
Технология шабрения плоских изделий
Шабровка плоских изделий относится к разряду самых простых и наиболее распространенных видов работ по обработке металла.
Для определения объема шабровочных работ используется специальный краситель. В его роли чаще всего используется:
- берлинская лазурь,
- голландская сажа,
- типографская краска.



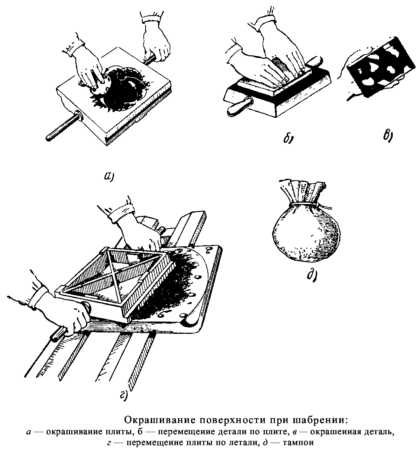
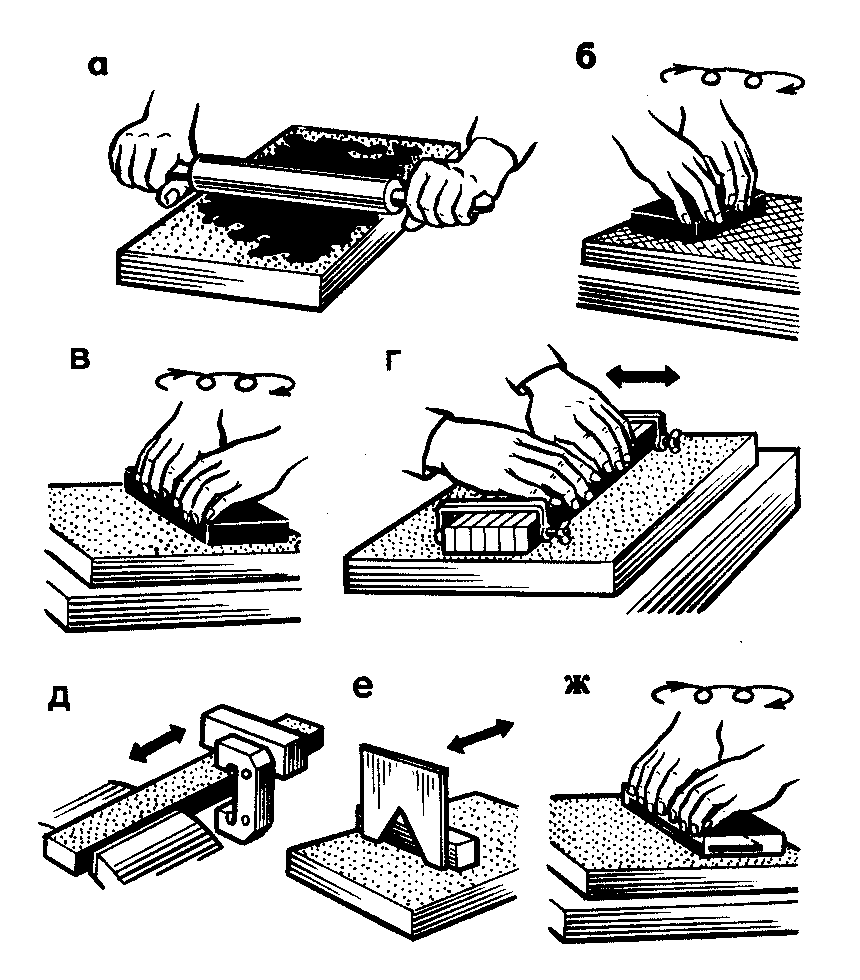
Растирку сухого красителя производят с помощью металлического бруска или валика. Для получения жидкого состава сухой краситель разводят в машинном масле.
Полученной смесью окрашивают обрабатываемую плоскость. Для растирания шабровочной краски используют тканевый тампон или резиновый валик для малярных работ.
Резиновый валик позволяет наносить более тонкий и равномерный слой краски. При нанесении краски тампоном слой красителя получается неравномерным и утолщенным.
Положение участков на деталях небольших размеров определяют следующим образом:
- шабровочную краску наносят на плоскость поверочной плиты,
- аккуратно опускают проверяемую сторону детали на поверочную плиту,
- круговыми движениями перемещают деталь по слесарной плите,
- аккуратно снимают деталь с поверочной плиты.
Габаритные и тяжелые детали шабруют следующим образом:
- краситель наносят на контрольную плитку с идеально ровной поверхностью,
- эту плитку прикладывают к обрабатываемой плоскости,
- круговыми движениями перемещают плитку по плоскости.
По характеру распределения краски по поверхности определяют количество и расположение неровных участков.
Визуальное определение характера и размера неровностей определяют по цвету и количеству пятен.
- темные пятна характеризуют участки с наибольшей глубиной впадин,
- серые пятна имеют наименьшую величину углублений,
- участки с белыми пятнами характеризуют выпуклости, требующие шабрения.
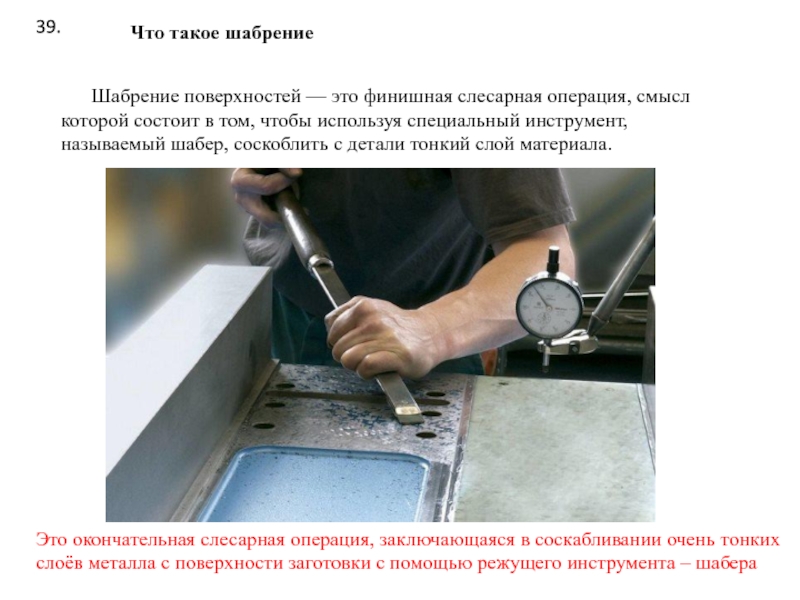
Что такое шабрение?
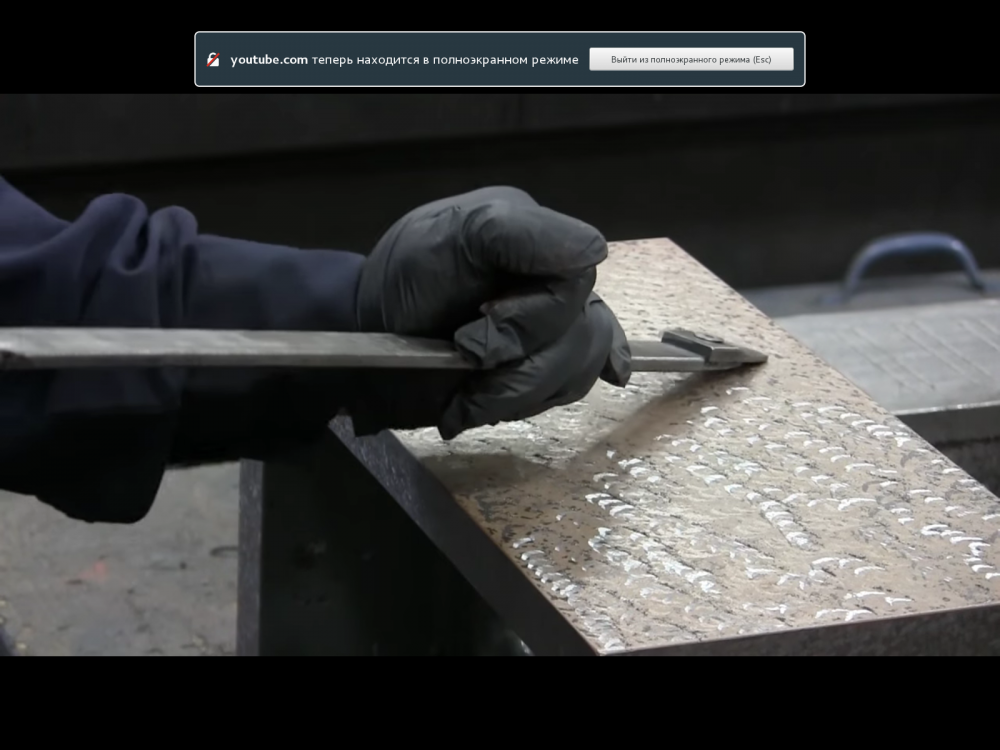
Шабрением называют высокоточную слесарную операцию по плотной подгонке деталей изделий или выравниванию различных поверхностей. Эта операция производится высококвалифицированными специалистами и производится как окончательная (финишная) отделка изделий или поверхности и после того, как было проделано предварительное шлифование, опиливание, фрезеровка или резание конкретной детали.
Для шабрения используется специальная шабровочная краска. Она наносится на поверхности сопрягаемых деталей для уточнения степени шабрирования одной части детали к другой. В результате шлифования происходит срезание мельчайших частиц металла с сопряжённых поверхностей, они «разбиваются» и, в идеале, получается сетка — наибольшее соприкосновение поверхностей изделия.
Краску для шабрения наносят ровным тонким слоем. На хорошо подготовленную поверхность она должна ложится равномерно, с равной степенью насыщенности, а на плохо подготовленную — неравномерно, с проплешинами. При визуальном осмотре становится очевидным: белые пятна означают — очень углублённые места, тёмные пятна на поверхности — углубление незначительное, серые пятна — это выступающие места, где слой краски самый тонкий.
В результате шабрения производится постепенное срезание мельчайших частиц металла с участков, где образовались сначала серые, а затем тёмные пятна, доведя тем самым поверхность детали до идеально ровной. Сам процесс шлифования производят в несколько этапов: предварительное (или черновое), точечное и, наконец, отделочное (или чистовое) шабрение.
Общие сведения о технологии
Операция чаще всего используется применительно к металлу, но в некоторых случаях схожими методами обрабатывают пластиковые и деревянные поверхности. Суть технологии заключается в ликвидации выраженных выпуклостей на изделии.
То есть с помощью специального инструмента обеспечивается притирка неровностей. Для понимания степени точности стоит отметить, что высота снимаемого слоя рассчитывается в микронах.
Особенностью метода является то, что он используется и в работе с нестандартными округлыми поверхностями, где требуется учет уклона радиальности. К примеру, это могут быть криволинейные и цилиндрические изделия.
Технологические особенности
Шабрение обладает рядом технических особенностей:
- Высокая точность обработки. Инструмент-шабер является очень точным, а с его помощью можно снимать слой металла толщиной от 0,01 до 0,5 миллиметров. Если рабочему нужно срезать более широкий слой, то он либо использует более грубый инструмент, либо просто повторяет операцию несколько раз, пока не получит нужные результаты.
- Возможность работы с деталями сложной формы. Лезвия шабера разной формы, что позволяет работать как плоскими объектами, так и различными сложными объектами (скажем, с подшипниками или деталями автомобилей). Это делает технологию универсальной, простой в использовании.
- Невозможность механизации. Шабровка является достаточно тонкой сложной процедурой, а для ее проведения необходимым соответствующий опыт. По очевидным причинам шабрение нельзя автоматизировать, что снижает популярность технологии (хотя шабер можно подключить к пневматическим устройствам).
Назначение шабровки
Применяется для финишной металлообработки, когда объекты должны взаимодействовать с минимальным трением, отлично дополняя друг друга. Операция позволяет достигнуть максимальной гладкости даже при миниатюрных размерах заготовки. Обычно этот этап обязателен при производстве:
- измерительных и контрольных приборов, так как у них должна быть высокая точность;
- подшипников скольжения – при наличии неровностей будет появляться трение, деформирующее вал, а также риск быстрого износа и перекоса оси;
- направляющие любых станков;
- автомобильные двигатели и некоторые другие запчасти на авто.
В этот перечень также могут попасть все узлы, для работы которых важна точность и отсутствие любых дефектов.
Специфика мехобработки металлов давлением
Контролируемое давление позволяет реализовывать различные технологические операции. К ним можно отнести:
- изменение формы заготовки из листового металла или болванки в форме балки — в процессе данной операции даже формируется как новый рельеф, так и новое поперечное сечение;
- отделение от сортового проката — эта операция предполагает получение полуфабрикатного изделия определенной формы и размеров.
Для реализации первого типа операций используются прессы, кузнечные молоты, прокатные станы, гибочные станки. Именно на этом оборудовании осуществляются такие работы, как сгибание, разгибание, вытягивание, уплотнение металлоизделия. Конечно, качество обработанной таким образом поверхности не будет высоким, а в поверхностных слоях металла будут скапливаться усталостные напряжения.
Операции механообработки второго типа применяются с целью формирования разнообразных по форме полуфабрикатных изделий. Для этого используются штамповочные прессы, гильотинные ножницы и пр. Механическая обработка на таком оборудовании целесообразна в производстве массового типа.
Как сделать шабер своими руками
Купить его можно через интернет или в специализированных магазинах, но можно попробовать обзавестись самодельным помощником.
Простой в домашних условиях
Возьмите пруток (корпус) нужного размера, сделайте болгаркой распил в торцевой части, поместите туда пластину, а сбоку вставьте винт и крепко закрутите. С обратной стороны смастерите удобную ручку.

![Глава xv. шабрение [1980 макиенко н.и. - общий курс слесарного дела]](https://takorest.ru/wp-content/uploads/8/b/c/8bc2fea05394aa44bf007b6a64742baf.jpeg)


Сложный
Изготовление возможно при наличии фрезерного станка. Отличие от предыдущего варианта – на прутке будет нарезана винтовая спираль, которая позволит присоединять к корпусу головку – тиски, в которые будет помещаться лезвие и закрепляться винтом.
Из напильника
Инструмент нужно просто подвергнуть двум процедурам:
- заточке кромки под нужным углом;
- наполнением алмазной пасты на бруске из абразива с помощью движений, похожих при затачивании столового ножа.
Орудие готово! В статье мы рассказали, что такое шабер слесарный и показали фото. Для наглядности предлагаем посмотреть несколько видео по теме:
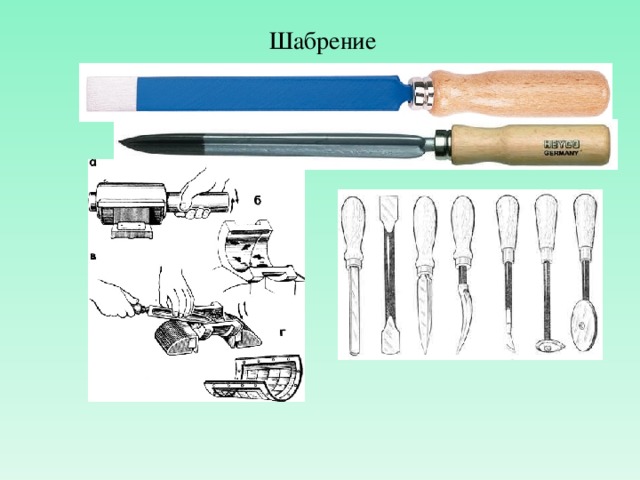
Инструменты и приспособления для шабрения. Шаберы
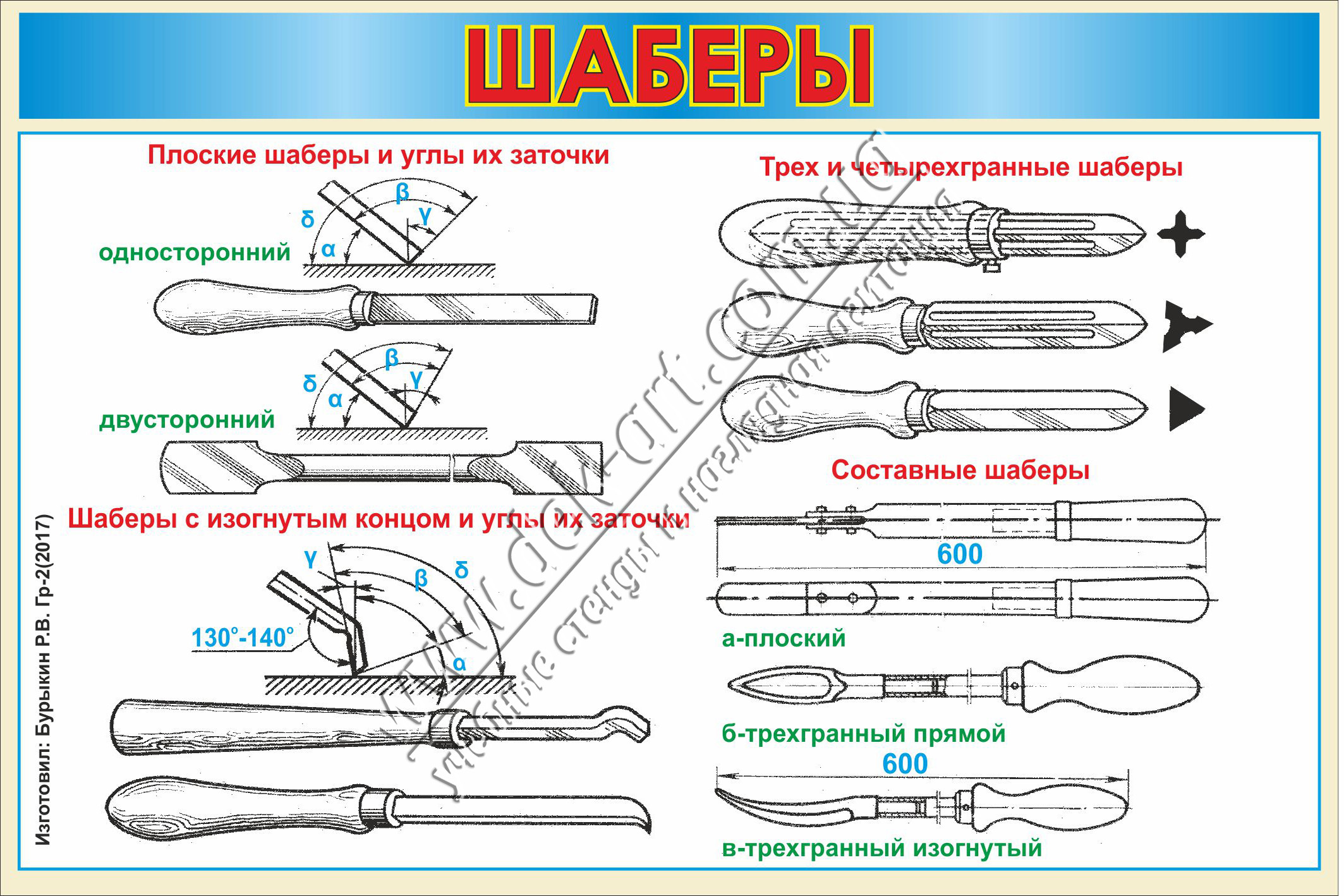
Режущим инструментом при шабрении является шабер. Шаберы различаются по конструкции
— цельные и составные, по форме режущей кромке — плоские, трехгранные и фасонные, а также по числу режущих граней — односторонние и двухсторонние.
Шаберы изготовляются из
углеродистых инструментальных сталей марок У10…У13. Составные шаберы могут оснащаться пластинами из быстрорежущей стали или твердого сплава.
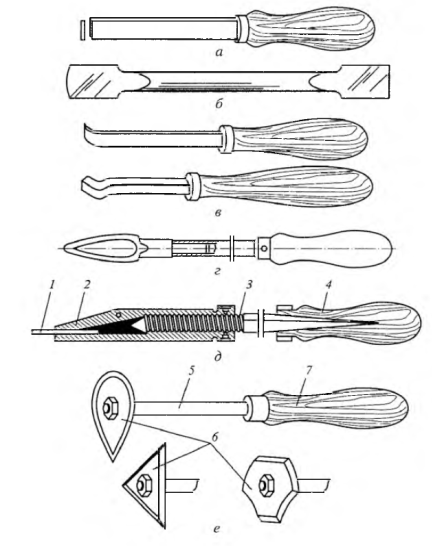
Для шабрения плоских поверхностей используются одно- или двухсторонние шаберы с прямолинейной или криволинейной режущей кромкой (рис. 4.3, а, б, в). Геометрические параметры шаберов зависят от вида обработки, материала заготовки и угла установки инструмента по отношению к обрабатываемой поверхности. Торцевая поверхность шабера затачивается под углом заострения 90… 100° по отношению к оси инструмента. При черновой обработке угол заострения равен 75…90°, при чистовой — 90°, а при отделочной — 90… 100°. Угол заострения для чугуна и бронзы выбирается равным 90… 100°, для стали — 75…90°, а для мягких металлов — 35…40°.
Выбор длины режущей кромки и радиуса ее закругления зависит от твердости обрабатываемого материала и заданной шероховатости обработанной поверхности. Чем тверже обрабатываемый материал и выше требования к чистоте обработанной поверхности, тем более узкой должна быть режущая кромка шабера и меньшим радиус закругления.
Для чернового шабрения применяются шаберы с шириной режущей кромки 20… 30 мм, для чистового — 15… 20 мм и для отделочного — 5… 12 мм.
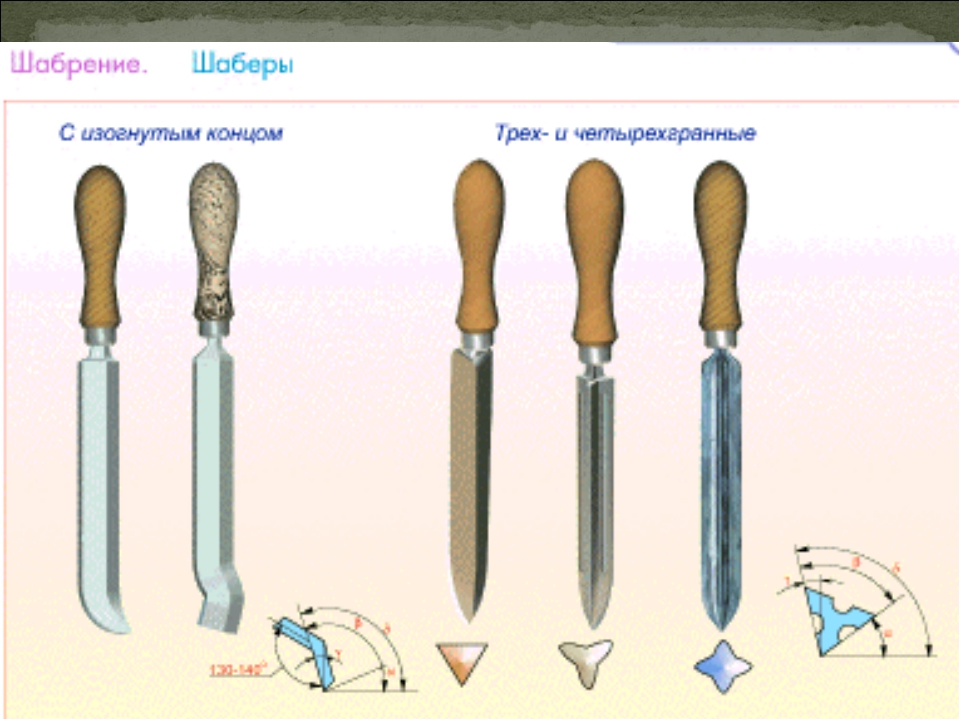
Для шабрения вогнутых поверхностей, например вкладышей подшипников скольжения, предназначены трехгранные шаберы
(рис. 4.3, г), которые имеют три режущие кромки и могут быть прямыми и изогнутыми; их угол заострения составляет 60°. У этих шаберов на гранях находятся продольные канавки (желобки), что делает более удобной заточку и заправку инструмента.
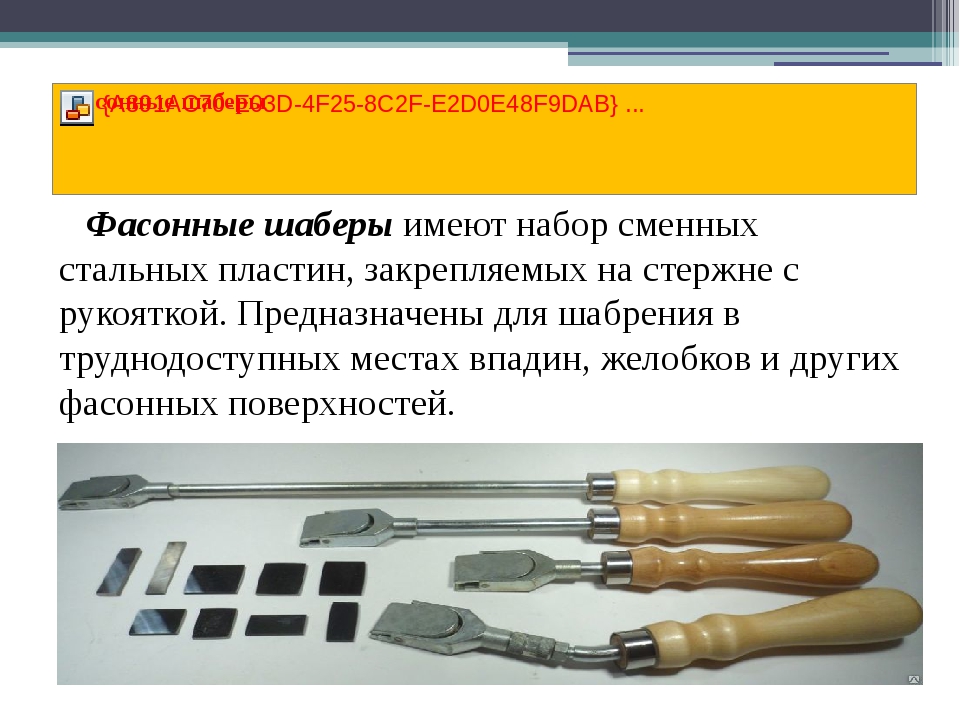
Помимо цельных, используются составные шаберы
(рис. 4.3, д), позволяющие быстро заменять режущие пластины, а потому удобные для выполнения различных шабровочных работ. Такой шабер состоит из корпуса держателя 2, рукоятки 4 и зажимного винта 3. Сменную режущую пластину 1 из углеродистой, быстрорежущей стали или твердого сплава закрепляют в держателе 2, вращая винт 3 при помощи рукоятки 5.
В более простой конструкции шабера (рис. 4.3, е) режущие пластины 6 закрепляются в рукоятке 7 при помощи гайки.
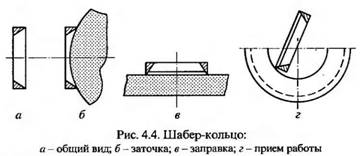
При шабрении вкладышей подшипников скольжения для уменьшения числа переточек в процессе работы применяются шаберы- кольца (рис. 4.4), которые могут быть изготовлены из кольца изношенного конического роликового подшипника.
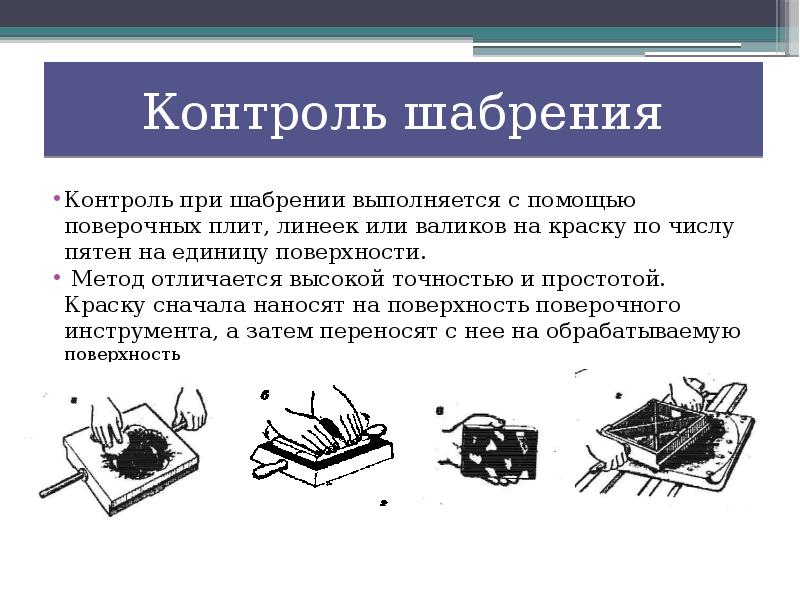
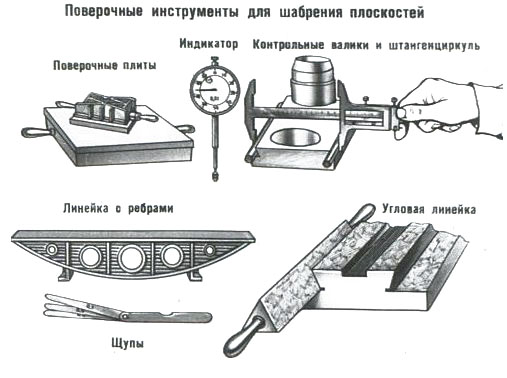
Поскольку шабрение является заключительной операцией слесарной обработки, то качество ее выполнения необходимо контролировать в течение всего процесса. Для этих целей предназначены проверочные инструменты.
К проверочным инструментам (рис. 4.5) относятся: проверочные плиты для контроля широких плоских поверхностей; плоские проверочные линейки (рис. 4.5, а, б), применяемые при контроле шабрения длинных и сравнительно узких плоских поверхностей; трехгранные угловые линейки (рис. 4.5, в), использующиеся при контроле шабрения поверхностей, расположенных под внутренним углом, угловые плиты — для контроля качества шабрения поверхностей под прямым углом; а также проверочные валики — для контроля шабрения цилиндрических поверхностей и выемок. Контроль качества шабрения всеми этими инструментами основан на выявлении неровностей на обработанной шабрением поверхности. Неровности на обрабатываемой поверхности становятся видимыми после наложения ее на окрашенный проверочный инструмент или наоборот, после наложения окрашенного инструмента на обработанную поверхность и взаимного их перемещения друг относительно друга.
Весьма важным является хранение проверочных инструментов в надлежащем состоянии, поэтому после работы проверочный инструмент следует очищать, смазывать и только потом укладывать в футляр или накрывать крышкой.
С целью высокоточной подгонки деталей изделий в слесарном деле используется весьма трудоёмкая технологическая операция — шабрение. Она производится при помощи специального инструмента-шабера, который, в зависимости от сложности и особенности детали, может иметь различную форму, конструкцию и размер.
Виды станков для шабрения
Режущие элементы станков, которые применяют для шабрения, изготавливают из инструментальной стали, которая отличается низким содержанием углерода и наличием легированных добавок. Как было сказано выше, в качестве привода станка может быть использовано электричество либо сжатый воздух.
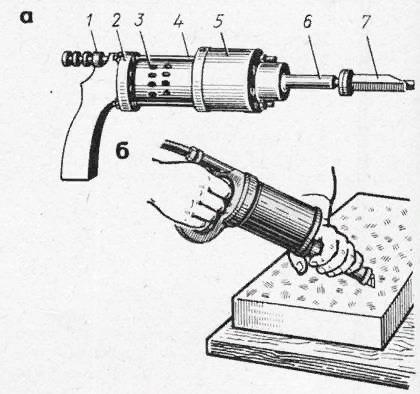
Пневматические аппараты применяют в качестве средства механизации шабрения стальных и чугунных деталей. Применяются только на предприятиях металлообрабатывающей и тяжелой промышленности. Устройства оснащают механизмом регулировки длины шабера для изменения степени шабрения.
Электромеханические инструменты для шабрения также используются в крупных мастерских. Электрический двигатель соединен с редуктором, который посредством гибкого вала передает крутящий момент на кривошип. Последний является приводным механизмом аппарата.
Процесс механизации шабрения протекает не очень стремительно. Это связано с низким качеством обработки поверхности по сравнению с ручным шабрением.
Шабрение поверхности – это ответственная процедура, которая требует не только значительных физических качеств, но и квалификации специалистов. Высокая трудоемкость процесса и отсутствие качественного механизированного оборудования негативно влияют на популярность технологии: к ней прибегают только в крайнем случае.


А вы сталкивались с шабрением на производстве? Поделитесь своими впечатлениями в блоке комментариев.
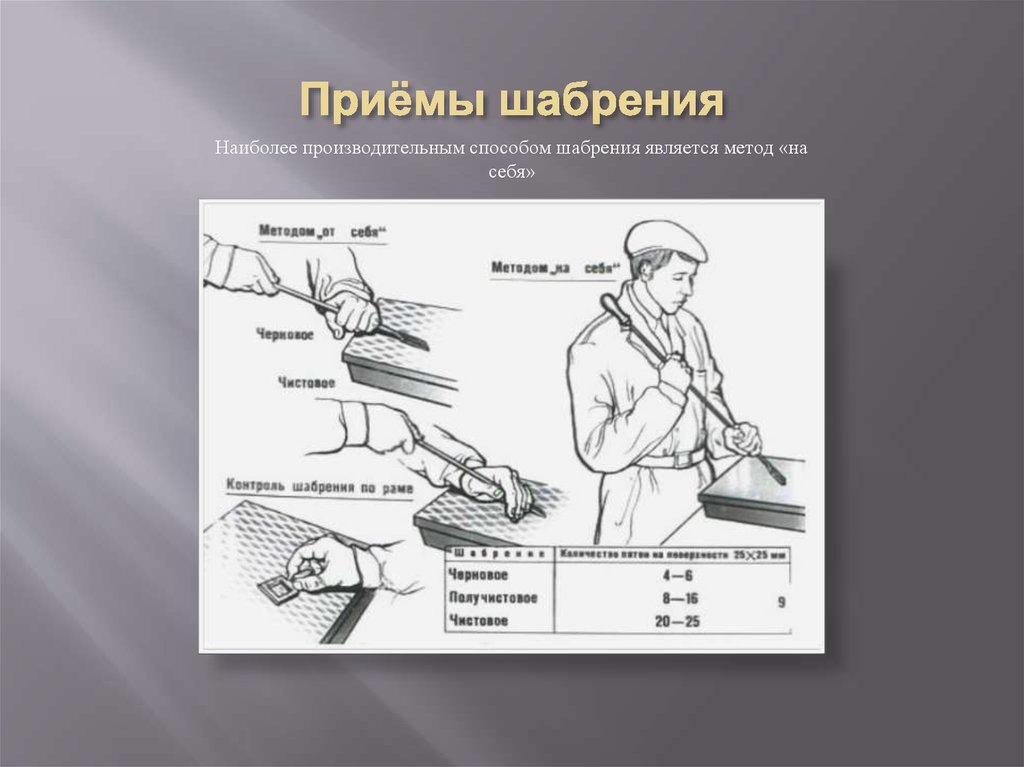
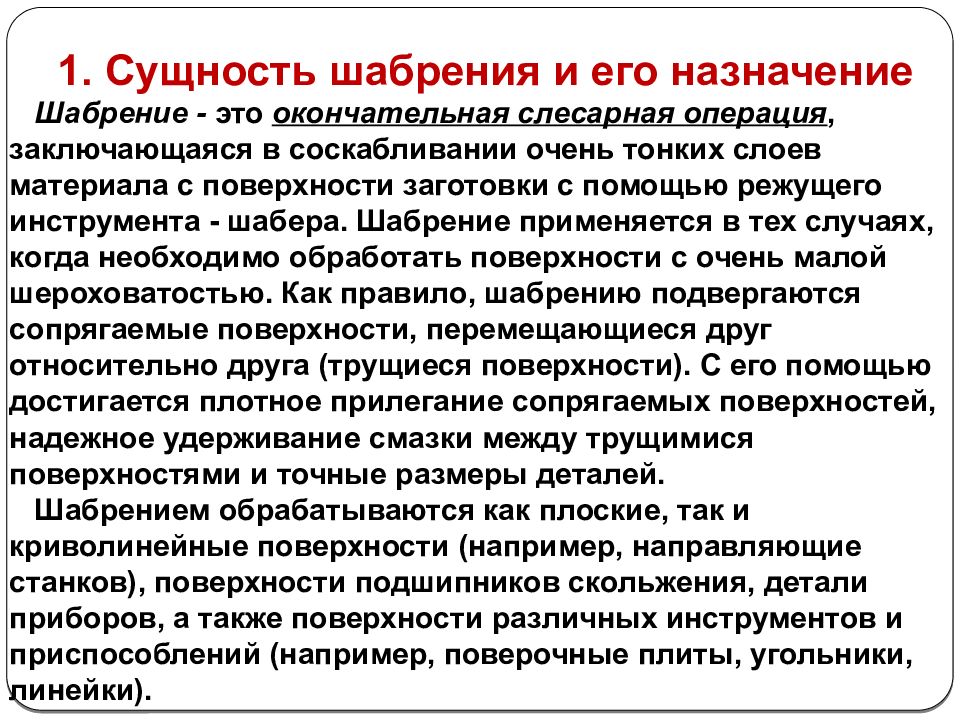
Шабрение — это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев материала с поверхности заготовки с помощью режущего инструмента — шабера. Шабрение применяется в тех случаях, когда необходимо обработать поверхности с очень малой шероховатостью. Как правило, шабрению подвергаются сопрягаемые поверхности, перемещающиеся друг относительно друга (трущиеся поверхности). С его помощью достигается плотное прилегание сопрягаемых поверхностей, надежное удерживание смазки между трущимися поверхностями и точные размеры деталей.
Шабрением обрабатываются как плоские, так и криволинейные поверхности (например, направляющие станков), поверхности подшипников скольжения, детали приборов, а также поверхности различных инструментов и приспособлений (например, поверочные плиты, угольники, линейки). За один проход шабер может удалить с поверхности заготовки очень тонкий слой металла толщиной не более 0,7 мм. При средних усилиях, прикладываемых к инструменту, толщина снимаемой стружки составляет 0,01 …0,03 мм.
Шабрение является весьма трудоемкой операцией и требует чрезвычайно высокой квалификации слесари. В практике слесарных работ шабрение занимает около 20%, поэтому большое значение имеют механизации труда и замена ручного шабрения станочными методами обработки.
Техника проверки поверхности
Контрольный квадрат помогает определить глубину шабровки поверхности детали или заготовки. В середине рамки, приложенной к поверхности детали, выделяется контрольный участок и производится подсчет количества окрашенных пятен. Тип неровностей можно определить числом выпуклостей:
- Если количество пятен достигает 6 — шабровка грубая;
- Если насчитывается до 10 пятен — шабровка чистая;
- Когда число пятен не менее 14 — обработка точная;
- Когда число окрашенных пятен составляет 22 — зачистка ювелирная.
Операция выравнивания лицевой части деталей, инструмент и применяемый способ шабрения зависит от типа поверхности. Для обработки краев используется приспособление прямого типа, гнутые детали шабровщик зачищает фасонным лезвием, твердые материалы обрабатываются узким лезвием, скобление мягких материалов и плоских поверхностей осуществляется широким шабером и лезвием радиусного типа.
Форма лезвия устройства подбирается по типу поверхности, выявить который можно с помощью прокатки детали по окрашенной пластине. Выявленные неровности удаляются приспособлением с длинной заточенной кромкой. Используемые виды шаберов начинают движение от краевой части заготовки. После завершения операции проводится контрольная проверка чистоты обработки, для доводки которой шабровщик использует слесарный сборный инструмент и ферритная кромка
Чтобы режущий инструмент прослужил долго и помогал качественно подготовить материалы, рекомендуется уделить особое внимание выбору устройства. Все виды шаберов по форме режущей кромки приспособлены для выполнения технологических задач
Оптимальным вариантом является выбор снаряжения универсального типа, конструкция которого позволяет быстро заменять пластины в соответствии с требованиями техпроцесса.
Разные виды шаберов из-за технических особенностей не могут применяться на поверхностях с крупными дефектами и глубокими царапинами. Деталь должна пройти грубую обработку на фрезерном станке или другом шлифовальном оборудовании. Все циклы выравнивания поверхности должны заканчиваться проверкой контрольной пластиной с пигментным красителем.
— это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев материала с поверхности заготовки с помощью режущего инструмента — шабера. Шабрение применяется в тех случаях, когда необходимо обработать поверхности с очень малой шероховатостью. Как правило, шабрению подвергаются сопрягаемые поверхности, перемещающиеся друг относительно друга (трущиеся поверхности). С его помощью достигается плотное прилегание сопрягаемых поверхностей, надежное удерживание смазки между трущимися поверхностями и точные размеры деталей.
Шабрением обрабатываются как плоские, так и криволинейные поверхности (например, направляющие станков), поверхности подшипников скольжения, детали приборов, а также поверхности различных инструментов и приспособлений (например, поверочные плиты, угольники, линейки). За один проход шабер может удалить с поверхности заготовки очень тонкий слой металла толщиной не более 0,7 мм. При средних усилиях, прикладываемых к инструменту, толщина снимаемой стружки составляет 0,01 …0,03 мм.
Шабрение является весьма трудоемкой операцией
и требует чрезвычайно высокой квалификации слесари. В практике слесарных работ шабрение занимает около 20%, поэтому большое значение имеют механизации труда и замена ручного шабрения станочными методами обработки.
Определение точности шабрения
У пришабренной поверхности штрих должен быть мелкий и равномерный. Поверхность не должна иметь царапин и глубоких следов шабера. Количество и точность шабрения проверяют подсчитав количество пятен краски на площади 25Х25мм.
Проверяют поверхность путем наложения на нее квадратной поверочной рамки. Рамку можно сделать из тонкого листового металла или из картона в учебных мастерских школы.
Количество пятен берут как среднее из нескольких проверок на различных участках обработанной поверхности.
Количество пятен зависит от назначения деталей.
На станинах, столах, каретках, суппортах металлорежущих станков на площади 25X25 мм должно быть 8 — 16 пятен, на поверочных плитах и линейках 20 — 25 пятен, инструментах и измерительных приборах 25 — 30 пятен. На рисунке ниже показана проверка качества шабрения.
| Проверка качества шабрения |
Вопросы
- Каким инструментом проверяют шаброванную поверхность?
- Как определяют качество шабрения?
УпражнениеЗаточите плоский шабер на электроточиле с мелкозернистым кругом:
Торец должен получиться немного вогнутый, что облегчит и ускорит заправку на бруске.
Затачивают так:
- берут шабер правой рукой за рукоятку, а левой рукой охватывают его возможно ближе к рабочему концу. Опираясь гранью шабера на подручник, плавно подводят торец к абразивному кругу; шабер надо располагать горизонтально;
- удерживая шабер обеими руками, плавно накладывают грань шабера на вращающийся абразивный круг злектроточила и слегка поднимают.
Заточив шабер на электроточиле, его заправляют вручную на мелкозернистых брусках и оселках, как показано на рисунке ниже.
Шабер заправлен, если на режущих кромках исчезнут следы заточки от абразивного круга и они будут иметь чистую и блестящую поверхность, а кромки — необходимую остроту.
Задание
Опиленную стальную пластинку размером 200X150X12 мм зажмите в тисках и плоским шабером обработайте опиленную поверхность.
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич



Источник
Требования по технике безопасности во время проведения слесарных работ
При выполнении слесарных работ по металлу, которые выполняются в производственном помещении, и особенно когда производится металлообработка в домашних условиях, необходимо соблюдать следующие требования по технике безопасности:
- на верстак нужно класть только те инструменты и детали, которые будут необходимы для выполнения данной работы;
- слесарную обработку металлов нужно выполнять только после того, как надежно закрепили их в тисках;
- стружку и пыль с верстака сметать только щеткой;
- не выполнять сверлильные работы и не производить заточку инструмента с забинтованными пальцами или в рукавицах во избежание их захвата сверлом;
- в процессе работы станка запрещается открывать и снимать защитные кожухи, ограждения и предохранительные устройства;
- при чеканке, клепке, рубке и других работах, при которых есть вероятность отлетания металлических частиц, необходимо использовать защитные очки или маску с небьющимися стеклами, отгородив при этом рабочее место сетками и переносными щитами во избежания травмирования людей, работающих рядом или проходящих мимо;
- пневматический инструмент должен применяться с гибкими шлангами. Категорически запрещается использовать шланги, на которых имеются повреждения.
Описание технологии и назначение шабрения
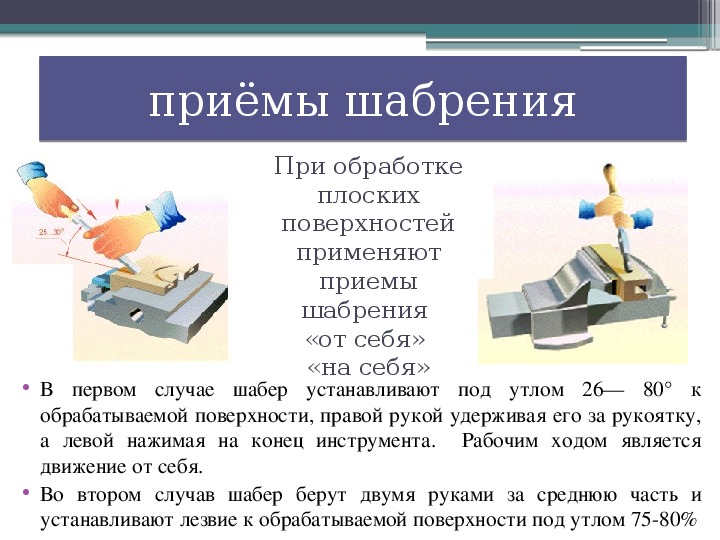
Процесс шабровки является финальной стадией обработки, которой обычно предшествуют обработка напильником или прочие способы механической шлифовки. Шабрение металла сопровождается соскабливанием поверхностного слоя заготовки, толщина которого не превышает 0,01 мм. Известно всего два приема проведения работ, которые отличаются направлением движения инструмента:
- От себя. Давление на поверхность оказывается при движении от работника.
- На себя. Когда усилие прилагается к возвратным движениям.
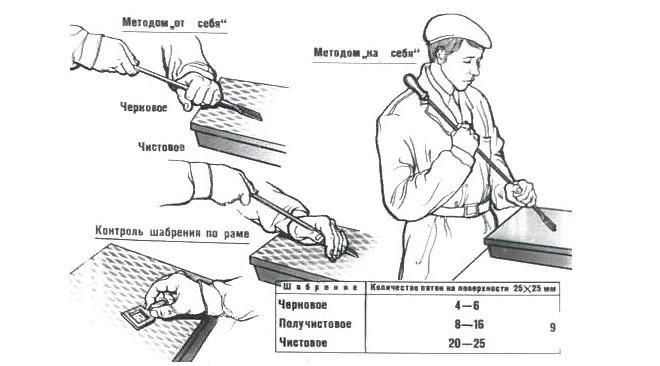
В зависимости от требований к обрабатываемой поверхности различают несколько методов очистки:
- Черновая. Инструмент может двигаться в произвольном направлении. Длина скобления составляет 2–3 см. Исходя из названия считается начальным этапом подготовки. Ширина шабера не имеет значения.
- Получистая. Характеризуется применением шаберов с незначительной шириной, что положительно влияет на качество работы. Длина хода шабера не должна превышать 1 см.
- Финишная. Наиболее качественная обработка. Применение данного метода отличается использованием узкого инструмента – до 12 мм, а также малым шагом скобления – до 0,5 мм.
- Комбинированная. Отличается от прочих методов тем, что в данном случае применяется паста ГОИ, которая позволяет повысить качество работ.
Алгоритм действий при обработке детали с плоской поверхностью выглядит следующим образом:
- Выявление неровностей. Для этого применяют специальную пластину со слоем краски, которая выявляет все дефекты поверхности. Степень неровности определяют за счет интенсивности окрашивания.
- Черновая обработка. Окрашенные участки подвергают шабровке, начиная от края поверхности. При этом участки, имеющие форму круга, обрабатывают в два захода, а овальные – за несколько подходов.

- Повторная проверка плоскости.
- Чистовая обработка.
Высокая точность технологии обеспечивает постоянное применение в следующих работах:
- шабрение элементов метрологического оборудования;
- обработка подшипников скольжения;
- подготовка плоскостей различных приборов;
- шабрение элементов станочного оборудования (особенно деталей, которые выполняют направляющие функции);
- ремонт двигателей внутреннего сгорания автомобилей и специальной техники;
- обработка прочих деталей и заготовок, к которым применяются жесткие требования по точности взаимного расположения и шероховатости плоскости.
Для чего нужен пушер?
Итак, пушер, он же шабер, нужен в первую очередь для отодвигания кутикулы и счищения птеригия. Инструмент имеет удобную форму, оптимальную для освобождения ногтевой пластины от лишней кожицы, для максимального «открытия» рабочего пространства.
Никакой другой инструмент не сдвинет кожную пленочку так бережно и эффективно. А делать это нужно обязательно, потому что кожица:
- постоянно нарастает, смотрится неэстетично и приводит к образованию заусенцев;
- препятствует впитыванию кремов и масел в основании ногтя.
Топорик, наиболее часто соседствующий с лопаткой на одном инструменте, тоже важен. С его помощью можно избавиться от загрязнений под ногтем, боковыми валиками, поддеть вросший ноготь, удалить тончайший птеригий.
Пушеры для ногтей