
Механизмы подачи
Еще совсем недавно использовали для подачи тянущее или толкающее устройство, но сейчас все изменилось и стали применять многофункциональный механизм с электронной системой управления. Контроль параметра режима работы позволяет существенно упростить весь процесс сварки. Существует три вида устройств с подачей материала, которые разделяются из-за способа протяжки проволоки.
- Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки.
- Тянущего действия — такой механизм собирается внутри полуавтомата в корпусе горелки, он осуществляет подачу материала на себя. Он дает преимущество работать по необходимости с рукавами повышенной длины. Недостатком является то, что он утяжеляет горелку, а это отражается на работоспособности сварщика и замедляет процесс работы.
- Комбинированные — они совместили в себе тянущие и толкающие механизмы, такие устройства встречаются очень редко.
В механизме применяются 2-х и 4-х роликовые схемы, это зависит от диаметра проволоки. Для диаметра небольшого — 1-1,2 мм используется двухроликовая схема, она состоит из ведущего и прижимного ролика. Если предстоит работа с более толстой проволокой, тогда применяется механизм с двумя прижимными и двумя ведущими роликами. Они обеспечивают всему механизму более стабильную подачу в нужную зону даже в том случае, когда он находится на незначительном удалении от горелки.
Подача проволоки происходит благодаря прижатию между роликами. Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Современные виды механизмов подачи
На сегодняшний день можно приобрести современные устройства подачи проволоки, которые представляют собой сложные электронные устройства, они позволяют значительно снизить время выполнения сварочных работ. Механизм оснащен пультом управления, с помощью которого подается сигнал на горелку, она совмещена с пультом. В момент нажатия на кнопку происходит подача проволоки, подача прекращается в момент, когда кнопка отпускается. В следующий раз, когда необходимо подать материал нужно только слегка нажать кнопку пульта. Все устройства могут работать продолжительное время с короткими стежками сварки. Благодаря электронной системе осуществляются все необходимые функции.
- Стабилизирует скорость подачи проволоки
- Возможность регулировать скорость
- В отдельных моделях есть функция памяти, она запоминает до 10 программ в сварочном режиме.
- Функция холодной протяжки помогает быстро и легко доставить проволоку в горелку.
- Функция продувки газом дает возможность оборудованию работать более длительный период времени. Перед началом и после окончания проведения сварочных работ необходимо делать продувку газом.
- Некоторые модели оснащены функцией регулировки времени отжига сварочной проволоки.
Все современные механизмы укомплектованы информативными дисплеями, индикаторами, они помогают контролировать текущие параметры, настройки в процессе работы, программы. Все модели достаточно просты в эксплуатации с ними могут разобраться даже домашние мастера.
Особенности в работе с устройством
Автономная работа механизма является одним из основных его преимуществ, он может работать вне полуавтоматического сварочного аппарата. Когда работы ведутся в неудобных и труднодоступных объектах есть возможность установить механизм отдельно на большом расстоянии от сварочного аппарата. Кроме положительных моментов, также есть и отрицательные стороны, о которых следует упомянуть. Блок нуждается в качественном и своевременном техническом обслуживании, поэтому если не знать хорошо его устройства с этим справиться будет сложно.
Механизмы могут быть стационарными и переносными, для работ, которые требуют переноски аппарата, обычно используют переносные блоки, а для мест, куда невозможно перенести его применяют стационарного типа. Переносные механизмы считаются более практичными и удобными в работе.
При выборе устройства нужно учитывать некоторые параметры:
- Максимальная подача проволоки
- Допустимый диаметр материала
- Скорость и доступные настройки
- Мобильность, вес и габариты блока.
Плюсы и минусы полуавтомата (проволочного аппарата)
У полуавтомата есть множество преимуществ, из-за которых он так популярен среди любителей и профессионалов. Мы перечислим основные.
Самый главный плюс полуавтомата — это достойное качество сварных соединений. Аппарат настолько прост в применении, что с работой справится даже новичок или любитель. Швы получаются качественными потому, что дуга легко поджигается, горит стабильно на протяжении всего процесса сварки и сам металл защищается газом или флюсом.
Также отметим, что сварка полуавтоматом достаточно производительна, не смотря на то, что она немного сложнее РДС сварки. В процессе вам не нужно постоянно менять электроды и отвлекаться. Достаточно поставить катушку с проволокой в подающий механизм и можно варить. Именно поэтому полуавтомат можно встретить не только на даче или в гараже, но и в частной мастерской или на СТО.
Следующий плюс — универсальность. С помощью полуавтомата можно варить все типы металлов, в том числе те, которые вызывают трудности при ручной дуговой сварке. Тот же алюминий или нержавеющая сталь. Их не так просто сварить из-за окисной пленки, образующейся на поверхности металла. Но полуавтомат справляется с этой проблемой. Также можно варить очень толстые и очень тонкие детали, не беспокоясь о непроварах или прожогах.
Отметим, что даже бюджетный полуавтомат зачастую снабжается большим количеством настроек, так что вы сможете подстроить каждый параметр под себя. Можно экспериментировать с подачей проволоки или формой пламени горелки. И не смотря на множество регулировок, аппарат остается простым в применении и во многом интуитивно понятным. С ним справится любой.
Перейдем к минусам. Их немного, и на наш взгляд они не так существенны, но все же.
Первое, с чем вы столкнетесь — с необходимостью покупки множества комплектующих. Газовый баллон купи, проволоку купи, горелку купи, рукав для полуавтомата купи, редуктор на баллон купи… Сможете ли вы потратиться или вам проще купить электроды с покрытием и варить дальше своим инвертором или старым трансформатором? Задумайтесь.
Второе, на что вам нужно обратить внимание — это на трудности с перевозкой всего перечисленного выше комплекта. Сам полуавтомат может весить 15-20 кг, что не так уж много
А вот все комплектующие к нему + газовый баллон весят в разы больше. Проблема решается, если установить все на специальную тележку.
Электрические аппараты высокого напряжения
К электрическим аппаратам высокого напряжения относятся различные устройства, выполняющие функции по управлению, защите и контролю электрических цепей и систем.
Перечень видов электрических аппаратов высокого напряжения схож с рассмотренным выше списком электрических устройств. К таким видам аппаратов относятся:
- коммутационные аппараты;
- устройства для заземления отдельных участков цепи электрического тока (заземлители);
- приборы для замыкания цепи под нагрузкой (короткозамыкатели);
- оборудование для выключения цепи электрического тока при коротком замыкании, ограничивающие аппараты.
На что обратить внимание
По сути, чаша выбора держится всего на «2 слонах»: рекомендуемые характеристики и тип аппарата
Именно на это необходимо сосредоточить внимание
Тип аппарата
Как выбрать сварочный аппарат для дома? Полуавтомат, TIG, аргонно-дуговая сварка, трансформатор – это для профессионалов. Они очень дорогие и весьма сложные в освоении.
Сварочный аппарат инверторного типа намного проще и дешевле.
Рекомендуемые характеристики
Важнейшая характеристика сварочного аппарата типа «инвертор» — сварочный ток.
Тут необходимо понимать, что от заявленного показателя необходимо отнимать 50А, потому что:
- Это заявленный ток на выходе. Фактически он не учитывает подключение проводов.
- Сквозь провода и электроды происходят потери сварочного тока.
Поэтому, если выбор сварочного аппарата пал на модель с заявленным током в 150А, стоит ждать не более 100А.
Также к наиболее важным характеристикам относятся следующие.
Рабочий цикл
Т.к. работать ММА работает с огромными напряжениями, начинка быстро прогревается до высочайших температур. Рабочий цикл отражает временной период, при котором аппарат может нормально работать без критического перегрева.
В инструкции рабочий цикл указывается в виде процентной пропорции от 10 минут. Т.е. РЦ 55% означает, что сварочник может работать 5:30 без перерыва. Далее наступает критическая фаза, при которой возможна поломка. На «отдых» уходит оставшиеся 45% от цикла.
Нормальный показатель для бюджетной категории — 40%.
Сетевой фильтр
Указывает на погрешности в электросети, которые сварочник способен подавить. Выражается так же в процентах. Если в инструкции указано, что аппарат может работать при отклонении в -+10%, значит его диапазон от 198В до 242В, при условии
Диапазон токовой регулировки
Это диапазон, в котором можно выставлять тон на аппарате. Это необходимо для сваривания различных марок стали или цветных металлов.
Для бытовых моделей нормальным стартом является 20А.
Дополнительные опции
Не являются обязательными, но желательно, чтобы в аппарате они были. Во многом они определяют простоту работы и долговечность самого сварочника:
- Горячий старт. Грубо говоря, это функция позволяет быстро включать дугу, не дожидаясь «прогрева» аппарата.
- Форсаж дуги. Функция форсирования электрической дуги по мере приближения электрода к свариваемому металлу. Позволяет снизить нагрузку на аппарат в период простоя.
- Антизалип. В ММА сварке есть ключевой недостаток — электрод часто прикипает к свариваемому металлу. В этот момент он начинает раскаляться, увеличивается нагрузка и, как итог, ломается сам аппарат. Антизалипание фиксирует внезапное повышение напряжения, а после отключает аппарат.
Вертикальная и горизонтальная кольцевые бандажные дуги
Постепенно стоматологи выяснили, что аппарат Энгля и подобные ему конструкции в основном воздействуют на коронковую часть зубов, то есть не перемещают их, а всего лишь наклоняют. Поэтому ученые создали новые аппараты, чтобы перемещать зубы корпусно. Сам Энгль в 1912 году предложил вертикальную и горизонтальную кольцевую бандажную дугу – два аппарата с похожим принципом действия.
Вестибулярная дуга
В этой версии аппарата плоская дуга укладывалась на особые скобки, припаянные спереди к кольцам, закрепляемым на все перемещаемые зубы. Концы этой дуги затем фиксировались в бандажных кольцах первых моляров.
Горизонтальная дуга
У этой дуги плоская поверхность была направлена горизонтально, так что она касалась передней поверхности зубов гранью.
Изготавливать эти аппараты было достаточно проблематично, так что их со временем вытеснили другие приспособления для корпусного перемещения зубов.
На какие модели обратить внимание
Модели представлены в двух видах:
- выпрямитель;
- инвертор.
Выпрямитель
Представляет собой силовой трансформатор и блок диодов, вырабатывающих однонаправленный пульсирующий ток. Снабжаются механизмом подачи проволоки. Работают в нескольких режимах:









- MIG/MAG — используется проволока сплошного сечения.
- Применяется активированная проволока — композитный материал из слоя защитного флюса, основного металла и легирующих добавок.
- Порошковый электрод — пустотелая трубчатая конструкция с флюсом внутри.
- Точечная контактная сварка (для профессиональных моделей).
Большинство выпускаемых моделей относится к полу- и профессиональному классу. Сварочники проволочные, применяемые в быту или малых мастерских, обладают:
- мощностью до 10 кВт;
- максимальным сварочным током до 250 А;
- напряжением холостого хода 15-45 В;
- массой 25-35 кг.
Модель СПЕЦ MAG-172. Полуавтомат, применяемый для сварки в режиме «с газом/без газа». Соединяет черную и нержавеющую сталь, цветные металлы (алюминий, медь) и сплавы на их основе.

Модель ЭНКОР-140 MIG 56731. Аппарат для работ с низкоуглеродистой или нержавеющей сталью. Применяется с инертным или активным газом. Возможно использование порошкового гибкого электрода.
| Характеристики | СПЕЦ MAG-172 | ЭНКОР-140 MIG 56731 |
| Мощность | до 6.3 kWt | до 5.5 kWt |
| Ток | до 250 A | до 140 A |
| ПВ на предельном режиме | не более 10% | не более 10% |
| Масса в сборе | до 35.5 кг | до 28 кг |
Инвертор
Источник создания дуги — инвертор. Состоит из первичного и вторичного выпрямителей, высокочастотного трансформатора, блока управления. Настройки автоматизированы. Имеют малые габариты, обладая функциями:
- Ручная электродуговая сварка всеми электродами.
- Соединение деталей с использованием инертного или активного газа при автоматической подаче гибкого электрода.
- Применение порошкового электрода или активированной проволоки.
- Работа неплавящимся электродом с использованием газа или без него.
Производятся модели всех классов: бытовые, полу- и профессиональные. Удобны для начинающих сварщиков. Это объясняется:
- простотой пользования;
- стабильными характеристиками электродуги;
- устойчивость к изменениям параметров напряжения в стационарной электросети.

Модель Ресанта САИПА 135. Полуавтоматический аппарат, используемый для соединения заготовок из черных и нержавеющих сталей, цветных металлов. Применяется для сварки с газом и без него, а также с порошковой проволокой.Модель Сварог REAL MIG 200. Полуавтомат для работ в режимах MMA, MIG/MAG и порошковыми электродами. Соединяет низкоуглеродистую и нержавеющую сталь, алюминиевые сплавы. Напряжение электросети 220 V.
| Характеристики | САИПА 135 | СВАРОГ REAL MIG 200 |
| Мощность | до 6.6 kWt | до 5.4 kWt |
| Ток | до 110 A | до 200A |
| ПВ на предельном режиме | не более 70% | не более 60% |
| Масса в сборе | 11 кг | 13 кг |
Необходимые материалы и инструменты
Устройство сварочного аппарата
Как и для других методов электросварки, сварочные работы полуавтоматическим аппаратом проводятся при наличии полного комплекта оборудования – самого аппарата со всеми принадлежностями, соединяемых деталей металла, и, конечно же, защитной одежды – маски, перчаток, брезентовой куртки и брюк, рабочих ботинок с негорючей подошвой.
К самому аппарату, в зависимости от требуемой комплектации, требуется газовый баллон, по возможности специальный редуктор, соединительные шланги.
Для обслуживания газовой горелки, скорее всего, понадобится специальный спрей для очистки сопла горелки.
В качестве средств защиты рекомендуется использовать специальную шлем-маску сварщика с УФ-фильтром, срабатывающим при появлении сварочной дуги.
Для удобства работы, бывалые профессионалы рекомендуют обзавестись несколькими переносными прожекторами или хотя бы вкрутить в светильники лампочки помощнее.
Плюсы и минусы сварочных полуавтоматов
Схема сварочного выпрямителя с регулятором тока для самодельного мультисварочного трансформатора.
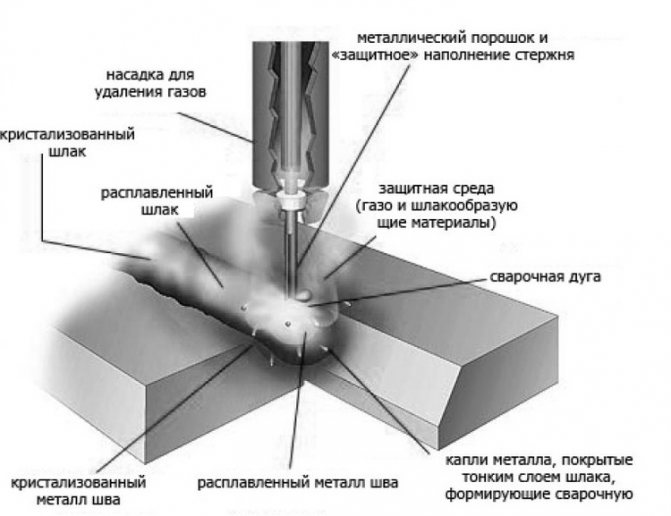
Сварочный аппарат такого типа работает по следующему принципу: сначала сварочная проволока (чаще всего используется проволока диаметром до 1,6 мм) подается особым механизмом в рабочую зону. Там она расплавляется в среде активного газа и поступает в сварочную ванну. Под воздействием газа воздух возле сварочной ванны вытесняется, за счет чего обеспечивается защита шва от кислорода. Используются углекислый газ, гелий, аргон и их сочетания. Если применяется флюсовая проволока, то газ в рабочую зону не подается.
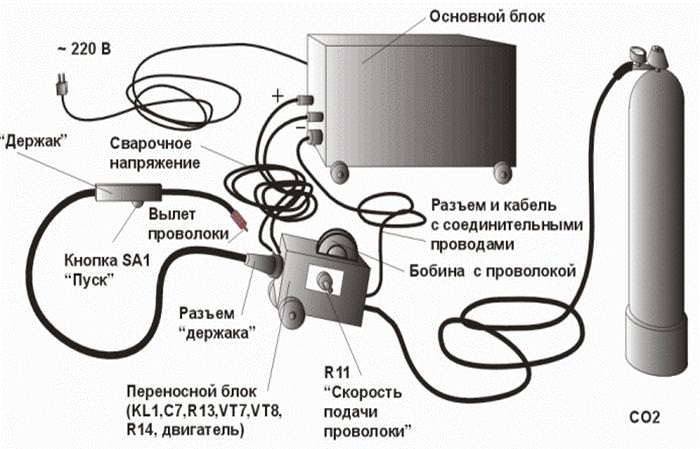
По своей конструкции такой сварочный аппарат представляет стационарную установку, которая состоит из источника питания, газоподающей оснастки, системы управления, блока, подающего присадочную проволоку, рукава и горелки, газовых баллонов. Работа данной системы регулируется путем использования определенных присадок и газа, изменения скорости подачи проволоки и силы тока.
Главные преимущества сварочных полуавтоматов заключаются в том, что:
- они позволяют легко сваривать тонколистовые детали;
- обеспечивают высокое качество швов разной длины;
- имеют высокую производительность;
- могут использоваться для сварки множества разных материалов;
- имеют различные настройки и регулировки.
https://moyakovka.ru/youtu.be/tyal7Jf8mWg
Недостатки:
- достаточно высокая стоимость;
- необходимость подключения аппарата к специальной сети или использования баллонов;
- трудности во время работы на улице, вызванные тем, что газовая среда нуждается в защите от сдувания;
- высокая цена расходных материалов.
https://moyakovka.ru/youtu.be/bZlG5OzDhas
Таким образом, зная, какие характеристики нужно учитывать во время выбора сварочных аппаратов и разбираясь в преимуществах и недостатках различных типов оборудования, вы сможете подобрать наиболее оптимальную модель агрегата. Удачного выбора!
Классификация и маркировка сварочных аппаратов
При приобретении оборудования, многие задаются вопросом о том, какой сваркой лучше варить кузов автомобиля. Для правильного выбора, нужно знать, как классифицируется сварочные аппараты.
Аппарат на переменном токе
Сварочные аппараты, популярны среди автомобилистов, однако их использование имеет ряд недостатков:
- Сварные швы имеют низкое качество.
- Электрод, в силу громоздкости сварного оборудования, не способен достать до ряда участков, требующих ремонта.
- Потребуется время для освоения сварочного аппарата.
- Подходит для варки толстого (более 5 мм) железа. На кузове авто зачастую встречается металл толщиной от 3 мм. Они практически сразу насквозь прожигаются аппаратом на переменном токе.

Инвертор
Что касается использования инвертора при ремонте кузова автомобиля, то это оборудование подойдет для:
- Получения хорошего качества сварных швов.
- Быстрого выполнения ремонтных работ.
- Использования устройства в условиях пониженного напряжения сети.

Инвертор имеет и ряд недостатков:
- Высокая стоимость оборудования.
- Чувствительность пыли.
- Толщина свариваемого металла не должна превышать показатель в 3 мм.
Углекислотный полуавтомат
Сварочный полуавтомат для кузовных работ имеет следующие преимущества использования:
- Аккуратный сварной шов высокого качества.
- Можно выполнять варку металла толщиной от 0,8 до 6 мм.
- При использовании аргона возможность восстановления деталей из цветных металлов.
- Нет необходимости в поддержании постоянной дуги.
- Степень деформированности металла автомобиля ниже, в результате уменьшается расходность материалов.

К недостаткам полуавтомата относят большую массу и габариты – из-за этого, устройство можно использовать только в пределах гаража. Для функционирования прибора необходима только розетка.
Полуавтомат используют при починке элементов из цветных металлов. Чтобы соединить такие детали, применяют технологию газовой сварки. На корпусе устройства расположена маркировка следующего вида:
- МИГ или MIG. Модель с данной маркировкой предназначена для сваривания деталей из алюминия и прочих цветных металлов.
- МАГ или MAG. Устройство для сваривания элементов из стали, черных металлов. Соединение выполняется с использованием окисей углерода и активных газов.
- ТИГ или TIG. Сварка деталей выполняется при помощи вольфрама. Этот элемент устойчив к воздействию высоких температур.
Выбор проволоки
Не стоит выбирать самый дешёвый (скорее всего, китайского производства) вариант. Ведь именно от присадки зависит качество будущего соединения. В ГОСТ 2246-70 указывается более 75 видов проволоки для сварочных полуавтоматов.
Помимо этого существует ещё несколько десятков наименований проволочной продукции, чьи характеристики определяются Техническими Условиями (ТУ).
Подбирать проволоку следует таким образом, чтобы она соответствовала свариваемого металлу. То есть, например, алюминиевая проволока подойдёт только для алюминиевых изделий. На данный момент в свободной продаже можно найти как обычные алюминиевые (стальные, медные, никелевые и т. д.) проволоки, так и изделия с флюсовым слоем внутри.
Но для создания качественного шва проволочный аппарат обязан иметь безупречный алгоритм подачи и протягивания. Пока этим могут похвастаться лишь аппараты, сделанные в странах Евросоюза.
Кстати, сама по себе флюсовая проволока из того же алюминия может иметь весьма высокую стоимость, что наверняка устроит не всех домашних мастеров.
Марки сварочной проволоки
Типы сварочной проволоки подразделяются по химическому составу. Предположим, если в конце марки стоит буква А, значит здесь небольшое количество фтора и серы. Когда АА – процент добавок минимальный.
Виды сварочной проволоки + для полуавтомата, в том числе, определяются на основании ГОСТ, в 3 классах из 77 марок (с процентом легирующих элементов):
- Легированная – 30 типов (2,5-10%);
- Низколегированная – 6 видов (2,5%);
- Высоколегированная – 41марка (10%).
Наиболее популярные марки ПП2ДС, Св06Х19Н9Т, ОК Autrod 19,40 (зарубежная), Св08ГСМТ.
Маркировка сварочной проволоки
Регламентируется проволока стальная сварочная ГОСТом 2246-70. Маркировка выражается в буквенно-цифровом виде. В каждой марке заключена информация о химическом составе и назначении. Первые две буквы характеризуют применение:
- ПП – порошковая для сварки без газа;
- НП – для наплавки;
- СВ – ведения сварочных работ.
Остальные литеры – примеси металла.
| Проволока стальная сварочная ГОСТ (буквенные обозначения) для полуавтомата. | |
| ОБОЗНАЧЕНИЕ | МЕТАЛЛ |
| А | Азот |
| Б | Ниобий |
| В | Вольфрам |
| Г | Марганец |
| Д | Медь |
| М | Молибден |
| С | Кремний |
| Т | Титан |
| Ф | Ванадий |
| Ц | Цирконий |
| Ю | Алюминий |
При расшифровке нужно руководствоваться цифрами – присутствие элемента, в процентах. Без указания числа содержание металла меньше 1%.
Расход сварочной проволоки
Выбрать сварочную проволоку, а также метраж нужно правильно, потому что при сварке автоматом или полуавтоматом, работа над созданием шва ведется без отрыва. Чтобы не ошибиться существует специальная формула для расчета материала – N=G*K.
- N – определяемая величина, количество расхода материалов на метр шва;
- G – масса наплавленного металла на 1м;
- K – параметр, влияющий на переход от массы продукта наплавки к расходу использованного металла.
Чтобы узнать данные G, в вопросе как выбрать сварочную проволоку, нужно использовать формулу G=P*у*L, где:
- F – площадь (в миллиметрах) поперечного сечения шва;
- У – удельный вес проволоки.
К величине L используется 1, из расчета на один метр. То есть от метража, который следует определить, меняется и литера L.










Диаметр сварочной проволоки
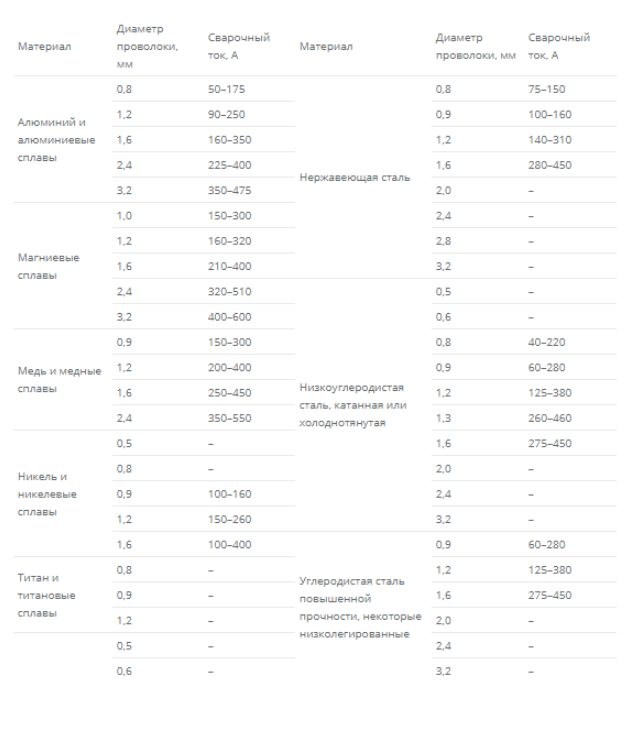
Размеры сварочной проволоки разные. Расходный материал выбирают в зависимости от силы сварочного тока, толщины металла для сварки. К продукции 3-5 мм подходят расходники 2 мм.
Размеры сварочной проволоки на западе отличаются от отечественных стандартов. Но большая часть оборудования сварщика – это зарубежные аппараты. Чтобы покрыть запросы, в стране используют проволоку нижеследующих диаметров:
- Для полуавтоматов от 0,6 до 6 мм;
- Для сварки присадочными прутками и электродами от 1, 6 до 5 мм.
Чтобы правильно выбрать материал придется учитывать величину сварочного тока, толщину свариваемого металла.
Таблица подбора диаметра проволоки в зависимости от металла, силы тока, и толщины свариваемых деталей.

Источник
Производители и поставщики электрических аппаратов
Среди наиболее популярных отечественных и зарубежных производителей и поставщиков электрических аппаратов можно выделить следующие компании:
- «Электромонтаж»;
- «КЭАЗ»;
- «Престиж»;
- «Электроконтактор»;
- «Электродруг»;
- «Электроцентр»;
- «Legrand»;
- «Schneider Electric».
Ассортимент современных предприятий включает весь спектр электрических аппаратов разного назначения.
Больше о классификации, режимах работы, расчётах электрических аппаратов можно узнать на выставке «Электро».
Высоковольтные электрические аппаратыВысоковольтные аппаратыНизковольтные электрические аппараты
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
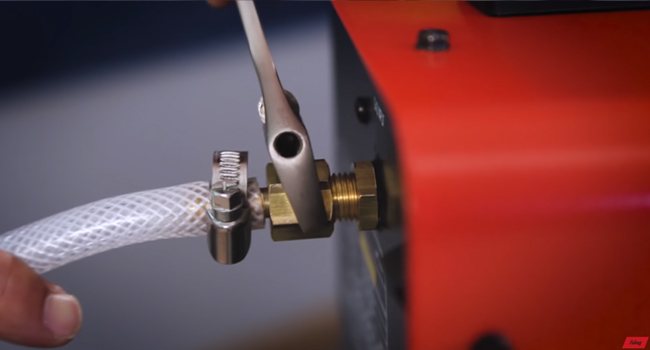
1. Устанавливаем редуктор на баллон с газом.

2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.

5. Подключаем кабель массы к минусовому разъему.

Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.

2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.

4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.

8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.

9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Аппарат Эйнсворта
Этот аппарат для лигатурного перемещения зубов усовершенствован по сравнению с аппаратом Энгля за счет лингвальных балок или штанг, позволяющих перемещать зубы целыми группами.
Конструкция аппарата
Основа данного аппарата – два кольца, которые надеваются на клыки, премоляры или моляры. К этим кольцам спереди вертикально припаиваются круглые трубочки, а сзади горизонтально – балочки, которые по длине равны участку зубного ряда, который необходимо расширить. Также в конструкции присутствует проволочная дуга толщиной около миллиметра.
Принцип действия
Аппарат работает за счет пружинящей вестибулярной дуги, которая вводится под углом в трубки с достаточно большим усилием. Эта дуга изгибается немного шире зубного ряда, и, стремясь выпрямиться, перемещает боковые зубы к щекам и давит на передние зубы, расширяя зубной ряд.
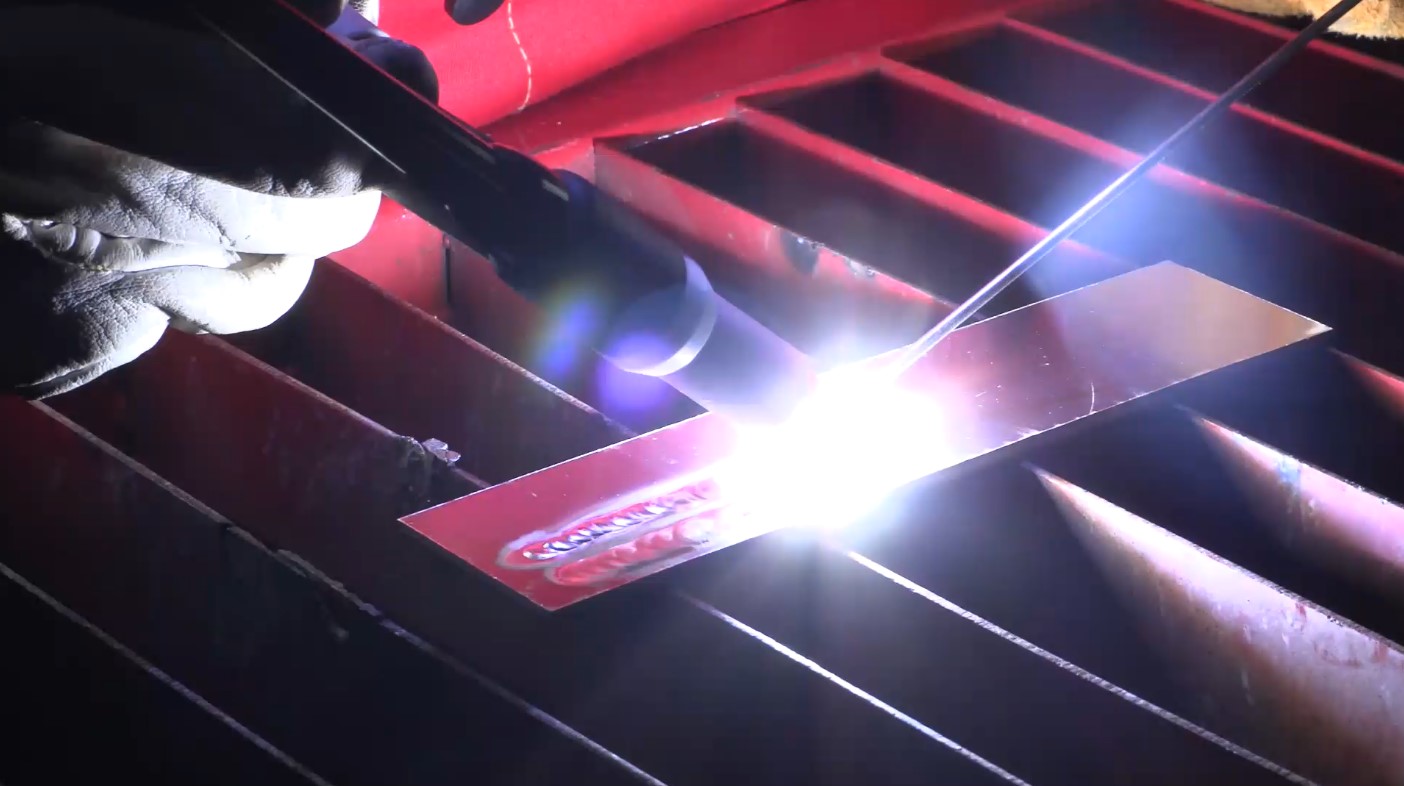
Как варить
Сварка проволочным аппаратом отличается от «газового» метода более щадящим расходом материалов и низкой энергоёмкостью процесса. По сути, это два главных плюса.
Сам процесс сварки выглядит следующим образом. Вставленная в сварочный аппарат проволока по небольшому рукаву переходит в держак, и затем образует электрическую дугу, которая непосредственно контактирует со свариваемыми металлическими заготовками.
Присадочный материал (флюс) горит и плавится под воздействием электродуги, выделяя углекислый газ. А он в свою очередь надёжно изолирует сварочную ванночку от кислорода в окружающей атмосфере и создаёт препятствия для излишнего плавления деталей.









В общем, полуавтоматическая сварка без газа имеет мало отличий от стандартного «дугового» процесса. Но всё же применение порошковой проволоки накладывает определённые ограничения. Флюсовая проволока достаточно хрупка, и сварщику придётся обращаться с держаком аппарата очень аккуратно.
Сам факт выделения углекислого газа делает этот способ неприемлемым для создания потолочных швов. Даже вертикальные швы будут даваться с некоторыми затруднениями. Зато с традиционными горизонтальными швами никаких непреодолимых сложностей возникнуть не должно.
Впрочем, в некоторых случаях тому, кто варит проволокой без газа, наверняка придётся повторно пройтись по каким-то участкам для того, чтобы флюс полностью удалился с поверхности.
Также существуют определённые ограничения по размерам сварных швов. Проволочный электрод диаметром до двух миллиметров физически не способен создать широкое и глубокое соединение.
Кроме того, важно соблюдать полярность и правильно подключать катод и анод проволочного аппарата. Наибольшую мощность необходимо транслировать на держак, она должна пойти на плавление проволочной присадки
Обычную проволоку использовать в таком сварочном процессе нет никакого смысла – без защитной среды газа расплавленный металл либо весь разлетится брызгами по сторонам (если сила тока окажется слишком большой), либо будет часто «залипать» (если сила тока будет недостаточной).
Сварка проволокой без защитного газа
Сварка без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
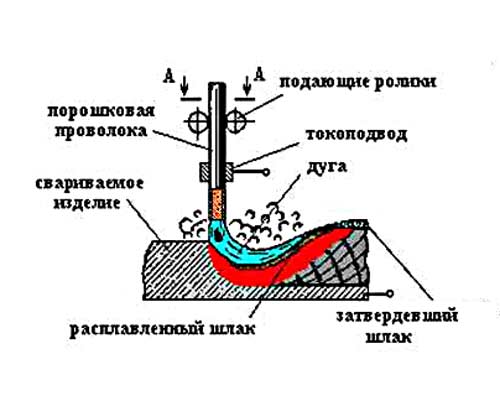
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Устройство, принцип действия
В состав сварочной станции входит:
- Источник образования дуги (трансформатор, выпрямитель, инвертор). Кроме преобразователя напряжения, включает блок управления, механизм автоматической подачи гибкого электрода. Последний может быть выполнен в виде отдельного автономного устройства — данные агрегаты относятся к профессиональной серии.
- Шланг подачи защитного газа и проволоки. Заканчивается токопроводящим мундштуком-горелкой.
- Силовой электрокабель, подключаемый к рабочему столу или непосредственно к заготовке (зажим массы).
- Газовая система: баллон с газом, редуктор давления, шланг.
Оборудование выполняется переносным (бытовая серия) или транспортируемым (полу- и профессиональная серия), оснащенная двумя (четырьмя) колесами. Питание осуществляется от стационарной электросети 220V или 380V.
Агрегаты на 220V менее мощные, нежели на 380V, но с успехом используются для решения бытовых задач или применяются в малых слесарных мастерских (например, ремонтных автосервисах).
Принцип действия:
- Порядок подготовки (включая газовую систему) и включение подробно описаны в инструкции к каждой модели.
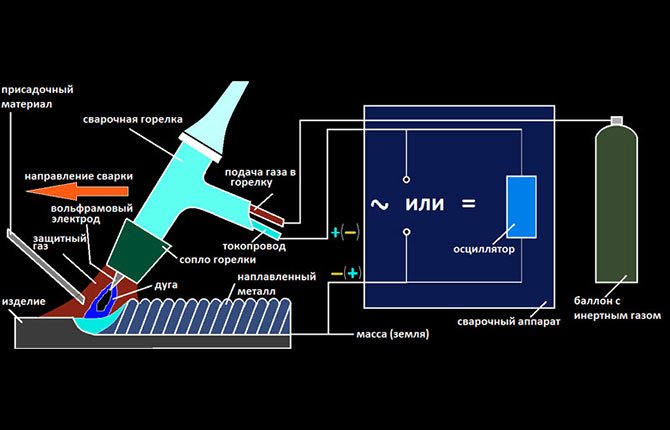
- Зажигание дуги осуществляется через вольфрамовый наконечник. После образования пламени, происходит необходимая регулировка параметров тока. Производится пуск газовой компоненты, включается подача проволоки.
- Гибкий стержень выполняет роль плавящегося электрода, то есть является присадочной проволокой. Задача — создание сварного шва в виде наплавленного валика из металла.
Основной принцип работы
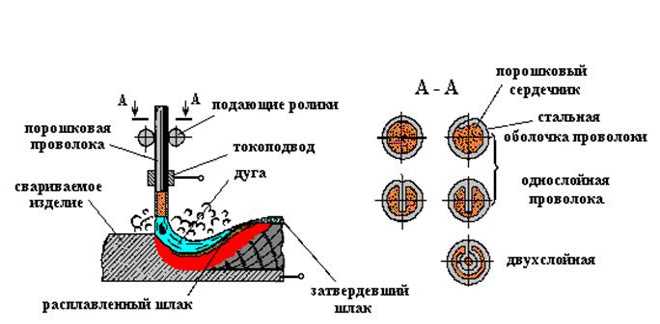
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
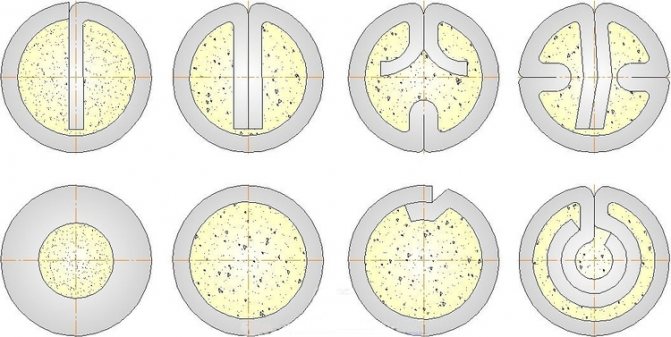
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.