
Лучшие профессиональные сварочные полуавтоматы
В этом разделе представлен ТОП профессиональных сварочных полуавтоматов, которые приспособлены к длительному бесперебойному выполнению рабочих операций. Техника этой категории отличается следующими параметрами:
- стабилизированный ток до 220 А и более;
- рабочий цикл – от 50%;
- мощность больше 6 кВт;
- встроенные колеса для перемещения аппаратуры;
- длинные кабели;
- расширенный диапазон настроек.
Какой сварочный полуавтомат выбрать, определяются после уточнения личных требований
В данном случае следует уделить особое внимание надежности. Определенное увеличение инвестиций оправдано высоким качеством сварных соединений и длительным сроком службы
1. Fubag INMIG 200 SYN LCD (TIG, MIG/MAG, MMA)

Это – лучший полуавтомат в сочетании цена – качество. Техника оснащена автоматизированными функциями и режимами, которые значительно упрощают создания качественных сварных соединений. Синергетическая технология управления оптимизирует настройки без вмешательства пользователя с учетом особенностей технологического процесса. Цифровая индикация упрощает контрольные операции. Универсальная модель полуавтомата подходит для работы с тонкими и толстыми заготовками.
Плюсы:
- лучший профессиональный полуавтомат;
- длина газового шланга – 3 м;
- медные соединительные провода;
- эффективная система охлаждения;
- длительный срок службы.
Минусы:
для применения проволоки диаметром 6 мм необходимо приобрести специальный ролик.
2. Aurora SPEEDWAY 200 (MIG/MAG, MMA)

Профессиональный сварочный полуавтомат создан с применением надежных узлов и комплектующих деталей. В сочетании с ответственной сборкой такой подход обеспечивает длительное сохранение хороших рабочих параметров на протяжении длительного срока в режиме интенсивного использования. Электронный блок управления поддерживает ток с высокой точностью. Плавная подача проволоки с регулируемой скоростью выполняет свои функции без сбоев. При выполнении рабочих операций следует не забывать о продолжительности перерывов, которые должны составлять не менее 40 % от общей продолжительности цикла.
Плюсы:
- один из лучших сварочных полуавтоматов рейтинга по надежности;
- хорошие показатели энергоэффективности;
- простота настройки;
- безупречная функциональность системы подачи проволоки;
- удобная индикация режимов;
- простая настройка.
Минусы:
минимальный сварочный ток 40 А вызывает затруднения при сварке тонких листов.
3. Кедр MIG-250GW (MIG/MAG, MMA)

Такую технику приобретают для организации профессиональной деятельности. Полуавтомат подключается к трехфазной сети 380 V, потребляет до 9,5 кВт мощности. Внешняя бобина предназначена для установки катушек евростандарта D300. В таком оснащении длительные рабочие операции можно выполнять без лишних задержек. С помощью двух цифровых дисплеев упрощается настройка и оперативный контроль.
Плюсы:
- сварочный ток – до 250 А;
- возможность работы с толстой проволокой (1,2 мм);
- внешняя крупная бобина;
- защита угловых элементов конструкции специальными накладками.
Минусы:
вес – 23кг.
4. Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)

Эта универсальная техника подходит для качественного воспроизведения ручных и полуавтоматических режимов сварки. Расширенный токовый диапазон позволяет корректно создавать соединения тонких и толстых заготовок. «Антиприлипание», форсаж дуги и другие полезные функции упрощают создание качественных швов.
Плюсы:
- диапазон по току начинается от 10 А;
- небольшие габариты и вес;
- удобство транспортировки;
- отличный набор сварочных режимов;
- профессиональный уровень оснащенности средствами автоматизации;
- удобная конструкция корпуса с крупной ручкой и защитными накладками.
Минусы:
при значительной мощности потребления надо учитывать ограничения по допустимой нагрузке проводки однофазной сети 220V.
Советы вдогонку
 Как выглядит газовая горелка для сварочного аппарата?
Как выглядит газовая горелка для сварочного аппарата?
Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.
- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Какие задачи позволит решить?
На полуавтомате можно производить сварку тонкого металла и соединять детали разной толщины, как например, при замене порогов. Можно выбирать соответствующие режимы и электроды, варить алюминий и дюраль.
На полуавтоматах сварка проводится с большой скорость, что важно для предприятий с большими объемами работ. Простое управление и точная настройка позволяют использовать аппараты в быту, для самостоятельного ремонта кузова и других узлов машины
Простое управление и точная настройка позволяют использовать аппараты в быту, для самостоятельного ремонта кузова и других узлов машины.
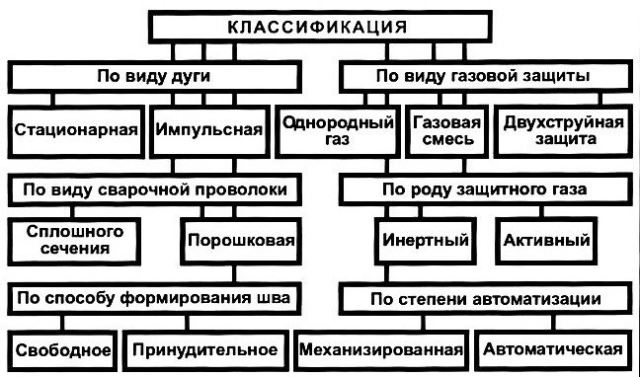
Классификация полуавтоматов
 Полуавтоматические сварочные аппараты классифицируются по:
Полуавтоматические сварочные аппараты классифицируются по:
- Характеру защитной среды;
- Способу подачи сварочной проволоки;
- Способу регулирования;
- Конструктивному исполнению механизма подачи:
По характеру защитной среды:
- Для сварки в инертных газах;
- Для сварки под флюсом;
- Для сварки порошковой проволокой;
- Универсальные.
Сварка под флюсом используется только на крупных промышленных предприятиях. Для бытового сварщика наиболее подходящий вариант – это сварка порошковой проволокой. Данный тип сварки относится к высокопроизводительным процессам.










По способу подачи сварочной проволоки:
- Толкающего типа: подающие ролики смонтированы перед шлангом горелки, они проталкивают проволоку в канал горелки. Такая конструкция чаще всего встречается в полуавтоматических сварочных аппаратах,предназначенных для сварки стали;
- Тянущего типа: механизм подачи установлен на сварочной горелке. Ролики протягивают проволоку через канал сварочной горелки. Данный способ подачи проволоки в зону сварки используется для сварки алюминия. Основной инструмент сварщика – сварочная горелка при этом утяжеляется, что весьма негативно отражается на производительности исполнителя;
- Комбинированного (тянуще-толкающего) типа: также применяется аппарат для сварки алюминия – в тех случаях, когда полуавтоматический сварочный аппарат находится далеко от места сварки.
 Классификация сварочника
Классификация сварочника
По способу регулирования:
- С плавным регулированием: применяется в сварочных полуавтоматах с двигателем постоянного тока. Сварочная проволока в этом случае очень тонкая;
- Со ступенчатым регулированием: регулировка производится посредством переустановки сменных шестерен или коробки передач. Двигатель у таких аппаратов — асинхронный, трехфазный. Данный тип полуавтоматического аппарата непригоден для сварки тонких металлов, так как точно отрегулировать нужный режим сварки не представляется возможным.
По конструктивному исполнению механизмов подачи:
- Стационарные: монтируются либо на источнике питания, либо на специальной консоли;
- Передвижные: оснащены шасси с колесами;
- Переносные: оборудованы ручкой для перемещения.
Критерии выбора сварочника
Выбору полуавтоматов должен предшествовать анализ предполагаемых сварочных работ. Наиболее подходящим полуавтоматом будет являться тот, при помощи которого можно выполнить все планируемые работы, не тратя при этом лишнюю энергию и расходники (сопла газовые, наконечники токопроводящие и пр.)
Смотрим видео, критерии выбора надежного оборудования:
Определить, какой сварочный полуавтомат для гаража лучше купить, невозможно, не изучив досконально характеристики электросети:
- Напряжение;
- Количество фаз;
- Максимально допустимый ток потребления;
- Величина падения напряжения на клеммах входа (после электросчетчика);
- Материал проводов внутренней сети и их сечение;
- Величину тока, на которую рассчитаны защитные устройства;
- Суммарная нагрузка;
- Наличие заземления и пр.
При выборе сварочного полуавтомата определитесь, какой металл и какой толщины вы собираетесь варить. От этого зависит стоимость агрегата: сварочный аппарат для кузовных работ, например, стоит от 8000 рублей.
Смотрим видео, тестируем различные модели:
А сколько стоит аппарат, пригодный для сварки стальных конструкций, спросите вы? Не менее 50000 рублей. Весьма ощутимая разница, поэтому с объемами и видами работ следует определяться поточнее.
Присмотрев модель аппарата, обратите внимание на ее характеристики:
- Потребляемая мощность: она должна быть не выше допустимой для электросети. В данном вопросе следует учесть, что в момент включения полуавтомату требуется мощности больше, чем в процессе дальнейшей работы;
- Диапазон регулировки тока;
- Конструктивное исполнение подающего механизма: лучше брать аппарат с закрытой системой, обеспечивающей защиту проволоки от пыли и влаги, а направляющий канал – от преждевременного износа.
Особенности выбора
При своей специализированности полуавтоматы могут иметь разное исполнение и в плане технологического подхода к рабочему процессу. Это разделение проходит по возможностям использования защитной газовой среды, поддержке режимов сварки и допустимости применения порошковой самозащитной проволоки. Например, в вопросе о том, какой лучше сварочный полуавтомат выбрать для кузовных работ в мастерской, ориентироваться стоит как минимум на комбинированные модели с режимами MIG/MAG. Их наличие позволит работать с тонкими и толстыми листами корпуса, изготовленными из разных сплавов. Другое преимущество аппаратов этого типа заключается в продолжительном рабочем процесса. Из 10 мин непосредственно сварка может производиться 6 мин, а 4 мин займет отдых. Для сравнения, аналоги позволяют 1-2 мин выполнять рабочие операции и до 8 мин потребуют на отдых. Если же планируются редкие ремонтные мероприятия в своем гараже, то есть смысл ограничиться полуавтоматом с самозащитной проволокой без газовой среды. Такие модели отличаются высокой производительностью, но с качеством результата придется идти на компромисс.
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
- емкость с инертным или активным газом и газовое оборудование к ней.
Рисунок 1 — Сварочный полуавтомат
Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Источники питания
Полуавтоматы, в основном, предназначены для работы на постоянном токе, поэтому в качестве источников питания в них используются либо выпрямители, либо инверторы. Первые относительно дешевы, но имеют значительные габариты, ограниченные возможности по регулировке тока и проблемы с его пульсациями. Инверторные источники значительно дороже, но лишены всех этих недостатков. Они позволяют получать на выходе формы и уровни сварочных токов для различных режимов и конкретных типов металлов и сплавов, а также оснащены автоматической регулировкой индуктивности.
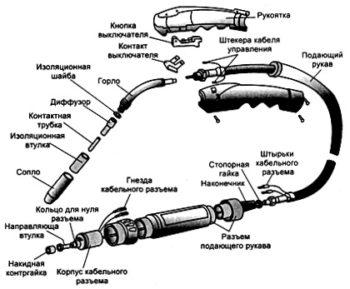
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.

Рисунок 2 — Унифицированный евроразъем
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
Горелка
Горелка сварочного полуавтомата — это рабочий инструмент сварщика, с помощью которого он непосредственно осуществляет процесс сварки. Горелка подсоединяется к кабель-шлангу и таким образом в нее выводятся все трубки, каналы и провода, идущие от основного блока сварочного полуавтомата. Базовые компоненты горелки — рукоятка и направляющая трубка (см. рис. ниже). На рукоятке расположен переключатель режимов сварки, а на конце направляющей трубки монтируется рассеиватель газа, контактный наконечник (через него проходит проволока) и сопло.

Рисунок 3 — Устройство горелки
По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Подача проволоки
Сварочная проволока поставляется в виде бобин различного размера и бухт, с медным покрытием и без него. Устройство подачи проволоки сварочных полуавтоматов состоит из блока установки бобины с механическим стабилизатором размотки и роликового подающего механизма. На ведущие ролики нанесены канавки, соответствующие диаметру проволоки. Вращение механизма подачи осуществляется электродвигателем, управляемым контроллером полуавтомата. Прижим и натяжение проволоки регулируются вручную (см. на рис. ниже черную рукоятку справа вверху).
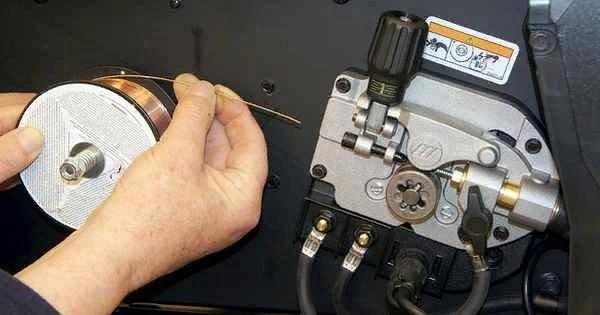
Рисунок 4 — Механизм подачи
Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Основные критерии выбора + (Видео)
Выбрать сварочный полуавтомат задача не очень простая. На рынке сварочного оборудования представлен большой ряд подобных устройств, которые отличаются друг от друга небольшими различиями в параметрах. Производители стараются работать на перспективу, использовать новые разработки электронных компонентов.

Различия можно найти:
- В характеристиках параметров;
- В функциональных особенностях;
- В перечне возможностей;
- В особенностях схемы защиты.
Характеристика параметров
Первым показателем является источник питания. Для бытовых сварочных полуавтоматов источником питания является сеть переменного тока напряжением 220 В и частотой 50 Гц. В разделе электропитания указывается диапазон изменения питающего напряжения, при котором прибор продолжает нормально работать. Эта величина указывается в процентах от нормального напряжения или в единицах напряжения.
Мощность потребления полуавтомата должна соответствовать его производительности. Иногда наряду с потребляемой мощностью указывается рекомендуемая мощность при работе от генератора. Если устройство потребляет 5 кВт электроэнергии, то он не может обеспечивать на выходе устройства большую мощность.
Устройства могут отличаться по величине напряжения холостого хода. Это тоже немаловажный показатель совершенства принципиальной схемы.
 Главной величиной в характеристике устройства является выдаваемый на электроды ток. Обычно указывается диапазон от минимального до максимального значения. Если полуавтомат универсальный, то диапазон выходного тока указывается для всех режимов отдельно.
Главной величиной в характеристике устройства является выдаваемый на электроды ток. Обычно указывается диапазон от минимального до максимального значения. Если полуавтомат универсальный, то диапазон выходного тока указывается для всех режимов отдельно.
Еще одна из важных характеристик – продолжительность включения или режим работы. Этот параметр указывается в процентах. Он характеризует цикличность работы и паузы для данного устройства.










В характеристиках сварочных полуавтоматов обязательно указывается скорость подачи проволоки, тип и вес катушки, допустимые диаметры проволоки.
Некритичными характеристиками являются вес и габариты устройства.
Функциональные особенности
Найти различия между сварочными полуавтоматами по выполняемым функциям несложно. Даже универсальные устройства могут обеспечивать сварку трех типов:
- ММА – ручная сварка отдельным электродом;
- TIG – сварка в слое инертного газа;
- MIG/MAG – сварка с помощью сварочной проволоки в слое инертного или активного газа.
К функциональным особенностям универсальных полуавтоматов можно добавить наличие плавного зажигания дуги, мягкие старт и финиш, режим 2 в 4 такта, при котором нет необходимости жать постоянно на кнопку.
Не во всех устройствах есть режим ручной подачи проволоки, который позволяет быстро заменить катушку с проволокой и вывести ее начало в контактную часть.
Возможности сварочного полуавтомата
Аппараты могут отличаться по наличию возможности управления процессом сварки одной кнопкой. Должна присутствовать ручная регулировка выходного тока и напряжения. Наличие или отсутствие цифрового индикатора тока и напряжения тоже является немаловажным показателем для нормальной работы.
Схемы защиты
Каждый производитель стремится разработать такую схему, которая могла бы защищать устройство от любых критических ситуаций – перегрев компонентов, перенапряжение и превышения тока.
На корпусе устанавливается световая индикация, которая указывается на нарушение того или иного режима работы устройства. Наличие индикации всегда отражает уровень разработки полуавтомата, по которому можно осуществлять отбор.
https://youtube.com/watch?v=MONriLvjDw8
Меры предосторожности при сварочных работах
все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске
Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.
Режимы работы полуавтоматов MIG, MAG, MMA, TIG
Разберемся с аббревиатурами MIG/MAG или МИГ и МАГ, которые часто встречаются в названиях в моделях сварочных инверторных полуавтоматов. Эти аббревиатуры различаются в зависимости от того, какой газ применяется в качестве защиты металла от окисления во время сварки.

Как устроен наконечник сварочной горелки.
MMA Manual Metal Arc или РДГ – ручная дуговая сварка плавящимся электродом рассматривается как дополнительная функция полуавтомата. Ну и наконец TIG – сварка-полуавтомат неплавящимся электродом в аргоновой среде – тоже может быть дополнительной функцией в полуавтоматах высокой ценовой категории.
Рейтинг недорогих полуавтоматов для дома и гаража
Рассматривая прибор, стоит ознакомиться с пятеркой лучших, входящих в рейтинг сварочных полуавтоматов по соотношению цены и качество, предлагаемых на рынке:
- Svarog PRO MIG 200 SYNERGY – модель, применяемая для всех видов проволоки с максимальным диаметром 1 мм. Удобное переключение полярностей. Периодичность включения 60%. Дополнительными функциями являются: горячий старт, форсирование дуги, защита от залипания, цифровой дисплей.
- Svarog PRO MIG 200 SYNERGY, Кедр MIG 175 GD универсален в применении. Для замены полярности необходимо всего лишь поменять кабель на разъемах. Стабильное функционирование даже в период пониженного напряжения. Интересный дизайн и сравнительно бюджетный прибор.
- Aurora PRO 200 хорошо применяем при больших объемах сварки. Представляет собой компактный аппарат с полной комплектацией всеми современными средствами.
- Fubag Irmig 200 обладает очень удобной цифровой панелью с максимально допустимой эксплуатацией тока 170А. Продолжительность включения при максимальном токе 20%.
- Svarog MIG 200Y используется для широких объемов сварки. Максимальная сила тока 200А с периодичностью основной работы до 60%.
По оценкам экспертов, качество шва, сделанного любым из этих аппаратов, будет фактически одинаковым. Разница заключается лишь в потраченном времени для достижения одинаковых результатов, а данный фактор зависит от мощности прибора и длительности использования.
Зная необходимые параметры, несложно сделать выбор, какой сварочный аппарат подойдет для использования в быту и для применения в гараже.
Wester Combi 180P
Универсальная модель сварочного инвертора-полуавтомата подойдет для домашней мастерской, работ в гараже или на даче. Аппарат демонстрирует хорошую надежность в работе в режимах ручной дуговой и полуавтоматической сварки. При правильной настройке тока и подачи проволоки оборудование справится со сваркой металла любой толщины. Производителем реализованы основные функции, необходимые для комфортной работы штучными электродами. Технические характеристики боле чем достойные: широкий диапазон регулировки токов, входное напряжение 180 В – 250 В, максимальный ток при непрерывной работе – 120 А.
Достоинства:
- хорошее принудительное охлаждение
- широкий диапазон доступных работ
- настройка подачи проволоки
- наличие ручной дуговой сварки (MMA)
- защита от перегрузки и перегрева
Недостатки:
объективных недостатков не обнаружено
Заключение
Подборка ТОП-8 лучших полуавтоматов включила модели разных ценовых категорий. Основные критерии правильного выбора, по мнению экспертов, это значение максимального тока в соответствии с коэффициентом постоянного включения, дополнительные режимы работы, возможность и удобство смены полярности
Выбирая полуавтомат, следует принять во внимание все характеристики, от которых зависит качественная работа устройства. Обзор лучших сварочных аппаратов в полной мере освещает основные особенности топовых моделей данной категории товаров
Многие автолюбители согласятся, что необходимость прибегать к сварочным работам при ремонте кузова просто неоспорима. И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова.
Специалисты, которые разбираются в сварочном оборудовании, на вопрос, какой из сварочных аппаратов и метод сварки подойдет для описываемой нами цели, наперво зададут ряд важных встречных вопросов. А именно: какие требования предъявляются к оборудованию (напряжение сети, сварочный ток и т.п.), требования к сварным соединениям, какая квалификация у работника, который будет осуществлять сварочный процесс, а главное какой металл будет свариваться и его толщина. Такая информация необходима специалисту для того, что бы помочь Вам подобрать (посоветовать) нужный метод сварки и необходимое для него оборудование.
И так, сразу же определим, что для выполнения кузовного ремонта подойдет два самых распространенных и доступных способа сварки в этой специфике работ, а именно такие, как полуавтоматическая сварка (MIG больше всего подойдут для хорошего качества соединений сталей (низкоуглеродистых), которые применяются в автомобилестроении.
В данной статье мы будем рассматривать более подробно универсальный способ сварки, который в большинстве случаев уже вытеснил газовую и ручную дуговую сварку из отрасли авто-ремонта, а именно полуавтоматическую сварку. Минусами ручной дуговой сварки здесь будет выступать ряд моментов:
- Неудобство варить соединения кузова электродом, т.к. не везде получится «подлезть»
- Очистка от шлака поверхности
- Большой риск прожечь в металле отверстие
Про вид контактной сварки Вы сможете узнать из наших следующих статей, т.к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
Оборудование для ремонта кузовного металла методом полуавтоматической сварки
Для выбранного нами типа полуавтоматической сварки в среде низкоуглеродистых сталей (MIG/MAG) необходимо использовать устройства для полуавтоматической сварки металла, именуемые в народе- сварочные полуавтоматы.
Лучшее оборудование для дома
Эти полуавтоматы используются при монтаже заборов, теплиц и других конструкций.
Их характеристики:
- рабочий ток – 140-200 А;
- мощность – 8 кВт;
- толщина свариваемого металла – до 5 мм;
- вес аппарата – 8-12 кг.

Во время работы приходится через каждые 10 минут делать перерывы на 6-7 минут для остывания деталей.
Fubag – самый лучший полуавтомат с током до 200 А. Способен сваривать металл толщиной 8 мм. Питается от сети 220 В. Катушка с проволокой защищена от внешних воздействий.








К преимуществам относятся:
- универсальность (MIG/MAG, TIG, MMA);
- диаметр сварочной проволоки – 0,8-1,0 мм;
- наличие информативного дисплея;
- возможность продувки газа и активизации механизма протяжки;
- наличие надежных роликов из металла;
- микропроцессорное управление.
К недостаткам нужно отнести завышенную цену изделия.
Elitech – аппарат, способный работать при падении напряжения в сети до 30%. Проволока до 1 мм хорошо протягивается моторчиком. Операции выполняются быстро, без больших пауз на остывание. Прозрачная крышка позволяет наблюдать за работой механизмов и защищает их от повреждений.
Преимущества полуавтомата:
- невысокая стоимость;
- рабочий ток – 10-210 А;
- панель управления, закрытая кожухом;
- удобная ручка.

Замечаний по работе прибора не выявлено.
“Сварог” – оборудование, пригодное для работы с аргоном и углекислотой. Варит сталь и алюминий. Проволока хорошо подается к горелке даже в морозную погоду. При необходимости инвертор перестраивается со сменой полярности.
Прибор обладает такими достоинствами, как:
- высокая степень надежности;
- работа при широких изменениях сетевого напряжения;
- возможность регулирования индуктивности;
- высокое качество шва;
- эффективная охлаждающая система;
- небольшой вес – 12,5 кг;
- длительная гарантия – 5 лет.
Недостатком выступает отсутствие дисплея.

“Ресанта” – компактный полуавтомат для выполнения кузовных работ и сварки тонких листов металла.
Имеет следующие достоинства:
- малые размеры;
- понятное управление;
- срабатывание выключателей при перегреве;
- наличие надежного металлического корпуса;
- небольшую массу – 11,2 кг.
Недостатками являются:
- несъемная горелка;
- отсутствие возможности ручной сварки.

Преимущества установки:
- шарнирный рукав;
- металлические ролики в механизме подачи;
- возможность использования в быту и на производстве;
- хорошее качество сборки;
- рабочий ток – до 175 А;
- надежность и выносливость.
Недостаток – большая масса.

В комплект прибора “Сварог” входят краги и маска. Работу контролирует автоматическая составляющая.
Достоинства состоят в следующем:
- качественный шов;
- наличие функции дожигания проволоки;
- простое управление;
- эффективная система охлаждения.
Прибор работает практически бесшумно.