
Типы токарного оборудования
Отличия моделей в конструкциях – основа классификации.
Токарно-винторезные станки
Оборудование такой разновидности легко справляется со следующими функциями:
- Изменение параметров у металлов цветной, чёрной группы.
- Разработка модульной, метрической резьбы.
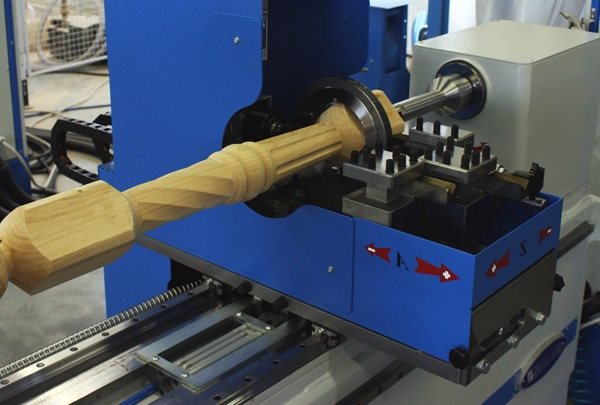
Модели универсального типа, которые применяются как в промышленности, так и при создании единичных изделий. Производство предполагает однотипную компоновку для всех частей. Состав конструкции включает детали, описанные ранее.

Токарно-револьверные станки
Главное назначение – обработка изделий из прутка, прошедшего калибровку. Оборудование выполняет широкий спектр всевозможных операций:
- Развёртывание.
- При формировании резьбы.
- Фасонное точение.
- Сверление.
- Зенкерование.
- Точение, расточка со стандартными показателями.
Название станка происходит от способа крепления, применяемого для инструментов. Их монтируют при помощи специального держателя, который может быть приводным, либо статичным. Приводной вариант даёт владельцам больше всего возможностей. Именно он позволяет создавать резьбу с различными параметрами, проводить фрезеровку и сверление.

Токарные станки с ЧПУ
Современные станки часто предполагают применение подобного оборудования. Лёгкость эксплуатации и точность, высокая продуктивность относятся к главным преимуществам.
Внедрение систем ЧПУ сопровождается использованием следующих систем:
- Самонастраивающиеся. Позволяют корректировать все сведения на основе показателей, появившихся, когда обрабатывались прежние детали.
- Замкнутого типа. С двумя информационными потоками, приходящими с механизма считывания, измерения.
- Разомкнутые. Используется только один информационный поток. Сначала идёт расшифровка данных, потом команды передаются остальным механизмам.
Кроме того, станки делятся на несколько разновидностей на основе способа управления производственным процессом:
- Контурные. Агрегат работает без перерыва. Пользователь только один раз задаёт определённые параметры.
- Прямоугольные. Применяются при заготовках в форме ступени. С автоматическим переключением между передачами вдоль, поперёк.
- Позиционные. С закреплением деталей в конкретных положениях. На следующем этапе переходят к основным рабочим процессам.
Токарно-карусельные станки
Отличное решение, если требуется обработать крупные изделия. Из присутствующих функциональных особенностей описать стоит следующие:
- Возможность осуществить резьбу.
- Шлифовальные операции, фрезеровка, подрезка.
- Разработка пазов с приданием определённых конфигураций.
- Оборудование позволит заточить поверхности в виде конусов, цилиндров.
В комплектах со станками продаются специальные разновидности столов, планшайбы располагаются на их поверхности. Траверса перемещаются по стойкам, с дополнительными суппортами в конструкции.

Лоботокарные станки
Обрабатывают детали с формами конусов и цилиндров, лобового типа. Предполагают горизонтальное размещение оси, на которой заготовка вращается.

Токарно-затыловочные станки
Затылованием называют специальный метод, используемый при заточках. Это особенно актуально для задних поверхностей у различных инструментов. Операция нужна, чтобы даже при длительной эксплуатации сохранялись первоначальные формы.
Разрешение позиционирования
Действительно ли этот фактор имеет такое большое значение, и в первую очередь, как разобраться и понять, что это такое. И начать стоит с разрешения позиционирования.
Давайте представим, что Вы решили поиграть в морской бой, и не на телефоне, как все сейчас делают, а на листочке бумаги для наглядности.
Первым делом мы чертим на листе поле для игры, которое в классической игре имеет размеры 10 на 10 квадратов. Так вот, к примеру, станок с габаритами 600 на 900 мм — это по сути тоже самое поле со стороной квадрата 1 мм. Вот только станок способен видеть больше нулей после запятой и чем больше этих самых нулей тем точнее станок.
Особенности конструкции
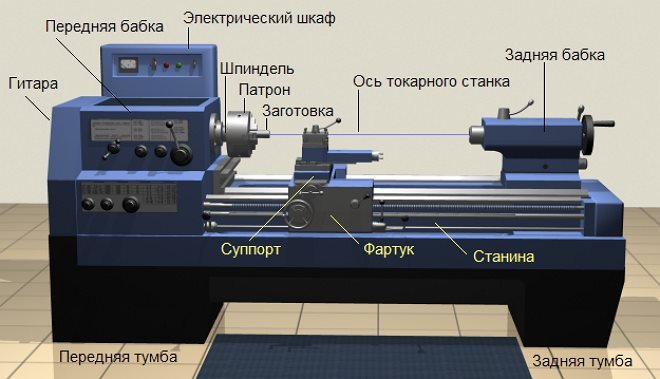
Вне зависимости от специализации, автоматизации и назначения токарных станков, у всех, у них присутствуют одни и те же составные узлы и элементы, что делает их конструкцию во многом универсальной, а узлы — взаимозаменяемыми:
Станина
Самая массивная часть станка. Она является базисной основой для установки на ней всех прочих узлов. В задачи станины входит:
- обеспечение жесткости всей станочной конструкции в целом;
- сосредоточение на себе и гашение всех возникающих вибраций.
Станина, как правило, отливается из чугуна и делается монолитной.
Впрочем, существуют варианты легкой станины из профилированных труб (квадратного сечения). Такие станки устанавливают на виброопоры.
Фартук
Это каретка, перемещающаяся по направляющим (при воздействии ходового винта), на которой жестко закреплен суппорт. Помимо автоматизированного движения фартук может быть оборудован и ручным приводом.
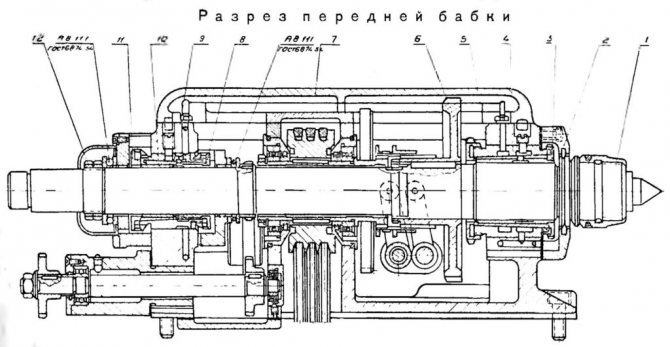
Шпиндельная бабка
Иное ее название – передняя бабка. Это часть станка, в которой расположена коробка скоростей и где крепится главный вал со шпинделем (отсюда и название), в котором крепится заготовка.








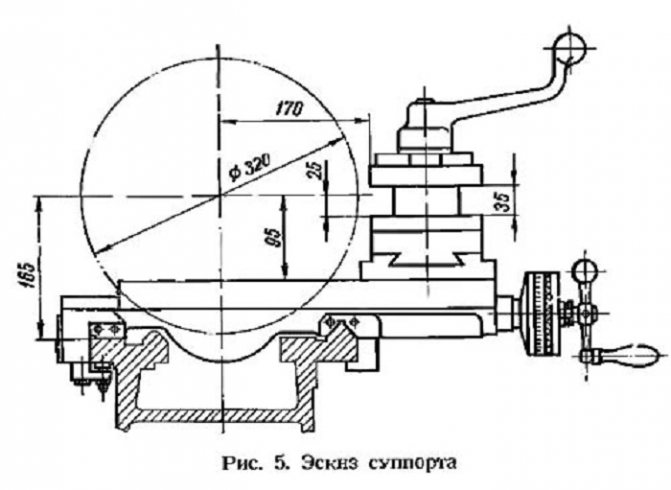
Суппорт
Это конструкционный элемент токарного станка, располагающийся на фартуке. На суппорте, в свою очередь, расположены резцедержатели, где и укрепляется режущий инструмент. Обычно говорят о поперечном или продольном перемещении не резца или фартука (соответственно), а именно суппорта.
Коробка скоростей
Конструкционно она размещается в передней бабке. На переднюю панель выведены ручки переключателей скоростей. Если станок не оборудован бесступенчатым приводом, то для изменения передачи (то есть, частоты вращения заготовки и усилия на валу) требуется сначала выключить станок и дождаться остановки главного вала.
Электрическая часть
Данный элемент конструкции включает в себя тяговый электродвигатель, а также прочее электрооборудование, с помощью которого производится управление станком.
Типы и обозначения МРС
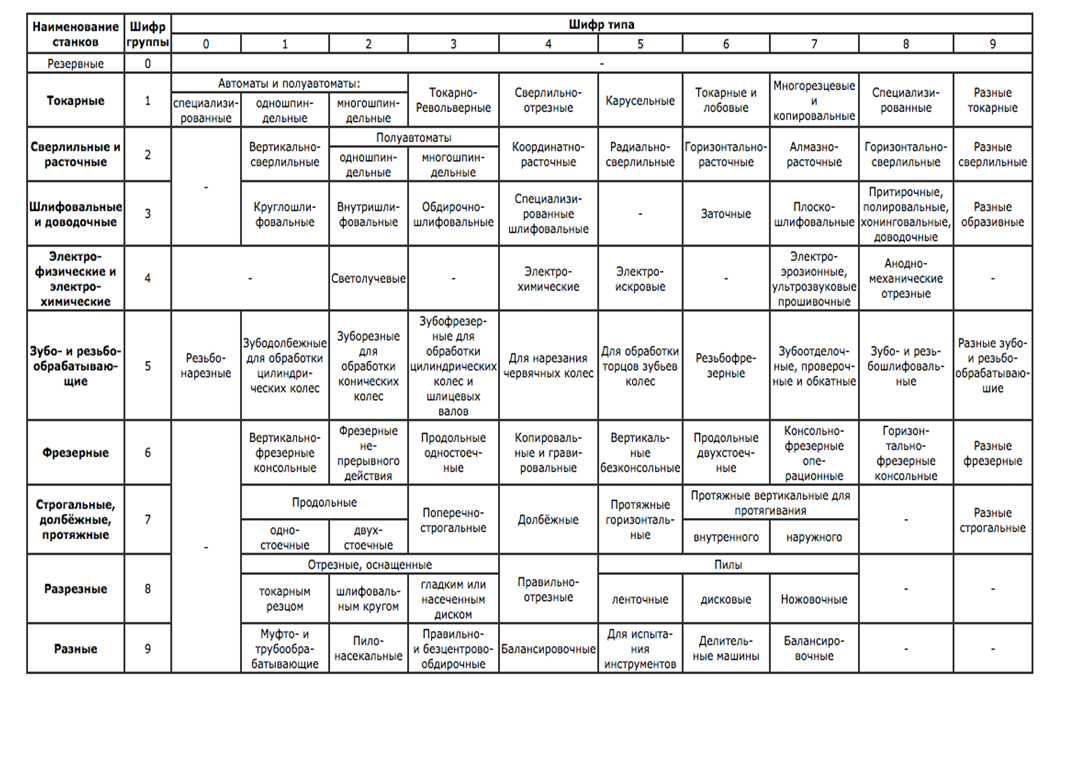
Основная классификация металлорежущих станков построена по технологическому признаку и подразделяются на 9 групп:
- Токарные станки, основным признаком которых является главное вращательное движение заготовки и поступательное движение подачи инструмента. На станках этой группы обрабатываются тела вращения.
- Сверлильные и расточные станки. Характерным признаком станков этой группы является главное вращательное движение инструмента. Поступательное движение подачи могут осуществлять как заготовка, так и инструмент. Станки предназначены в основном для обработки отверстий.
- Шлифовальные станки, основной характерной особенностью которых является применяемый абразивный инструмент.
- Комбинированные станки. Станки этой группы отличаются тем, что имеют на одной станине устройства, позволяющие производить точение, сверление, фрезерование, шлифование, а иногда строгание.
- Резьбо — и зубообрабатывающие станки. В эту группу выделены зубообрабатывающие и резьбообрабатывающие станки независимо от способа осуществления этих операций в силу общности кинематических особенностей.
- Фрезерные станки, основным признаком которых является применяемый инструмент — фреза, совершающая главное вращательное движение. Станки применяются для обработки плоскостей и фасонных поверхностей.
- Строгальные и протяжные станки. В эту группу сконцентрированы станки с главным поступательным движением. Строгальные станки предназначены для обработки плоскостей и фасонных линейчатых поверхностей, а протяжные — для обработки линейчатых поверхностей, определяемых формой режущей кромки инструмента — протяжки.
- Разрезные станки, предназначенные для отрезки заготовок от целого куска металла.
- Разные станки.
Внутри каждой группы станки подразделяются на 9 подгрупп т.е. на типы станков по более узким технологическим и конструктивным признакам. При изучении станков соответствующих групп эта классификация будет раскрыта.
По степени универсальности станки подразделяются на станки:
- общего назначения,
- специализированные,
- специальные.
Станки общего назначения (универсальные, широкоуниверсальные) позволяют обработку широкой номенклатуры деталей и применяются преимущественно в единичном и мелкосерийном производстве.
Специализированные станки предназначаются для обработки ограниченной номенклатуры деталей. Область их применения — серийное производство.
Специальные станки изготавливаются для обработки одного или весьма ограниченного числа наименований деталей или даже выполнения одной операции при обработке какой-либо детали. Эти станки применяются в массовом производстве.
По точности станки подразделяются на пять классов:
Н — нормальной; П — повышенной; В — высокой; А — особо высокой точности; С — спец-мастер станки.
По массе различают:
- легкие — до 1 тонны,
- средние — 1…10 тонн,
- тяжелые — свыше 10 тонн.
Тяжелые подразделяются:
- на крупные — 10…30 тонн,
- собственно тяжелые — 30…100 тонн,
- уникальные — свыше 100 тонн.
Обозначения станков
Обозначения станков строятся на буквенно-цифровой основе. При обозначении станков общего назначения первая цифра показывает принадлежность к группе классификации. Вторая цифра определяет отношение станка к соответствующей подгруппе, типу, последняя или две последние цифры обозначают размерную характеристику станка. Буквы русского алфавита, размещаемые между цифрами, указывают на соответствующую модификацию станка данного типоразмера.
Например,

Обозначения станков-маркировка
В обозначениях специальных станков первые буквы указывают на индекс завода — изготовителя, а следующие за ними цифры — порядковый номер модели. Например, Е3-24 — станок Егорьевского .
Прецизионные станки обозначаются соответствующей буквой в конце, например, 1И611П, 1К62В.
Станки с ЧПУ в обозначениях имеют букву Ф и цифру, указывающую на тип системы управления (1 — с индикацией отработанной геометрической информации, 2 — позиционная, 3 — контурная, 4 — комбинированная) например, 6П13Ф3; 3М151Ф2; ИР-500МФ4.
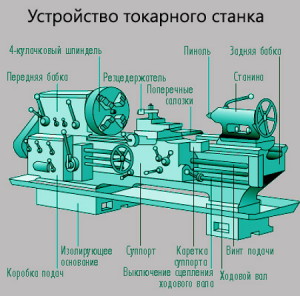
Особенности конструкции станков токарной группы
Все станки, предназначенные для выполнения токарной обработки заготовок из металла и других материалов, имеют в своей конструкции типовые конструктивные элементы:
- станину — несущий элемент токарного агрегата, на котором устанавливаются все элементы его конструкции;
- фартук (в данном элементе токарного станка происходит преобразование движения валика или ходового винта в перемещение его суппорта);
- шпиндельную бабку, на которой размещается шпиндель устройства, а в ее внутренней части располагается коробка скоростей;
- суппорт (в данном элементе станка закрепляется режущий инструмент, также суппорт нужен для того, чтобы обеспечить продольную и поперечную подачу инструмента, совершаемую с заданными параметрами; в конструкции суппорта обязательно присутствует нижняя каретка, а у отдельных моделей их несколько, на верхней из которых крепится держатель для токарного инструмента);
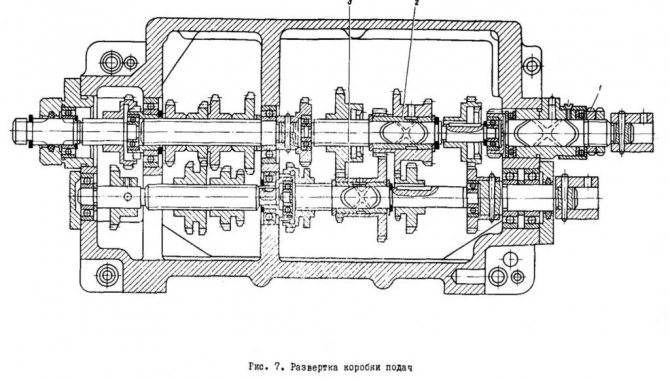
- коробку подач (при помощи данного конструктивного элемента передается движение от ходового винта или валика на суппорт станка);
- электрическая часть конструкции станка, включающая в себя приводной электродвигатель, мощность которого у разных моделей станков может серьезно варьироваться, а также элементы, с помощью которых обеспечивается управление электрооборудованием устройства (естественно, данная часть токарного агрегата должна отвечать требованиям безопасности).
Основные узлы токарного станка
Все элементы конструкции станка опираются на две тумбы, которые выполняют несущую функцию, а также обеспечивают размещение заготовки на удобной для оператора высоте. Такие тумбы, отличающиеся массивностью своей конструкции, можно увидеть на фото токарного станка любой модели.



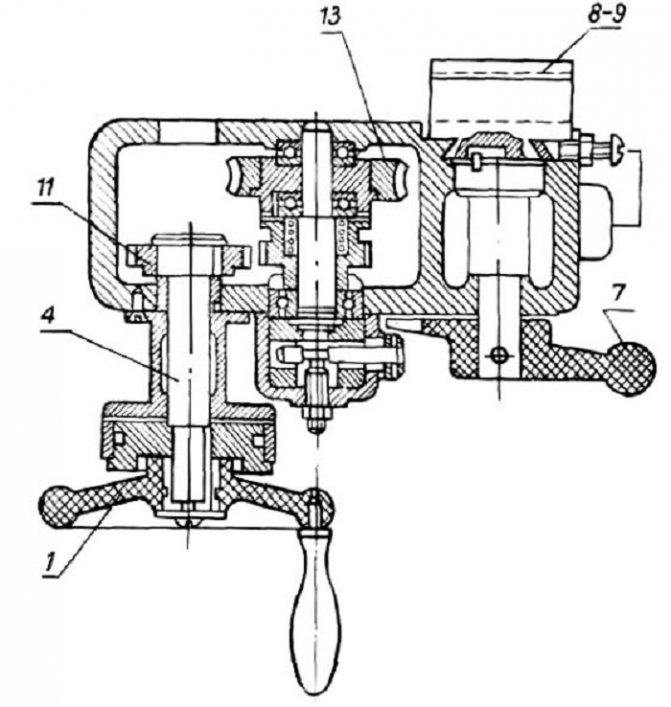
Конструкция суппорта токарного станка
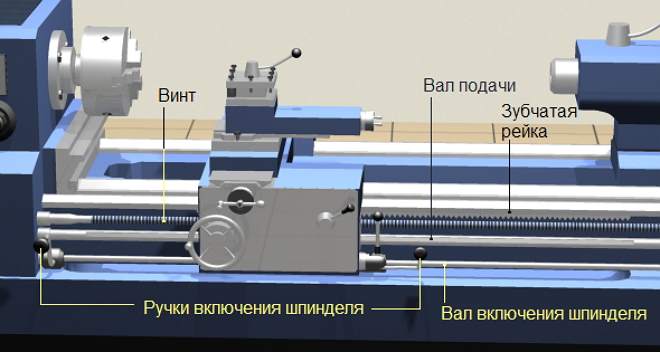
Приводные валы станка
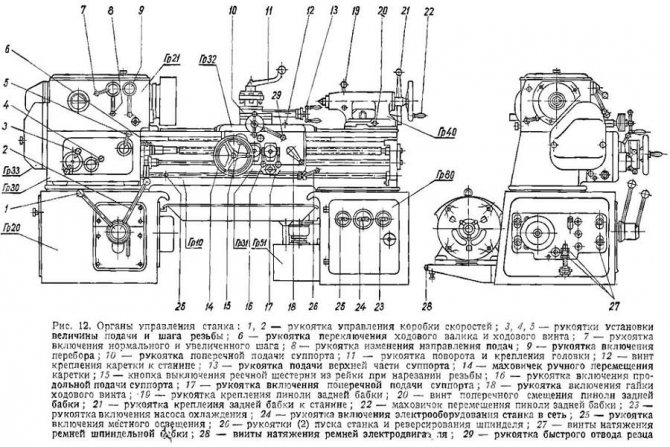
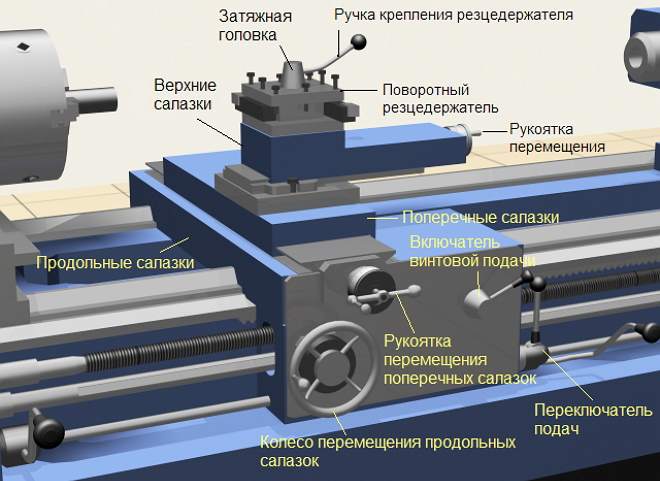
Пример расположения органов управления токарного станка (нажмите, чтобы увеличить)
4 Краткая информация о конструкции металлорежущих агрегатов
Описываемые нами станки разных групп и типов по своему устройству имеют немало общих черт. Их конструкция базируется на том, что все установленные на агрегатах техустройства и механизмы должны гарантировать возможность выполнения двух движений:
- подачи приспособления для резки либо обрабатываемой детали;
- непосредственно движения резки.
Чтобы обеспечить указанные движения, а также стабильное функционирование всего оборудования, станок для резки металла должен обязательно располагать такими конструктивными элементами:

- органы управления (отвечают за запуск агрегата и его остановку, необходимы для постоянного контроля работы станка);
- передаточное устройство (оно нужно для передачи исполнительному механизму движения от двигателя и для преобразования движения);
- привод (электрический, механический, пневматический, гидравлический);
- исполнительные механизмы (на них размещаются приспособления для резки металла, именно эти механизмы осуществляют обработку металла).
Классификация
Существует несколько основных классификаций, по которым различаются токарно-винторезные станки.
1. По массе:
- легкие — весят до 1 тонны;
- средние — весят от 1 до 10 тонн;
- тяжелые — весят более 10 тонн.
2. По типу управления:
- с ручным управлением;
- с ЧПУ (числовым программным управлением).
3. По максимальному расстоянию между центрами станка. Определяет наибольшую длину детали, которую можно поместить между двумя бабками. Измеряется в мм и имеет широкий диапазон.
4. По высоте центров (расстоянию от оси вращения шпинделя до ближайшей точки на станине станка). Определяет максимальный диаметр заготовки, которую можно закрепить в патроне. Измеряется в мм.
Токарно-винторезные станки с ЧПУ, особенно последних исполнений, несколько сглаживают эту градацию. Основным параметром здесь является возможность обработки той или иной детали с нужной точностью.
22.11.2018
История появления и развития оборудования
По мнению историков, токарные станки (вернее, примитивные прародители подобных устройств) были изобретены и начали использоваться человеком еще в середине VII века до нашей эры. Конечно, такое устройство имело простейшую конструкцию, но позволяло эффективно выполнять обработку изделий из дерева или кости. Для того чтобы произвести такую обработку, в двух центрах, которые монтировались соосно друг с другом, зажималась деталь. Ее вращали вручную, а процесс резания осуществлялся при помощи ручного резца, которым манипулировал отдельный «оператор». Таким образом изделию придавалась требуемая форма и размеры.
Следующим этапом развития, которому подверглось оборудование токарной группы, стало оснащение его приводом, необходимым для придания детали вращательного движения. В качестве такого привода изначально использовалась тетива лука, которую петлей накидывали на обрабатываемое изделие. А чуть позже (в XIV столетии) был изобретен ножной привод для токарного оборудования.
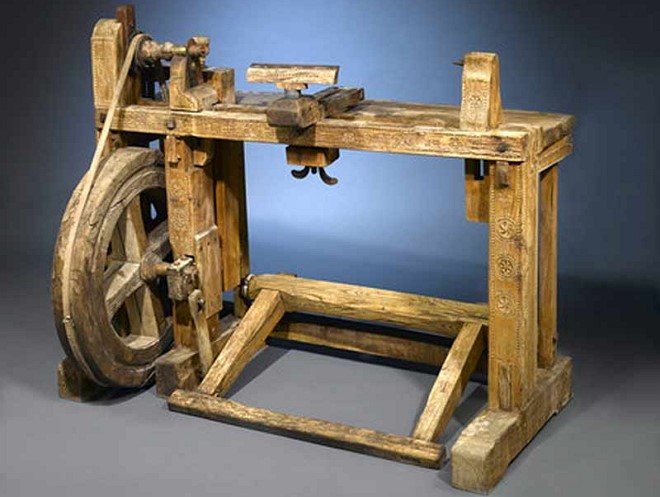
Старинный токарный станок с ножным приводом
Конструкция такого привода, очень напоминающего приводной механизм ножной швейной машины, состояла из закрепленной консольной деревянной жерди, соединенной с обрабатываемой деталью при помощи прочной веревки. При нажатии ногой на жердь веревка натягивалась, что приводило к вращению заготовки на 1–2 оборота. После того как нога убиралась с жерди, веревка освобождалась и устремлялась вверх, что влекло за собой вращение заготовки в другую сторону.

Токарно-копировальный станок А. Нартова, 1729 год
Станок токарной группы XVI столетия уже имел в своей конструкции люнет и центры, изготовленные из металла, что позволяло использовать его для обработки заготовок, отличающихся сложной конфигурацией. Однако по причине невысокой мощности такого устройства применять его для токарной обработки металлических заготовок было еще нельзя.
Сильный толчок история токарного станка получила в 1700-х годах, когда россиянином Андреем Нартовым было создано устройство, на которое установили механический суппорт. Следует отметить, что именно это новшество послужило сильнейшим толчком в развитии всего оборудования, предназначенного для обработки заготовок из металла. Серьезный вклад в развитие токарных агрегатов внесли французские инженеры, которые к середине XVIII столетия создали устройство, отличающееся высокой универсальностью. Уже к концу этого века во французской промышленности стал использоваться специализированный агрегат, на котором можно было выполнять нарезание резьбы на металлических винтах.
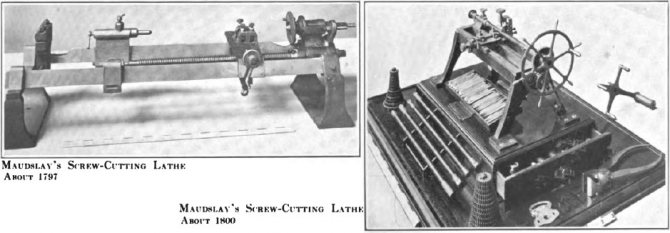
Токарные станки Модсли (нажмите, чтобы увеличить)
По-настоящему прорывным в развитии токарного оборудования принято считать 1794-й год, когда Генри Модсли создал станок, послуживший базой для дальнейшего развития всех токарных агрегатов. Что примечательно, предприятие, основанное Модсли, занималось также производством плашек и метчиков, с помощью которых на его оборудовании выполняли нарезание резьбы.



О том, чтобы автоматизировать токарный станок, стали задумываться в XIX веке, и пальма первенства в этом вопросе принадлежит американским инженерам. Данный процесс шел по пути оснащения агрегатов дополнительными элементами автоматизации, что в итоге привело к созданию первого станка с револьверной головкой. Именно на базе таких устройств в дальнейшем и стали создавать универсальные станки-автоматы, первый из которых (станок Спенсера) был представлен общественности в 1973 году.
https://youtube.com/watch?v=o6jnsOUivS0
https://youtube.com/watch?v=3khYABSX5-8
Общая классификация
Классификация металлорежущих станков осуществляется по разным факторам. Это разделения по весу, габаритам, типу, классу точности, степени автоматизации, универсальности. О каждой их групп нужно поговорить более подробно.
Классификация по типам
По типу оборудования выделяется 9 видов установок:
- Токарные станки. Занимают примерно 30% от общей массы металлорежущих устройств. Заготовка зажимается в специальном зажиме. Процесс разрезания начинается после установки резцов, которые снимают слой металла под воздействием вращения.
- Расточный, сверлильные агрегаты. Занимают 20% от общей массы станков. Детали закрепляются на рабочем столе. Резание происходит за счет вращения шпинделя с со сверлом, зажатым в патроне.
- Заточные, шлифовальные, полировальные машины. Занимают 20% от общей массы установок по резанию металлов. Резание металла происходит за счет вращения абразивного материала, которые соприкасается с рабочей поверхностью. От величины абразива зависит скорость обработки.
- Устройства для физико-химического резания заготовок. Наименее распространенное оборудование.
- Аппараты для обработки резьбы, зубцов. Занимают 6% от массы. Используются для нарезания резьбы, изготовления, заточки шестерней.
- Долбежные, протяжные, строгальные машины. Занимают 4% от массы металлорежущего оборудования.
- Фрезерные станки. Занимают 15 % от общей массы. Обработка металлических заготовок происходит благодаря вращению фрез разной формы.
- Разрезные установки. Используются для разделения арматуры, профилей, уголков.
- Машины для выполнения различных операций, связанных с резанием.
Классификация по универсальности
Отдельное разделение металлорежущих станков — по их универсальности. Выделяется две группы:
- Установки узконаправленного профиля. Используются для выполнения одной определенной технологической операции.
- Универсальные агрегаты. Представляют собой крупногабаритные конструкции, которые предназначены для выполнения различных технологических операций.
Классификация по степени точности
По точности металлорежущие машины бывают нескольких видов, каждый из которых имеет свою маркировку:
- Повышенная — обозначается буквой П.
- Нормальное — обозначение Н.
- Высокая — обозначается буквой В.
- Особо высокая — обозначение А.
- Наиболее высокая точность — обозначается буквой С.
Чтобы использовать агрегаты с маркировкой В, А, С, требуется заранее подготовить помещение. В нем должен поддерживаться постоянный температурный режим, уровень влажности.
Классификация по степени автоматизации
По степени автоматизации выделяют такие типы металлорежущих станков:
- Модели с ручным управлением. Рабочему нужно убирать, подготавливать заготовки, настраивать все подвижные элементы самостоятельно, координировать рабочий процесс.
- Полуавтоматические машины. Рабочему требуется менять детали самостоятельно, включать, выключать подвижные механизмы.
- Автоматы — агрегаты, которые выполняют обработку заготовок самостоятельно. Используются при серийном производстве.
- Оборудование с ЧПУ. Оператор задает требуемый алгоритм через программу. Подвижные механизмы работают самостоятельно, подбирают оптимальные режимы, загружают, выгружают детали.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности.
Металлорежущий автоматический станок
Классификация по массе
Промышленные металлорежущие машины разделяются по массе. Выделяют:
- Легкие — конструкции весят до 1000 кг.
- Средние — масса начинается от 1 тонны, заканчивается 10 тоннами.
- Крупные — масса от 16 до 30 тонн.
- Тяжелые — масса от 30 до 100 тонн.
- Сверхтяжелые — конструкции весят более 100 тонн.
Обозначения указываются в техническом паспорте.
Другие станки.
К ним относятся, в частности, строгальные, протяжные и зуборезные станки. Последние предназначаются для нарезания зубчатых колес различных типов – цилиндрических с прямыми и косыми зубьями, конических, шевронных, червячных, – применяемых в современном машиностроении. Протяжные станки используются для точной обработки наружных и внутренних поверхностей любого профиля специальным многолезвийным инструментом, зубья которого за один проход снимают весь припуск.
Многоцелевой станок (обрабатывающий центр) сходен с фрезерным, но имеет больше осей перемещения и всегда снабжается системой ЧПУ. Фрезеровальные центры допускают быстрый переход с одного процесса резания на другой, например с одного сверла на другое или со сверла на метчик (инструмент для нарезания внутренней резьбы). Многоцелевые станки, как правило, рассчитаны на выполнение совокупности таких операций, как сверление, развертывание, нарезание резьбы метчиком, подрезка, торцовое фрезерование, нарезание канавок, расточка и пр. Имеются модели с вертикальными и горизонтальными шпинделями. Многие выпускаемые станки могут выполнять точную обработку одновременно четырех или пяти сторон призматической детали. При обработке сложных деталей, таких, как головка цилиндра или корпус редуктора, требующих выполнения некоторой последовательности разных операций, многоцелевые станки заменяют несколько станков разного типа.
Технические и технологические показатели станков токарной группы
1.12.5. Технические и технологические показатели станков токарной группы
- Основные условия функционирования
- Размеры рабочего пространства для размещения заготовок, инструмента и приспособлений.
- Расположение обрабатываемых поверхностей, их количество и размеры.
- Наибольшая масса устанавливаемых заготовок и способы закрепления.
- Пределы частот вращения и подач рабочих органов
- Основная форма обрабатываемых заготовок (определяет пространственное размещение рабочих органов станка).
- Количество, форма и параметры устанавливаемых инструментов для штатных методов обработки.
- Количество управляемых включая одновременно) перемещений рабочих органов.
- Дискретность перемещения по осям координат
Производительность штучная
- Мощность главного привода и подач.
- Количество переходов и проходов.
- Скорости холостых и установочных перемещений.
- То же рабочих перемещений.
- Наличие автоматизации основных и вспомогательных циклов.
- Оснащенность дополнительными приспособлениями и устройствами.
- Количество одновременно обрабатываемых заготовок и установленных инструментов
Точность обработки станка
- Выходная точность станка.
- Точность установки изделия и стабильность позиционирования рабочих органов.
- Исходная точность заготовки и объемная стабильность качества.
- Размерная износостойкость инструмента.
- Статические, динамические и тепловые деформации несущей системы, групп узлов заготовки и инструментов.
- Возможность корректирования перемещений формообразующих элементов.
- Характер износа элементов и узлов станка
Эксплуатационные свойства станка
- Масса станка.
- Площадь, занимаемая станком.
- Надежность работы систем и узлов.
- Удельная энергоемкость.
- Материалоемкость.
- Техническая и эксплуатационная безопасность и экономичность.
- Удобство управления и обслуживания.
- Ремонтопригодность