
Преимущества
Не зависимо от типа газовой смеси, ее применение имеет ряд преимуществ:
- Качество соединения. Физические свойства шва гораздо выше, по сравнению с использованием автоматического режима. Малое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы повышается благодаря сокращению времени нагрева металла, что в конечном итоге сокращает трудозатраты.
- Стабильная дуга. Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.
Для автомобильного ремонта
Появление бытовых полуавтоматов позволило производить кузовной ремонт автомобиля практически в любом гараже с подключением к сети. Сварка в среде углекислого газа обладает следующими преимуществами:
- Технологическая простота – основы работы с полуавтоматом доступны пониманию широкому кругу лиц;
- Низкая цена углекислоту оказывает положительное воздействие на себестоимость работ;
- Низкая зона температурного воздействия сваривать изделия практически любой толщины;
- Благодаря ограниченному температурному воздействию краска вокруг шва практически не выгорает, что позволяет экономить время и средства на финишной обработке;
- Соединяемые элементы не требуют подгонки.
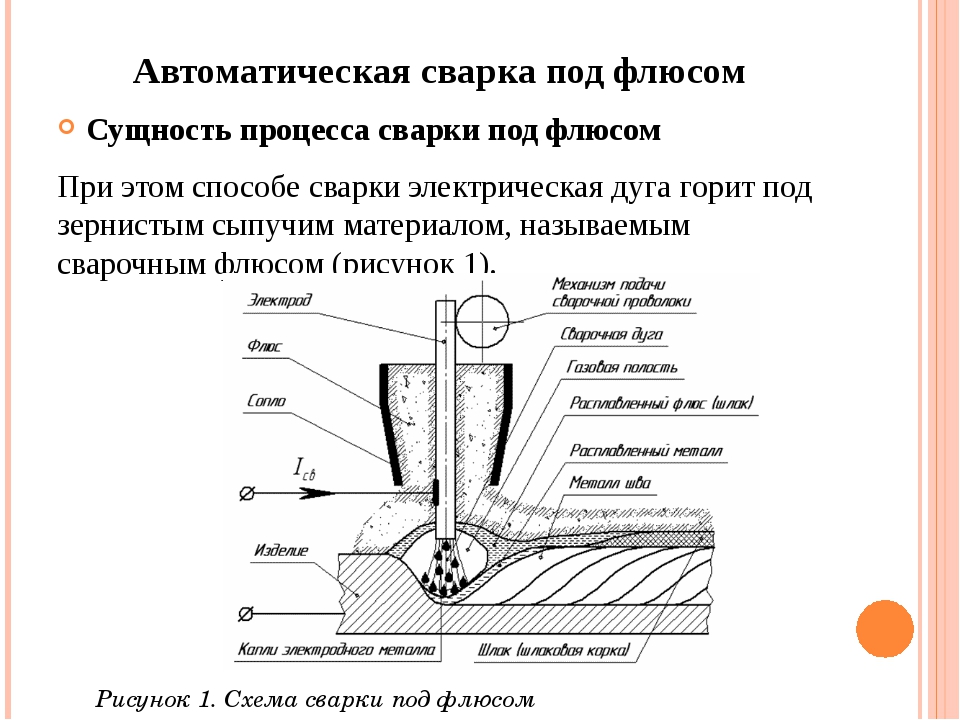
Чем хороша электродуговая сварка под флюсом
Во-первых, тратится мало флюсовой смеси – иными словами экономятся ресурсы без потери качества шва. Это происходит благодаря эффективной конструкции с отличным сцеплением металлов.
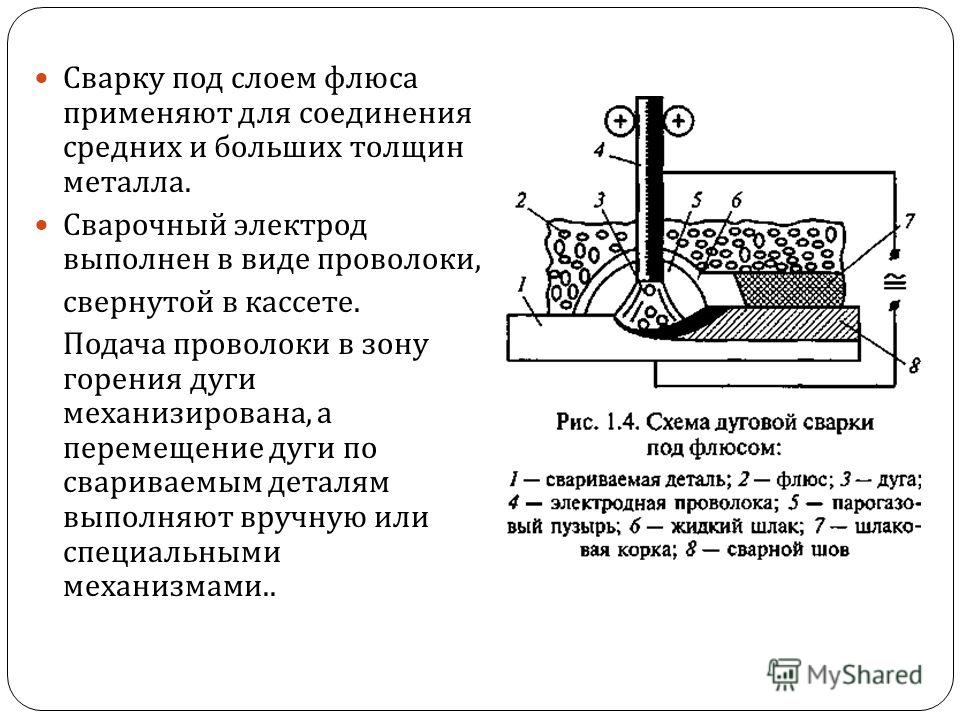
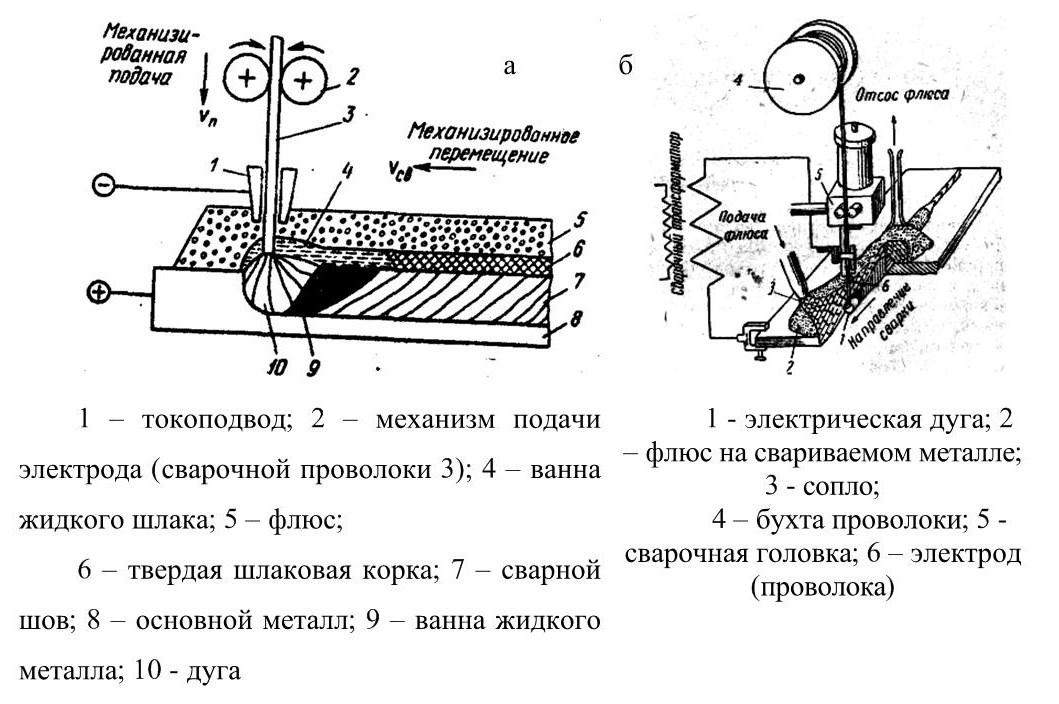
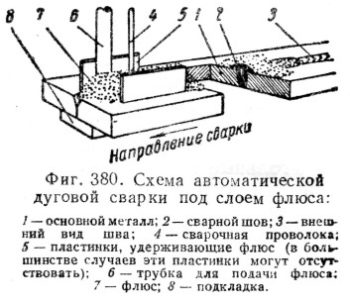 Схема дуговой автоматической сварки.
Схема дуговой автоматической сварки.
Преимуществ у этой технологии много, перечислять их легко и приятно:
- Хорошая скорость в работе, что дает неплохую производительность общего процесса.
- Отличная экономия расходных материалов: металл электродов теряется всего на 2%.
- Технология не вызывает образования брызг из металла, что приводит к экономии также и основного металла.
- Участок соединения поверхностей хорошо прикрыт от негативного воздействия воздуха и окружающей среды.
- Минимальное образование оксидов благодаря использованию флюсов.
- Великолепная мелкочешуйчатая структура и эстетика сварочного шва вследствие ровного пламени дуги в течение всей сварки.
- Роль главного защитника от вредных воздействий играет флюс, поэтому нет надобности в дополнительных защитных устройствах и способах.
- Интенсивное охлаждение металла после процесса ведет к образованию устойчивого соединения.
- Это довольно простой метод для исполнения, ему не нужно специально учиться.
Конструкция автоматического оборудования
Сварочные аппараты состоят из следующих элементов:
- Подающего механизма. При использовании двигателей, работающих от переменного тока, устанавливаются регулируемые редукторы. В остальных случаях применяются нерегулируемые блоки.
- Подающих роликов. Элементы располагаются на выходах редуктора. Ролики предназначены для равномерной подачи расходного материала.
- Токопроводящий мундштук. Устройство помогает направлять проволоку, поддерживать электрический контакт. Мундштук должен минимизировать смещение конца электрода относительно обрабатываемой области заготовки.
- Подвески сварочной головки. Механизм должен обеспечивать возможность перемещения в разных направлениях.
- Тележки, предназначенной для автоматического ведения головки вдоль соединения. На корпусе располагаются проволочная кассета, управляющий блок. Тележка обеспечивает плавный ход головки при разных скоростях сварки.
- Дополнительных компонентов. Сварочные агрегаты могут снабжаться механизмами подачи флюса или защитного газа, устройствами для заключительной обработки шва.
Сварочные аппараты состоят из подающего механизма и роликов.
Автоматы, работающие в среде защитных газов, вместо мундштука оснащаются горелками.
Конструкция
Передвижные сварочные автоматы состоят из следующих основных элементов:
- сварочная головка;
- система управления;
- тележка (с приводом или без);
- аппаратурный шкаф и другое электрооборудование.
В передвижных сварочных автоматах тележка — базовый элемент конструкции, на который устанавливается пульт управления, кассеты для проволоки, емкости для флюса или газа, а также другое оборудование. Выделяют два основных класса конструкции тележки:
- Тракторного типа — движение происходит с помощью бегунковых колес. Ход сварочных тракторов при этом обеспечивает электродвигатель с редуктором.
- Кареточного типа — механизм перемещается исключительно по направляющим.
Неподвижные автоматы не имеют механизма для перемещения вдоль шва — тележки, а также оптимизированы для использования в составе других механизмов (установок). Это определяет не только их исполнение, но и способ управления оборудованием.
Сварочная головка (в составе передвижного автомата или подвесная), в свою очередь, имеет следующие основные функциональные элементы конструкции:
- Механизм подачи электродной проволоки, состоящий из электропривода и редуктора. В том случае, если для работы головки используется электродвигатель переменного тока, то необходимы регулируемые редукторы. Для корректной работы электродвигателей постоянного тока будет достаточно и нерегулируемого редуктора.
- Ролики для стабильной подачи проволоки без задержек и проскальзывания. Как правило, в этом качестве применяются две пары ведущих роликов. В некоторых случаях для предупреждения проскальзывания на их поверхности наносится насечка, но иногда такое решение является недопустимым из-за риска смятия электродной проволоки.
- Мундштук — средство обеспечения контакта дуги с зоной сварки. Основная задача этого узла — жесткая фиксация проволоки по отношению к сварочной ванне. Для борьбы с искривлениями проволоки перед мундштуком иногда монтируется правильный механизм, который уменьшает блуждание торца электрода. Другая важная задача мундштука — обеспечение устойчивого электрического контакта с проволокой для качественной, бесперебойной сварки. В зависимости от диаметра используемых электродов в промышленности используются как устройства с роликовым скользящим контактом (для проволоки 3-5 мм) или трубчатые мундштуки (для проволоки 0,8-2,5 мм).
- Средства установочной регулировки положения головки — в вертикальном положении (для настройки оптимального вылета проволоки и/или угла наклона электрода относительно шва) и поперечном положении (для направления сварочной головки по центру свариваемого стыка и ее корректировки в процессе работы).
Плюсы сварочных инверторов
Применение сварочного оборудования нового поколения позволяет повысить качество сварки металлоконструкций и значительно упрощает работу как сварщиков-профессионалов, так и мастеров, работающих дома.
В сравнении с классическим сварочным оборудованием полуавтоматы инверторного типа имеют массу преимуществ. Основные из них:
- Компактные размеры и небольшой вес существенно упрощают транспортировку и хранение сварки, делают инверторы удобными в использовании.
- Возможно применение электродов постоянного и переменного тока, что позволяет получать качественные швы при работе с изделиями из чугуна, алюминия, нержавейки, жаростойких марок стали.
- Большой диапазон регулирования величины входного тока позволяет применять для дуговой сварки под газовой защитой неплавящиеся электроды.
- Наличие дополнительных функций. «Hot start» обеспечивает подачу тока оптимальной величины, необходимой для поджига электрода. «Anti-Sticking» снижает подачу тока до минимума при возникновении короткого замыкания. «Arc Force» в момент отрыва капли увеличивает величину тока, предотвращая залипание.
Выбирая сварку для дома или работы в мастерской нужно ориентироваться на время непрерывной работы оборудования. Профессиональные сварочные инверторы могут работать до 8 часов без перерыва. Оборудованию бытового уровня после получаса работы потребуется от 30 до 60 минут, чтобы остыть.
Технические характеристики инверторов:
- Мощность. В техпаспорте на оборудование производитель указывает номинальную величину тока, при которой аппарат не будет перегреваться.
- Аббревиатурой ПН обозначается продолжительность нагрузки, временной режим использования аппарата.
- Сокращением ДПН обозначают диапазон питающего напряжения. Он особенно важен для выполнения сварочных работ в условиях нестабильного напряжения. Скачки напряжения в сети до 20%-30% чаще всего бывают в садовых товариществах, дачных кооперативах.
- Диаметр электрода. От этого показателя зависит толщина металла, а также возможность сваривать уголки или швеллер. При толщине стали от 1,5 до 13 мм рекомендуется использовать электроды диаметром от 1,6 до 5 мм.
На каком сварочном аппарате остановить свой выбор
Как правильно выбрать полуавтомат сварочный – для краткосрочных работ на даче или в загородном доме оптимальным решением станет покупка модели со следующими технически ми характеристиками:
- входное напряжение – 220 В;
- максимальная сила тока – 120 А;
- наличие воздушного охлаждения;
- минимальное значение сварочного тока 30 А;
- возможность вести непрерывную работу с показателями 4 из 10;
- вес агрегата 11 кг;
- мощность не более 3 кВт;
- наличие персонального разъема горелки;
- степень защиты IP21;
- длина рукава – от 2-х метров.
Таких параметров вполне достаточно для выполнения различной работы по дому с максимальной эффективностью.
Для небольших мастерских оптимальной моделью станет та, у которой технические характеристики максимально приближены к следующим:
- входное напряжение – 220 В;
- сила тока до 230 А;
- разъем горелки Евро;
- можно выполнять работу при пониженном напряжении;
- КПД порядка 70%;
- минимально допустимый рабочий ток – 20 А;
- длина кабель-канала не менее 3-х метров.
Такие параметры позволяют работать с проволокой до 1,2 мм.
Достоинства и недостатки
У автоматической сварки с применением флюса есть много плюсов. Ее главное достоинство — возможность полной автоматизации процесса сварки. От сварщика не нужно даже уметь варить, достаточно знать, как настроить оборудование. Также такой метод сварки гарантирует отличное качество сварочных соединений, поскольку отсутствует человеческий фактор.

У технологии сварки деталей автоматической наплавкой под слоем флюса есть и недостатки. Во-первых, вы сможете варить только нижний швы. Также детали должны быть очень точно подогнаны, ведь машина формирует шов в четко заданном месте, и любая ошибка при стыковке приведет к браку. Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Учтите, что у вас не получится сварить металл на весу. Деталь нужно будет зафиксировать на горизонтальной поверхности и предварительно проварить корень сварного соединения. Еще один существенный недостаток — большая стоимость как оборудования для автоматической сварки, так и комплектующих.
Теперь, когда вам все известно, пора узнать, какова технология автоматической сварки под флюсом.
Рейтинг доступных сварочных аппаратов
FUBAG IR 200
Эта модель не даром первая в нашем списке. Она очень распространенная. Рассчитана на ручную дуговую сварку (РДС), выдает максимальных 200 А. Подойдут стержни не больше 5 мм в диаметре (эти характеристики указывает производитель).
Однако рекомендуем брать стержни до 3 мм. Для питания от сети нужно 220 В. Инвертор удобен в переноске, так как его вес составляет меньше 5 кг.
Если опираться на отзывы сварщиков, можно сделать вывод, что это достойный сварочный полуавтомат. Низкая цена, хорошие швы и компактность. Для дачника или начинающего – в самый раз.
Этот аппарат наилучше подходит именно для домашней сварки. Дуга устойчивая и легко поджигается. Вместе с установкой идут еще кабели для сварки. Советуем докупить сразу кабели лучшего качества и длиннее.

РЕСАНТА САИ 190К
Следующий не менее популярный сварочник
Не будем больше акцентировать внимание на том, что эта и все остальные модели в рейтинге предназначены для РДС
Максимальная сила тока – 190 А, беспрерывно может работать около 70 % цикла сварки. Его вес составляет 4 кг, а буква «К» в его названии означает компактность габаритов.
Модель хорошо подойдет для дачных сварочных работ. В условиях нестабильного напряжения (просадках от 20 до 30 В) сваривает без проблем. Отзывы об этой модели очень хорошие. У бренда есть и модели подешевле с линейки САИ, 190К же где-то посередине.
Подходит для нечастого применения. Советуем докупить вместе с инвертором кабели большей длинны и качественный держак, так как в комплект входят не слишком длинные кабели и не очень качественный держатель.
Еще хотим заметить, что фирма Ресанта начала производить инверторы заметно низшего качества, нежели раньше. Причина этого неизвестна, однако учтите, что недорогие модели этой фирмы все чаще стали попадать в сервисные центры.
При разборе САИ 190К и других инверторов линейки профессионалами было отмечено отсутствие у них элементов защиты от пыли. При том, что обычно именно пыль стает причиной поломок похожих аппаратов.
EUROLUX IWM220
Эту китайскую модель компактного сварочного полуавтомата можно описать так: простой, дешевый, надежный. Он рассчитан на РДС стержнями не более 5 мм в диаметре.
В характеристиках изготовитель заверяет, что этот небольшой аппарат способен выдать до 220 А. Он малогабаритный и очень простой в применении, поэтому пользуется популярностью у дачников, а также начинающих сварщиков.
Заметим, что этот инвертор – более совершенная версия аналогичного аппарата бренда Ресанта. Это при том, что цены на оборудование компании EUROLUX заметно ниже, ведь она не настолько «раскручена».
Сборка инвертора качественная, нет зазоров и скрипов. Сервисный центр можно найти почти в каждом крупном городе, гарантия присутствует.
В отзывах мастера часто пишут, что кабели, которые идут в комплекте недостаточно длинные. Поэтому рекомендуем сразу купить кабели подлиннее.
EUROLUX IWM220 хорошо себя проявляет даже при сильных просадках в напряжении, поэтому можете смело работать с ним на даче. Для питания нужно 150 В и больше.
Инвертор достойный за такую стоимость, и мы бы сказали, что у него больше положительных качеств, чем у конкурента фирмы Ресанта.
WESTER MINI 160T
Эта модель закрывает наш рейтинг наилучших дешевых аппаратов для сварки. Параметры обычные: РДС, выдает максимальных 160 А, работает при напряжении от 220 В, весит лишь 3 кг.
Указанные в инструкции характеристики очень близки к реальным. Может работать без перерыва до 60 % от цикла сварки, можно варить электродами до «тройки», сила тока – от 140 до 160 А.
Инвертор действительно небольшой и очень легкий, но это не мешает ему хорошо выполнять свою работу. Советуем присмотреться тем, кто при работе часто перемещается либо много раз транспортирует оборудование.
По отзывам понятно, что этот сварочник очень стойкий и работает почти без поломок. Конечно, при не слишком частой сварке. Горение дуги стабильное, а стержни к металлу не липнут.
Главные отличия сварочного полуавтомата и инвертора: какой лучше выбрать
Как уже говорилось ранее, главное отличие инвертора от полуавтомата – использование электродов, в то время как в полуавтоматах используется проволока
Также очень важно качество выполнения сварочных швов. Инверторные виды сварочных аппаратов лучше не применять для сварки алюминиевых и нержавеющих металлов, поскольку их соединение инверторным способом (ММА) очень часто подвергается деформации под влиянием внешних факторов
Более качественно соединить металл сможет полуавтомат, поскольку сварка происходит за счет защитных газов. Защитные газы защищают сварочный аппарат от попадания внутрь устройства различных смесей, мусора. Еще один плюс сварки полуавтоматом — однородное соединение, поскольку во время работы аппарат не выделяет много влаги, в устройство не попадают куски металла и разных посторонних элементов. Это намного повышает качество соединения металлов и продлевает срок активной эксплуатации аппарата. Несмотря на то, что полуавтомат чаще всего применяется в СТО для сварки кузова автомобилей, данный вид сварочного аппарата применяют для сваривания алюминия и других сложных сплавов.
В сварочном полуавтомате подача материала происходит в автоматическом режиме, их три — толкающий, тянущий и толкающе-тянущий. Таким образом, работа продвигается намного быстрее, при этом качество соединения швов очень высокое. На сегодняшний день одни из самых популярных в продаже полуавтоматов — комбинированные аппараты инверторного типа. У них помимо подключаемой горелки есть возможность подключить держатель электродов.
Есть другие технические характеристики, которые отличают полуавтомат и инвертор:
- диапазон и шаг регулировки тока;
- система охлаждения;
- вес и размеры;
- наличие дополнительных функций;
- режим работы.
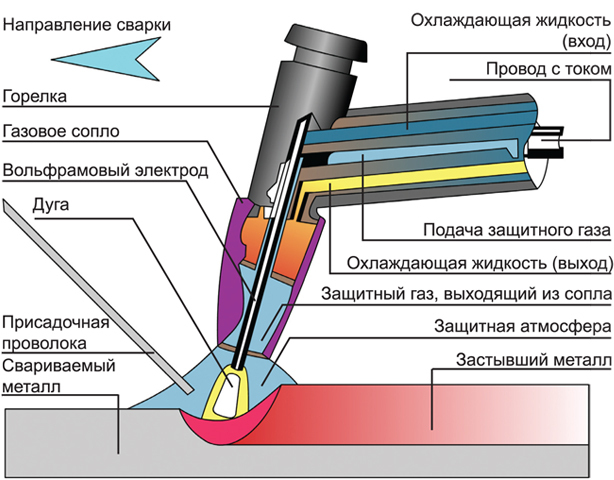
Общая информация
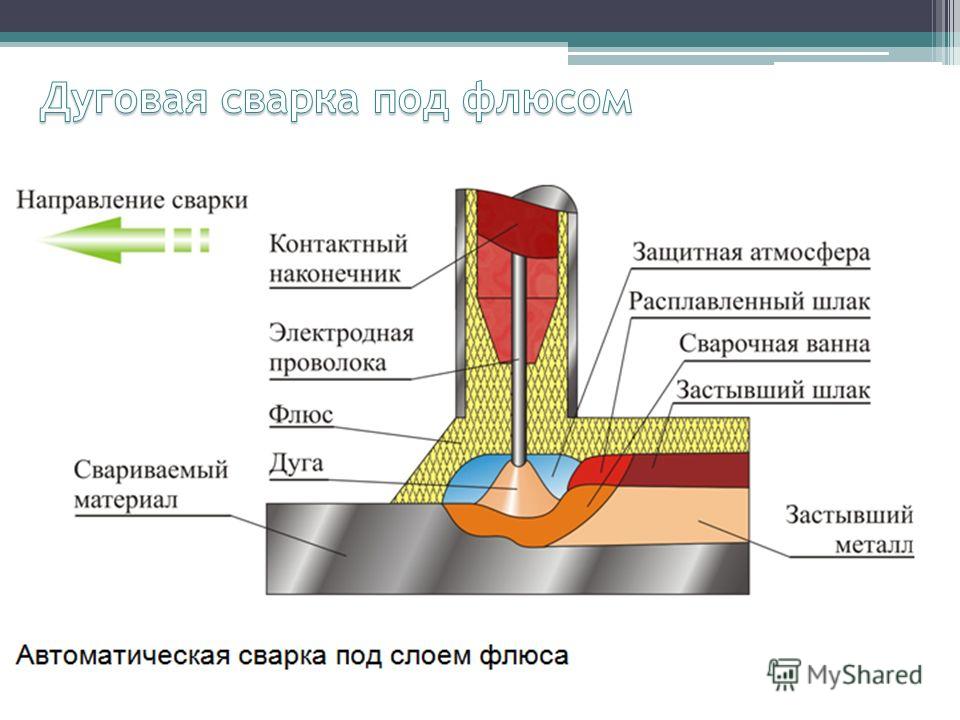
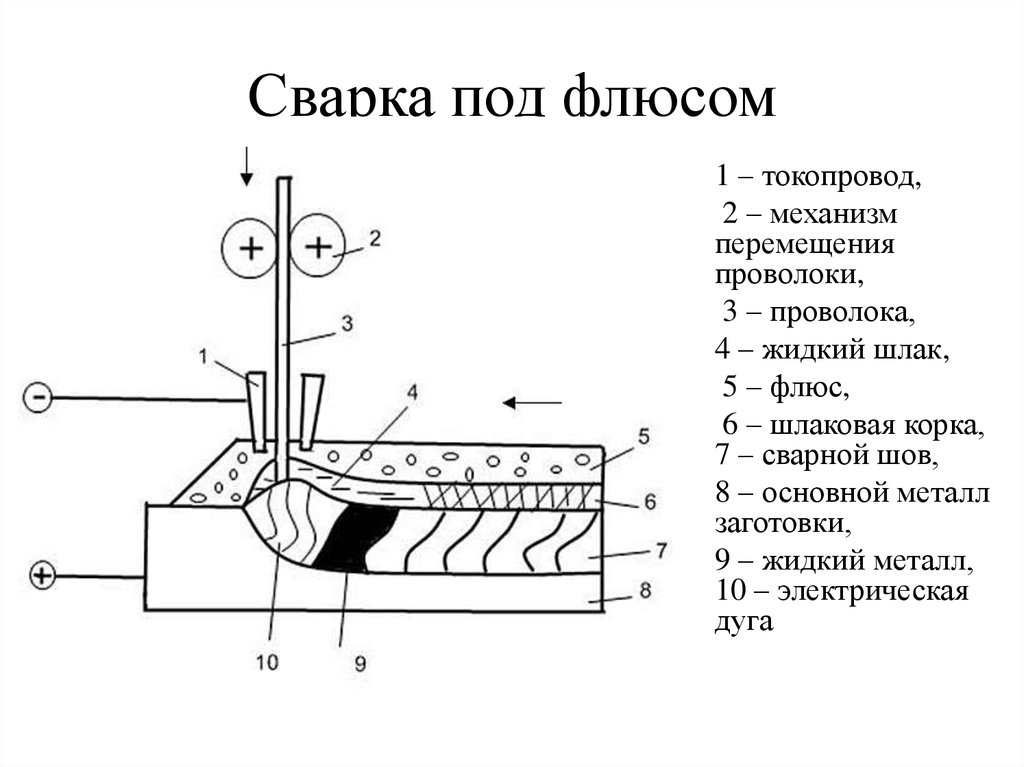
Автоматическая дуговая сварка под слоем флюса — это технология, суть которой ничем не отличается от классической дуговой сварки. Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Отличие автоматической сварки от любой другой заключается лишь в том, что большинство процессов выполняется не вручную, а с помощью специальных станков. Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.



Как выбрать сварочный инвертор
Чтобы найти недорогой, но хороший аппарат, нужно уточнить область применения. Для редкого выполнения отдельных операций продолжительностью 15-20 минут вполне подойдет качественная модель бытовой категории. Если предполагаются длительные рабочие циклы (до 8 часов и более), приобретают сварочные инвертора профессионального уровня.
Другие критерии:
- по сварочному току определяют основные функциональные возможности;
- универсальные инверторы поддерживают несколько режимов (ручные MMA, TIG и полуавтоматический MIG-MAG);
- продолжительность включения показывает допустимую длительность сварки в одном рабочем цикле (%);
- расширенный диапазон входного напряжения позволяет применять инвертор для подключения в плохо стабилизированную сеть или генератор;
- компактность и небольшой вес сварочного инвертора пригодятся для создания сварочных соединений в труднодоступных местах;
- при выполнении работ на открытом воздухе проверяют защищенность по стандарту IP, рекомендованный температурный диапазон.
Форсаж дуги, горячий старт и «антиприлипание» – стандартная оснащенность современной техники. Некоторые сварочные аппараты оснащают индикацией тока, автоматикой снижения напряжения холостого хода, другими полезными дополнениями. В любом случае нужно проверить соответствие оборудования базовым параметрам сварки. Диапазоны токов для определенных диаметров электродов (толщины заготовок) в мм:
- 35-50 А – 2 (1,5);
- 45-80 А – 2,5 (2);
- 90-130 А – 3 (3);
- 130-180 А – 4 (5);
- 140-200 А – 4 (8);
- 160-250 А – 4-5 (15).
Варианты использования флюса в зависимости от характеристик стали
По характеристикам стали определяют, какую именно марку флюса нужно применить, например:
- низкоуглеродистая или малоуглеродистая сталь – применяются флюсы ФЦ-9, АН-348А, ОСЦ-45;
- высоколегированные стали – используется флюс ФЦЛ-2;
- углеродистые и легированные стали – необходим флюс неплавленный керамический КВС-19 или К-2;
Что касается всех остальных труб, то для сварки обычно используется холоднотянутая калиброванная проволока.
Диаметр такой сварочной проволоки от 0,3 до 12 мм. Однако наиболее часто используется сечение от 0,8 мм до 5 мм. Ее химический состав может быть различным.
Лучшие недорогие сварочные инверторы
Для сравнительно редкого использования техники значительные инвестиции экономически нецелесообразны. Однако хороший инвертор можно приобрести по демократичной цене. Приведенные в этом разделе ТОП 4 модели сварочных аппаратов наглядно демонстрируют преимущества современных производственных технологий. Ответственная сборка и применение качественных комплектующих обеспечивают надежность, длительное сохранение стабильных рабочих параметров.
KRÜGER WIK-300A

Сварочный инвертор Kruger WIK-300A поставляется в удобном пластиковом кейсе. Мощность мотора составляет 5000 Вт, поэтому аппарат обладает высокой производительностью. На основании установлены прорезиненные ножки, за счет которых инструмент устойчиво стоит на любых поверхностях. Сварочный аппарат Крюгер выполняет сварку электродами 1,6-6 мм, имеет уровень защиты IP21S и подходит для применения как в помещении, так и на улице. Вес инструмента – всего 3,6 кг, поэтому проблем с транспортировкой не возникнет. Предусмотрены усиленная кабельная вилка и панельная розетка, поддерживающие сечение жилы кабеля от 35 до 50 мм/к.
Достоинства:
- легкий вес;
- мощная вентиляция, предотвращающая перегрев;
- защита от перегрева;
- плавная регулировка тока;
- приемлемая цена от 6990 рублей.
ELITECH ИС 200Н (TIG, MMA)

При весе 2,8 кг обращение с аппаратом не сопровождается чрезмерными усилиями. Широкий ремень уверенно фиксирует инвертор на плече при перемещении. При максимальном токе вполне допустимо выполнять ручную сварку толстыми электродами (до 5 мм). Широкий диапазон входного напряжения (140-250V) подразумевает отсутствие существенных ограничений при выборе подходящего источника питания. Пользователи отмечают эффективность штатной системы охлаждения. При высокой температуре воздуха инвертор сохраняет работоспособность даже в интенсивном режиме эксплуатации.
Плюсы:
- лучшая бюджетная модель инвертора с учетом суммарной оценки потребительских параметров;
- пригоден для воспроизведения технологии сварки в нейтральной газовой среде (TIG);
- легкая компактная модель;
- эффективное охлаждение.
Минусы:
- короткие провода;
- работа вентилятора не регулируется (средний уровень шума).
РЕСАНТА САИ-190 (MMA)

Эта популярная модель инвертора получила много положительных оценок. Пользователи отмечают простоту выполнения рабочих операций при отсутствии опыта. Автоматика предотвращает «прилипание», своевременно активизирует форсаж. Гибкие кабели не затрудняют манипуляции с электродами в сложных условиях доступа к зоне сварного соединения. Удобное размещение регулировок упрощает настройку.
Плюсы:
- ровная дуга, хорошее качество шва;
- надежная защита от перегрева;
- построен на базе современных транзисторов IGBT;
- простота настройки;
- отличный сварочный инвертор для гаража или дома;
- длительный рабочий цикл (70%);
- сохранение работоспособности в широком диапазоне напряжения источника питания (140-260V).
Минусы:
короткие соединительные провода.
Сварог REAL ARC 200 (Z238N) (MMA)

При работе с электродами 3-4 мм определенный запас по току позволяет создавать ровный длинный шов без перерыва. Специалисты отмечают пригодность инвертора для профессиональной деятельности. Надежный стальной корпус предотвращает случайные повреждения. Частные пользователи отмечают удобство управления инвертором, стабильность дуги при значительном падении напряжения в сети. Производитель предоставляет на Сварог REAL ARC 200 увеличенную до 5 лет официальную гарантию.
Плюсы:
- лучшая модель сварочного аппарата для ручной дуговой сварки в сложных условиях эксплуатации;
- надежность;
- сохранение функциональности при минимальном напряжении 160V;
- стабильность тока;
- продолжительная гарантия;
- не перегревается при максимальной длительности рабочих циклов.
Минусы:
- жесткие сварочные кабели;
- отсутствие ремня в стандартной комплектации.
Fubag IR 200 (MMA)

Расширенный диапазон регулятора позволяет установить сварочный ток от 5 до 200 А с достаточно высокой точностью. Эта особенность инвертора Fubag IR 200 пригодится для оптимальной настройки рабочего режима. Аппарат обеспечивает создание дуги при легком однократном касании заготовки
Специалисты советуют обратить внимание на ровность шва, сопоставимую с параметрами автоматических аналогов
Плюсы:
- безупречная функциональность инвертора по доступной цене;
- точная настройка тока в широком диапазоне;
- корректное поддержание стабильности дуги;
- минимальный уровень шума системы охлаждения;
- неплохой запас по мощности;
- удобный широкий ремень.
Минусы:
небольшая продолжительность рабочей части цикла (40%) в режиме максимальной мощности.
Что такое сварка-автомат, отличия от полуавтомата
Благодаря полному контролю сварочного процесса автоматическая сварка получила наибольшее распространение на предприятиях, специализирующихся на массовом производстве. По своей сути сварка-автомат – это сочетание электромеханического оборудования с электронным управлением, среди которых важнейшей деталью является сварочная головка. С ее помощью происходит подача расходных материалов в область соединения, производится дуговая сварка, резка или напыление, осуществляется контроль над сварочным процессом и своевременностью его остановки.
На самом деле разница между технологиями несущественна. Степень механизации процесса – вот чем отличается автомат от полуавтомата. Относительная простота конструкции выгодно отличает полуавтоматические сварочные аппараты. Они оборудованы автоматическим устройством подачи сварочной проволоки на электродный держатель через гибкий рукав. Сварщик осуществляет управление за движением дуги, направляя ее в нужную сторону.







Таким образом, технология, при которой проволока подается в автоматическом режиме, а дуга перемещается оператором, получила название полуавтоматической.
Преимущества и недостатки автоматической сварки под слоем флюса
К преимуществам данного способа сварки можно отнести:
1. Высокая производительность, превышающая производительность ручной
дуговой сварки в 5-10раз. Достигается она за счёт использования сварочного
тока значительной силы, и, как следствие этого, за счёт глубокого проплавления
свариваемого металла. А также за счёт того, что отсутствуют угар и разбрызгивание
металла, а, следовательно, исключаются потери металла. Кроме этого, высокая
производительность обеспечивается вследствие автоматизации процесса сварки
металла.
2. Применение флюса повышает качество
сварки за счёт того, что образует защитную плёнку вокруг зоны сварки и препятствует
проникновению в неё окружающего воздуха. Кроме того, флюс, на поверхности расплавленного
металла обладает низкой теплопроводностью и препятствует быстрому остыванию
жидкого металла. Вследствие этого газы и неметаллические включения успевают
всплыть па поверхность сварочной ванны и выйти из неё до того, как металл кристаллизуется.
Об этом мы говорили выше по тексту.
3. Процесс автоматической сварки под флюсом полностью механизирован, что позволяет
уменьшить до минимума трудоёмкий и дорогостоящий ручной труд и снизить квалификацию
сварщика. А технология
ручной дуговой сварки подразумевает ручной труд и для выполнения этих работ
требуется сварщик более высокой квалификации.
4. Электрическая дуга при автоматизированной сварке получается более стабильной,
т.к. находится под защитным слоем сварочного флюса.
5. При автоматической сварке потери электродного металла не превышают 2-5%,
так как угар металла и его разбрызгивание практически отсутствуют. Для сравнения,
при ручной сварке потери металла из-за его угара и разбрызгивания достигают
20%, а в некоторых случаях 30%.
6. При автоматической сварке коэффициент использования теплоты от электрической
дуги более высокий, чем при ручной сварке. Это позволяет существенно экономить
электроэнергию. Экономия может достигать 40%.
7. Улучшенные условия работы сварщика. Зона сварки закрыта непроницаемыми слоями
флюса и шлака, которые исключают проникновение окружающего воздуха в зону сварки.
Но также эти слои препятствуют выделению вредных газов и пыли из сварочной зоны
в воздух. Поэтому, для удаления газов достаточно наличия естественной вытяжной
вентиляции на рабочем месте сварщика.
8. Из-за того, что дуга находится под флюсом, она не видна оператору, следовательно,
исключено её воздействие на глаза, поэтому, не требуется специальной маски или
очков для защиты глаз.
К недостаткам такого вида сварки можно отнести возможность сварки
швов только в нижнем положении, или при небольших наклонах сварных кромок,
на угол не более 15°. Также затруднено применение автоматической
сварки в монтажных условиях. Эти недостатки обусловлены недостаточной маневренностью
сварочных автоматов из-за их конструктивных особенностей. Но со временем, по
мере развития сварочной техники и технологии подобный недостаток будет устранён.
Дополнительные материалы по теме:
|
Технология |
Техника |
Вывод
На вопрос, что лучше: сварочный полуавтомат или инвертор, лучше выбрать то, что больше подойдет вам для работы. Если предстоят сложные, многоуровневые задачи по сварке, склоните ваш выбор к полуавтоматам. Нельзя считать, что эти сварочные аппараты подходят только для кузовных работ на СТО или в ремонтных мастерских. Проволочный сварочный прибор имеет очень большую область применения. Он может работать даже со сложными металлами, мультисплавами, разными типами газа в разных временных режимах работы. При этом сварочный шов получается просто идеальным. Но инвертор — тоже хорош по-своему, он компактен, удобен, имеет различные фишки, навороты и функции. В общем, для мелких домашних работ или обычных сварочных работ на стройке или заводе, лучше инверторной сварки вы не найдете.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!