
Назначение и применение метода
Газопламенное напыление широко применяется в различных отраслях современной промышленности. С помощью технологии выполняют следующие работы:
- нанесение антикоррозийного покрытия;
- восстановление баббитового слоя подшипников;
- создание электропроводящего или электроизоляционного слоя;
- декоративная обработка различных поверхностей;
- устранение дефектов цветного и черного литья;
- ремонт деталей вращения: валов, цапф или кулачков.
Свойства поверхности зависят от типа состава. Например, для повешения жаростойкости поверхности применяют газопламенное напыление алюминиевым порошком. Такая процедура называется алитированием.
Какое оснащение применяется для диффузного напыления
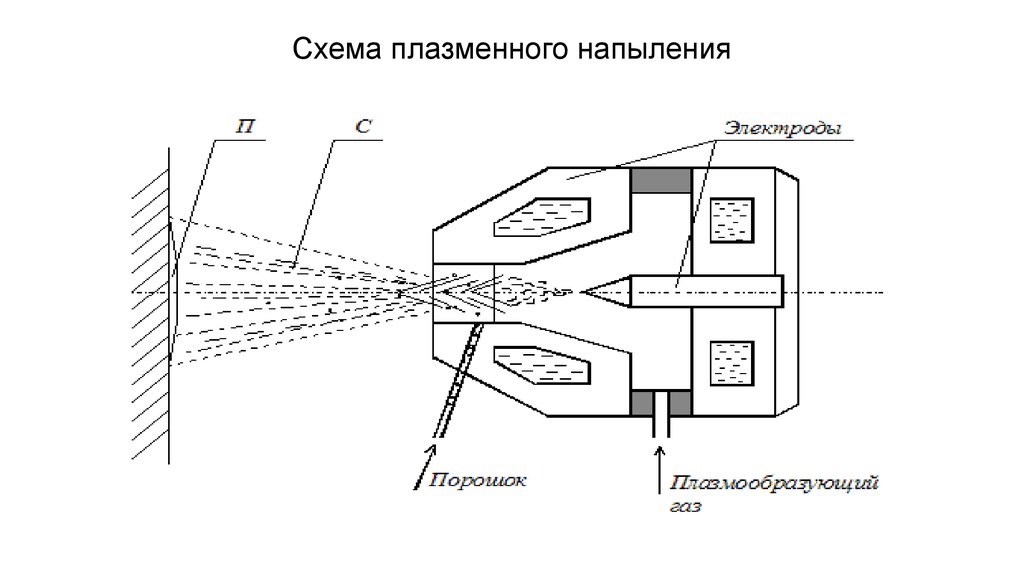
Для совершения напыления ионами металла используется техническая плазма высокой температуры – совокупность множества квантовых частиц света, положительных ионов, нейтральных элементов, электронного газа.
Для того, чтоб совершить плазменную ионизацию металлоконструкции, применяется специфическое оснащение – плазменная аппаратура.
Как правило, применяется дуговой, импульсный либо искровой электрический разряд.
Чтоб все это реализовать, вам надобно воспользоваться:
- Высокочастотным генератором (или сварочным модификатором) для создания разряда.
- Герметизированной камерой (в ней вмещаются элементы для обработки основания диффузионным напылением).
- Емкостью для газа. Под влиянием электроразряда происходит ионизация элементов.
- Аппаратом для давления газа (годится вакуумное или насосное оборудование).
- Системой для изменения тока, давления, напряжения и увеличения или уменьшения толщины поверхности металла.
Порядок плазменной ионизации происходит в следующем порядке:
- Фиксация детали в герметизированной камере, и формирование электрического разряда.
- Рабочая атмосфера накачивается давлением и частицами порошка (получается плазма высокой температуры, переносящая порошковые элементы на основание обрабатываемого изделия).
- При вакуумном напылении, в условии инертного газа или низком давлении возможно ускорение движения элементов, вследствие чего получается более плотное и с хорошей сцепляемостью покрытие.
Общие положения
Механическая обработка деталей по чертежам Из школьных уроков по физике каждый знает, что вещество может существовать в четырех состояниях: твердое, жидкое, газ, а также плазма. Больше всего вопросов возникает при попытке представить последнее состояние. А на самом деле все не так сложно. Плазма – это тоже газ, только его молекулы, что называется, ионизированы (то есть оторваны от электронов). Такое состояние может быть достигнуто разными способами: в результате воздействия высоких температур, а также как результат бомбардировки электронами атомов газа в вакууме.
Такую плазму принято называть низкотемпературной. Такая физика процесса используется при осуществлении плазменного напыления (травления, насыщения) в вакууме. Помещая частицы плазмы в магнитное поле, им можно придавать направленное движение. Как показала практика, такая обработка более эффективна по ряду параметров классических операций в технологии машиностроения (насыщение в порошковых средах, газопламенная резка, поливание при помощи пасты на основе оксида хрома и так далее).
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.
Предлагаемые услуги
Нанесение покрытия на базе титана и карбида титана В результате диффузионного титанирования возможно получение 3-х типов диффузионных покрытий. 1-й тип покрытий формируется на базе соединений титана и железа, данные покрытия обладают высокой коррозионной стойкостью в среде электролитов. 2-й тип покрытий содержит карбид титана и титановую связку, такие покрытия имеют высокую твердость (микротвердость от 17000 до 23000 МПа) и, соответственно, механическую и коррозионно-механическую износостойкость при отсутствии хрупкости. 3-й тип покрытий состоит из карбида титана их микротвердость достигает 30000МПа. Данные покрытия могут использоваться для повышения работоспособности как деталей машин, так и инструмента. Так, износостойкость стального режущего инструмента, в зависимости от обрабатываемого материала, повышается от 3 до 12 раз. Особенно эффективен данный вид покрытий для неперетачиваемого или частично перетачиваемого инструмента.
Титановые покрытия являются и хорошей защитой инструмента от коррозионного воздействия рабочей среды, в частности, паров кислот, выделяющихся при вулканизации резин. Так, период стойкости пресс-форм с титановыми покрытиями, по сравнению с хромированными, увеличился в 2,5 раза.
Нанесение никель-медных покрытий
Никель-медные покрытия придают поверхностным слоям изделий износостойкость, при этом наблюдается значительное, более чем в 2 раза, снижение коэффициента сухого трения, повышается теплопроводность, коррозионная стойкость, стойкость к коррозионному растрескиванию и другие свойства. Вследствие этого никель-медные покрытия обеспечивают стальным изделиям рост работоспособности в условиях износа и воздействия агрессивной рабочей среды (скорость коррозии снижается в 100 раз, стойкость к сероводородному растрескиванию увеличивается в 30-35 раз, снижается скорость роста трещины в 1,5 раза, увеличивается вязкость разрушения на 5-15 %, снижается адгезионное схватывание между инструментом и обрабатываемым материалом, в 8-12 раз увеличивается теплоотвод, характеристики прочности возрастают на 5-10 % и т. д.). Никель-медные покрытия повышают стойкость материала пресс-форм к образованию трещин разгара.
При нанесении никель-медных покрытий на режущий инструмент из инструментальной стали повышается стойкость инструмента, увеличиваются производительность процесса резания и чистота обработки. Никель-медные покрытия снижают температуру в зоне резания более чем на 200о С.
Нанесение никель-медных покрытий на твердосплавные пластины типа ВК, ТК, ТТК способствует снижению их хрупкости, обеспечивает значительное увеличение качества обработки изделий при резании (исключение наростообразования на резцах), улучшает паяемость и увеличивает прочность паяных соединений твердосплавной пластины со стержнем резца.
Получить полный текст
Репетиторы
ЕГЭ
Дипломная
Уникальность никель-медных покрытий заключается в том, что, несмотря на исходно низкую твердость, они обладают высокой стойкостью к износу, которая возникает вследствие интенсивного деформационного упрочнения покрытия, протекающего в процессе эксплуатации изделия, избирательного переноса атомов меди в зону контакта и восстановления разрушенных микрообъёмов в результате трибоокислительных процессов (реализации эффекта безызносности).
3. Никель-хромовые покрытия
Никель-хромовые покрытия, так же как никель-медные покрытия, повышают вязкость поверхностных слоев изделий, коррозионную стойкость в среде электролитов и расплавах металлов, стойкость к эрозионному разрушению от воздействия потоков металлических расплавов, жаростойкость, стойкость к коррозионному растрескиванию. Никель-хромовые покрытия наиболее эффективны для повышения стойкости пресс-форм для литья под давлением. Так, стойкость пресс-форм, применяемых для литья под давлением алюминиевых сплавов, по сравнению с непокрытыми пресс-формами, повышается более чем в 4 раза.




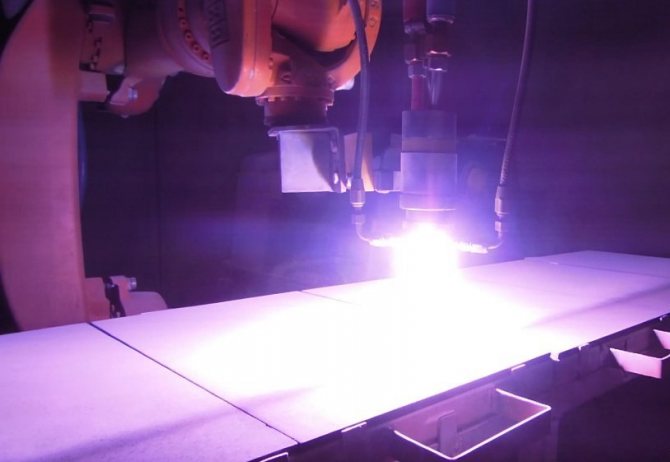
Особенности лазерного осаждения металлов
Благодаря точной направленности луча лазера, во время наплавки происходит формирование равномерно плотного конгломерата из порошка и материала основы. Толщина металлического разжижения колеблется в пределах 0,2-1 мм, удается создать несколько таких слоев, располагающихся один над другим.
Для нанесения линий, граней или контуров установка оборудована оптическим устройством с возможностью автоматического перемещения. Равномерность распределения слоев обеспечивается интеллектуальной системой сенсоров. Прогрессивную наплавочную технологию реализуют с использованием двух типов лазерного излучения – импульсного и непрерывного.
Установка газопламенного напыления проволокой SPRAYJET-88-MV
Установка предназначена для использования в автоматических/роботизированных системах газопламенного проволочного или порошкового напыления. Отличительной особенностью установки является применение автоматической панели управления, осуществляющей управление внешними устройствами безопасности и блокирующей, например, двери, пылеуловитель, манипулятор пистолета и т.д,, если существует какой-то внешний мешающий фактор. Также система контролирует параметры напыления в процессе работы и блокирует процесс с выводом соответствующего сигнала на панель управления, если какой-либо параметр вышел за пределы допустимых значений.
| Краткие технические характеристики | |
| Масса пистолет | 2,3 кг |
| Применяемый горючий газ | Ацетилен |
| Применяемый вторичный газ | кислород |
| Диаметр проволоки | 1,6-4,76 мм |
| Привод подачи проволоки | Электропривод |
| Возможность автоматизации | да |
Преимущества
- высокая универсальность процессов, позволяющая наносить покрытия широкого функционального назначения, а также восстанавливать размеры изношенных деталей;
- малое термическое воздействие на напыляемую основу (интегральная температура нагрева деталей при напылении не превышает 150°С), что позволяет исключить нежелательные структурные превращения в ней и избежать деформаций;
- нанесение покрытий на детали, изготавливаемые практически из любого материала;
- отсутствие ограничений по размерам напыляемых изделий;
- нанесение покрытий на локальные поверхности;
- нанесение многослойных покрытий разнородными материалами;
- высокая технологичность процесса, в связи с гибкостью регулирования параметров режима;
- получение регламентируемой однородной пористости покрытия для использования в условиях работы со смазкой поверхностей скольжения;
- положительное влияние на усталостную прочность основы, за счет получения при напылении слоистой структуры покрытия;
- нанесение равномерного покрытия с минимальными припусками для последующей механической обработки;
- эксплуатация, в отдельных случаях, напыленных деталей без последующей механической обработки;
- использование напыления для формообразования деталей или аддитивных процессов (напыление производят на поверхность формы-оправки, которую после окончания процесса удаляют, и остается оболочка из напыленного материала);
- высокая производительность и автоматизация процесса.
Выбор способа
Выбор и использование конкретного способа наплавки определяется условиями производства, количеством, формой и размерами наплавляемых деталей, допустимым перемешиванием наплавленного и основного металла, технико-экономическими показателями, а также величиной износа. Выбор типа материала покрытия производится в соответствии с условиями эксплуатации деталей. В качестве присадочного материала при наплавке деталей во многих случаях наиболее эффективно использование порошков, которые технологичны в изготовлении и обеспечивают получение химического и фазового состава покрытия в широких пределах.
Химико-термическая обработка металла. Диффузионная металлизация
Главная » Химико-термическая обработка металла. Диффузионная металлизацияОборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Поверхностное насыщение стали металлами путем их диффузии в атомарном состоянии называют диффузной металлизацией
. Это один из наиболее дорогих технологических процессов химико-термической обработки. Высокая стоимость диффузной металлизации обусловлена высокой энергоемкостью и длительностью процесса (до 25 часов). Диффузионная металлизация производится при температурах 950…1200 °С. Высокая температура необходима для увеличения скорости диффузии.
Диффузионная металлизация позволяет получать диффузионные слои толщиной от 10 мкм до 3 мм со специфическими механическими и физико-химическими свойствами. Одно из основных свойств металлизированных поверхностей – жароупорность, поэтому детали из углеродистых сталей, предназначенные для эксплуатации при температурах 1000…1200 °С подвергаются алитированию, хромированию или силицированию. Диффузионное насыщение металлами повышает устойчивость изделий к кислотам, абразивному изнашиванию, сопротивление термоудару и резким перепадам температуры.В отличие от диффузии неметаллов, приводящей к образованию твердых растворов внедрения, при металлизации происходит образование растворов замещения.
Диффузионная металлизация производится
несколькими методами:
1. погружением в расплавленный металл, если диффундирующий элемент является легкоплавким (цинк, алюминий);
2. насыщением из расплава солей с применением электролиза или без такового;
3. насыщением из газовой фазы, содержащих галогениды диффундирующих металлов неконтактным и контактным методами;
4. насыщением в сублимированной фазе при испарении диффундирующего элемента.
Хромирование помимо жаростойкости придает стальным изделиям кислотоупорность, устойчивость к газовой и морской коррозии. Насыщение поверхности хромом применяется для деталей пароводяной арматуры, паросилового оборудования и деталей, предназначенных для эксплуатации в агрессивных средах.
Алитированные стали характеризуются высокой окалиностойкостью за счет образования на поверхности пленки оксида алюминия. Диффузионный алитированный слой сразу после окончания металлизации характеризуется высокой хрупкостью из-за пересыщенности раствора алюминием. Для снижения хрупкости диффузионного слоя алитированные изделия подвергаются диффузионному отжигу при температуре порядка 1000 °С. Алитирование применяется при изготовлении чехлов термопар, нагревательных элементов, колосников и т. д.
Диффузионное цинкование
применяется для повышения коррозионной устойчивости стали в маслах, бензине, атмосфере и газовых средах, содержащих сероводород при температурах 300…500 °С. Цинк – активный амфотерный металл и, следовательно, цинковые покрытия разрушаются в кислых и щелочных средах.
На данный момент все большее распространение приобретает комплексное диффузное насыщение металла рядом элементов, например хромоалитирование, карбохромирование, хромотитанирование и др. комплексное насыщение может производиться как последовательно, так и одновременно. Такой вид химико-термической обработки позволяет получать поверхности с уникальными сочетаниями свойств, которые привносят отдельные элементы.
См. также:
- Электродуговая металлизация
- Химико-термическая обработка стали — залог улучшения качества
Категория: Металлы и сплавы | | Теги: диффузионная металлизация | Рейтинг: 0.0/0 Всего комментариев:
Добавлять комментарии могут только зарегистрированные пользователи.
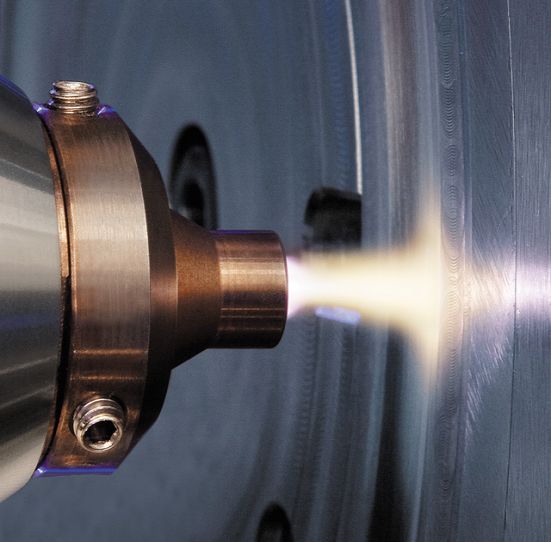
Напыление порошкового материала
Напыляемый порошок поступает в горелку сверху из бункера через отверстие, разгоняется потоком транспортирующего газа (смесь «кислород – горючий газ») и на выходе из сопла попадает в пламя, где происходит его нагревание. Увлекаемые струей горячего газа частицы порошка попадают на напыляемую поверхность. В порошковых горелках, как и в проволочных, подача напыляемого материала в пламя и разгон образующихся расплавленных частиц может производиться при помощи струи сжатого воздуха.





В большинстве случаев в качестве горючего газа используют ацетилен. Можно также применять пропан, водород. Для напыления пластмасс чаще применяют пропан.
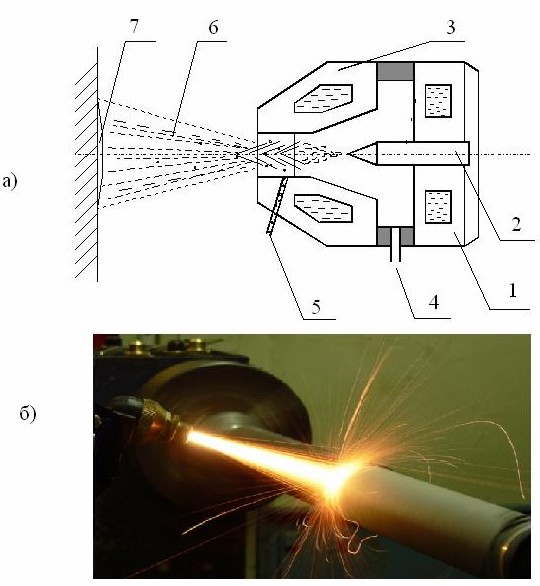
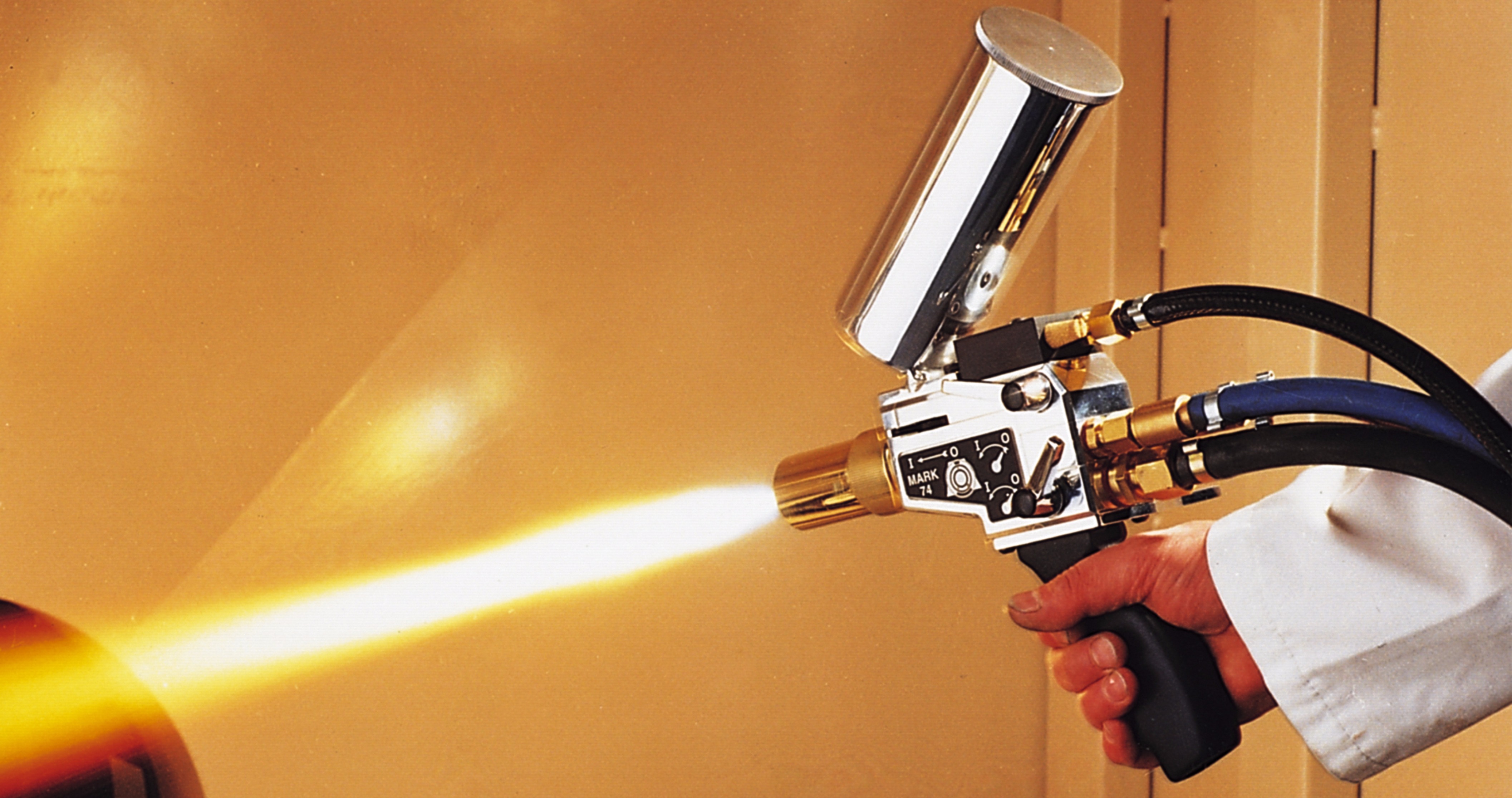
К агрегатам, в которых напыляемый материал подают в виде порошка, относят газопламенную горелку типа Rototec-80 швейцарской фирмы Castolin-Eutectic (рис. 2).

Рис. 2. Газопламенная горелка Rototec-80
Напыляемый материал с размером частиц до 100 мкм засыпают в специальную ёмкость конусообразной формы. Конструктивно газопламенная горелка выполнена таким образом, что при её работе ёмкость с порошком находится в верхней части от газового канала. Поэтому, кроме инжекции, значительную роль в равномерной подаче порошка в область нагрева играет сила гравитации. Горелка выполнена в переносном варианте. Габариты кейса 50030080 мм. При распылении порошковых материалов с различными теплофизическими свойствами у горелок предусмотрено регулирование рабочей смеси газов, что позволяет получать качественные покрытия как из тугоплавких (Al2O3 и TiO2), так и легкоплавких (бронза, баббит) материалов.
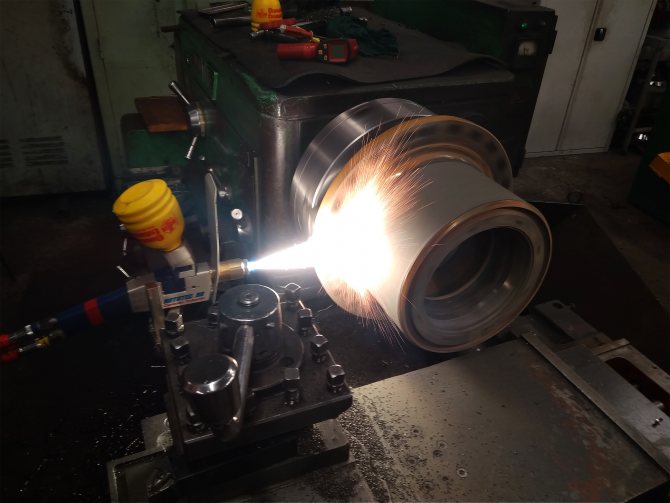
С помощью этой горелки можно осуществлять восстановление геометрических размеров посадочных мест крупногабаритных валов под подшипники качения и скольжения, коренных и шатунных шеек коленчатых валов ДВС, дизельных машин и компрессорных установок.
Описание и назначение металлизации
Метод металлизации выполняет большое количество функций, среди которых:
- защита от образования ржавчины;
- удаление царапин, трещин и сколов, появившихся в процессе обработки;
- восстановление первоначальных габаритов изделия;
- создание декоративного покрытия;
- изменение физических и химических свойств верхнего слоя.
Способ нанесения покрытия избирается в соответствии с поставленными задачами и характеристиками, которые необходимо получить по окончании процесса. Толщина слоя определяет сферу применения будущего изделия.
Металлизация может проводиться химическим, физическим или электростатическим воздействием на поверхность. Она осуществляется в холодном, нагретом или диффузном состоянии.
Нанесение защитного слоя на металлическое изделие можно получить:
- в жидкой среде;
- в газовой среде;
- с применением твердых компонентов.
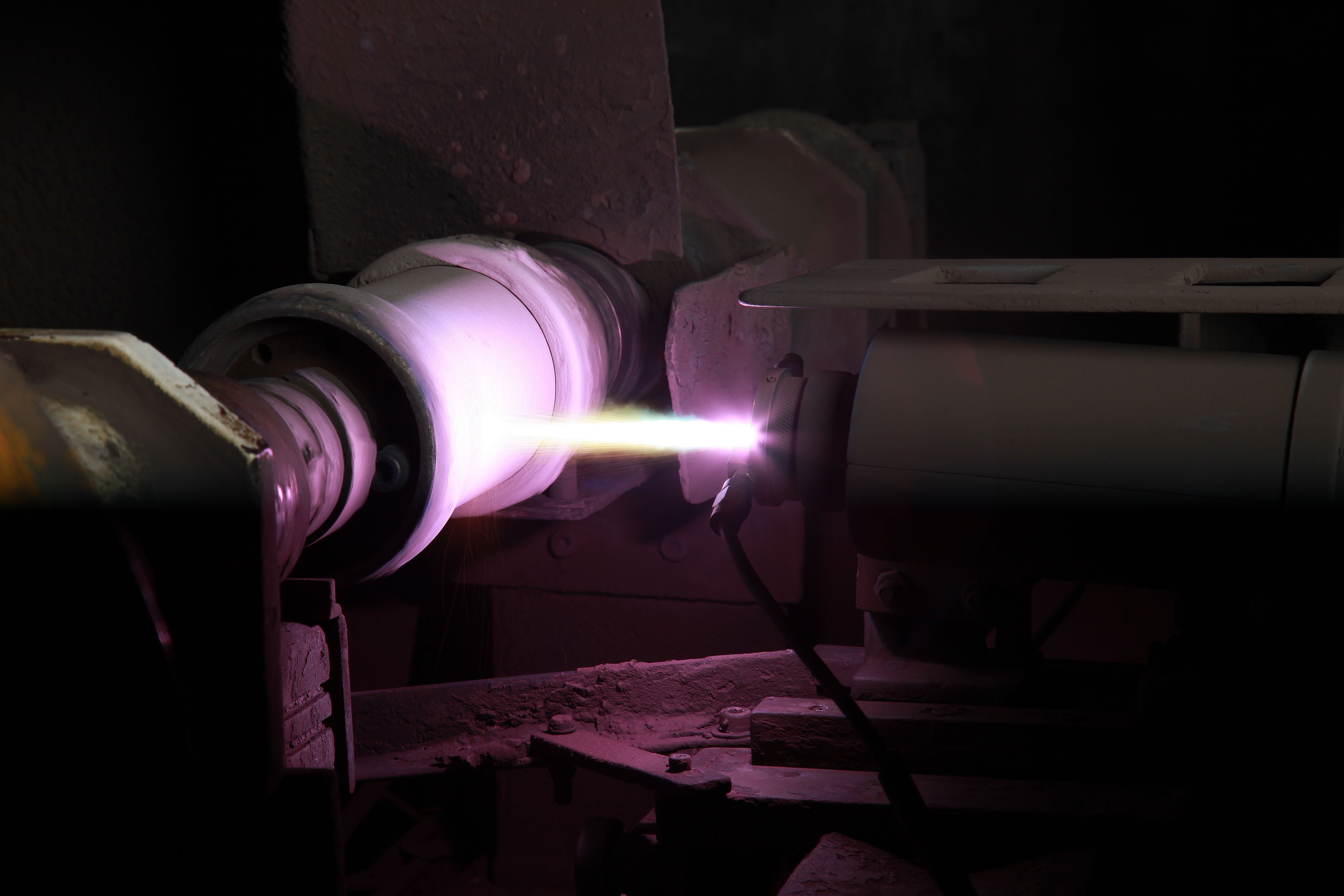
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.
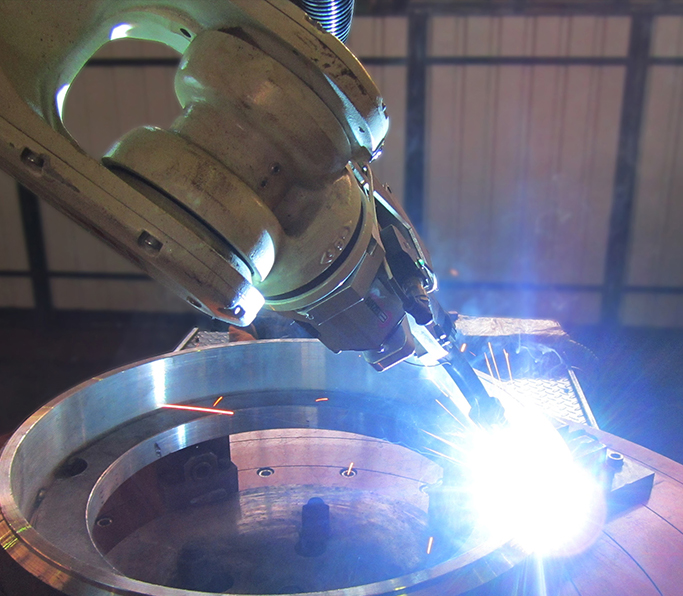
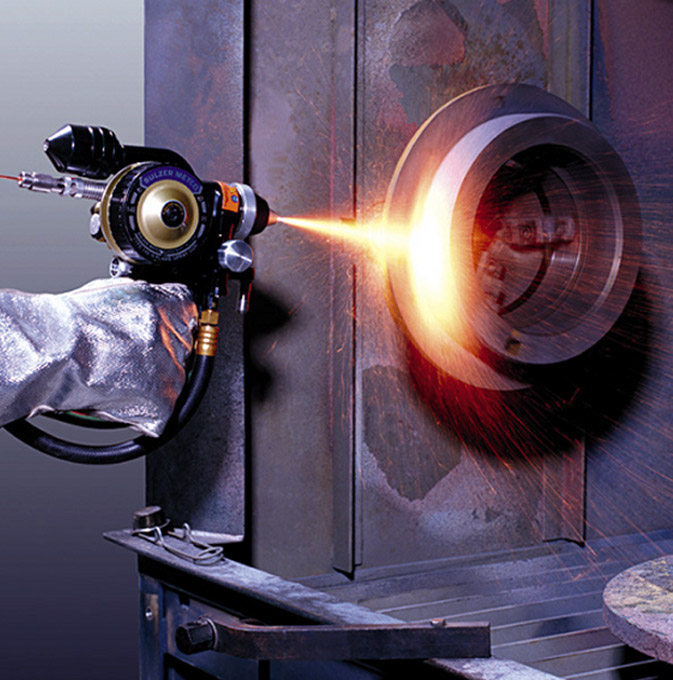
Плазменное напыление металлов часто применяется для восстановления изношенных стальных деталей
Общие сведения о технологиях металлизации
Среди современных методов металлизации поверхностей чаще применяют гальваническое нанесение, а также погружение в расплавы. Традиционная технология также предусматривает вакуумную обработку напылением, которая имеет свои классификации в зависимости от используемых активных сред. Так или иначе, любое напыление металлов предусматривает обработку основы материала с целью получения тех или иных защитных качеств. Это может быть формирование антикоррозийного слоя, восстановление утраченной структуры или же ремонт эксплуатационного износа.
При этом сама рабочая поверхность в большинстве случаев подвергается термической обработке. Перед нанесением металлических частиц она расплавляется горелками, индукторами или посредством воздействия низкотемпературной плазмы. Таким образом подготавливается основа с оптимальными физико-химическими качествами, на которой в дальнейшем производится напыление металлов в виде порошка
Важно отметить, что в качестве основного материала может выступать тот же металл, стекло, пластики или некоторые породы древесины и камни

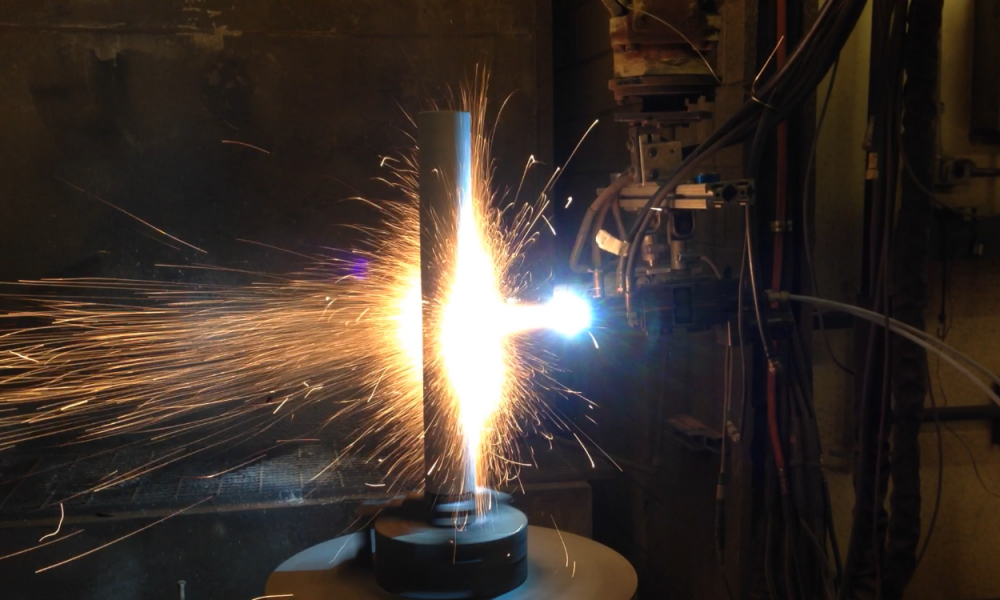
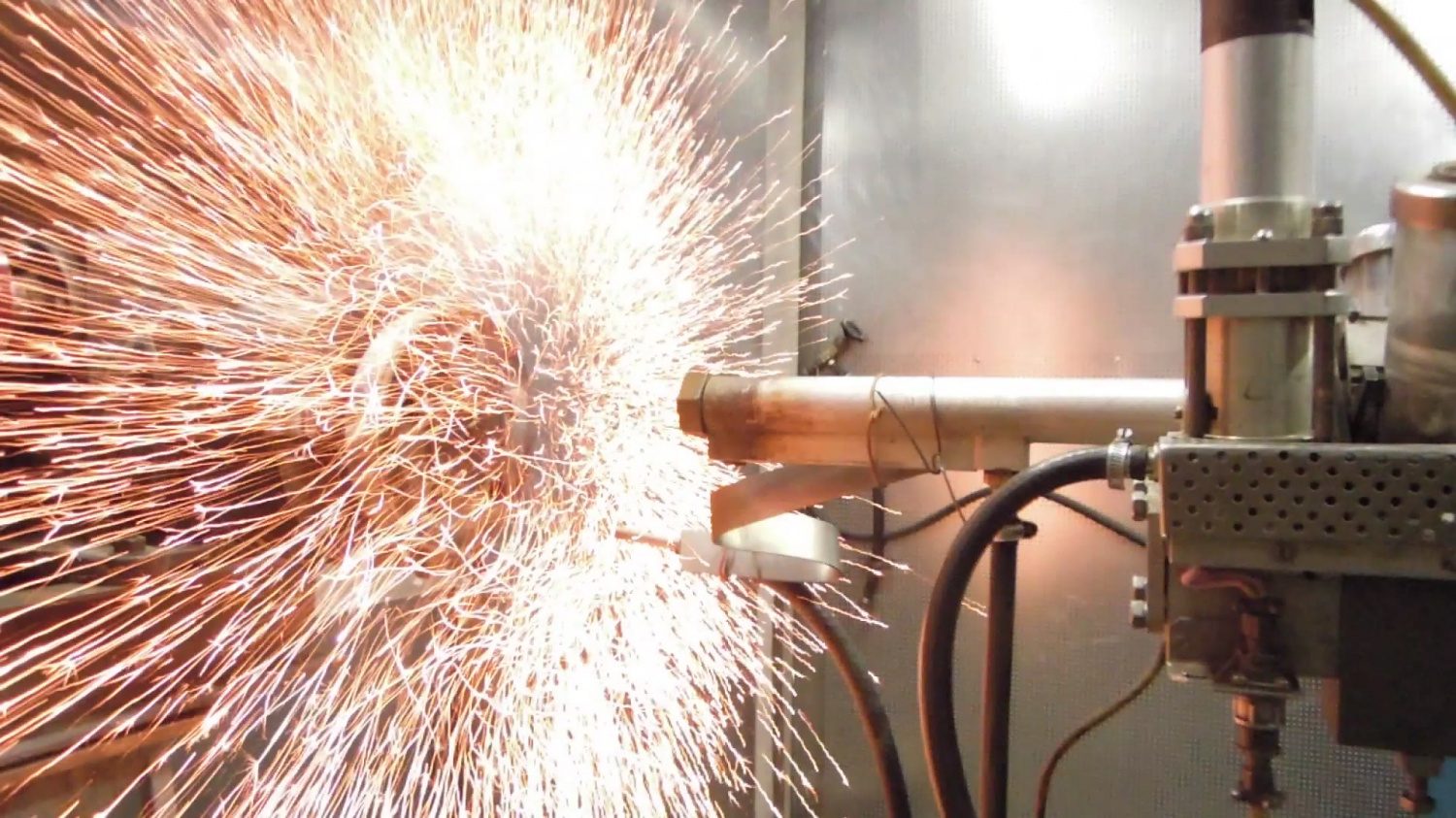
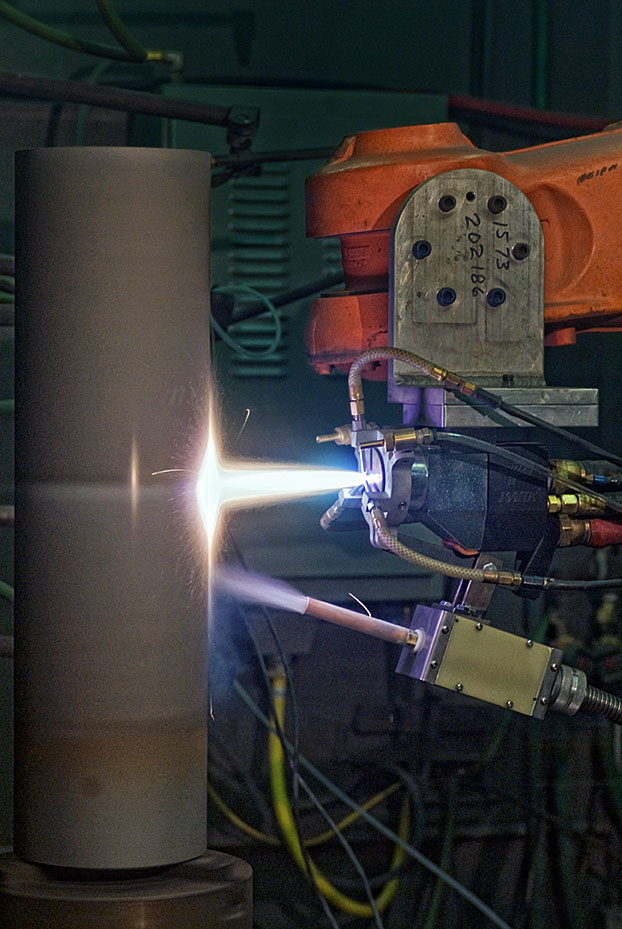
Преимущества газопламенного напыления
- Сверхзвуковое (высокоскоростное) газопламенное напыление металла можно проводить на деталях различной конфигурации поверхности и степени сложности.
- В качестве напыляемого материала можно использовать металлы и полимеры с низкой пластичностью.
- Простота в восстановлении нанесенного покрытия.
- Отсутствие деформации поверхности при напылении.
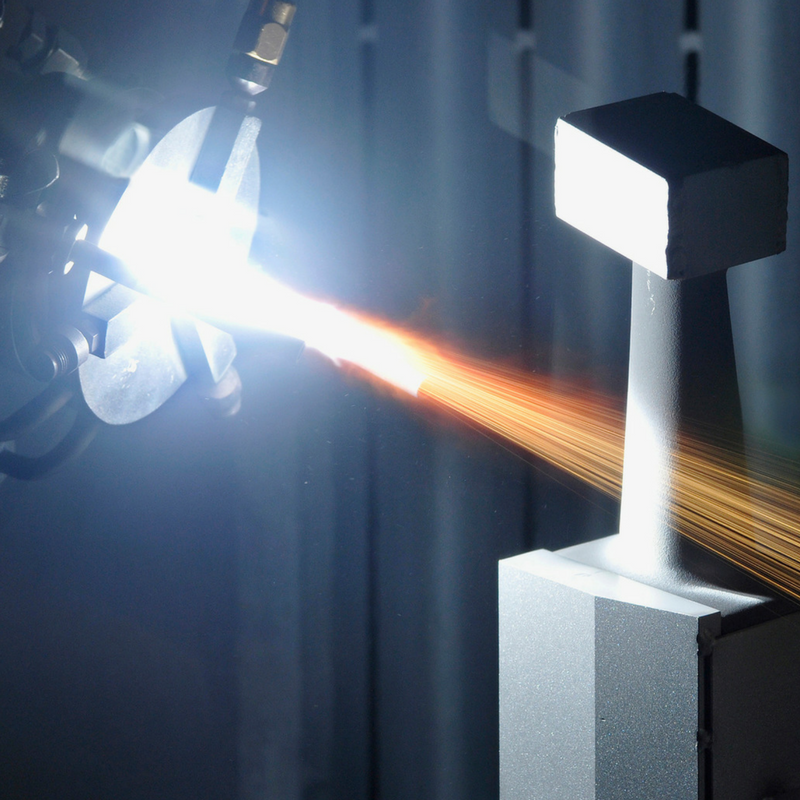
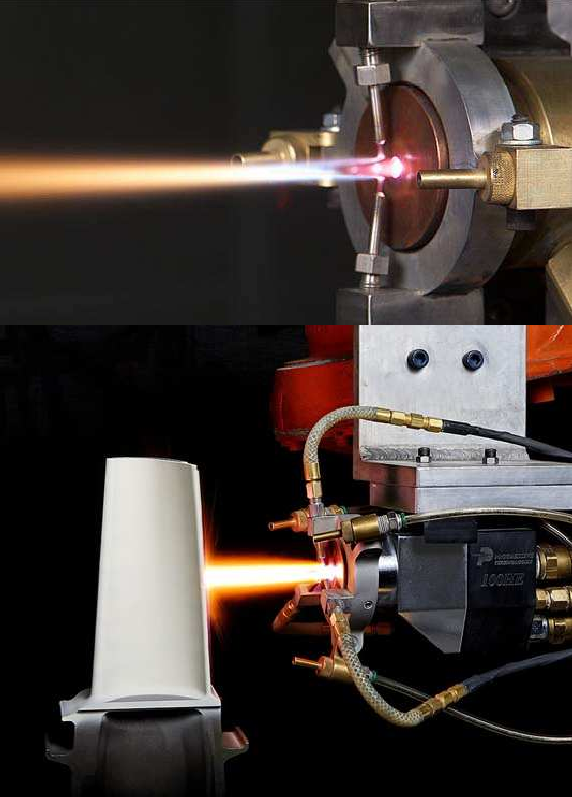
Также очень широко сейчас применяется технология высокоскоростного (сверхзвукового) газопламенного напыления (HVOF). В данном способе при нанесении порошкового материала используются сверхзвуковые скорости. Изменение скоростного режима привело к тому, что данный способ нецелесообразно применять вручную, так как отдачу невозможно контролировать на таких скоростях. Поэтому для нанесения напыления требуются автоматизированные установки, которые способны нанести однородный слой нужной толщины и при этом выдержать отдачу. Увеличение скорости также повлияло на напыляемый материал. В данной технологии активно используют сплавы железа и никеля, а также карбиды.
Данные методы газопламенного напыления широко используются при восстановлении геометрической формы элементов различного оборудования, валов двигателей, нестандартных деталей и др. Также в спектр применения входит нанесение износоустойчивых и антикоррозийных покрытий, увеличивающих срок службы различных материалов.




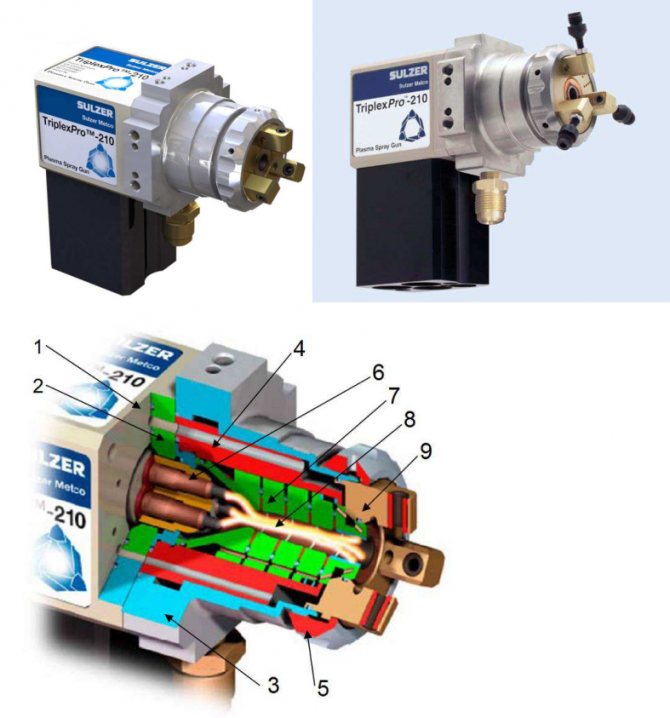



СИСТЕМА ПЛАЗМЕННОГО НАПЫЛЕНИЯ MASS FlOW
Система плазменного напыления типа Mass Flow – это наиболее современная высокотехнологичная система плазменного напыления с замкнутой системой управления, которая обеспечивает сбор данных процесс напыления, их анализ на соответствие заданным и управление, а также хранение рецептов напыления с возможностью последующего вызова.
Особенности системы напыления типа MASS FLOW
|
Система управления автоматически использует запрограммированные стартовые параметры для выбранного плазматрона, контролирует зажигание и параметры напыления. Программирование параметров напыления осуществляется с помощью цветной сенсорной панели c возможностью визуализации параметров в графическом или цифровом виде.
| Система плазменного напыления типа MASS VIEW является очень надежной и простой в управлении и идеально подходит для высокотемпературного процесса напыления, требующего большой гибкости и качества получаемых покрытий. Данная система является современным аналогом старых советских установок для плазменного напыления типа УПУ 10 или УПУ 3Д. В отличие от установок УПУ 10/УПУ 3Д, система MASS VIEW имеет высокоточные электронные расходомеры, а также современную систему управления на базе промышленного контроллера, что позволяет получить более высокое качество покрытий. Применение современных систем управления делает процесс эксплуатации системы простым и надежным, не требуя высокой квалификации оператора. |
Особенности системы напыления типа MASS VIEW
|