели твёрдости слоя, но также уменьшают его толщину. Несмотря на это азотация обеспечивает сохранность слоя в течение длительного времени. Больше всего на толщину слоя оказывают непосредственное влияние:
- вольфрам;
- молибден;
- хром;
- никель.
Также существуют и другие составляющие стали, но их влияние часто бывает настолько незначительным, что некоторыми показателями можно пренебречь. Прежде, чем игнорировать данные, необходимо тщательно изучить их влияние по отношению к определенному количеству стального сплава.
Марки стали для азотирования
Марки стали для азотации:
- 38Х2МЮА. Данный сталесплав после азотирования характеризуется очень высокой твердостью поверхностного слоя. Благодаря алюминию, который имеется в составе сталесплава, снижается деформационная стойкость готовых элементов и повышается твердость и износостойкость. Если из состава стали исключается алюминий, то в итоге возможно создавать стальные элементы с более сложной конфигурацией.
- 40Х, 40ХФА. Эти стали применяются исключительно для производства стальных деталей, использующихся при станкостроении. Характеристики сталелитейных изделий позволяют выдерживать им серьезную нагрузку, а также отличаться повышенной износостойкостью.
- 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА. Применяются при изготовлении различных элементов, которые в процессе эксплуатации подвергаются нагрузкам на изгиб.
- 30Х3МФ1. Эта сталь используется в изделиях, которым предъявляется высокая точность в геометрических параметрах. Для придания повышенной твердости в данный сплав также могут добавлять кремний. Это актуально при изготовлении деталей для топливного оборудования.

Основные виды азотирования
Газовое азотирование
Насыщение поверхности металла производится при температурах от 400 (для некоторых сталей) до 1200 (аустенитные стали и тугоплавкие металлы) градусов Цельсия. Средой для насыщения является диссоциированный аммиак. Для управления структурой и механическими свойствами слоя при газовом азотировании сталей применяют:
- двух-, трёхступенчатые температурные режимы насыщения
- разбавление диссоциированного аммиака: воздухом
- реже водородом
Контрольными параметрами процесса являются:
- степень диссоциации аммиака
- расход аммиака
- температура
- расходы дополнительных технологических газов (если применяются).
Каталитическое газовое азотирование
Это последняя модификация технологии газового азотирования. Средой для насыщения является аммиак, диссоциированный при температуре 400—600 градусов Цельсия на катализаторе в рабочем пространстве печи. Для управления структурой и механическими свойствами слоя при каталитическом газовом азотировании сталей применяют изменение
- перенаправление потенциала насыщения. В целом применяются более низкие температуры, чем при газовом азотировании.
Ионно-плазменное азотирование
Технология насыщения металлических изделий в азотсодержащем вакууме (примерно 0,01 атм.), в котором возбуждается тлеющий электрический разряд. Анодом служат стенки камеры нагрева, а катодом — обрабатываемые изделия. Для управления структурой слоя и механическими свойствами слоя применяют (в разные стадии процесса):
- изменение плотности тока
- изменение расхода азота
- изменение степени разрежения
- добавки к азоту особо чистых технологических газов: водорода
- аргона
- метана
Азотирование из растворов электролитов
Использование анодного эффекта для диффузионного насыщения обрабатываемой поверхности азотом в многокомпонентных растворах электролитов, один из видов скоростной электрохимико-термической обработки (анодный электролитный нагрев
) малогабаритных изделий. Анод-деталь при наложении постоянного напряжения в диапазоне от 150 до 300 В разогревается до температур 450—1050 °C. Достижение таких температур обеспечивает сплошная и устойчивая парогазовая оболочка, отделяющая анод от электролита. Для обеспечения азотирования в электролит, кроме электропроводящего компонента, вводят вещества-доноры, обычно нитраты.
Виды стали, подходящие для азотизации
Для обогащения азотом подходят разные виды стали – как легированные, так и углеродистые. С первым типом процесс эффективнее. Особенно, если в составе есть легирующие элементы, способные формировать термостойкие нитриды (хром, молибден, алюминий и прочие). При остывании подобные сплавы – нитролои – не будут становиться хрупкими, а после их твердость значительно увеличивается.
Насколько твердыми будут разные виды стальных сплавов в результате обработки азотом:
- нитролои – до 1200 HV;
- легированные – до 800 HV;
- углеродистые – до 250 HV.

Нужно учитывать и марку стали, которая указывает, для чего предназначено изделие.
Как маркируют сталь, наиболее подходящую для азотирования:
| Марка | Использование | Технологические данные | Максимальные параметры слоя | ||
| Твердость сердцевины (HRC) | Максимальная температура (˚С) | Глубина (мм) | Поверхностная твердость (HV) | ||
| Горячая обработка металла | |||||
| 4Х5МФС | Пресс-формы, молотовые штампы, прессовые вставки | 35–55 | 560 | 0,3 | 1100 |
| 3Н3М3Ф | Формы литья под давлением, ударно-штамповой, мерный, режущий инструмент | 35–51 | 560 | 0,3 | 1100 |
| 5ХНМ | Штампы горячего деформирования | 36–44 | 550 | 0,3 | 760 |
| 3Х2В8 | Прессовое тяжело нагруженное оборудование | 35–50 | 560 | 0,25 | 1100 |
| Холодная обработка металла | |||||
| Х12 | Холодные штампы | 50–55 | 520 | 0,2 | 1100 |
| Х12М | Накатные ролики, волочильные доски, глазки калибрования, матрицы, пуансоны | 53–60 | 520 | 0,2 | 1200 |
| Х12МФ | Ножи, клинки | 56–58 | 480 | 0,2 | 1300 |
| Х12Ф1 | Инструмент с тонкой режущей кромкой | 52–60 | 550 | 0,2 | 1250 |
Благодаря термостойким нитридам сталь станет тверже, но толщина азотонасыщенного слоя уменьшится.
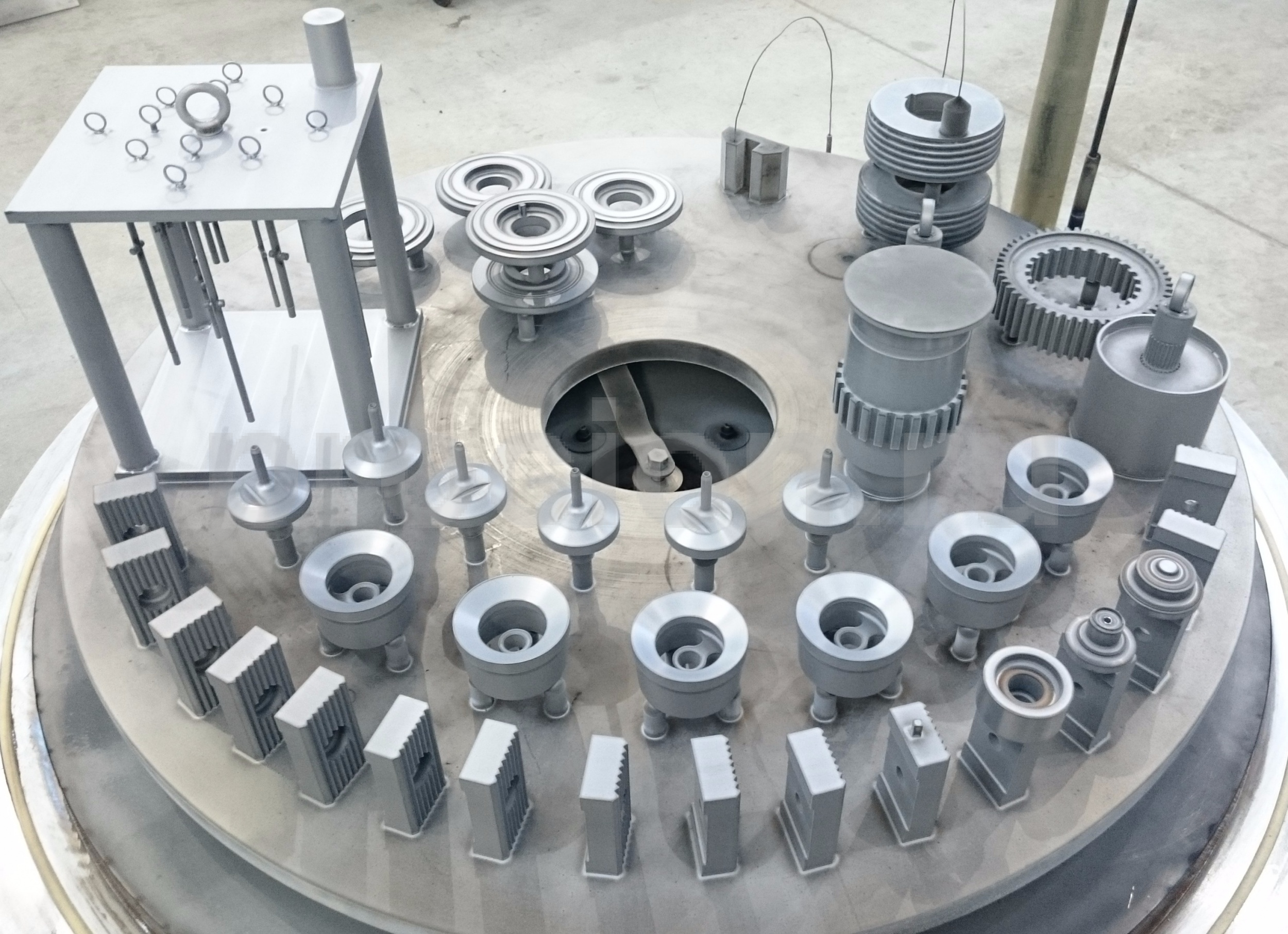
Разновидности азотирования и используемое оборудование
Чтобы провести процедуру азотирования можно использовать несколько видов оборудования, выбор которого зависит от выбранной технологии процесса насыщения стали азотом.

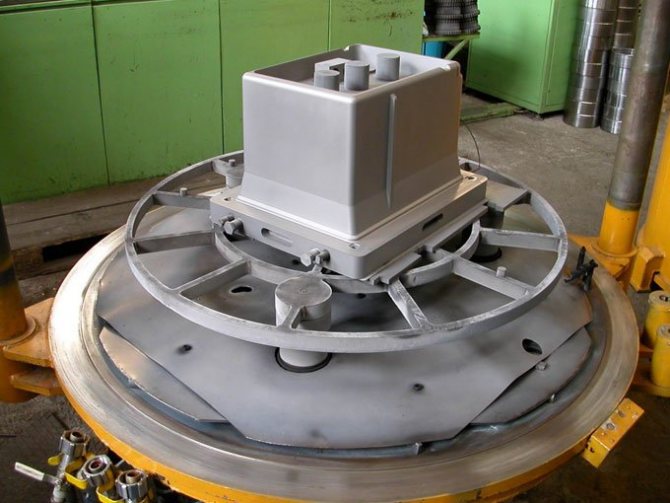
Изделие после обработки
Газовое
Насыщение стали азотом проводится при температурном диапазоне 400–1200 градусов Цельсия. При этом применяется диссоциированный аммиак. Характеристики можно изменять при помощи повышения или понижения температуры нагрева.
Чтобы выполнить обработку заготовки газовым методом, используются камерные и шахтные печи. Опытные металлурги рекомендуют использовать шахтные ретортные печи. Связано это с особенностями оборудования и возможностью равномерно распределять температуру по всей поверхности заготовки.
Каталитическое газовое
Этот способ обработки считается более модифицированным. Рабочим газовым составом является диссоциированный аммиак. Диапазон температур во время проведения азотирования выбирается в пределах 200–400 градусов Цельсия. Преимущество этого метода в том, что используются меньшие температурные режимы, чем при обычном газовом азотировании.
Оборудование для разогрева представляет собой комплекс элементов:
- панель управления и настройки печи;
- водное охлаждение;
- камера, в которой после включения образуется вакуум;
- механизмы, откачивающие воздух для создания вакуума;
- система, с помощью которой рабочая камера заполняется газом.
Чтобы изменить параметры слоев стали насыщенных азотом, применяется несколько способов. К ним относится насыщаемость азотом, добавка к рабочей среде метана, аргона, водорода.
Азотирование с применением растворов электролита
Анодный электролитный нагрев считается одним из скоростных способов обработки стальных поверхностей. Этот метод подразумевает под собой направление на заготовку импульсных зарядов электричества, которые проходят через всю деталь. При этом она должна находиться в ёмкости, заполненной электролитическим раствором.


Азотирование электролитом
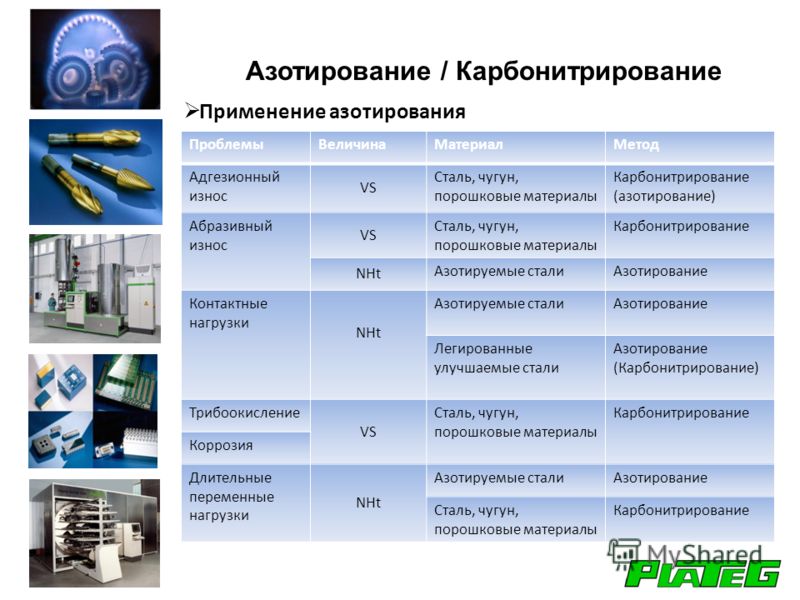
Обзор способов азотирования
Методы азотирования часто различают по агрегатному состоянию азота в исходном состоянии:
— жидкий: Карбонитрирование (цианирование) в расплаве солей
— газообразный: Газовое азотирование и карбонитрирование
— ионизированный газ: азотирование и карбонитрирование в плазме тлеющего разряда
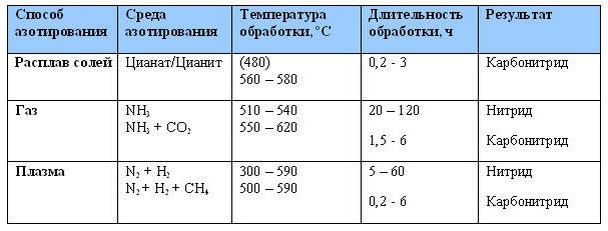
Таблица 1 — Обзор способов азотирования
Названные методы азотирования имеют, однако, свои достоинства и недостатки, которые должны приниматься во внимание при выборе азотирования как альтернативы цементации в зависимости от требуемых параметров детали и достигаемых свойств в процессе азотирования. Процесс азотирования в расплаве солей благодаря короткому времени процесса является очень гибким
Этот метод наиболее выгоден в тех случаях, когда на первом месте стоит повышение износо- и коррозионностойкости обрабатываемых поверхностей. Однако некоторые, более и менее значимые недостатки этого процесса, ограничивают применение данного метода, в особенности для больших деталей:
Процесс азотирования в расплаве солей благодаря короткому времени процесса является очень гибким. Этот метод наиболее выгоден в тех случаях, когда на первом месте стоит повышение износо- и коррозионностойкости обрабатываемых поверхностей. Однако некоторые, более и менее значимые недостатки этого процесса, ограничивают применение данного метода, в особенности для больших деталей:
Это интересно: Эжектор – что это такое? Принцип действия эжекторных насосов и их устройство
— Большие затраты на мойку после азотирования
— Большие затраты на восстановление и удаление соли и моечного раствора
— Большие затраты энергии при работе ванны, что ограничивает размер ванны
— Температура обработки сильно ограничена
— Частичное азотирование трудноосуществимо
Газовое азотирование и карбонитрирование — это более универсальные процессы азотирования, которые в прошедшие 10 лет интенсивно развивались с точки зрения технологии, оборудования и систем управления. Эти два метода являются очень хорошей альтернативой цементации. В особенности при обработке крупного инструмента и зубчатых колес на основании существенного снижения температуры обработки и отсутствия дальнейшей обработки азотирование имеет экономические преимущества по сравнению с цементацией.
Несмотря на высокий технологический уровень этих методов газового азотирования, имеется несколько моментов, которые ограничивают применяемость этих методов с технических, экономических и экологических точек зрения:
— Высокое потребление газа
— Использование горючих газов, что требует специальных мероприятий по защите
— Нет возможности депассивации поверхности деталей в процессе азотирования
— Невозможно азотирование нержавеющих сталей
— Высокие расходы по нанесению и удалению специальных средств для защиты неазотируемых поверхностей
Азотирование стали: назначение, технология и разновидности процесса
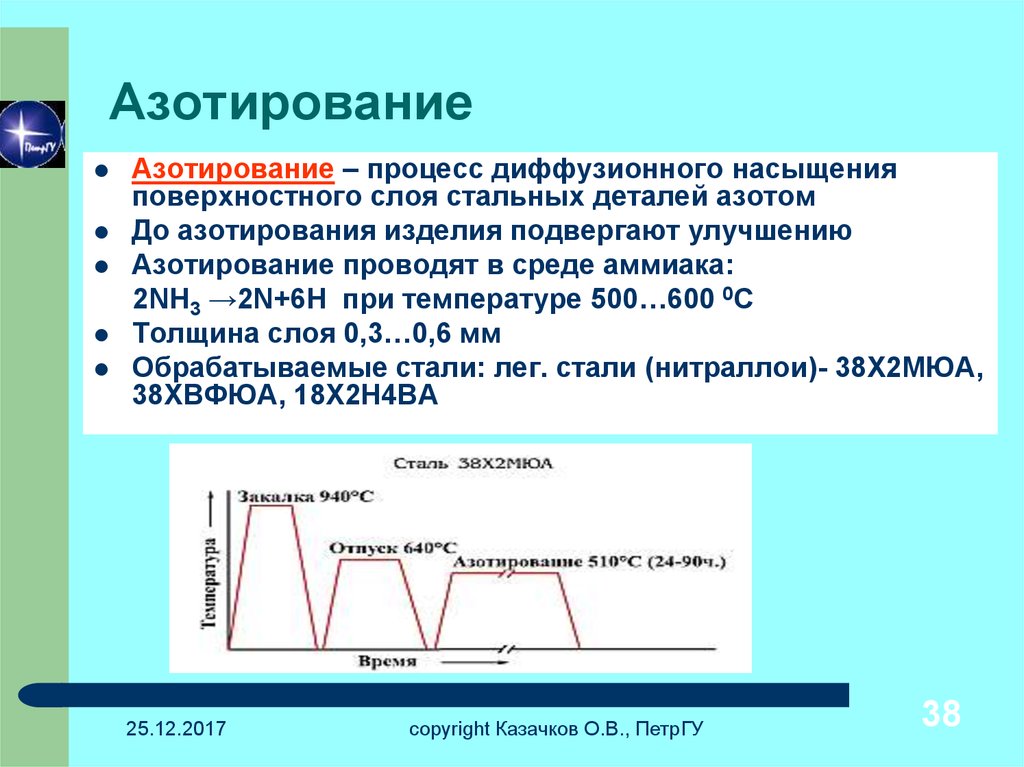
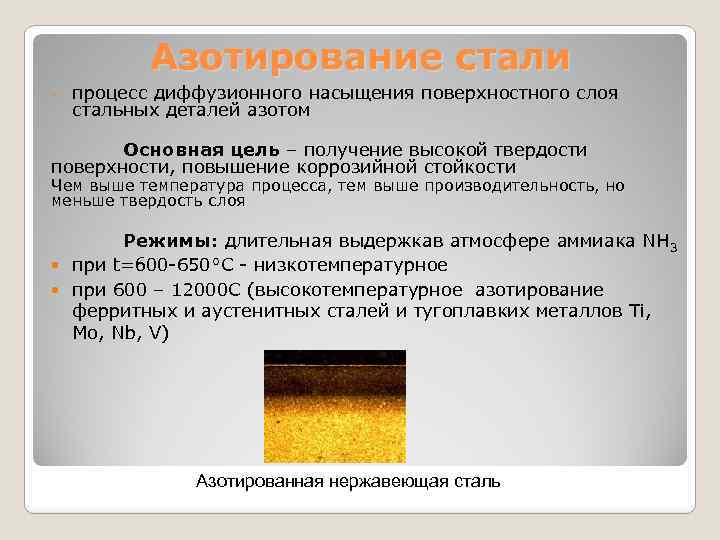
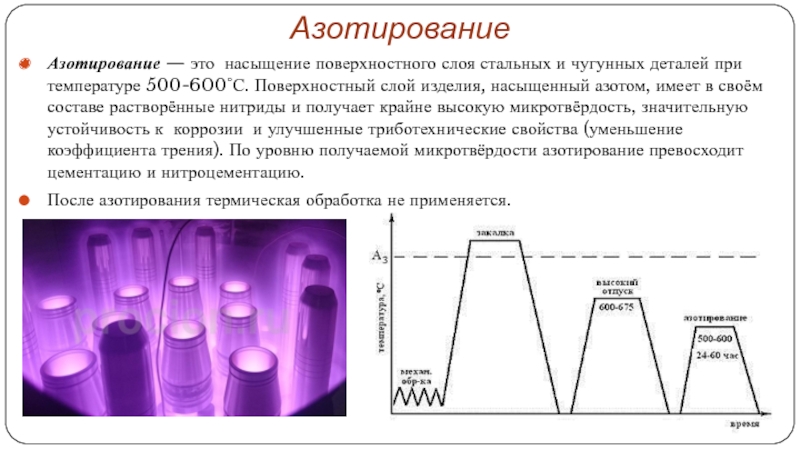
Азотирование, в процессе выполнения которого поверхностный слой стального изделия насыщается азотом, стало использоваться в промышленных масштабах относительно недавно. Такой метод обработки, предложенный к использованию академиком Н.П. Чижевским, позволяет улучшить многие характеристики изделий, изготовленных из стальных сплавов.
Суть технологии
Азотирование стали, если сравнивать его с таким популярным методом обработки данного металла, как цементация, отличается рядом весомых преимуществ. Именно поэтому данная технология стала применяться в качестве основного способа улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно увеличивается
Важно, что размеры азотируемых деталей не изменяются
Это позволяет применять такой метод обработки для стальных изделий, которые уже прошли закалку с высоким отпуском и отшлифованы до требуемых геометрических параметров.
После выполнения азотирования, или азотации, как часто называют этот процесс, сталь можно сразу подвергать полировке или другим методам финишной обработки.
Азотирование стали заключается в том, что металл подвергают нагреву в среде, характеризующейся высоким содержанием аммиака. В результате такой обработки с поверхностным слоем металла, насыщающимся азотом, происходят следующие изменения.


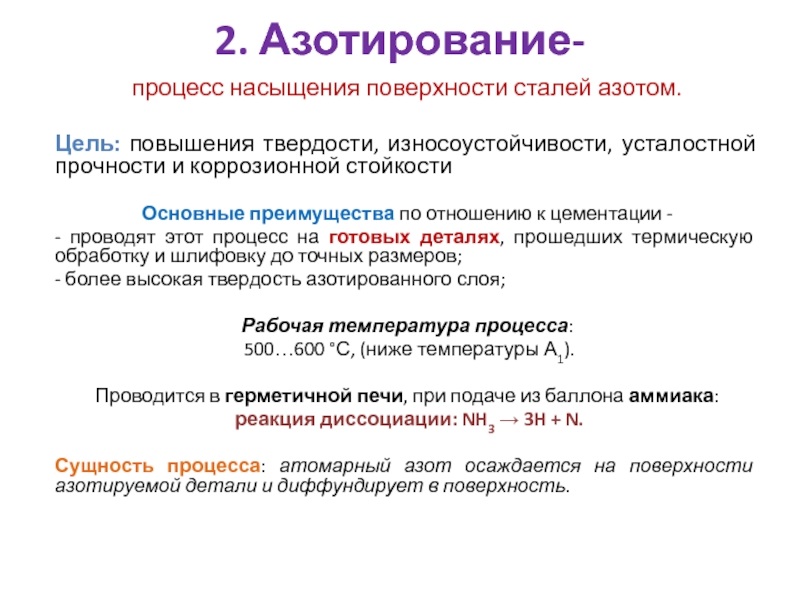

- За счет того, что твердость поверхностного слоя стали повышается, улучшается износостойкость детали.
- Возрастает усталостная прочность изделия.
- Поверхность изделия становится устойчивой к коррозии. Такая устойчивость сохраняется при контакте стали с водой, влажным воздухом и паровоздушной средой.
Выполнение азотирования позволяет получить более стабильные показатели твердости стали, чем при осуществлении цементации.
Так, поверхностный слой изделия, которое было подвергнуто азотированию, сохраняет свою твердость даже при нагреве до температуры 550–600°, в то время как после цементации твердость поверхностного слоя может начать снижаться уже при нагреве изделия свыше 225°. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации.
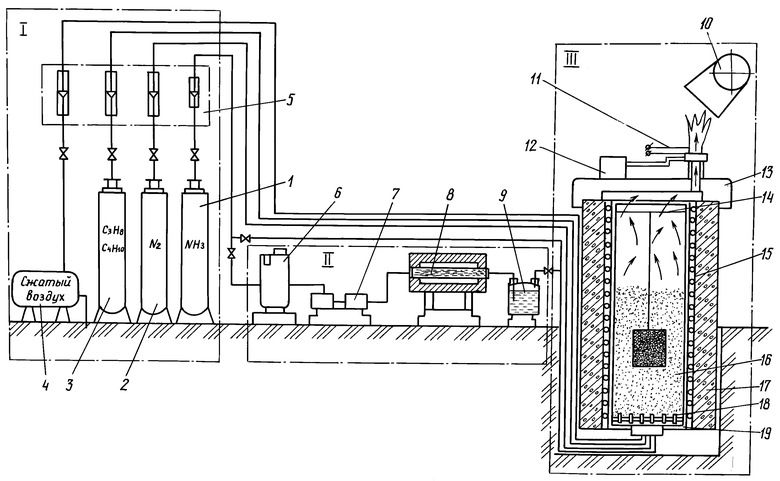
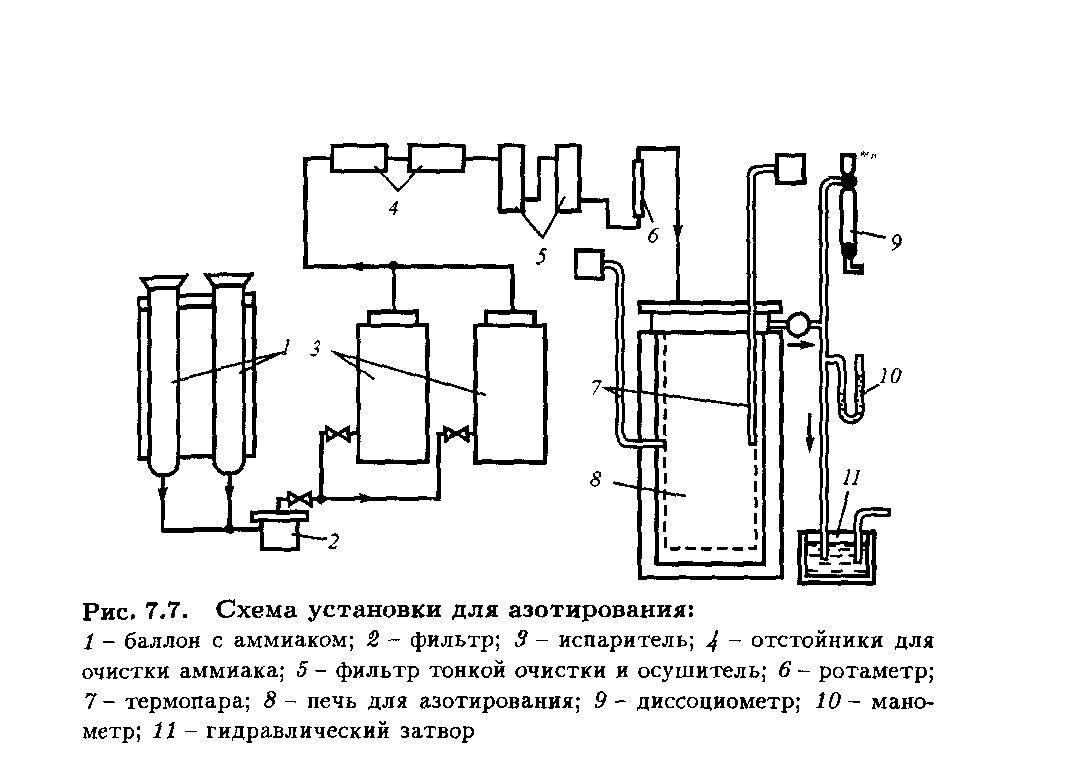
Как протекает процесс азотирования
Детали из металла помещают в герметично закрытый муфель, который затем устанавливается в печь для азотирования. В печи муфель с деталью нагревают до температуры, которая обычно находится в интервале 500–600°, а затем выдерживают некоторое время при таком температурном режиме.
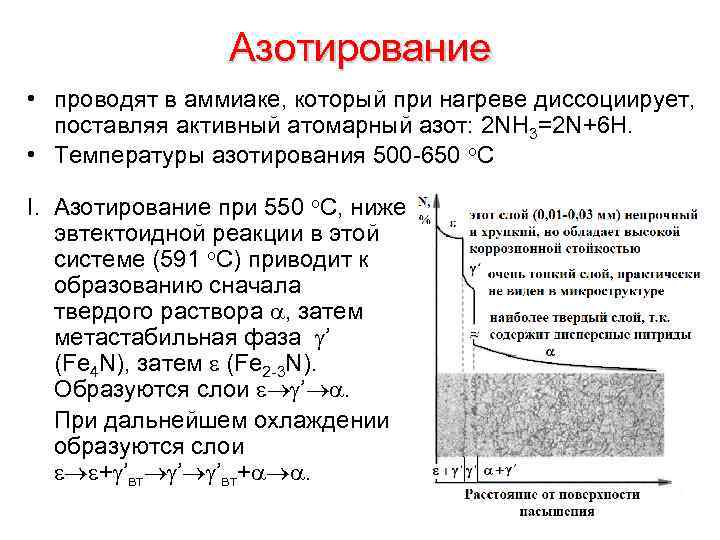
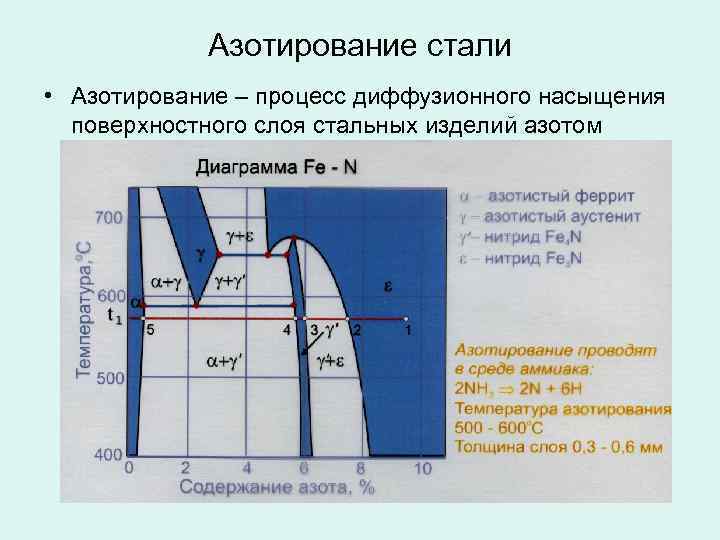
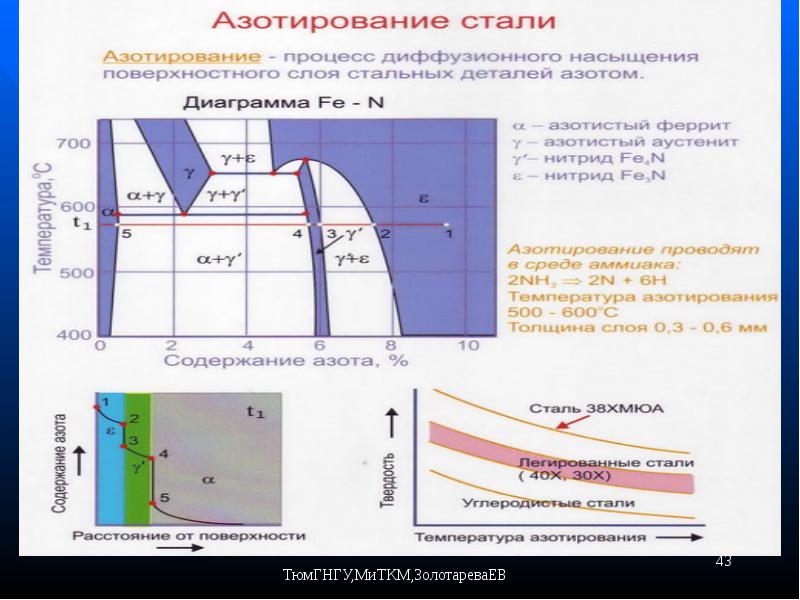
Чтобы сформировать внутри муфеля рабочую среду, необходимую для протекания азотирования, в него под давлением подается аммиак. Нагреваясь, аммиак начинает разлагаться на составные элементы, данный процесс описывает следующая химическая формула: 2NH3 → 6H + 2N.
Атомарный азот, выделяющийся в процессе протекания такой реакции, начинает диффузировать в металл, из которого изготовлена обрабатываемая деталь, что приводит к образованию на ее поверхности нитридов, характеризующихся высокой твердостью. Чтобы закрепить результат и не дать поверхности детали окислиться, муфель вместе с изделием и аммиаком, который в ней продолжает оставаться, медленно охлаждают вместе с печью для азотирования.
Нитридный слой, формирующийся на поверхности металла в процессе азотирования, может иметь толщину в интервале 0,3–0,6 мм. Этого вполне достаточно для того, чтобы наделить изделие требуемыми прочностными характеристиками. Обработанную по такой технологии сталь можно не подвергать никаким дополнительным методам обработки.
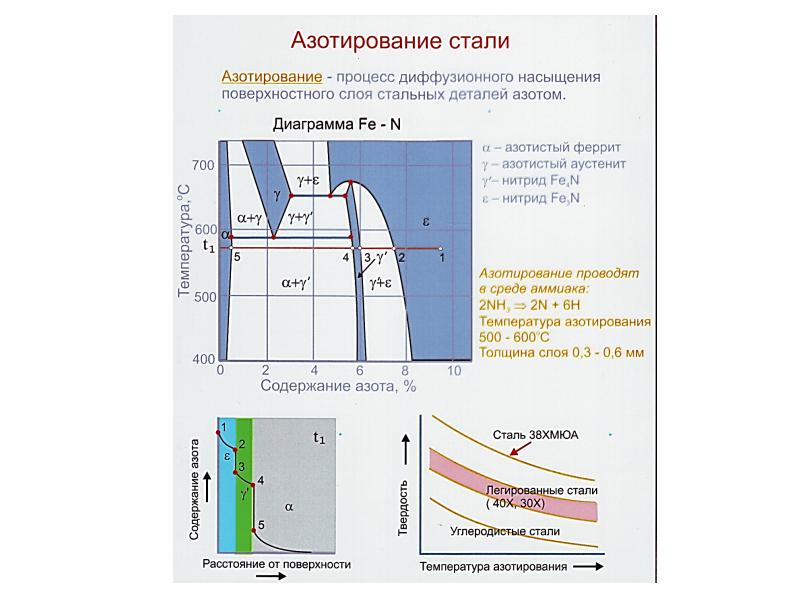
Процессы, протекающие в поверхностном слое стального изделия при его азотировании, достаточно сложны, но уже хорошо изучены специалистами металлургической отрасли. В результате протекания таких процессов в структуре обрабатываемого металла формируются следующие фазы:
- твердый раствор Fe3N, характеризующийся содержанием азота в пределах 8–11,2%;
- твердый раствор Fe4N, азота в котором содержится 5,7–6,1%;
- раствор азота, формирующийся в α-железе.
Дополнительная α-фаза в структуре металла формируется тогда, когда температура азотирования начинает превышать 591°. В тот момент, когда степень насыщения данной фазы азотом достигает своего максимума, в структуре металла формируется новая фаза. Эвтектоидный распад в структуре металла происходит тогда, когда степень его насыщения азотом достигает уровня 2,35%.
Технологическая схема азотации
Хоть азотация может выполняться различными способами, но схема подготовки материалов и технологических операций практически идентична. Существует несколько вариантов азотирования:
- газовое;
- инновационное плазменное;
- ионное.
Несмотря на разновидность азотирования металла результат обработки направлен на получение максимально прочного и износостойкого изделия.
Подготовительная термообработка
Данный вид обработки состоит из закалки изделия и его высоком отпуске. Закаливание стального элемента выполняется в температурном режиме выше 940 градусов. Охлаждение при подготовительной обработке производится исключительно в масле либо воде. После закалки металла при температуре 940 градусов происходит отпуск при 600-700 градусах. Обрабатываемая стальная деталь наделяется повышенной твердостью.
Механическая обработка
Операция заключается в шлифовке готовой детали. Точная геометрия деталей является залогом приобретения необходимых прочностных свойств и длительной эксплуатации её в дальнейшем.
Защита частей деталей, не подвергающихся азотации
Данный этап обработки стали необходим для защиты элементов, которые не должны азотироваться. Для защиты используется олово или жидкое стекло, которое наносится на поверхность металлической детали тонким слоем не более 0,015 мм. Технология электролиза для закрепления данных материалов обеспечивает его надежное крепление на поверхности сталесплава, а также высокую устойчивость к азотистой среде, поэтому вещество не проникает во внутреннюю структуру стальной детали.
Азотирование
Для разных марок стали нужна определенная температура нагрева. При этой температуре сталь выдерживают в течение определенного количества часов. Благодаря данным параметрам формируется слой на различной глубине, обеспечивающем определенную номинальную твердость поверхности. Для стали марки 7ХЗ температура нагрева составляет 500-520 градусов. Выдержка стали происходит в течение 48-60 часов, обеспечивается глубина слоя 0,4-0,5 мм, а номинальная твердость поверхности составляет 1000-1100.
Итоговая обработка
Данный этап обработки стали позволяет довести геометрические и механические параметры стального элемента до необходимого значения. Так как во время азотирования изменения геометрии весьма незначительно, то на финише изменения будут минимальными. Несмотря на то, что деталь подвергается минимальной температурной обработке, всё же придётся несколько доработать элементы, так как азотистый слой может несколько влиять на геометрию. Для того чтобы избежать какой-либо деформации в процессе азотации элемента, можно использовать более совершенную технологию — ионное азотирование. Технологический процесс ионно-плазменной азотации предполагает минимальные показатели воздействия температурных режимов на детали из стали, вероятность деформирования стали стремится к минимуму.
Ионно-плазменное азотирование зарекомендовало исключительно с положительной стороны. Среди плюсов стоит подчеркнуть, что азотация происходит при пониженных температурах, в отличие от традиционных вариантов. Для того чтобы осуществить ионно-плазменную азотацию, чаще всего используют сменный муфель либо вмонтированную деталь установки. Данные элементы обеспечивают ускорение процесса совершенствования металла, но не во всех случаях экономически оправданы.
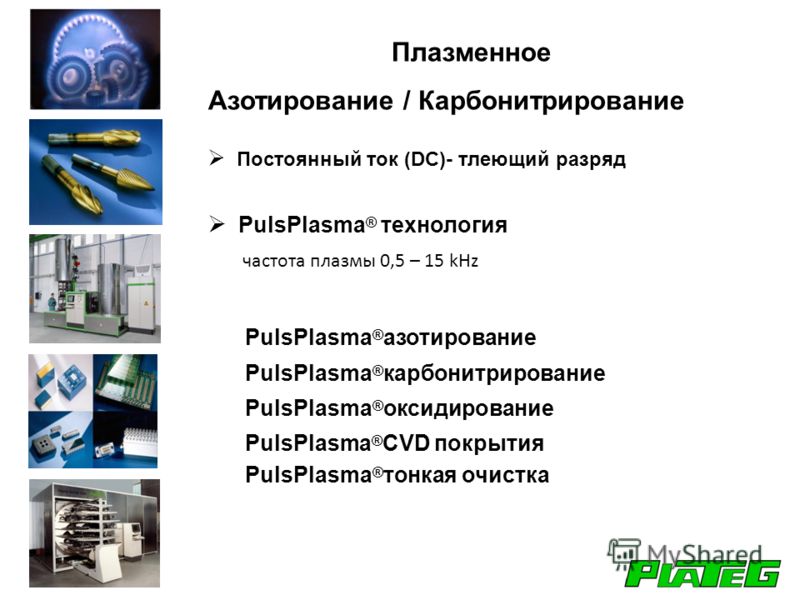
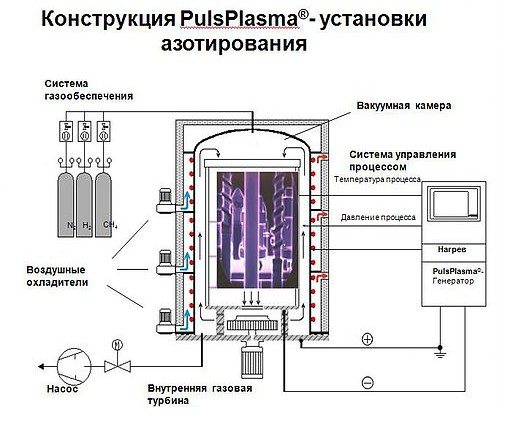
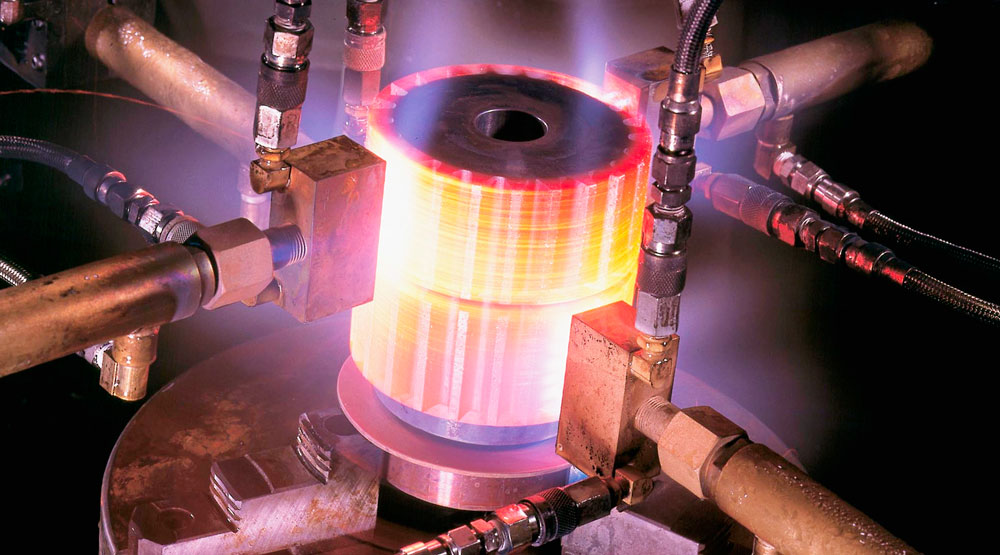
PulsPlasma — азотирование
Первое применение азотирования в плазме появилось в 30-х и 40-х годах прошлого столетия. Позже, в 60-70-х годах этот метод развился до индустриальных масштабов. Первые установки азотирования в плазме имели холодные стенки камеры и работали с постоянным током. Дальнейший толчок в развитии азотирование в плазме получило в середине 80-х годов с появлением т.н. пульсирующего метода. При этом возбуждение плазмы достигается посредством пульсирующего постоянного напряжения. Появление электрической дуги избегается с помощью постоянного прерывания напряжения. Также необходимо разделять подводимую мощность плазмы и нагрев деталей до температуры обработки. Установки постоянного тока с необходимостью охлаждения стенок камеры для отвода избыточной тепловой энергии (установки с холодными стенками) постепенно теряют актуальность. Установки с горячими стенками с отдельным нагревом стенок камеры являются сегодня стандартом в плазменном азотировании.
При классических процессах азотирования и карбонитрирования в расплаве солей и газах происходит диссоциация азотосодержащих компонентов и образование азотированного слоя вследствие термохимического процесса в условиях атмосферного давления или небольшого избытка давления. Для разложения азотосодержащих компонентов, активации процесса и образовании нитридов необходима энергия термической реакции. Для поддержания процесса азотирования существует минимальная температура, при которой процесс насыщения еще не идет или идет очень медленно, что экономически не выгодно. Необходимые температуры процессов приведены в таблице 1.
В противоположность названным выше процессам при PulsPlasma — азотировании необходима энергия возбужденного газа (плазма тлеющего разряда), чтобы активировать необходимую реакцию для образования связующего слоя (СС) и диссоциации молекул азота на атомы.
Азотируемые детали, сформированные в садку, помещаются в нагреваемую вакуумную камеру. После откачки до рабочего давления (50 до 400 Па) между садкой (катод) и стенкой камеры (анод) прикладывают пульсирующее напряжение более сотни вольт, так что находящийся в камере газ ионизируется и становится электропроводным. В зависимости от величины приложенного напряжения между обрабатываемыми деталями и стенкой камеры зажигается тлеющий разряд, который в зависимости от давления, температуры и газа характеризуется определенным свечением. Активные атомы азота в смеси обрабатывающих газов могут образовывать с атомами железа азотируемой стали химическое соединение. Кроме того атомы азота диффундируют в зависимости от температуры и времени в глубь стали.
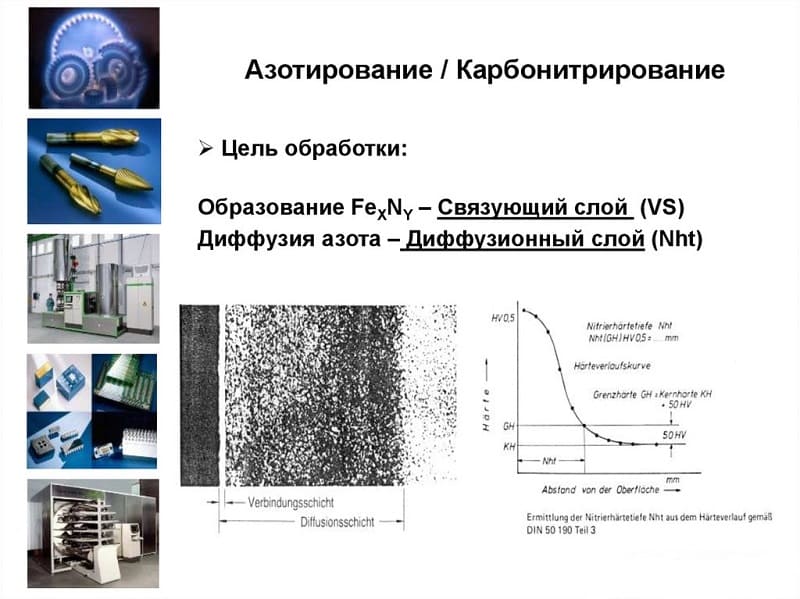
Для PulsPlasma — азотирования или карбонитрирования применяют смеси азота и водорода и газы с добавками углерода, как, к примеру, метан. В процессе азотирования происходит осаждение на поверхности обрабатываемой детали атомов азота с образованием нитрида железа FexNy – связующего слоя СС. В зависимости от продолжительности процесса насыщения и температуры атомы азота проникают вглубь приграничной зоны и образуют диффузионный слой (ДС). Этот азот может располагаться как в кристаллической решетке железа, так и содержаться в виде соединений. Образованные с помощью PulsPlasma — процесса слои в основном имеют схожее строение со слоями, полученными другими методами азотирования. СС располагается, в зависимости от материала и параметров процесса, в области около 1 – 20 мкм. Толщина диффузионной зоны, характеризующей толщину упрочненного слоя, может составлять при стандартных условиях азотирования до 0,6 мм.
Азотирование на глубину больше 0,6 мм, к примеру, для высоконагруженных деталей редукторов, возможно в случае подбора подходящего материала.
Свойства и преимущества укрепленных поверхностей
Стали, которые подвергаются азотированию, приобретают такие показатели твердости:
- 250-200 HV – углеродистые;
- 800-600 HV – легированные сплавы;
- 1200 HV – насыщенные алюминием, хромом, другими добавками нитраллоя.

Еще один важный практический плюс, получаемый в результате обработки, – коррозионная стойкость. Упрочненные таким образом детали перестают бояться ржавчины, от окисления они уже не разрушатся, а значит при использовании (как в кратко-, так и в долгосрочной перспективе) они начинают вести себя более стабильно и предсказуемо. Следующее ключевое достоинство метода – неизменность любых других показателей, включая геометрические. Глубина азотирования, необходимая для придания достаточной твердости, сравнительно небольшая. Укрепляющий слой получается всего 0,5-0,6 мм в толщину: если он и увеличивает линейные размеры заготовки, то несущественно, а на отпуск вообще никак не влияет.





И, наконец, отсутствие дефектов в процессе реализации метода. Любая разновидность операции упрочнения нитридами считается щадящей, так как проводится при такой температуре, при которой атомная решетка материала не меняется, а стабилизируется.
В качестве завершения предлагаем ознакомиться с полезными роликами по теме. Они помогут не только в общих чертах представлять себе цель азотирования металла вообще и сталей в частности, но и предметно понять, каким же образом осуществляется этот процесс. А в том, что он заслуживает реализации, уже не приходится сомневаться, ведь его конечный результат – упрочненная деталь, готовая к длительной эксплуатации.
Заключение

Технологии обработки металлов предполагают широкий ассортимент способов механического и химического воздействия. Некоторые из них являются типовыми и рассчитываются на стандартизированное наделение заготовок конкретными технико-физическими способами. Другие же ориентируются на специализированную доработку. Ко второй группе можно отнести азотирование стали, которое допускает возможность практически точечной доработки внешней поверхности детали. Такой способ модификации позволяет одновременно формировать барьер от наружного негативного влияния, но при этом не изменять основу материала. На практике таким операциям подвергаются детали и конструкции, которые используются в строительстве, машино- и приборостроении. Особенно это касается материалов, изначально подвергающихся высоким нагрузкам. Впрочем, существуют и показатели прочности, которых невозможно достигнуть благодаря азотированию. В таких случаях применяется легирование с глубинной полноформатной обработкой структуры материала. Но и она имеет свои недостатки в виде вредных технических примесей.
Цементация может проводиться в твердых, газообразных и жидких углеродсодержащих средах, которые называются карбюризаторами. Нагрев осуществляют в среде, легко отдающей углерод.
Цементация в твердой среде
Наиболее старым способом является цементация в твердой среде. Детали укладываются в стальной ящик, должны быть полностью покрыты карбюризатором(уголь) и не касаться друг друга и стенок ящика. Ящик герметично закрывается и загружается в печь. При нагреве образуется окись углерода (CO), которая в свою очередь разлагается на углекислый газ (СО2) и атомарный углерод. Так как детали нагреты до температуры выше критической точки Ас3, атомарный углерод проникает вовнутрь мягкого железа.
Режимы обработки: 900-950 градусов, 1 час выдержки на 0,1 мм толщины цементированного слоя. Для получения 1 мм слоя — выдержка 10 часов.
В последнее время нашла широкое применение цементация газами. Детали загружают в печи в которые вводят цементующие газы (окись углерода и метан). При нагреве газ разлагается, образуя атомарный углерод. Продолжительность процесса газовой цементации меньше, чем цементации твердым карбюризатором, так как нагрев и охлаждение производятся с большими скоростями, чем это можно осуществить в цементационных ящиках. Кроме этого, газовая цементация имеет ряд других преимуществ: возможность точного регулирования процесса цементации путем изменения состава цементующего газа, отсутствие громоздкого оборудования и угольной пыли и возможность производить закалку непосредственно из печи. Процесс газовой цементации более экономичен