
Сварочный трансформатор
Регулировка тока осуществляется:
- индуктивным сопротивлением;
- величиной холостой хода (показатель — вторичное напряжение).
Рис.1 Схема сварочного трансформатора
Агрегат для сварочных работ состоит из корпуса, объединяющего:
- трансформатор, состоящий из первичной и вторичной обмотки;
- металлический сердечник;
- устройство перемещения вторичной обмотки (регулировка силы тока);
- блок управления.
Трансформаторы подразделяются:
- одно- или двухфазные;
- по количеству рабочих мест — постов;
- способ регулировки: посредством переключения обмоток, дросселем насыщения, магнитным рассеиванием.
Основные характеристики:
- показатель коэффициента мощности {cosφ}, среднее значение 0.4-0.5;
- напряжение электросети (220 или 380V);
- вторичное напряжение (60-80V);
- мощность оборудования — влияет на толщину обрабатываемых деталей и диаметр электродов;
- диапазон регулировки тока.
Преимущества
- простота конструкции;
- невысокая и доступная цена;
- несложное обслуживание;
- длительный ресурс эксплуатации.
Недостатки
- нестабильная электродуга;
- сложность зажигания дуги;
- зависимость от скачков и величины сетевого напряжения;
- необходим определенный практический навык со стороны рабочего.
Сварочный аппарат, выполненный на основе трансформатора, применяется для ручной дуговой сварки под флюсом. Можно использовать для резки металла.
Электронно-лучевая сварка
Методы сварки металла включают в себя быстро развивающиеся технологии. К ним относится и электронно-лучевая сварка. Ее суть заключается в том, что нагрев изделий и их дальнейший расплав происходит под воздействием потока высокоскоростных электронов, которые двигаются в вакууме под воздействием электрического поля.

Под воздействием сфокусированного потока электронов происходит расплавление кромок деталей и их соединение. Диапазон ее возможностей весьма обширен — тугоплавкие и химически активные металлы, прочные сплавы.
К особенностям такого вида сварки можно отнести то, что поскольку сварка происходит в вакууме, то поверхности деталей остаются чистыми, а также то, что шов получается быстро и минимальной толщины. Он сохраняет повышенное качество даже в том случае, если свариваются детали разных толщин, имеющих разный состав и температуру плавления. Сварочное оборудование имеет простое управление и не требует продолжительного обучения.
Описание аппаратов
На рынке имеется большое число различных компаний, которые продают свои изделия. Однако большая часть этих изделий предназначена для резки металлов. При этом часто они обозначаются как аппараты для плазменной сварки. Но в дальнейшем оказываются резаками (cut). С другой стороны, большинство сварочных аппаратов имеют функцию резки металлов. Например, аппараты Горыныч, Мультиплаз 4000 и Plazarium SP3, кроме сварки, могут производить и резку металла. При этом в качестве газообразующей жидкости используется вода.
Характеристики некоторых аппаратов плазменной сварки приведены в таблице.
| Наименование | Компания | Ток, А | Рпот, кВт | Газ/Защитн. | ВЧ-поджиг | Вес, кг | Цена, тыс. руб. |
| Горыныч, ГП-37-10 | АСпромт, Россия | 10 | 2,5 | Вода + спирт | _ | 5,4 | 29 |
| Plazarium SP3 | Плазариум, Россия | 4-12 | 2,6 | Вода + бензин | _ | 6 | 68,9 |
| Мультиплаз 4000 | Мультиплаз, Россия | 10-180 | 4 | Вода + спирт | _ | 28 | 105 |
| SBI PMI 50 TL Basic | SBI, Австрия | 0,5-50 | 5 | Ar/Ar + He | + | 47 | Договор |
| Microplasma 20 | EDM, Германия | 0,1-20 | 50 | Газ | + | 50 | 598 |
| SBI PMI 500 TL | SBI, Австрия | 5-500 | 20 | Ar/Ar + He | + | 115 | Договор |
Первые три аппараты производятся в России. В качестве плазмообразующей среды в них используются пары водно-спиртового (Горыныч и Мультиплаз 4000) или водно-бензинового (Plazarium SP3) растворов. Первые два устройства можно отнести к микроплазменному типу (ток плазмы менее 25 А), а третий аппарат можно считать аппаратом средней мощности. Необходимо отметить, что каждая из компаний производит целую линейку аппаратов, имеющих различную мощность. Например, в семействе аппаратов Мультиплаз имеются более мощные устройства 7500 и 15000, которые соответственно потребляют большую мощность и имеют больший вес.
Далее в таблице приведены характеристики профессиональных аппаратов австрийской и немецкой компаний. Аппараты серии PMI предназначены для микроплазменной точечной и шовной сварки. Программное обеспечение аппарата сохраняет до 50 режимов работы агрегата. С помощью контроллера осуществляется большое количество автоматических регулировок рабочего цикла сварки, в том числе продувка газа перед работой и после сварки, регулировка режима установки рабочего тока. Основные параметры сварки отображаются на сенсорном дисплее. Там же отображаются сигналы об ошибках или предупреждения. Возможно подключение к компьютеру и управление процессом дистанционно. В таких аппаратах присутствуют устройства ВЧ-поджига дуги.
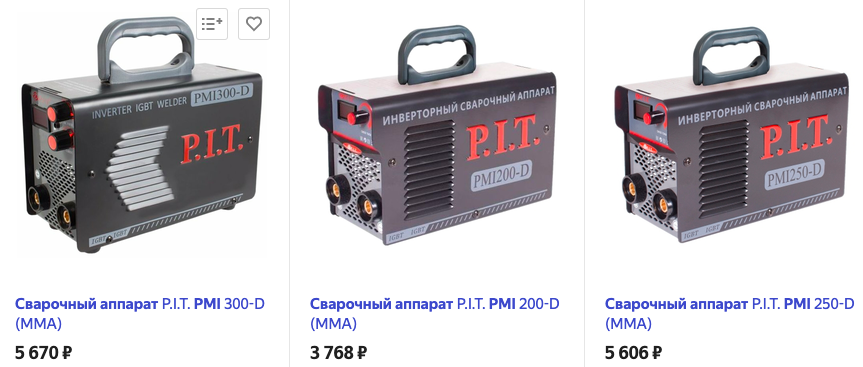 Примерная стоимость аппаратов для сварки серии PMI на Яндекс.маркет
Примерная стоимость аппаратов для сварки серии PMI на Яндекс.маркет
В таблице приведены характеристики аппарата SBI PMI 50 TL Basic и более мощного SBI PMI 500 TL с максимальным током плазмы в 500 А. Такие мощные аппараты чаще всего используются в роботизированных производственных установках.
Еще более продвинутыми являются аппараты для плазменной сварки типа Microplasma немецкой компании EDM . В продаже имеется несколько моделей с токами до 20, 50 и 120 А. В таблице приведены данные для аппарата типа Microplasma 20. Агрегат такого типа предназначен для микроплазменной сварки постоянным током. С его помощью можно производить наплавку и соединение листов, фольги, сетки из Fe, Ni, Cu, Ag, Ti и их сплавов. Аппарат Microplasma 20 может быть использован при производстве и ремонте в авиационной, аэрокосмической отраслях, а также в электротехнической, химической и медицинской промышленностях.
В аппаратах такого типа используется настройка сварочного тока с помощью потенциометра, регулировка параметров сварки (стартовый и сварочный токи, ток завершения сварки, время продувки газом), защита сварочной горелки с помощью реле, индикация параметров сварки на дисплее.
Горелка подсоединяется к аппарату Microplasma шлангами для подачи защитного газа и плазменного газа, а также подачи и отвода охлаждающей жидкости. Для охлаждения используется специальная деионизированная жидкость. Кабель управления сварочной горелкой подключается к аппарату с помощью 5-контактной розетки.
Aurora MINIONE 1800 – богатый комплект аксессуаров
Средняя цена – 8000 рублей.
Технические характеристики
- Напряжение сети: 220 В
- Ток в режиме ММА: 20 — 180 А
- ММА ток при ПВ 100%: 31 А
- Номинальное напряжение: 63 В
- Класс защиты: IP 21
- Коэффициент мощности (COS?): 0.73
- Габаритные размеры: 320x123x220
- Вес: 5 кг.
Инвертор построен на базе передовых технологий IGBT и компонентов SMT. В комплект входит двухметровый кабель, зажим на массу, держатель для электродов, кейс для хранения и транспортировки. Аппарат успешно применяется в разных сферах, в том числе строительстве, сельском хозяйстве, при монтаже конструкций из металла. Но рабочее напряжение должно быть не менее 160 В.
Недостатки:
Низкое качество пластикового кейса.
Лучшие бюджетные инверторы
Среди бюджетных моделей лучше отдавать предпочтение немецким или российским маркам. Первые, по традиции, считаются надежнее, зато вторые обладают лучшей ремонтопригодностью.
В топ сварочных аппаратов входит FUBAG IR 200. Это немец, изготовляющийся на заводе в Китае. Он отличается очень широким диапазоном по току (от 5 до 200 А). Соответственно, им можно варить и тонкий, и довольно толстый металл.
Основной недостаток – низкий коэффициент постоянного включения (ПВ = 30%). Есть все необходимые функции — антизалипание, форсаж дуги, горячий старт. Может работать при колебаниях входного напряжения 150-240 В. Стоимость аппарата 7500-8000 рублей.
Следующим в рейтинге идет чистокровный россиянин Интерскол ИСА 160/7-1. Отличается стабильной работой при сильных просадках напряжения, вплоть до 140 В, а также возможностью работать под открытым небом на морозе до -5 °C.
Обладает функциями антизалипания, быстрого старта и форсажа. Основной недостаток — завышенная мощность в 8,2 кВт при максимальном токе в 160 А, зато коэффициент ПВ около 55%. Стоимость его всего 6500 рублей.
Предыстория сварки
История каждой технологии, включая сварку, должна рассматриваться с процессами, которые происходили в разные периоды. Каждая из них изначально обладает предпосылками возникновения, процессом развития, который проходит сквозь призму истории. Все это включает знаменательные события, значимые имена ученых, открытия, перспективы последующего развития.
История развития сварки насчитывает несколько столетий, она появилась еще в древности. Впервые ее стали использовать в VIII-VII веке до н. э. В то время люди создавали разнообразные орудия труда, для них они применяли разные материалы, включая металл, который всегда был в природе в виде самостоятельного материала. Они пытались изменить его форму, соединяли по кусочкам.
В то время применялись такие металлы, как золото и медь. Поскольку они обладают мягкой структурой, то для изменения формы применялись камни, физическая сила. Этот процесс относится к холодному виду сварочных работ.
Позднее люди стали добывать другие металлы — бронзу, свинец. Постепенно стала применяться термическая обработка, во время которой производился подогрев отдельных компонентов. Она позволяла изготавливать изделия большого размера. А литье применялось для производства совершенных конструкций.









История возникновения сварки характерна тем, что в древний период люди началась активная добыча железа. Это произошло около трех тысяч лет назад. В настоящее время этот процесс выглядит просто — для отделения металла из руд применяется плавка. Но вот в древнее время было все совсем по-другому, потому что в том время плавить не умели.
В древние времена из железной руды добывали смесь с содержанием частиц железа. Также в ней присутствовали другие элементы — уголь, шлаки и другие. Но через определенный промежуток времени ковкой из нагретой смеси люди смогли отделить железо и другие компоненты, но по отдельности.
Требования к сварщикам
На производствах работают сварщики разного класса и уровня подготовки. Начальный уровень предусматривает формирование бригад, в которые входят работники низкой квалификации (до 4-го разряда). В плане требований к навыкам можно отметить умение выполнять прихватку и другие вспомогательные операции, которые предусматривает сварочное производство. Специальность «слесарь-сварщик» тоже предусматривает выполнение несложных вспомогательных действий, но также рабочие этого профиля на профессиональном уровне выполняют смежные монтажные операции.
Высокая квалификация сварщика обязывает его знать тонкости проведения как ручных, так и полуавтоматических процессов. Это работники, которые участвуют в комплексных бригадных нарядах, обслуживающих линейные объекты. Также стоит подчеркнуть, что специалист сварочного производства в современных условиях постоянно сталкивается с проблемами усложнения технологических процессов. Еще совсем недавно высококвалифицированные специалисты могли даже не иметь представления о той же плазменной сварке. Сегодня же умение выполнять такие работы с применением усовершенствованной оснастки является обязательным условием.

Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.
Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.

Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.
В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.

Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.

Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Форсаж-161

Фото:https://beru.ru
В наш обзор профессиональных сварочных аппаратов инверторов вошла модель Форсаж-161. Это сварочный инвертор производства Рязанского приборного завода хотя и не потрясает заявленными характеристиками или сверхсовременным дизайном, зато даст профессионалу именно то, что ему нужно – надежность и точность формирования вольтамперной характеристики сварочного тока в режимах MMA и TIG. В обоих случаях максимальный сварочный ток – 160А, но непрерывная работа возможна при токе не более 100А. Следовательно, этот инвертор наиболее пригоден для работы с достаточно тонким металлом, не требующим глубокого провара на высоком токе. К числу достоинств аппарата нужно отнести возможность работы при сильных просадках напряжения – заявленная производителем работоспособность при 140В в розетке прекрасно подтверждается на практике. «Мягкая» дуга легко разжигается и горит без сильного разбрызгивания металла. Примененное в инверторе автоматическое управление вентилятором по сигналу от датчика температуры ощутимо снижает количество засасываемой в корпус пыли, соответственно делая более редкой и необходимость чистки радиаторов выходного каскада.
Сварочный аппарат 161 (TIG, MMA)
Достоинства:
- стабильность характеристик при просадках напряжения
- высокая надежность
- автоматическое включение «антизалипания» удобно для начинающих сварщиков
Газосварочный комплект
Рис.10 Схема газовой сварки
Область применения:
- соединение стали с толщиной до 5мм;
- сплавление цветных металлов и сплавов;
- стыковка элементов из инструментальной стали, требующая плавного нагрева и медленного охлаждения;
- сварка чугуна — особенность химической структуры и свойства самого материала.
Достоинства
- простота технологического процесса;
- доступность энергетического носителя (газа) и окислителя (воздух, кислород);
- отсутствует необходимость в стороннем источнике энергии — процесс сжигания является тепловыделяющей операцией;
- легкий контроль за параметрами сварочного процесса — временем нагрева, тепловым потоком, скоростью резки и сварки.
Недостатки
- малая скорость прогрева зоны сварки;
- из-за широкого рассеивания газового факела значительно увеличивается зона нагрева детали;
- отсутствует возможность сужения факела — происходит нерациональное использование теплового потока;
- с увеличением толщины металла падает производительность труда — время тратится на разогрев зоны обработки;
- экономический эффект ниже по сравнению с электродуговым соединением;
- невозможность автоматизации процесса.
Рис. 11 Типовое газовое оборудование для сварки и резки металла
Приобретать такое оборудование для решения собственных бытовых задач целесообразно при совмещении с оказанием сторонних услуг газовой сварки. В противном случае оно будет просто пылиться на складе.
Куда поступить, чтобы стать сварщиком?
В последнее десятилетие сформировалась тенденция выбирать специальности, связанные с умственным трудом. На рабочие профессии спрос у абитуриентов упал, многие считают их «непрезентабельными». Но рабочая сила нужна всегда, специалистов в этих областях становиться меньше и они приобретают ценность, т.е. заработная плата повышается. Профессия сварщика относится к рабочим, которую сложно переоценить в современном мире, где все, в буквальном смысле, держится на металлических конструкциях.Где обучают на сварщика?
Чтобы приобрести полезную и нужную профессию сварщика поступают в профессионально-технические училища (ПТУ) либо в колледжи на факультет «Сварочное производство». Поступить можно после 9-го класса или после 11-го, разница будет в продолжительности учебы. Те, кто поступают с неполным средним образованием, учатся 2,5 года, а окончившие одиннадцать классов, будут учиться всего год.
Если есть выбор, лучше пойти в колледж, т.к. выпускник колледжа имеет больше шансов найти хорошую работу, чем выпускник училища. Это связано с тем, что в колледжах ученики получают больше профессионального опыта.










Выучиться на сварщика можно и на курсах профессиональной подготовки. Преимущество курсов сварщика заключается в учебе больше на практике, чем за партой, а также в небольшом строке обучения – от двух до четырех месяцев.
Чему учат будущих сварщиков?
В разных колледжах и ПТУ обучение на сварщика проводится по следующим направлениям:
- Газовая сварка. Газосварочный аппарат может быть применен в любой местности, где нет электричества.
- Дуговая электросварка. Электросварочный аппарат один из самых популярных, за счет своей компактности и простоты использования. Но для работы электросваркой нужен доступ к электричеству.
- Сварщик-универсал должен знать как первый, так и второй вид сварочных работ, для этого нужно отучиться на электрогазасварщика.
- Аргонной сварке обычно обучают на курсах за дополнительную плату. Это инновационный вид сварки, применяемый для работ с редкими металлами.
- Обучение лазерной сварке доступно тем, кто освоил аргонную.
Решив стать сварщиком, какое направление вы бы не выбрали, в обязательном порядке будете изучать:
- правила безопасности на производстве;
- основы оказания первой медицинской помощи;
- все виды и устройствам сварочных аппаратов;
- курсы электротехники и электробезопасности.
Для успешной работы недостаточно просто выучиться на сварщика, обязательно нужен опыт.
После окончания учебы, выпускник сдает экзамены по теории и практике. В зависимости от оценки, полученной на экзамене, присваивают разряд от 2-го до 4-го. Желательно постараться получить разряд повыше, ведь от этого будет зависеть зарплата молодого сварщика.
Профессия сварщика в данный момент очень востребована на рынке труда и средняя заработная плата по нашей стране составляет 60-70 тысяч рублей. Главное не забывать о технике безопасности и о своем здоровье во время выполнения работ.
Где можно получить профессию сварщик?
Профессию можно получить в любом техникуме или колледже, где представлены специальности «Сварщик электросварочных и газосварочных работ» и «Наладчик сварочного и газоплазморезательного оборудования». Обучение проходит на базе 9 или 11 классов среднеобразовательной школы, а продолжительность курса зависит от учебного заведения. В училищах учеба продлится 3 года (для выпускников 9 классов) или 2 года (для 11 классов), а в техникумах и колледжах – 4 и 3 года соответственно. В рейтинг лучших учебных заведений среднего специального образования по специальности входят:
- Колледж Архитектуры, Дизайна и Реинжиниринга № 26 (Москва);
- Петровский колледж (Санкт-Петербург);
- Колледж Водных ресурсов (Санкт-Петербург);
- Нижегородский промышленно-технологический техникум (Нижний Новгород);
- Екатеринбургский промышленно-технологический техникум им. В. М. Курочкина (Екатеринбург).
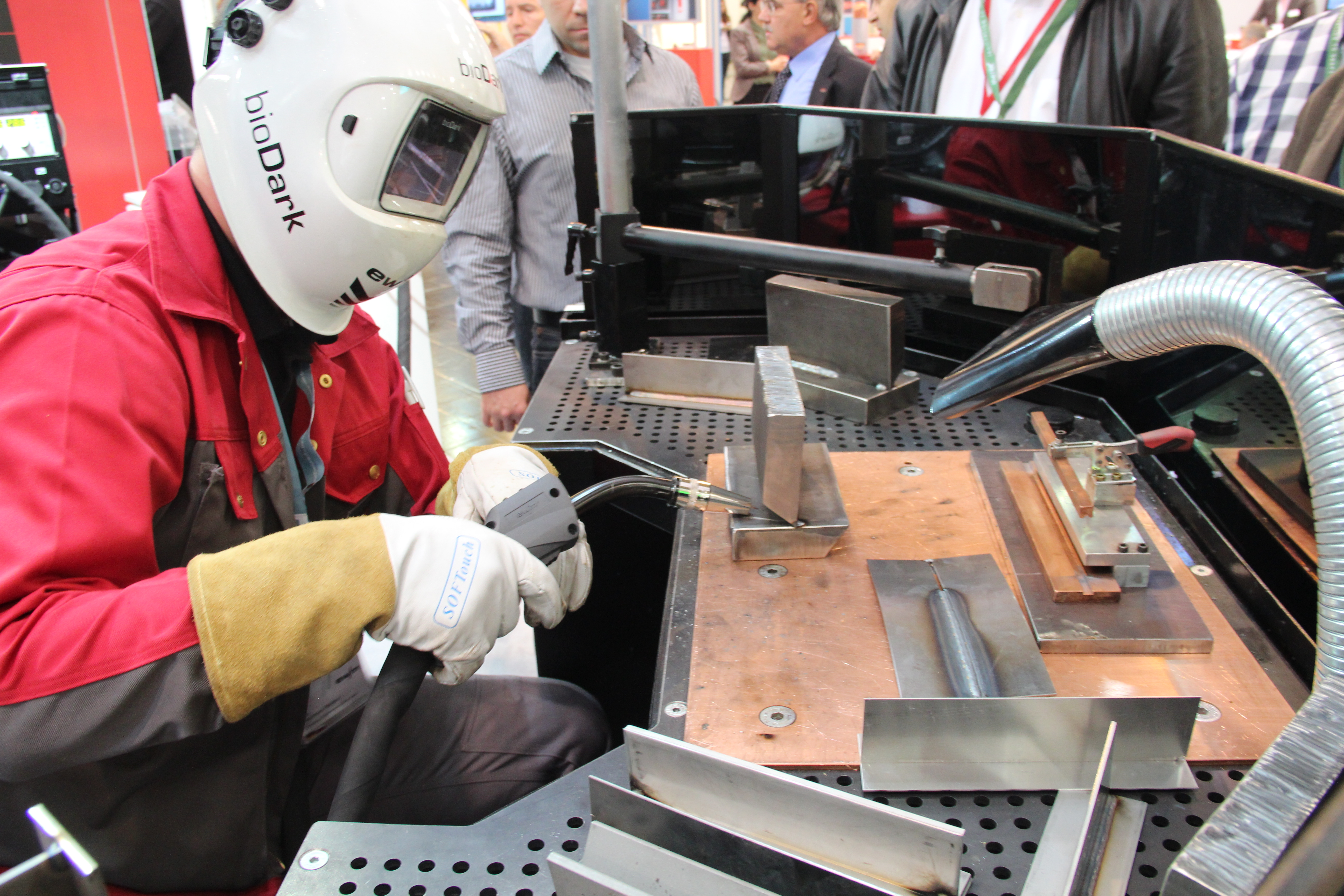
В процессе обучения студенты изучают теорию, технологию и условия проведения работ. Прежде чем приступить к практическим занятиям, они длительное время тренируются на компьютерных тренажерах, осваивая навыки работы со сварочным аппаратом. С третьего года обучения будущие специалисты могут быть направлены на различные предприятия, где они отрабатывают на практике полученные знания.
Желающим получить специальность газоэлектросварщика следует учитывать, что доступ к газовому оборудованию можно получить только с 18 лет. Поэтому газоэлектросварщикам необходимо получать специальность непосредственно на производстве или проходить дополнительный курс обучения. Для профессионального развития также потребуется прохождения курсов повышения квалификации, по результатам которых присваивается соответствующий разряд (от 1 до 6), а продвижение по карьерной лестнице часто не обходится без получения высшего образования.
Поступление в один из следующих университетов позволит получить профессию «Инженер по сварке»:
- Московский авиационный институт (национальный исследовательский университет);
- Санкт-Петербургский политехнический университет Петра Великого;
- Омский государственный технический университет;
- Московский государственный технический университет имени Н.Э. Баумана;
- Дальневосточный федеральный университет.
Источники изображений: besplatka.ua, 74.ru, mirkosmosa.ru, gazeta.naftan.by
Национальный минерально-сырьевой университет «Горный»
Санкт-Петербург
| Тип | Форма | Стоимость |
|---|---|---|
| Бакалавриат | Очная | 260 000,00 ₽ |
Московский государственный технический университет имени Н.Э. Баумана
Москва
| Тип | Форма | Стоимость |
|---|---|---|
| Бакалавриат | Очная | 257 572,00 ₽ |
Комсомольский-на-Амуре государственный технический университет
Комсомольск-на-Амуре
| Тип | Форма | Стоимость |
|---|---|---|
| Бакалавриат | Очная | 227 100,00 ₽ |
Российский химико-технологический университет имени Д.И. Менделеева
Москва
| Тип | Форма | Стоимость |
|---|---|---|
| Бакалавриат | Очная | 217 400,00 ₽ |
Национальный исследовательский ядерный университет МИФИ
Москва
| Тип | Форма | Стоимость |
|---|---|---|
| Бакалавриат | Очная | 217 368,00 ₽ |
Национальный исследовательский технологический университет «МИСиС»
Москва
| Тип | Форма | Стоимость |
|---|---|---|
| Бакалавриат | Очная | 210 000,00 ₽ |
Московский авиационный институт (национальный исследовательский университет)
Москва
| Тип | Форма | Стоимость |
|---|---|---|
| Бакалавриат | Очная | 203 630,00 ₽ |
Национальный исследовательский университет «МИЭТ»
Зеленоград
| Тип | Форма | Стоимость |
|---|---|---|
| Бакалавриат | Очная | 195 000,00 ₽ |
Московский политехнический университет
Москва
| Тип | Форма | Стоимость |
|---|---|---|
| Бакалавриат | Очная | 184 800,00 ₽ |
Национальный исследовательский Томский политехнический университет
Томск
Автоматическая и полуавтоматическая сварка с использованием флюса или газа
Автоматическая и полуавтоматическая сварка с применением флюса или газа — это уже более продвинутый способ соединения металлов. Здесь часть работ механизирована, например, подача электрода в сварочную зону. Это значит, что сварщик подает стержень не с помощью рук, а с помощью специального механизма.









Автоматическая сварка подразумевает механизированную подачу и дальнейшее движение электрода, а полуавтоматическая подразумевает только механизированную подачу. Дальнейшее движение электрода сварщик осуществляет вручную.
Здесь защита сварочной ванны от кислорода просто обязательна, поэтому используется газ (по аналогии с дуговой сваркой с применением газов) или специальный флюс. Флюс может быть жидким, пастообразным или кристаллическим. С помощью флюса можно значительно улучшить качество шва.
Классификация способов сваривания
С помощью сварки создают самые разные по сложности металлоконструкции посредством соединения однородных и разнородных металлических сплавов между собой, а также с некоторыми видами неметаллических материалов, например, графитом, керамикой, стеклом, пластмассой.
Сущность процесса сваривания состоит в том, что вследствие воздействия электрической дуги расплавляется электрод, образуя при этом сварочную ванну. Расплавленный металл электрода смешивается с основным материалом, при этом на поверхность всплывают шлаки, выступая в качестве защитной пленки. После затвердевания металла образуются сварные соединения.
Учитывая сколько видов сварки существует, очень важно правильно выбрать способ, поскольку от этого зависит не только аккуратность и качество сварного соединения, но также стоимость работы. Все виды сварки разделяются на три больших класса: термический, термомеханический, механический
В каждый из классов входят разные типы сварки, проводимые с помощью разного оборудования и образующие надежные и прочные стыки
Все виды сварки разделяются на три больших класса: термический, термомеханический, механический. В каждый из классов входят разные типы сварки, проводимые с помощью разного оборудования и образующие надежные и прочные стыки.