
Требования к различным видам оборудования для сварочного поста
1. Столы сварщиков.
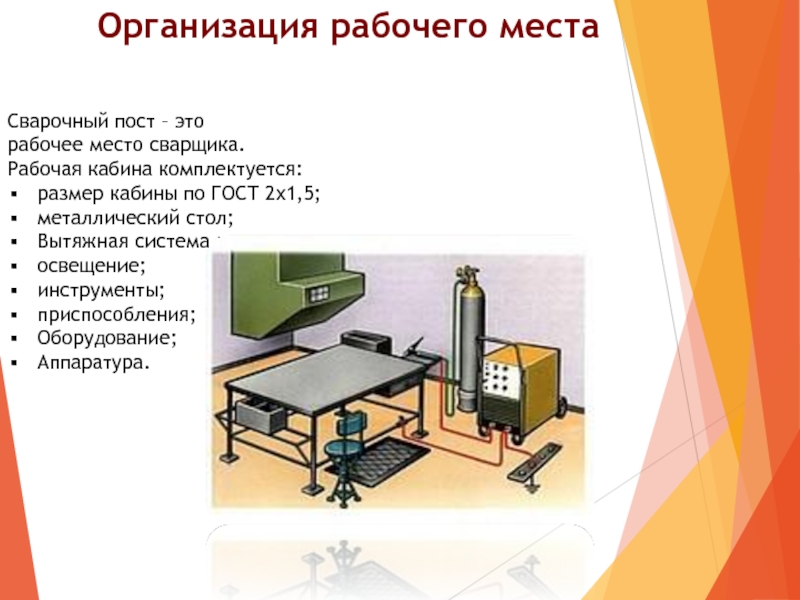
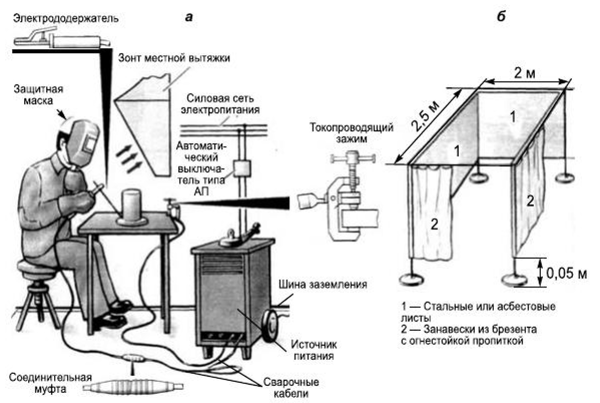
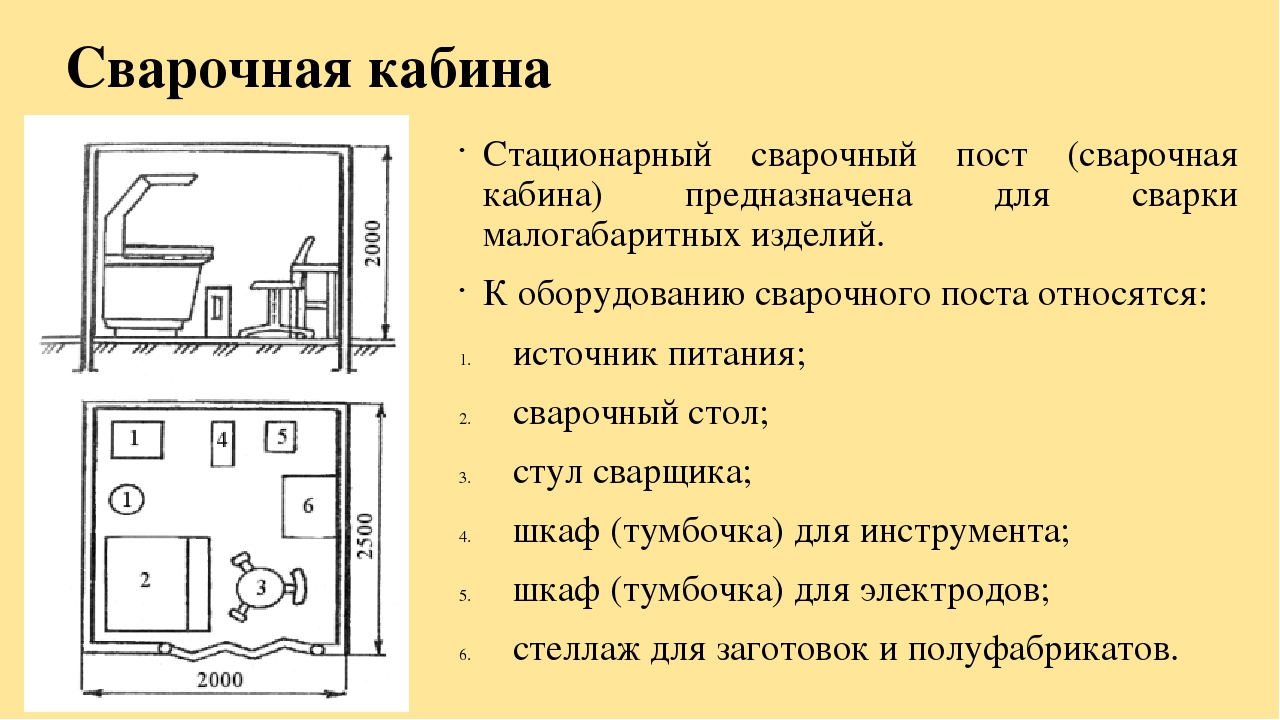
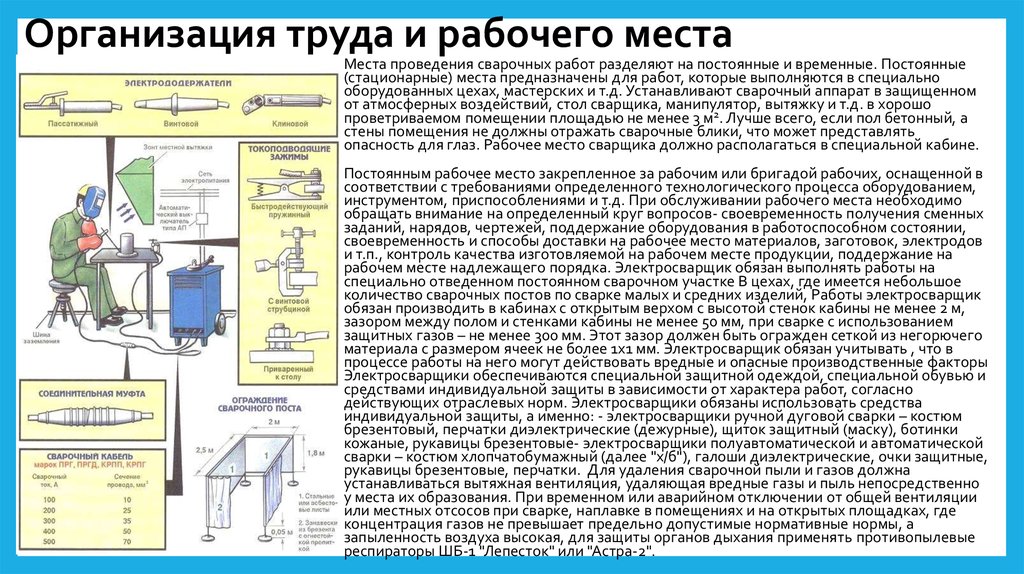
Сварочные посты относятся к тем объектам на производстве, куда невозможен допуск посторонних. Такие кабины достаточно просторные, так как им необходимо вмещать в себя сварочный стол и все требующиеся сварщику принадлежности. Их стандартный размер – 2х2 либо 2х3 м, а высота – до 2 м. Обеспечить хорошую вентиляцию позволяет установка стен в 20 см над полом.
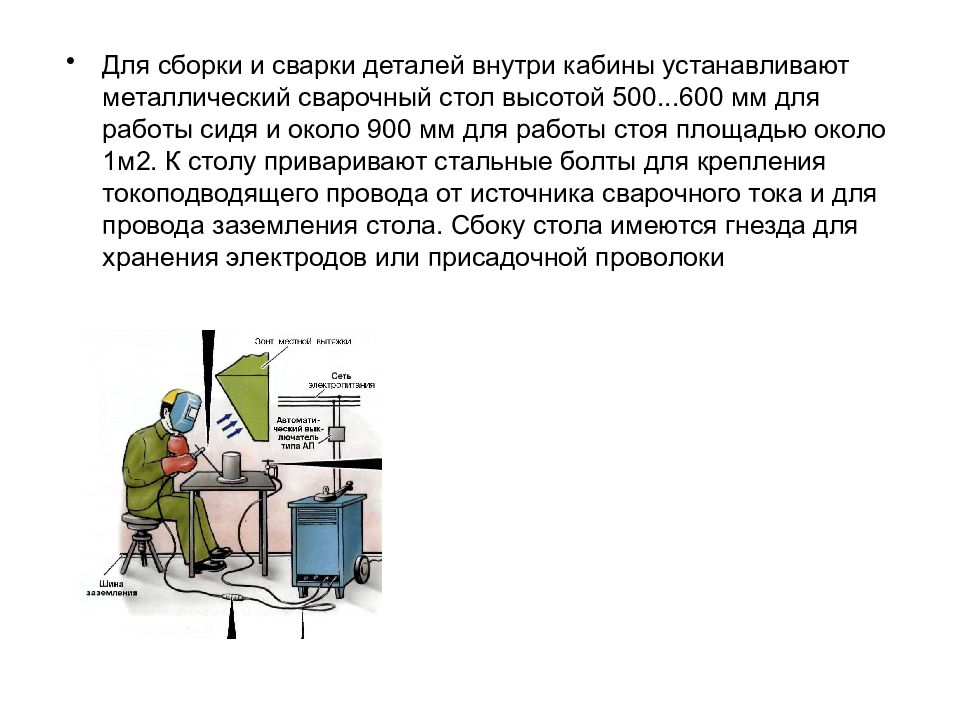
Сварочные столы необходимы для сварки и сборки заготовок. Они устанавливаются в сварочной кабине на высоте 50–60 см, если запланировано осуществление работ в сидячем положении либо высота стола может быть 90 см для сварки стоя.
Минимальная площадь стола, в соответствии с существующими требованиями по организации сварочного поста, равна 1 м2. Для крепления проводов сварочного аппарата используются специальные болты. Отсос пыли от сварочной дуги не может осуществляться при помощи вытяжного зонта, поскольку в этом случае поток вредных веществ будет направляться прямо в дыхательные пути работника предприятия.
На столе важно предусмотреть гнезда для электродов. Если есть выдвижной ящик, в нем должны храниться документы и инструменты
Под ногами у сварщика обязательно располагается резиновый коврик.
Местный отсос, устанавливаемый при организации сварочного поста, может находиться на столе или вне помещения. Дело в том, что из-за встроенного в стол вентилятора появляется шум, негативно отражающийся на уровне работоспособности. Считается, что лучше всего использовать стол с нижнебоковым отсосом, предполагающим монтаж вентилятора не в помещении. Таким образом удается защитить дыхательную систему сварщика от пыли и газа.
Столы можно оснастить дополнительными устройствами для большего удобства в процессе работы. Так, часто сварщики зачищают конец электрода о поверхность стола, из-за чего вскоре появляются металлические наросты. Они затрудняют передвижение заготовок по рабочей поверхности, а также негативно отражаются на внешнем виде рабочего места. Избежать этого можно, сделав окантовку стола медными пластинами, к которым не пристает материал электродов.
Стоит предусмотреть местное освещение в столе. Если часто требуется осуществлять сварку мелких деталей, когда швы наносятся по периметру, разумно установить вращающийся стол, где высота может корректироваться при помощи винтов. Таким образом удается подобрать наиболее удобное для обработки заготовки положение. В результате, за счет грамотной организации сварочного поста, сварщик не так сильно устает и менее подвержен воздействию вредных выделений.
Если работнику кажется неудобным его положение на рабочем месте, руководство предприятия должно обеспечить его сиденьем с регулировкой высоты.
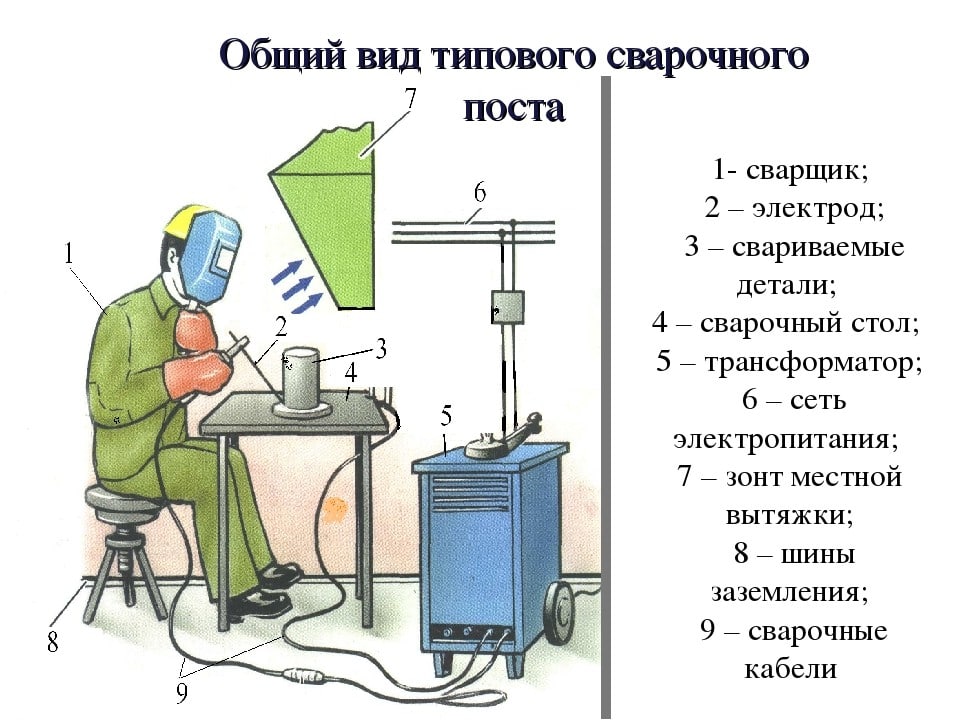
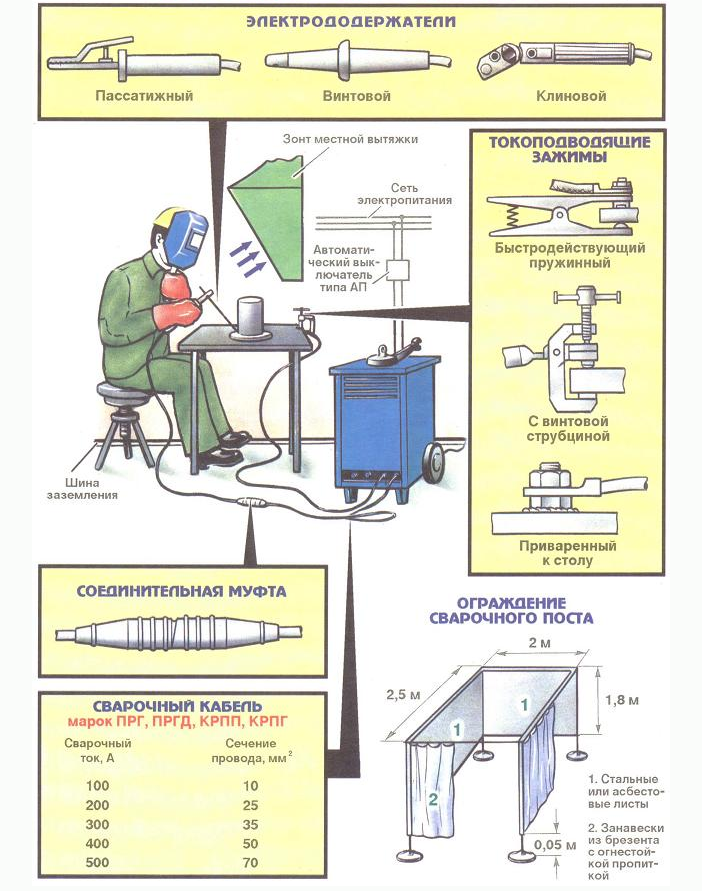
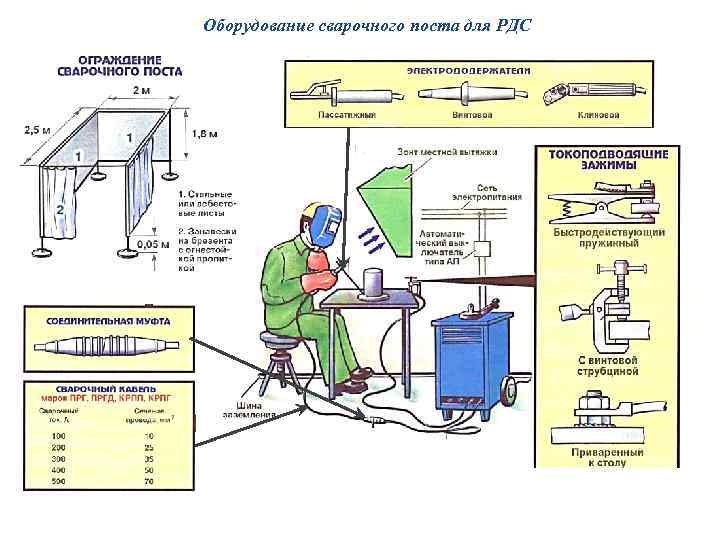
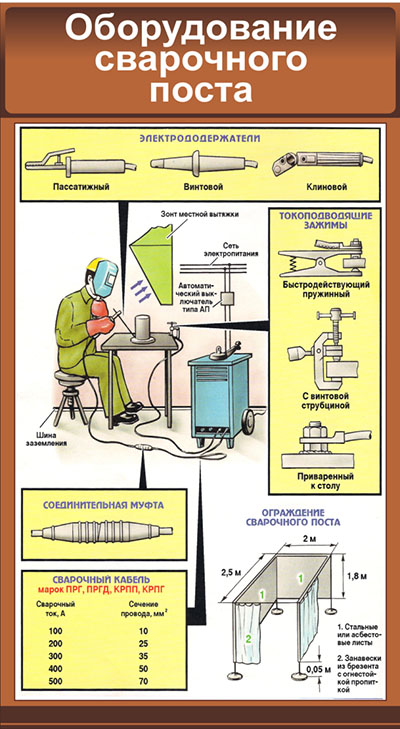
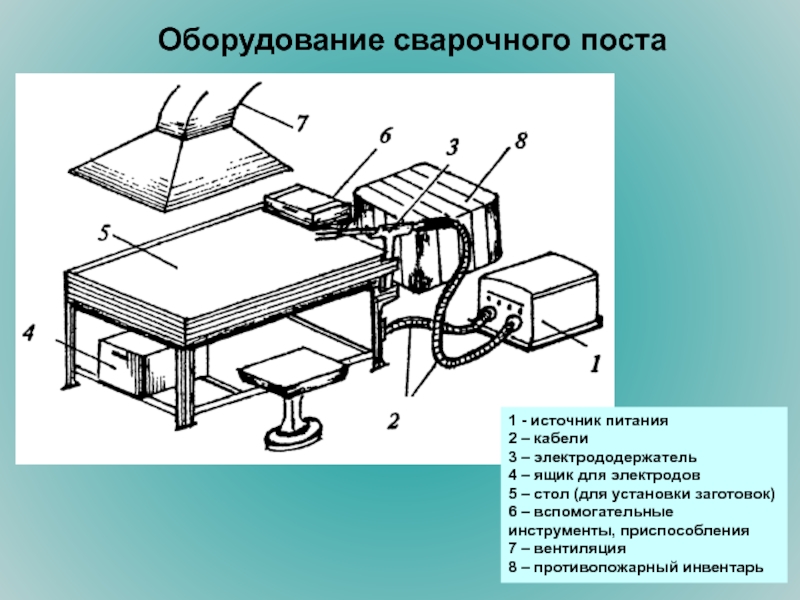
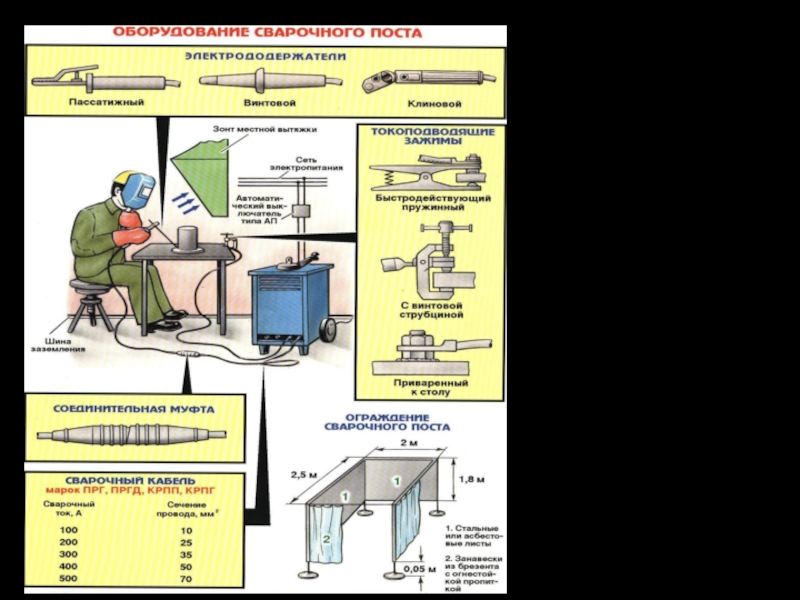
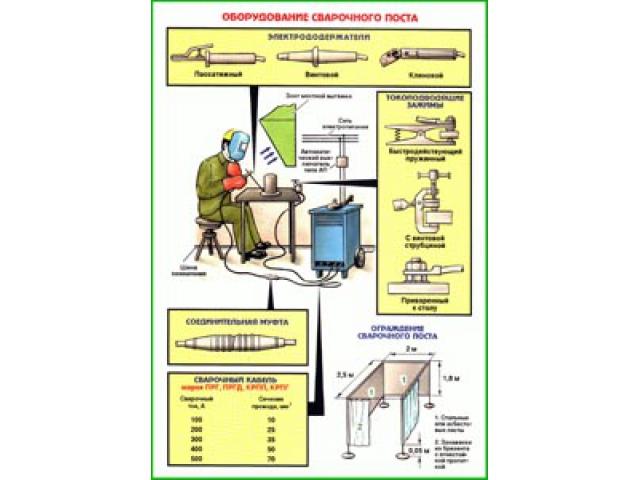
Оборудование сварочного поста
Вне зависимости от функциональности, будь то стационарный или передвижной сварочный пост, место работы специалиста должно в полной мере соответствовать следующему набору требований:
- заземление всех энергопотребляющих устройств в обязательном порядке;
- хорошая степень освещенность рабочего стола. Оптимальным считается сочетание естественного и искусственного освещения;
- полы должны быть выполненными из кирпича или бетона;
- столешница изготавливается из чугуна или стали и подключается к «массе»;
- для хранения инструмента предусматриваются выдвижные ящики;
- в случаях, когда подразумевается сидячая работа, то требуется кресло из диэлектрического материала;
- под ногами расстилается резиновый коврик.
При работе на открытой площадке дополнительно потребуются средства защиты от солнечного света, ветра и осадков.
Оборудование стационарного поста
Рабочее место стационарного типа должно соответствовать ряду требований:
- Выполняется такое рабочее место в виде кабины, не имеющей кровельного перекрытия. Общая площадь выделенного пространства не должна быть меньше 3 м кв. Оптимальная высота ограждений составляет 2 м. Входной проем должен закрываться пологом, выполненным из огнестойкого брезента.
- В нижней части ограждения должны быть приподняты над полом на высоту 25-30 см.
- Материалом для столешницы рабочего места могут послужить сталь или чугун. Площадь поверхности делается не меньше квадратного метра.
- Следует предусмотреть возможность регулировки стола по высоте, чтобы сварщик имел возможность изменять ее для работы сидя (50-60 см) или стоя (90 см).
- Простенки по периметру делаются из огнеустойчивого материала. С внутренней стороны они окрашиваются в светло-серый оттенок, поглощающий ультрафиолетовое излучение.
- Нужно предусмотреть вытяжку, которая бы эффективно отводила продукты горения. Для эффективного обмена воздуха потребуется приточная вентиляция. По требованиям безопасности продуктивность такой системы рассчитывается не ниже 40 куб/м воздуха за час.
- Нормативная яркость освещения составляет 60-80 люменов. Идеально, если удается обеспечить комбинированную освещаемость поста: естественную в сочетании с искусственной.
В обязательном порядке все оборудование, подключенное к сети энергоснабжения, заземляется. Помимо этого, устанавливается один общий рубильник, позволяющий за раз отключить все оборудование от сети снабжения.
Оборудование передвижного поста
Отличный вариант для производственного цеха или другого большого рабочего пространства, а также при создании масштабных конструкций.
Основные требования:
- Электросварка и дополнительное оборудование комбинируется на передвижной тележке.
- Длина питающего кабеля должна быть достаточной для перемещения в пределах рабочего участка или объекта.
- Нет потребности в обустройстве системы вентиляции. На улице продукты горения расходников уносятся в результате естественного движения воздушных масс.
- Переносной пост оборудуется навесом и оградительными щитами, которые можно быстро собрать для защиты от осадков, ветра или солнца.
- Точно так же необходимо предусмотреть возможность установки ограждений для защиты посторонних от вспышек сварочной дуги.
- Для удобства работы сварщик должен иметь достаточное количество инструментальных тележек для хранения своего оборудования, дополнительного инвентаря и оснастки.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
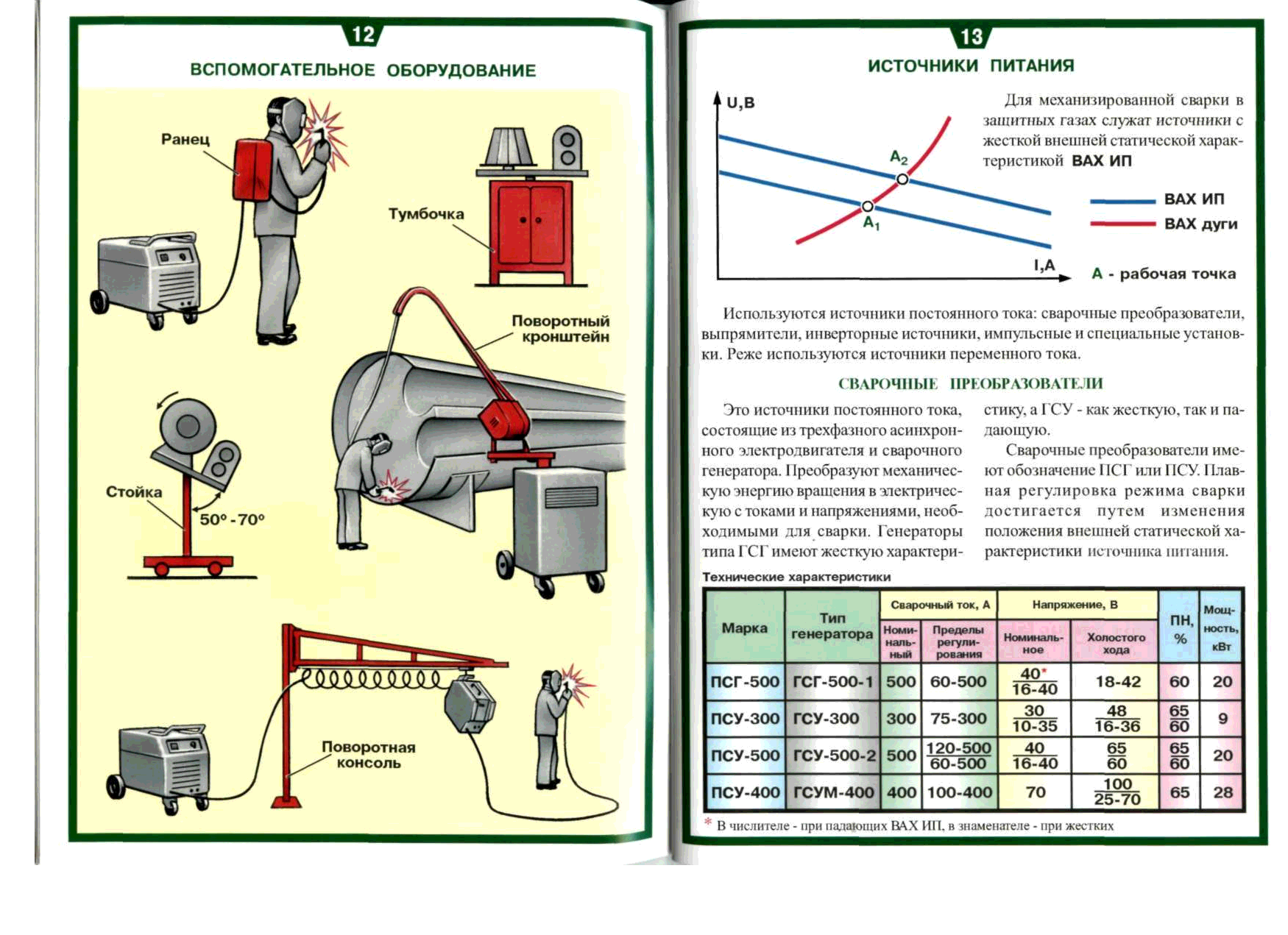
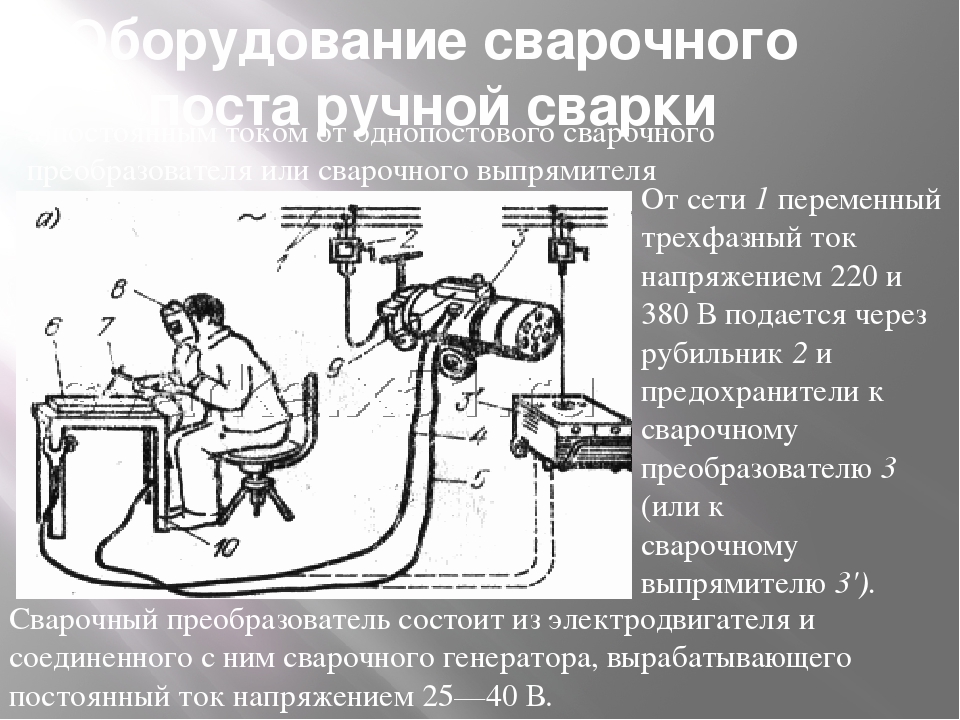
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку

Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
- Выбирают место. Рекомендуется располагать пост вдали от легковоспламеняющихся жидкостей, материалов и газов.
- Собирают кабину. От пола до нижнего края стен оставляют зазоры в 5 см для проветривания. При работе с инертными газами это расстояние увеличивают до 30 см. Устанавливают вентиляционные сетки. На входе вешают брезентовую или пластиковую негорючую ширму.
- Монтируют стол со столешницей. Предусматривают возможность регулирования высоты стоек и площади столешницы.
- Устанавливают осветительные приборы.
- Окрашивают стенки кабины светло-серой краской, поглощающей ультрафиолетовые лучи. Выбирают красящие составы на основе титана или цинка.
- Монтируют вытяжную установку принудительного типа. Подключают оборудование к централизованной системе воздухообмена.
- Заливают пол бетоном. Можно использовать для формирования напольного покрытия кирпич.
- Монтируют рубильник для аварийного отключения сварочных аппаратов.
На последнем этапе подключают оборудование к источникам питания.
Правила проведения сварочных работ в помещении
Любые газопламенные работы не могут производиться:
- Без присутствия специалиста учениками газосварщиков, работниками предприятий, не прошедших специальное обучение и не получивших квалификационные удостоверения.
- Без предварительной проверки рабочего состояния устройств, а также если были обнаружены неисправности, нарушения правил эксплуатации. К последним относятся повреждения элементов оборудования. Кроме того, работы не должны осуществляться при помощи приборов с истекшим сроком освидетельствования, с негерметичными соединениями.
- На конструкциях, элементах оборудования, изделиях, которые незадолго до этого были окрашены сгораемыми грунтовками, лакокрасочными материалами.
- В спецодежде, защитных рукавицах, испачканных в растительных жирах, маслах, нефтепродуктах и горючих жидкостях.
- При непосредственном контакте баллонов с горючими газами, О2 с разного рода электрическими кабелями.
- На корпусах оборудования, емкостях, трубопроводных обвязках, коммуникациях, если в них находятся горючие, токсичные материалы либо по ним проходит электроток. Аналогичное правило действует на элементы строительных объектов из легких металлоконструкций, утепленных сгораемыми, трудно сгораемыми материалами.
Добиться безопасного проведения сварочных работ в помещении удается за счет точного выполнения организационных, технических мероприятий, зафиксированных в нормативных актах:
- Перед началом сварки необходимо произвести подготовку окружающего пространства, очистив его от подверженных горению материалов, включая оставшиеся после производства отходы, сгораемый мусор. Необходимый радиус можно найти в приложении 3 к «ППР в РФ».
- Радиус очищаемой зоны непосредственно зависит от того, на какой высоте от уровня пола/земли находится точка сварки. Так, расчищается радиус не менее 5 м при работе на уровне пола и 14 м при сварке в 10 м и более от поверхности пола/земли. Такой подход связан со способностью капель металла, раскаленной окалины, огарков разлетаться в разные стороны.
- Перед сваркой разного рода емкостей, участков сетей по перекачке жидких воспламеняемых, сгораемых материалов из них сливают все горючие и легковоспламеняющиеся жидкости.
- После опорожнения емкости промывают, обрабатывают горячим паром, проветривают. Далее замеряют содержание опасных веществ в воздухе – это позволяет избежать взрыва, пожара во время сварки.
- Для сварочных работ в помещениях с высокой категорией взрывопожарной опасности их заранее проветривают, обеспечивают бесперебойную работу вентиляционных систем, постоянно отслеживают наличие горючих газов, паров.
- Все сгораемые конструкции, которые не могут на время работ быть вынесены из помещения и находятся в радиусе зоны очистки, например, настилы полов, необходимо закрыть, занавесить, застелить листовыми, рулонными негорючими материалами. В данном случае могут использоваться металлические экраны, противопожарные полотна/кошмы либо возможна проливка водой.
- Допускается ограждение места осуществления сварочных работ в помещении временной сплошной негорючей перегородкой/экраном высотой не ниже 1,8 м, а максимальный зазор до пола – 50 мм. Последний перекрывается металлической сеткой с максимальным размером ячеек 1 мм2.
- До сварки закрывают все двери, люки в стенах, перегородках, перекрытиях, чтобы не допустить падения искр, окалины, капель расплава металла в находящиеся в непосредственной близости помещения. Любые строительные, технологические, монтажные проемы обязательно защищают несгораемыми экранами, щитами.
- Обязательным подготовительным этапом считается оформление, визирование администрацией объекта наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ».
- В непосредственной близости от места запланированных сварочных работ в помещении устанавливаются огнетушители. Виды, вес/объем их заряда зафиксированы в приложении 1 к «ППР в РФ».

Требования к помещениям для электросварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.





7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2х1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками не более 50х50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м3/ч.
7.6.44. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочки со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Виды
Общая классификация разделяет их на два вида: стационарный и передвижной. Разница между этими типами в расположении. А точнее, в мобильности.
Передвижной вариант может располагаться в цеху либо другом месте. Он подходит для работ, которые нельзя провести в цеху, либо которые находятся вдали от производства.
Сам передвижной пост представляет собой оснащенный колесиками каркас или тележку, в которые вмонтировано или вставлено сварочное оборудование.
Однако оба типа постов стоит рассмотреть детальнее.
Виды сварочных постов
В классификацию сварочных постов входит два вида: стационарный и передвижной (переносной). Последний можно перевозить на разные объекты. Особенность деятельности в стационарном посту – это заготовка приносится к сварщику. В передвижном варианте сварщик приезжает к заготовке.
Стационарный сварочный пост
Размеры сварочного поста определяются объемом выполняемых сварщиком работ. Но высота кабины обычно не меньше 2 м. Пол, потолок и стены изготавливаются из негорючих материалов. Это требования безопасности.
Освещение рабочего места не должно быть меньше 80 Люкс. Идеально, если будет комбинация искусственного освещения с дневным. Подключение всех видов электрического оборудования к системе заземления здания цеха обязательно. Пост для ручной дуговой сварки стационарного типа должен оборудоваться хорошо работающей вентиляцией. Основное к ней требование – это воздухообмен в пространстве поста 40 м³/ч.
Поверхность рабочего верстака – это чугунная плита толщиною 20-25 мм. При этом ее поверхность должна находиться на высоте 50-70 см над уровнем пола. Внутри каждой рабочей кабины должен устанавливаться рубильник и магнитный пускать, обеспечивающие включение и отключение сварочного трансформатора.
Внимание! Сварочное оборудование может устанавливаться как внутри помещения, так и снаружи. При этом максимальное расстояние от него до сварного аппарата не должно превышать 15 м.
Передвижной сварочный пост

По сути, это рабочее место электро- или газосварщика на открытом воздухе. Поэтому к данному месту не такие жесткие требования безопасности. Здесь нет системы вентиляции, из поверхностей лишь потолок, который является крышей навеса, закрывающего пространство от природных осадков.



В основном используется дневное освещение, но каждый верстак снабжен локальной осветительной системой, которая работает независимо от других объектов. Но, как и на стационарном посту, на переносном также организуется система заземления. Некоторые переносные сварочные кабины закрываются со всех сторон защитными панелями. Но есть к его обустройству одно требование – между панелями должен всегда оставляться зазор в пределах 50 см. Это и будет своеобразная система вентиляции сварочного поста.
Что касается оборудования сварочного поста для ручной дуговой сварки или газосварки (имеется в виду передвижного типа), то кроме верстака и стула устанавливаются тумбы, в которых хранится инструмент и расходный материал для проведения работ.
Существуют передвижные сварочные посты, которые организуются на автомобильных шасси. Это по-настоящему передвижной объект. В его конструкции обычно размещают до трех сварных агрегатов. Такую машину подгоняют к объекту, и работают на нем сразу три сварщика.
Обшивают большую машинную конструкцию тонким листовым железом, тем самым соблюдая требования безопасности. Внутри устанавливают один длинный верстак, здесь же располагаются тумбы, печь для прокалки электродов, ящики для складирования кабелей и шлангов. В общем, это мобильная установка, с помощью которой можно выполнять большой объем работ.
Такие сварочные посты для газовой сварки или электросварки могут располагаться не на автомобильных шасси, а на полозьях. В верхней части его каркаса по углам делаются проушины, за которые всю конструкцию поднимают с помощью крана и переносят на необходимый участок. Или грузят на машину и перевозят на другие объекты.
Как оборудовать пост электросварщика
Независимо от функциональности (неподвижный или передвижной) место работы электросварщика должно соответствовать таким требованиям.
- Обязательное заземление оборудования.
- Достаточная освещенность (лучше всего, когда сочетается естественный и искусственный свет).
- Бетонные или кирпичные полы.
- Столешница из стали и чугуна, к которой подведен кабель массы.
- Наличие ящиков или карманов, где можно уложить электроды.
- Для возможности работать сидя — сидение из диэлектрического материала.
- Резиновый коврик, на котором можно стоять.
Также для работы на улице обустраивают накрытие для защиты места от осадков.
Стационарный пост
Стационарные посты должны соответствовать следующим требованиям.

- Неподвижное рабочее место обычно изготавливают в виде закрытой кабины без кровли. Площадь такого поста не должна быть меньше 3-х м². Высота стен 2 метра. Вход в кабину прикрывается ширмой из брезента.
- Внизу кабины должен быть зазор между стенами и полом (250-300 миллиметров).
- Рабочий стол изготавливается из стали или чугуна. Площадь столешницы не менее одного квадратного метра.
- Сам стол может регулироваться по высоте, чтобы сварщик мог работать стоя или сидя. Для стоячей работы столешница устанавливается на расстоянии 90 см от пола. Для сидячих работ — 50-60 см.
- Окружающие стены такой кабинки должны быть из негорючего материала. Окрашивают их краской в светло-серые тона. Сами белила должны поглощать ультрафиолетовое излучение.
- Обязательно устанавливается хорошая вытяжка для удаления дыма и других продуктов горения. Также нужна и приточная вентиляция. При этом по требованиям безопасности вентилирование должно обеспечивать обмен воздуха объемом не менее 40 куб. метров в час.
- Освещение должно быть не менее 60-80 люменов по яркости. Очень хорошо, когда такой пост может сочетать уличный свет с ламповым искусственным.
Стационарные посты в обязательном порядке имеют заземление всего оборудования!
Кроме этого, обязательно устанавливается стационарное сварочное оборудование. Обязательно наличие рубильника, позволяющего обесточить все аппараты в экстренном случае.
Также оборудуются дополнительные ящики и крепления для расходников и инструментов.
Передвижной пост
Такие посты очень удобны при сварке на больших пространствах и работе с большими по параметрам конструкциями.

- Все оборудование для электросварки располагается на передвижной тележке.
- Длина кабелей должна обеспечивать удобства перемещения при работе.
- При сварке на улице не стоит устраивать дополнительную вентиляцию. Продукты горения, выделяемые в процессе сварки, сами быстро разносятся.
- Переносной сварочный пост для работы вне помещений должен иметь щиты для быстрой сборки навеса в случае выпадения осадков.
- Для защиты окружающих от воздействия вспышек электрической дуги такие посты дополнительно должны комплектоваться разборными щитами, которые можно легко перемещать по территории.
- Чтобы сварщику было удобно работать, передвижные посты дополнительно имеют специальные тумбы и крепления для размещения электродов и инструментов.
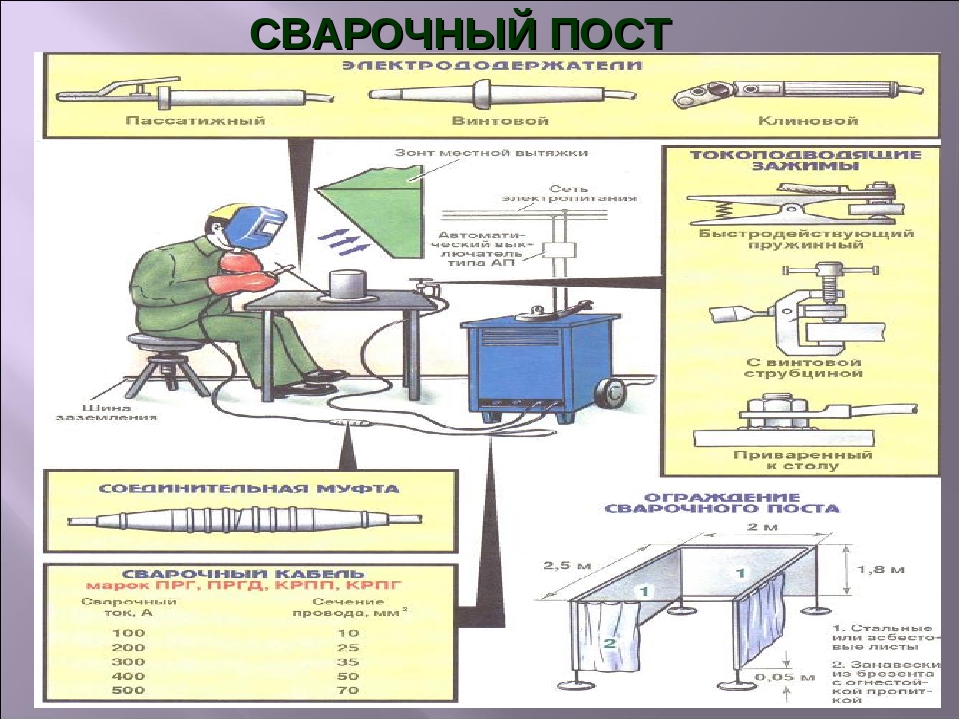
Требования к сварочным постам
Общие требования
Требования к организации сварочных постов основываются на соблюдении техники безопасности и обеспечения комфорта в проведении работ
Важно обеспечить заземление всех энергопотребляющих установок. Для их размещения очень желательно сделать основание из бетона или кирпичной кладки
Пост должен иметь все необходимое для хранения не только инструмента, но и документации.
Вкратце об основных требованиях. Обязательно наличие вентиляции. Стол делается из стали или чугуна. Сварщик во время работы должен стоять на резиновом коврике.
Для случаев, когда сварщик работает сидя, необходимо предусмотреть специальное кресло с сидением, не проводящим ток. Оно должно быть прочным, но легким и небольшим, чтобы можно было при необходимости передвинуть одной рукой. Естественно, что сидение должно быть удобным, поскольку иногда приходится работать специалисту по несколько часов без перерыва.
Невозможна продуктивная работа без достаточного освещения. Яркость должна быть не избыточной, но в то же время даже мелкие детали должны хорошо освещаться. Как показывает практика, для работы достаточно 80 Люмен. Расположить источник света следует непосредственно над столом. Если это невозможно, то допускается размещение осветительного прибора в непосредственной близости от рабочего места.
Даже если речь идет о многопостовой сварке, то все равно нужен рубильник, поворотом которого можно в одно мгновение отключить подачу электричества. Это может понадобиться в экстренной ситуации и для обесточивания участка по окончанию рабочего дня.
Индивидуальные требования
Не удивительно, что есть существенные отличие в организации рабочего пространства для ручной дуговой сварки от аналогичного процесса для полуавтомата. В зависимости от технологических моментов предусматриваются отличительные требования к обустройству рабочего места.
К примеру, если предполагается сваривание с использованием источника переменного тока, то потребуется осциллятор. Если планируется использовать пост для разделки металла, то нужно предусмотреть место для инструмента режущего.
Если к кабинке подключена трехфазная сеть, то потребуется контактор. А если речь идет о газосварочных работах, то нужно выделить место под хранение баллонов.
Организация постов для разных видов сварки
Т. к. мастера применяют несколько технологий, рабочие зоны оборудуют по-разному. Неизменными остаются основной набор инструментов, правила безопасности, заземление оборудования. К индивидуальным моментам относятся:
- Обустройство места установки газовых баллонов и компрессора при аргонодуговой сварке с неплавящимися электродами.
- Применение дополнительных аппаратов для подачи расходного материала, режущих приспособлений при механизированных сварочных процессах.
- Использование средств заземления и зануления оборудования при электрической сварке.
- Установка отдельного экрана для плазменной установки. Высота ширмы в этом случае должна составлять не менее 220 см.
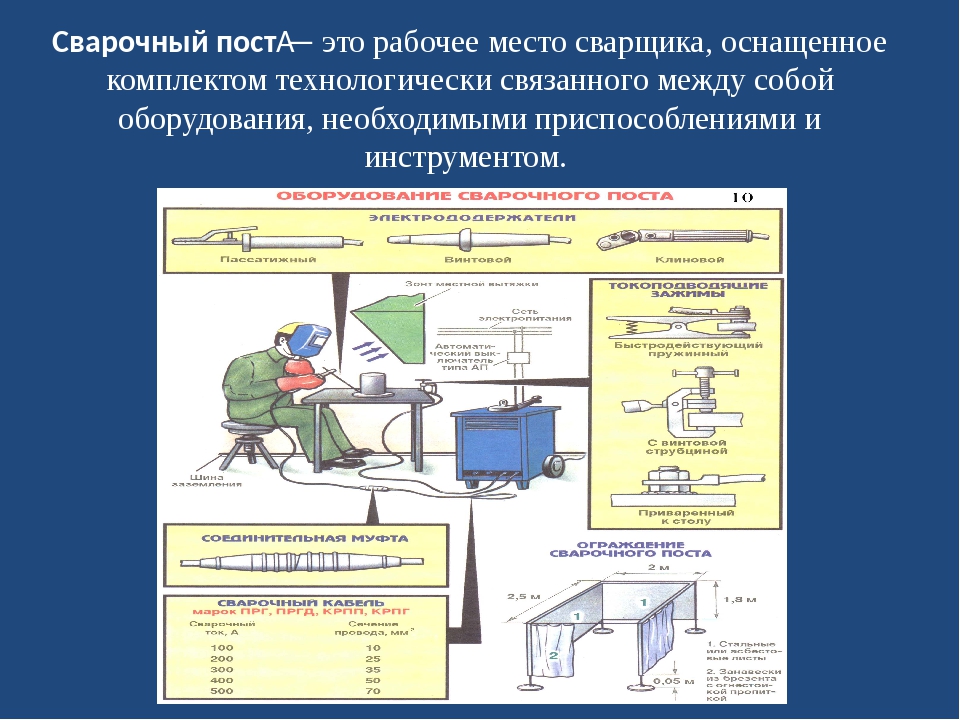
Что такое сварочный пост
Сварочный пост должен быть обустроен с соблюдением всех требований безопасности и охраны труда. Это обязательное условие, позволяющее сохранить специалистам здоровье и получить от них максимальную отдачу
Особое внимание при обустройстве поста уделяется пожарной безопасности. Но чтобы добиться всех необходимых условий, следует изучить специфику разных сварных постов
В зависимости от применяемого оборудования сварочные посты могут быть:
Газосварочными. Основной отличительный принцип заключается в том, что для расплавления металлических заготовок используется энергия, получаемая в результате горения газа в специальной горелке
В силу специфики газосварки для организации рабочего кабинета важно обустроить хорошую систему вентиляции. Поверхность рабочего стола и пространства вокруг него должна быть выполнена из негорючих материалов.
Электросварочным
Работать с электрической сваркой не менее опасна, чем с газовой. Помимо хорошей вентиляции необходима и эффективная защита сотрудника от поражения электрическим током.



В любом случае, какой бы метод сваривания или резки металла не использовался в закрытом рабочем пространстве очень важно внимательно отнестись к обустройству системы вентилирования. Помимо вытяжки также устанавливаются приточные системы для естественной или принудительной подачи свежего воздуха
В зависимости от потребностей сварочные посты могут быть:
- Стационарными. Представляет собой ограниченное пространство в помещении, оборудованное специально для сварки металлов. Часто комплектуются поворотными столами для удобства.
- Передвижными. Являются передвижными конструкциями, которые один человек может перенести или передвинуть в пределах рабочей площадки. Оптимальный вариант в случаях, когда требуется сваривание конструкций большого размера. Могут находиться в закрытых помещениях (цех, производственный участок, судостроительный ДОК и т.п.) или на открытой площадке (строительство, создание крупногабаритных нестандартных конструкций и т.д.).
Стационарный сварочный пост наилучшим образом подходит для соединения металлических заготовок небольшого и среднего размера. А вот для работы с крупногабаритными конструкциями это не лучший вариант. Специальную кабину, которая служит «стенами» такого участка изготавливают из оцинкованных металлических листов. Они характеризуются высокой устойчивостью к высоким температурам, а также ИФ-излучению.
Явным преимуществом мобильного сварочного поста является тот факт, что нет надобности создавать какие-либо специальные условия для работы. При необходимости защитой от осадков служит навес, а от ветра – боковые жесткие ширмы. Если условия позволяют, то сваривание деталей выполняется без защиты от непогоды.
Инструменты и дополнительная оснастка содержится в ящиках инструментальной тумбы, а искусственное освещение (если таковое требуется) обеспечивается локально. В передвижных постах, как и в стационарных, следует позаботиться о заземлении оборудования, которое подключается к сети энергоснабжения.